

Фреза для нарезания зубьев шестерни
Методы нарезания зубчатых колес
В настоящее время зубчатые колеса нарезают в основном двумя методами: методом копирования и методом обката или огибания.
Метод копирования. Для нарезания зубчатых колес этим методом применяют инструмент, режущие кромки которого имеют очертание, соответствующее контуру впадины нарезаемого зубчатого колеса. В качестве такого инструмента используют модульные фрезы (дисковые или концевые) (рис. 1, а, б, в) или же фасонные резцы. Обработка производится либо одним инструментом (поочерёдно каждую впадину), либо несколькими одновременно по числу впадин. Недостатки метода копирования: 1 – для обработки каждого зубчатого колеса с определенным числом зубьев и модулем требуется инструмент специального профиля, поскольку профиль зависит от модуля и числа зубьев. На практике пользуются набором модульных фрез (в 8 шт., более точные наборы в 15 и реже в 26 шт.) для каждого модуля; причем каждая фреза набора предназначена для нарезания колес с числом зубьев в определенном диапазоне их значений. 2 – точность нарезания зубчатых колес невысока, так как помимо погрешности, обусловленной неточностью работы делительного механизма, неизбежны погрешности, вследствие неточности инструмента. В связи с указанными недостатками к такому методу зубонарезания прибегают лишь при отсутствии зуборезных станков, т.е. в условиях ремонта или при единичном изготовлении колес, а также для предварительного нарезания впадин (при черновой операции). При нарезании зубьев одним инструментом производится поворот головки на шаг зубьев, т.е. на 1/z часть оборота, где z – число зубьев нарезаемого колеса. Производительность при этом способе низка, так как зубья нарезаются каждый отдельно и требуют время на возврат инструмента в исходное положение и на деление заготовки.
Фасонные (модульные) дисковые и пальцевые фрезы. Эти фрезы применяют при нарезании зубчатых колес методом фасонного зубофрезерования, часто называемого методом копирования. При этом методе инструментом служит фасонная фреза, профиль которой представляет копию впадины между зубьями колеса (рис. 1). Обычно для зубчатых колес применяют модульные дисковые фрезы, а для особенно больших зубчатых колес – фасонные пальцевые фрезы (рис. 1, в). С увеличением числа зубьев кривые эвольвенты зуба изменяются и приближаются к прямой линии, а при колесе с бесконечно большим количеством зубьев – рейке; эвольвента превращается в прямую линию (рис. 2). При точном нарезании колес с числом зубев от 12 до 300 одного модуля необходимо 288 фрез с различным профилем их зубьев. Такое количество фрез для колес только одного модуля иметь дорого и трудно, поэтому в зависимости от точности нарезания ограничиваются комплектом из 3,8,15 или 26 фрез вместо 288.
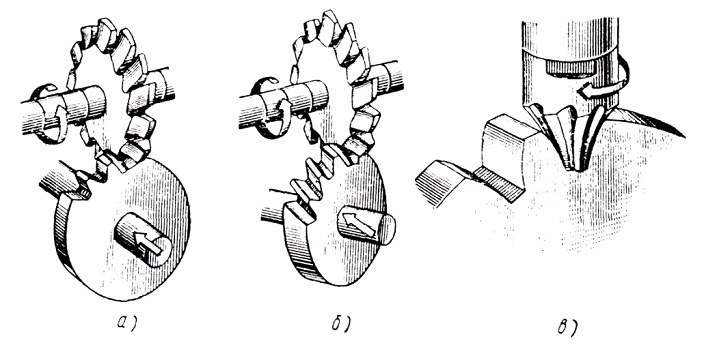
Рис. 1. Схема нарезания зубчатых колес методом копирования:
а – дисковой модульной фрезой цилиндрического колеса с прямыми зубьями; б – дисковой модульной фрезой цилиндрического колеса с винтовыми зубьями; в – пальцевой модульной фрезой цилиндрического колеса с прямыми зубьями
Каждая фреза из комплекта имеет свой номер и предназначена для нарезания колес с определенным диапазоном их зубьев. При комплекте из восьми фрез точно по профилю могут быть нарезаны колеса, имеющие число зубьев 12, 14, 17, 21, 26, 35, 55 и 135, а все остальные колеса получаются при нарезании неточного профиля.
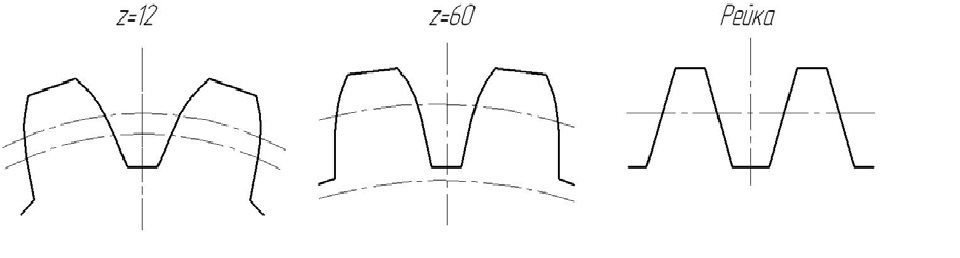
Рис. 2. Изменение профиля зубьев колес при увеличении зубьев
Увеличение количества фрез в наборе для более крупных модулей вызвано тем, что неточность нарезания одной фрезы колес с разными числами зубьев для больших модулей сказывается больше. По этой причине для точных колес более крупных модулей (свыше 16 мм) применяют комплекты, состоящие из 26 номеров фрез для каждого модуля. Подбор модульной фрезы для нарезания косозубых шестерен несколько сложнее, так как в этом случае необходимо учесть величину угла β наклона зубцов. Если для нарезания, например 32 косых зубцов модуля 6, взять фрезу №5 из 8-штучного набора, то это будет ошибкой, и в работе получится брак. В этом случае профрезерованная впадина между зубцами получится значительно шире, чем это требуется. Для того, чтобы получить правильный профиль у косых зубцов, необходимо модульную фрезу подбирать не по действительному числу зубцов, а по фиктивному. Это фиктивное число зубцов необходимо определять по следующей формуле: 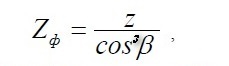
где Zф – фиктивное число зубцов фрезы, z – действительное число зубцов, β – угол наклона зуба.
Основная ошибка в профиле нарезаемого колеса здесь обусловлена тем, что косозубое колесо имеет эвольвентный профиль только в торцовом сечении, тогда как эвольвентный профиль фрезы располагается в сечении нормальном к направлению зуба.
Метод обката. При методе обката (огибания) заготовка и зубонарезной инструмент воспроизводят движения пары сопряженных элементов зубчатой или червячной передачи. Для этого инструменту придается форма зубчатого колеса, зубчатой рейки или червяка. Эвольвентную кривую АВ зуба, опишет точка А, принадлежащая прямой СС (рис. 3, а), если эту прямую перекатывать без скольжения по неподвижной окружности F. Отрезок DE, будет касаться эвольвентной кривой во всех положениях прямой СС. Это означает, что эвольвентная кривая в данном случае будет огибающей ряда последовательных положений отрезка DE, перемещающегося вместе с прямой АС.
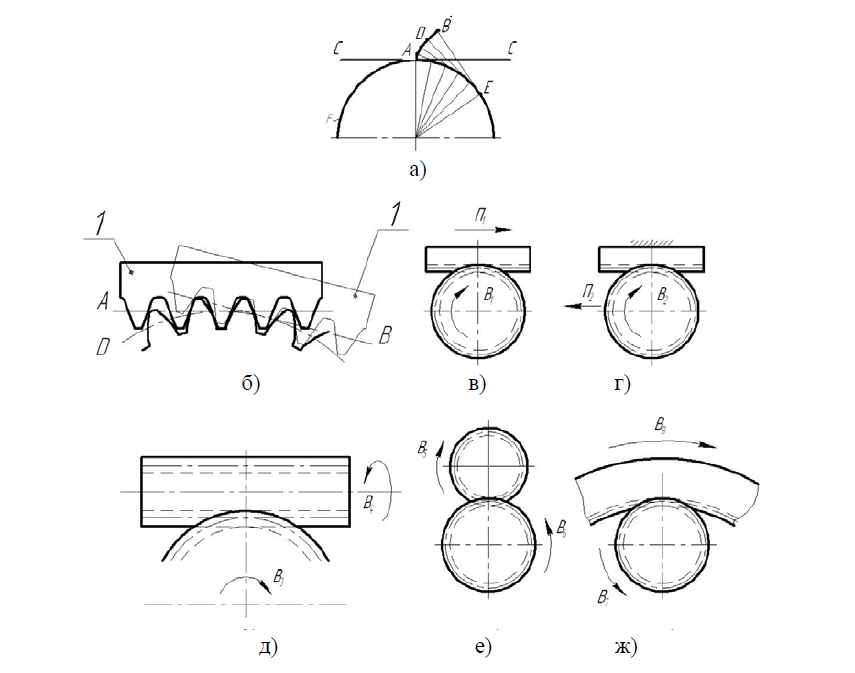
Рис. 3. Схемы зубонарезания методом обкатки
Для образования профиля зуба цилиндрических колес методом обката исходной рейке 1 с прямолинейным производящим контуром АВ (рис. 3, б) сообщают движение качения относительно нарезаемой заготовки (по делительной окружности Д). Образуемый таким способом профиль зуба является огибающей положений производящего контура. Это исполнительное движение формообразования профиля зуба является сложным и осуществляется в станках двумя элементарными взаимосвязанными движениями. Возможны схемы нарезки зубьев при движениях П1 и В1 (рис. 3, в) или при движениях П2 и В2 (рис. 3, г). Вариант относительного движения гребенки при неподвижной заготовке в практике не используется, так как в этом случае усложняется конструкция станка. Если рейки размещены на цилиндре так, что производящие контуры располагаются по винтовой линии, то режущая рейка становится червячной фрезой, и исполнительное движение формообразования состоит из двух вращательных движений В3 и В4 (рис. 3, д). В качестве производящего контура, кроме зуба рейки, можно использовать также зубчатые цилиндрические колеса. Тогда исполнительное движение образуется из двух взаимосвязанных вращательных движений В5 и В6 (рис. 3, е) при нарезании колес с внешним зацеплением и В7, В8 при нарезании колес с внутренним зацеплением (рис. 3, ж).
Нарезание зубьев цилиндрических зубчатых колес
Существует два основных способа нарезания зубьев цилиндрических зубчатых колес: копированием и обкаткой (огибанием).
Простейший способ нарезания копированием заключается в прорезании впадин между зубьями профильными (модульными) фрезами. После прорезания каждой впадины заготовку поворачивают на величину шага зацепления.

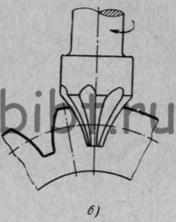
Рис. 3. Схема нарезания зубьев модульными фрезами
Модульные фрезы бывают дисковые (рис. 3, а) и концевые (пальцевые). Концевые фрезы (рис. 3, б) применяют для нарезания зубьев больших модулей.
Нарезание зубьев по способу копирования дисковыми фрезами производится на универсально-фрезерных станках с применением делительных головок, а пальцевыми фрезами нарезают на зубофрезерных станках, снабженных специальными головками или на специальных станках. Способ копирования в силу ряда недостатков применяется лишь для нарезания зубьев колес невысокой точности при единичном производстве (главным образом в ремонтных мастерских).
Неточность нарезания зубьев этим способом в основном определяется следующей причиной: чтобы получить точный профиль зубьев, нужно было бы для каждого модуля применять отдельную дисковую фрезу. Но это экономически невыгодно, так как пришлось бы иметь в цехе слишком большое число фрез. Поэтому используют наборы в 8, 15 или 26 фрез. Таким образом, одной фрезой нарезают зубчатые колеса с разным числом зубьев, находящимся в определенном диапазоне.
Нарезание зубьев методом обкатки (огибания) основано на воспроизведении зацепления зубчатой пары, одним из элементов которой является режущий инструмент.
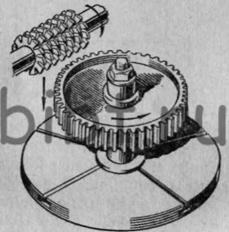
Рис. 4. Схема нарезания зубьев червячной фрезой
Нарезание червячной фрезой производят на зубофрезерных станках. Червячная фреза (рис. 4) представляет собой червяк с профилем зуборезной (основной) рейки, превращенной в режущий инструмент в результате прорезания в нем продольных спиральных канавок и затылования. Червячные фрезы делают однозаходными и многозаходными.
При нарезании зубьев обрабатываемая заготовка вращается вокруг вертикальной или горизонтальной оси, а фреза, вращаясь вокруг другой оси, перемещается вдоль оси вращения заготовки. Ось шпинделя фрезы наклонена относительно оси вращения заготовки под углом, равным углу наклона витков фрезы.
Нарезание зубьев червячной фрезой широко распространено как для предварительного, так и для окончательного нарезания прямых и спиральных наружных зубьев цилиндрических зубчатых колес в серийном и массовом производстве.
Существуют одношпиндельные и двушпиндельные зубофрезерные станки; чаще используют одношпиндельные станки.
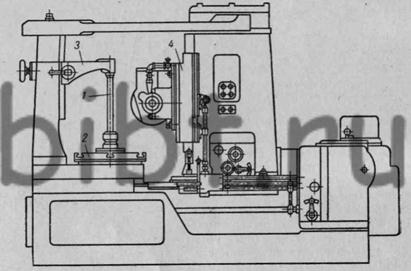
Рис. 5. Зуборезный станок
На рис. 5 показана схема одношпиндельного зубофрезерного станка. Здесь заготовка закреплена на вертикальной оправке 1 круглого стола 2, могущего перемещаться для установки на нужную глубину резания. Сверху оправка поддерживается кронштейном 3. Фреза помещена на шпинделе суппорта 4, перемещающегося в вертикальном направлении.
 Нарезание прямых и спиральных наружных и внутренних зубьев цилиндрических колес может производиться также методом долбления.
Нарезание прямых и спиральных наружных и внутренних зубьев цилиндрических колес может производиться также методом долбления.
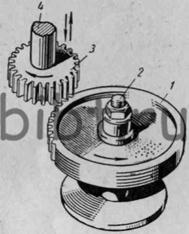
Рис. 6. Схема нарезания зубьев на зубодолбежных станках
В этом случае режущий инструмент-долбяк (рис. 6) представляет собой режущее колесо с зубьями эвольвентного профиля. Нарезание зубьев производится на зубодолбежных станках, устроенных следующим образом. Заготовка 1, закрепленная на оправке вертикального шпинделя 2, медленно вращается вокруг своей оси. Долбяк 3, помещенный на шпиндель 4 головки, вращаясь, совершает возвратно-поступательное движение в вертикальном направлении, образуя постепенно впадины между зубьями в заготовке. В процессе зубонарезания окружные скорости долбяка и заготовки одинаковы (на их начальных окружностях), как будто бы они находятся в действительном зацеплении.
Долбление круглыми долбяками — единственно возможный способ нарезания зубчатых колес с внутренним зубом, а также зубчатых колес, у которых зубчатый венец расположен вблизи буртика или зубьев блочных колес, фрезерование которых невозможно из-за отсутствия места для выхода фрезы.
Модульные фрезы для нарезки зубьев
Процесс фрезерования предусматривает использование специального инструмента, обладающего определенной геометрической формой – фреза. Довольно большое распространение получили модульные фрезы. Их предназначение заключается в предварительном и окончательном нарезании цилиндрических косозубых и прямозубых колес, а также шевронных вариантов исполнения. Рабочая поверхность характеризуется наличием довольно большого количества особенностей, о чем далее поговорим подробнее.

Особенности конструкции
Современная зуборезная фреза представлена фасонным вариантом исполнения с затылованным зубом. Среди конструктивных особенностей отметим нижеприведенные моменты:
- Устройство имеет центральное отверстие, которое предназначено для установки оправки. Дисковая зуборезная модульная фреза при помощи оправки крепится в шпинделе. Диаметр отверстия под оправку выбирается в зависимости от стандартов, установленных в ГОСТ. За счет этого существенно упрощается задача, связанная с выбором наиболее подходящей оснастки. По торцевым сторонам создается небольшая фаска, за счет которой упрощается монтаж.
- Инструмент получает главное вращательное движение с определенной скоростью. При этом заготовка закрепляется на столе, который также получает возвратно поступательное движение. Все параметры выбираются в зависимости от типа инструмента, а также применяемого материала при изготовлении заготовки.
- Длина рабочей части также варьируется в достаточно большом диапазоне. Все зависит от размеров обрабатываемой заготовки и других моментов. Длина модульной фрезы оказывает влияние на основные параметры обработки, так как за счет увеличения рабочей поверхности увеличивается количество снимаемого материала за один проход.
- Современная конструкция модульной фрезы характеризуется определенным профилем зуба. Он выбирается в зависимости от впадин между зубьями нарезаемого колеса. Форма зуба представлена рабочим участком, который оформлен по эвольвенте с переходной кривой. Оформление проводится по радиусу с определенными координатами центра.

Рассматриваемые модульные цилиндрические и шлицевые фрезы представлены весьма сложной конструкцией. При этом зубья могут быть расположены под углом 30 градусов или другим, все зависит от типа заготовки.
Особое внимание уделяется форме профиля. Для аналитического расчета формы зуба и других параметров могут проводиться самые различные расчеты. Наиболее важными можно назвать следующие:
- При расчетах уделяется внимание исходным данным. Геометрическая форма может характеризоваться достаточно большим количеством особенностей. Примером можно назвать число зубьев и показатель модуля.
- При определении основных показателей проводится расчет координат профиля эвольвентного участка зуба.
- Следующий шаг заключается в расчете радиуса заменяющихся окружностей.
- Уделяется внимание расчету размеров зуба профильной части. Этот показатель также во много определяет то, какой формой будет обладать полученное изделие.
Рассматриваемые расчеты проводятся при применении самых различных формул. Самостоятельно выполнить расчеты достаточно сложно, погрешность может привести к снижению точности рабочей поверхности.
К выбору материалов также предъявляется достаточно большое количество требований. Установленные стандарты в ГОСТ 5950-73 определяют то, что при изготовлении модульной фрезы должны использоваться марки 9ХС, ХВГ, ХВСГ. Показатель закалки должен быть в пределе от 62 до 64 HRC. За счет выполнения термического улучшения сплава существенно расширяется область применения изделия, а также снижается скорость износа поверхности.
Скачать ГОСТ 5950-73

В случае, когда проводится обработка заготовок из легированных конструкционных сталей выбирается быстрорежущая сталь Р6М5 и Р6М3. Эти стандарты указываются в ГОСТ 19265-73, показатель твердости должен быть в пределе от 63 до 65 HRC. До более высокой твердости могут закалывать сталь Р9К5, которая обходится намного дороже других марок.
Скачать ГОСТ 19265-73
Тип применяемого материала при изготовлении модульной фрезы во многом определяет область применения, допустимые режимы резания и стоимость изделия. Как правило, тип применяемого материала указывается производителем при маркировке.
Назначение инструмента
Рассматриваемый инструмент получил весьма широкое распространение. Это связано с тем, что геометрическая форма может существенно отличаться. Модульная фреза применяется для достижения следующих целей:
- Предварительного и окончательного нарезания цилиндрических колес. При этом рабочая поверхность может быть представлена прямыми и косыми зубьями. Цилиндрические зубчатые колеса получили весьма широкое распространение в машиностроительной области. Получаемая поверхность должна быть точной, даже незначительное отклонение формы может привести к тому, что изделие нельзя будет использовать.
- Для получения шевронных колес с определенными канавками между зубчатыми венцами. Подобные изделия характеризуются довольно сложной рабочей поверхностью.
- Рассматриваемый инструмент используется для нарезания зубчатых колес конического типа. Рабочая поверхность с конической формой довольно сложна в обработке. Именно поэтому применяются более подходящие модульные фрезы.
- Степень точности получаемого изделия 9-10. Подобные варианты исполнения получили весьма широкое распространение в самых различных отраслях промышленности. Стоит учитывать, что достигнуть требуемой точности можно только при применении соответствующего оборудования и оправки.
- Могут применяться для нарезки зубьев шестерни с менее чем 12 зубьями.
- Специальные варианты исполнения используются для получения колес с циклоидальным профилем зуба.
- Для нарезания зубьев модулем 8 мм используется определенный тип инструмента, который также встречается в стандартных наборах.
Технологическая карта, связанная с изготовление различных изделий, зачастую предусматривает черновую и чистовую обработку. Среди особенностей отметим нижеприведенные моменты:
- Черновое фрезерование характеризуется тем, что за один проход снимается довольно большое количество металла. Для подобной обработки применяются модульные фрезы с высоким показателем износоустойчивости. При черновом фрезеровании получается профиль, который лишь отдаленно напоминает конечное изделие.
- Чистовое фрезерование предусматривает высокую скорость вращения инструмента. Для обеспечения подобных условий работы при изготовлении основной части применяют быстрорежущую сталь, способную выдерживать сильный нагрев. При этом поверхность не стачивается, за счет чего обеспечивается высокая точность изготовления. У модульных фрез для чистовой обработки передний угол равен нулю.
Теоретически для получения каждой разновидности зубчатого колеса применяется инструмент с наиболее подходящим профилем. Это связано с тем, что получаемая поверхность будет полностью соответствовать профилю. На практике допускается незначительная погрешность.

Встретить можно инструменты для обработки всех металлов. Современная фреза дисковая может изготавливаться из самых различных сплавов, многие характеризуются высокой устойчивостью к износу и высокой температуры. Выбор модульной фрезы проводится в зависимости от особенностей изделия, как правило, делается это на этапе разработки технологической карты по изготовлению конкретного изделия.
Сегодня рассматриваемый инструмент может применяться для нарезания рейки. Подобное изделие сегодня встречается крайне часто в машиностроительной области. Также на производственных линиях встречается механическая торцевая фреза, которая характеризуется определенной геометрической формой.
Государственные стандарты
При производстве инструментом должны применяться определенные стандарты, которые обеспечивают длительную службу и работы с заданными параметрами. Примером можно назвать то, что изготавливают фрезы дисковые зуборезные модульные по ГОСТ 28527-90. Также применяется и стандарт ГОСТ 10996-64, который определяет определенные геометрические формы и свойства рабочей поверхности.
Скачать ГОСТ 28527-90
Встречается довольно большое количество различной нормативной документации, которая может применяться при производстве инструментов. Также встречаются таблицы модульных фрез. Они применяются для выбора наиболее подходящего варианта исполнения и определенная основных характеристик.

Сегодня государственный стандарт соблюдается всеми производителями. При этом зарубежные производители применяют другие стандарты, но параметры практически идентичные.
Рассматривая государственные стандарты отметим нижеприведенные моменты:
- Стандартизируется наружный диаметр изделия. Подобный показатель определяет производительность и некоторые другие параметры обработки.
- Стандартизации подлежит и диаметр внутреннего отверстия. За счет этого упрощается процесс подбора наиболее подходящей оснастки. В продаже встречается просто огромное количество различных оправок, предназначение которой заключается в фиксации модульной фрезы.
- При производстве рабочей и основной части могут применяться только определенные материалы. Некоторые малоизвестные производители применяют сплавы, которые не включены в стандарты для экономии. Этот момент приводит к тому, что поверхность быстро изнашивается. Чаще всего применяется быстрорежущая сталь Р6, но также встречаются различные тугоплавкие сплавы.
- Для нарезания требуемой рабочей поверхности проводится затачивание режущей кромки под определенным углом. Подобные стандарты должны учитываться по причине того, что неправильный угол заточки приводит к быстрому износу и многим другим проблемам.
В заключение отметим, что выбор рассматриваемого инструмента проводится по достаточно большому количеству различных признаков. Примером можно назвать то, что при изготовлении рабочей части могут использовать быстрорежущую сталь или тугоплавкий сплав. Режущая кромка выполняется в виде литой конструкции или напаек из специальных материалов. При выборе учитываются размеры заготовки, тип применяемого материала при их изготовлении и другие параметры.
Нарезание шестерён дисковыми модульными фрезами

Фиг. 510. Фрезерование цилиндрических шестерён с прямыми зубьями на горизонтально-фрезерном станке с делительной головкой.
При отсутствии специальных зуборезных станков нарезание цилиндрических шестерён с прямым зубом может быть выполнено на горизонтально — фрезерном станке, а со спиральным зубом на универсально-фрезерном при помощи делительной головки (фиг. 510) модульным и дисковыми фрезами, которые изготовляются наборами из 8 или 15 штук для каждого модуля.
Обычно применяют набор фрез из 8 штук, но для изготовления более точных шестерён требуется набор из 15 штук.
Такое количество фрез в каждом наборе необходимо потому, что для различного числа зубьев шестерён размеры впадин между зубьями будут различны. Каждая фреза набора предназначена для определённого интервала чисел зубьев (табл. 56 и 57);
профиль же её соответствует наименьшему числу зубьев данного интервала.

Таблица 56. Набор из восьми фрез.

Таблица 57. Набор из пятнадцати фрез.
Для экономичного использования отделочных модульных фрез при обработке твёрдого материала, а также для крупного модуля изготовляются обдирочные модульные фрезы, отличающиеся от чистовых ступенчатым профилем(фиг.511; а — обдирочная фреза, b — отделочная).

Фиг. 511. Черновая а и отделочная фреза b для нарезания зубчатых колес.

Фиг. 512. Одновременная работа обдирочной и отделочной фрезы.
На фиг. 512 показана одновременная работа обдирочной фрезы с отделочной.
Как было сказано выше, модульными фрезами можно также обрабатывать цилиндрические шестерни со спиральным зубом, поворачивая фрезу на угол
наклона зуба, как показано на фиг. 513, где А — направление вращения изделия, а В —направление подачи фрезы.

Фиг 513. Схема расположения модульной фрезы при обработке цилиндрической шестерни со спиральным зубом.
При нарезании шестерни со спиральным зубом фрезу нужно подбирать не по числу зубьев шестерни, а по идеальному числу зубьев, соответствующему
нормальному модулю и определяемому по формуле

где z — искомое число зубьев; zш — число зубьев шестерни; а — угол наклона зуба.
Применяемые режимы резания указаны в табл. 58.

Таблица 58. Режимы резания при нарезании цилиндрических шестерён модульными фрезами.
При фрезеровании спиральных шестерён подачи нужно умножать на коэфициент К в зависимости от угла спирали; величины К приведены в табл. 69.

Таблица 59. Величина коэфициента К в зависимости от угла спирали для подач при фрезеровании спиральных шестерен.
Шестерни обычно нарезаются по нескольку штук на оправке, что увеличивает производительность за счёт врезания фрезы и вспомогательного времени.

Фиг 514. Нарезание шестерён индивидуального производства и шестерён с модулем более 20.

