

Фреза т образная гост
Фреза т образная гост
Утвержден и введен в действие
от 11 ноября 2008 г. N 297-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФРЕЗЫ ДЛЯ ОБРАБОТКИ Т-ОБРАЗНЫХ ПАЗОВ
T- slot cutters . Specifications
T-slot cutters with cylindrical shanks
and Morse taper shanks having tapped hole
ГОСТ Р 53004-2008
1 января 2010 года
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ “О техническом регулировании”, а правила применения национальных стандартов Российской Федерации – ГОСТ Р 1.0-2004 “Стандартизация в Российской Федерации. Основные положения”.
Сведения о стандарте
1. Подготовлен Открытым акционерным обществом ОАО “ВНИИИНСТРУМЕНТ”.
2. Внесен Техническим комитетом по стандартизации ТК 95 “Инструмент”.
3. Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 11 ноября 2008 г. N 297-ст.
4. Настоящий станда рт вкл ючает в себя модифицированные основные нормативные положения международного стандарта ИСО 3337:2000 “Фрезы с цилиндрическими хвостовиками и с коническими хвостовиками Морзе с резьбовым отверстием для Т-образных пазов” (ISO 3337:2000 “T- slot cutters with cylindrical shanks and Morse taper shanks having tapped hole “, MOD).
Сведения о соответствии ссылочных национальных стандартов ссылочным международным стандартам, использованным в настоящем стандарте в качестве нормативных ссылок, приведены в Приложении А.
При этом дополнительные положения, учитывающие потребности национальной стандартизации, приведены в разделах 1, 2, 4, 5, 6, в пунктах 3.1.5 – 3.1.8, в подразделе 3.2 и выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5).
5. Введен впервые.
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе “Национальные стандарты”, а текст изменений и поправок – в ежемесячно издаваемых информационных указателях “Национальные стандарты”. В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе “Национальные стандарты”. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
1. Область применения
&Настоящий стандарт распространяется на фрезы из быстрорежущей стали для обработки Т-образных пазов по ГОСТ 1574.&
2. Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
&ГОСТ Р 52965-2008. Хвостовики цилиндрические для фрез. Основные размеры
ГОСТ 8.051-81. Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050-88. Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1412-85. Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1574-91. Пазы Т-образные обработанные. Размеры
ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики
ГОСТ 2848-75. Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 4543-71. Прокат из легированной конструкционной стали. Технические условия
ГОСТ 9013-59. Металлы. Методы измерения твердости по Роквеллу
ГОСТ 9378-93. Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 18088-83. Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19265-73. Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 23726-79. Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706-83. Лупы. Типы, основные параметры. Общие технические требования.
Примечание. При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю “Национальные стандарты”, который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.&
3. Технические требования
3.1. Типы и основные размеры
3.1.1. Фрезы следует изготовлять типов:
1 – с нормальными зубьями;
2 – с крупными зубьями.
3.1.2. Фрезы типа 1 изготовляют исполнений:
1 – с гладким цилиндрическим хвостовиком;
2 – с цилиндрическим хвостовиком с лыской ;
3 – с цилиндрическим хвостовиком с резьбой;
4 – с коническим хвостовиком Морзе.
Фрезы типа 2 изготовляют только исполнения 4 – с коническим хвостовиком Морзе.
3.1.3. Основные размеры фрез исполнений 1, 2, 3 должны соответствовать указанным на рисунке 1 и в таблице 1.
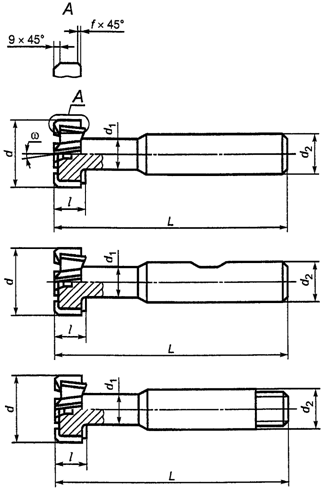
Размеры в миллиметрах
│ Номинальный │ d │ d , │ d │ l │ L │ f, │ g, │ Число │
│ размер │ h12 │ 1 │ 2 │ h12 │ │не более│не более│зубьев │
│ Т-образного │ │не более│ │ │ │ │ │ │
│ 5 │11,0 │ 4 │ 10 │ 3,5 │ 53,5 │ 0,6 │ 1,0 │ 6 │
│ 6 │12,5 │ 5 │ │ 6,0 │ 57,0 │ │ │ │
│ 8 │16,0 │ 7 │ │ 8,0 │ 62,0 │ │ │ │
│ 10 │18,0 │ 8 │ 12 │ │ 70,0 │ │ │ │
│ 12 │21,0 │ 10 │ │ 9,0 │ 74,0 │ │ │ 8 │
│ 14 │25,0 │ 12 │ 16 │11,0 │ 82,0 │ │ 1,6 │ │
│ 18 │32,0 │ 15 │ │14,0 │ 90,0 │ 1,0 │ │ │
│ 22 │40,0 │ 19 │ 25 │18,0 │108,0 │ │ 2,5 │ │
│ 28 │50,0 │ 25 │ 32 │22,0 │124,0 │ │ │ │
│ 36 │60,0 │ 30 │ │28,0 │139,0 │ │ │ │
3.1.4. Основные размеры фрез исполнения 4 должны соответствовать указанным на рисунке 2 и в таблице 2.
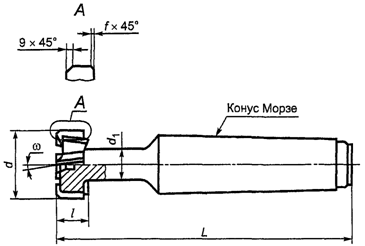
Размеры в миллиметрах
│ Номинальный │ d │ d , │ l │ L │ f, │ g, │Конус│ Число │
│ размер │ h12 │ 1 │h12│ │не более│не более│Морзе│зубьев для │
│ Т-образного │ │не более│ │ │ │ │ │фрез типов │
│ 6 │12,5 │ 5 │ 6 │ 73 │ 0,6 │ 1,0 │ 1 │ 6 │ – │
│ 8 │16,0 │ 7 │ 7 │ 77 │ │ │ │ │ │
│ 10 │18,0 │ 8 │ 8 │ 82 │ │ │ │ │ 4 │
│ 12 │21,0 │ 10 │ 9 │ 98 │ │ │ 2 │ 8 │ 6 │
│ 14 │25,0 │ 12 │11 │103 │ │ 1,6 │ │ │ │
│ 18 │32,0 │ 15 │14 │111 │ 1,0 │ │ │ │ │
│ 22 │40,0 │ 19 │18 │138 │ │ 2,5 │ 3 │ – │ │
│ 28 │50,0 │ 25 │22 │173 │ │ │ 4 │ │ │
│ 36 │60,0 │ 30 │28 │188 │ │ │ │ │ 8 │
│ 42 │72,0 │ 36 │35 │229 │ 1,6 │ 4,0 │ 5 │ │ │
│ 48 │85,0 │ 42 │40 │240 │ 2,0 │ 6,0 │ │ │ │
│ 54 │95,0 │ 44 │44 │251 │ │ │ │ │ │
&Пример условного обозначения фрезы типа 1, исполнения 1, с номинальным размером паза 6 мм:
Фреза 1-1-6 ГОСТ Р 53004-2008
То же, исполнения 2:
Фреза 1-2-6 ГОСТ Р 53004-2008
То же, исполнения 3:
Фреза 1-3-6 ГОСТ Р 53004-2008
То же, исполнения 4:
Фреза 1-4-6 ГОСТ Р 53004-2008
То же, фрезы типа 2, исполнения 4, с номинальным размером паза 12 мм:
Фреза 2-4-12 ГОСТ Р 53004-2008
3.1.5. Хвостовики фрез исполнений 1, 2, 3 – по ГОСТ Р 52965.
3.1.6. Размеры конусов Морзе – по ГОСТ 25557.
3.1.7. Центровые отверстия – по ГОСТ 14034.
3.1.8. Фрезы типа 1 изготовляют с углом наклона стружечной канавки  ; фрезы типа 2 – с углом наклона стружечной канавки
; фрезы типа 2 – с углом наклона стружечной канавки  .
.
3.2.1. Фрезы следует изготовлять из быстрорежущей стали по ГОСТ 19265.
3.2.2. Фрезы следует изготовлять сварными . В месте сварки не допускаются раковины, непровар , поджог и пережог металла, кольцевые трещины и свищи.
Фрезы исполнений 1, 2, 3 для пазов с номинальным размером до 12 мм включительно допускается изготовлять цельными.
3.2.3. Хвостовики сварных фрез следует изготовлять из стали марки 40Х по ГОСТ 4543 или из стали марки 45 по ГОСТ 1050.
3.2.4. Твердость рабочей части фрез должна быть 63 . 66 HRC.
Твердость рабочей части фрез из быстрорежущей стали с содержанием ванадия не менее 3% и кобальта не менее 5% должна быть выше на 1 – 2 единицы HRC.
Твердость цилиндрического хвостовика цельных ( несварных ) фрез должна быть 37 . 57 HRC.
Твердость цилиндрического хвостовика сварных фрез на участке не менее 1/2 длины от торца хвостовика и торцовой части конического хвостовика должна быть 32 . 52 HRC.
3.2.5. На рабочей поверхности фрез не должно быть обезуглероженного слоя и мест с пониженной твердостью.
3.2.6. На поверхности фрез не должно быть трещин, следов коррозии; на шлифованных поверхностях – черновин , выкрошенных мест; на режущих кромках – забоин, прижогов ; на хвостовике и центровых отверстиях – заусенцев.
3.2.7. Параметры шероховатости поверхностей фрез по ГОСТ 2789 должны быть, мкм , не более:
Rz 3,2 – для передних и задних поверхностей зубьев;
Ra 0,63 – для поверхности хвостовика;
Rz 10 – для поверхностей спинок зубьев, шейки и стружечных канавок;
Rz 20 – для остальных поверхностей.
3.2.8. На задней поверхности зубьев фрез вдоль режущих кромок допускается цилиндрическая ленточка шириной не более 0,05 мм.
3.2.9. Предельные отклонения размеров фрез должны быть, мм , не более:
+/- JT16/2 – для длины фрезы L;
степени точности АТ8 по ГОСТ 2848 – для конуса Морзе.
3.2.10. Допуск радиального биения главных режущих кромок зубьев фрез относительно оси хвостовика должен быть, мм , не более:
0,02 – на двух смежных зубьях – для фрез диаметром до 40 мм включ .;
0,04 – на всей фрезе ” ” ” ” 40 ” “;
0,03 – на двух смежных зубьях – для фрез диаметром св. 40 мм;
0,05 – на всей фрезе ” ” ” ” 40 “.
3.2.11. Допуск торцового биения рабочей части фрез относительно оси хвостовика должен быть, мм , не более:
0,04 – для фрез диаметром до 40 мм включ .;
0,05 ” ” ” св. 40 мм.
3.2.12. Средний  и установленный
и установленный  периоды стойкости фрез при обработке чугуна марки СЧ 18 по ГОСТ 1412 и стали марки 45 по ГОСТ 1050 при условиях испытаний, приведенных в разделе 5, должны быть:
периоды стойкости фрез при обработке чугуна марки СЧ 18 по ГОСТ 1412 и стали марки 45 по ГОСТ 1050 при условиях испытаний, приведенных в разделе 5, должны быть:  ,
,  .
.
3.2.13. Критерием затупления фрез является достижение допустимого износа по задней поверхности, указанного в таблице 3.
│ Диаметр фрезы d │ Допустимый износ │
│ │при обработке чугуна │ при обработке стали │
ГОСТ Р 53004-2008 Фрезы для обработки Т-образных пазов. Технические условия
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ

НАЦИОНАЛЬНЫЙ
СТАНДАРТ
РОССИЙСКОЙ
ФЕДЕРАЦИИ
ФРЕЗЫ ДЛЯ ОБРАБОТКИ Т-ОБРАЗНЫХ ПАЗОВ
ИСО 3337:2000
T-slot cutters with cylindrical shanks and Morse taper shanks having tapped hole
(MOD)

Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации – ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом ОАО «ВНИИИНСТРУМЕНТ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 ноября 2008 г. № 297-ст
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения международного стандарта ИСО 3337:2000 «Фрезы с цилиндрическими хвостовиками и с коническими хвостовиками Морзе с резьбовым отверстием для Т-образных пазов» (ISO 3337:2000 «T-slot cutters with cylindrical shanks and Morse taper shanks having tapped hole», MOD).
Сведения о соответствии ссылочных национальных стандартов ссылочным международным стандартам, использованным в настоящем стандарте в качестве нормативных ссылок, приведены в приложении А.
При этом дополнительные положения, учитывающие потребности национальной стандартизации, приведены в разделах 1, 2, 4, 5, 6, в пунктах 3.1.5 – 3.1.8, в подразделе 3.2 и выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5).
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок – в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ГОСТ 7063-72
Фрезы для обработки Т-образных пазов. Технические условия
Купить ГОСТ 7063-72 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО “ЦНТИ Нормоконтроль”
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на фрезы быстрорежущей стали для обработки Т-образных пазов по ГОСТ 1574-75.
- Заменяет ГОСТ 7063-63
Ограничение срока действия снято: Протокол № 7-95 МГС от 01.03.95 (ИУС 11-1995
Оглавление
1 Типы, конструкция и размеры
2 Технические требования
3 Правила приемки
4 Методы испытаний
5 Маркировка, упаковка, транспортирование и хранение
Приложение 1 (рекомендуемое) Элементы конструкции и геометрические параметры фрез
Приложение 2 (обязательное) Основные размеры фрез типа 1, изготавливаемых по требованию заказчика
Приложение 3 (обязательное) Условия эксплуатации фрез для обработки Т-образных пазов
Этот ГОСТ находится в:
- Раздел Экология
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел 25.100 Режущие инструменты
- Раздел 25.100.20 Фрезы
- Раздел 25.100 Режущие инструменты
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел Электроэнергия
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел 25.100 Режущие инструменты
- Раздел 25.100.20 Фрезы
- Раздел 25.100 Режущие инструменты
- Раздел 25 МАШИНОСТРОЕНИЕ
Организации:
T-slot cutters. Specifications
- ГОСТ 2999-75Металлы и сплавы. Метод измерения твердости по Виккерсу
- ГОСТ 9.014-78Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
- ГОСТ 25347-82Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки. Заменен на ГОСТ 25347-2013.
- ГОСТ 4543-71Прокат из легированной конструкционной стали. Технические условия. Заменен на ГОСТ 4543-2016.
- ГОСТ 2789-73Шероховатость поверхности. Параметры и характеристики
- ГОСТ 14034-74Отверстия центровые. Размеры
- ГОСТ 18088-83Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
- ГОСТ 19265-73Прутки и полосы из быстрорежущей стали. Технические условия
- ГОСТ 23726-79Инструмент металлорежущий и дереворежущий. Приемка
- ГОСТ 2848-75Конусы инструментов. Допуски. Методы и средства контроля
- ГОСТ 9013-59Металлы. Метод измерения твердости по Роквеллу
- Показать все
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ФРЕЗЫ ДЛЯ ОБРАБОТКИ Т-ОБРАЗНЫХ ПАЗОВ
ГОСТ 7063-72 fCT СЭВ 115—79, СТ СЭВ 4632—84)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
УДК 621.914.22 : 006.354 Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
7063-72 1 2
ФРЕЗЫ ДЛЯ ОБРАБОТКИ Т-ОБРАЗНЫХ ПАЗОВ Технические условия
(СТ СЭВ 115—79, СТ СЭВ 4632—84)
Постановлением Государственного комитета стандартов Совета Министров СССР от 21 августа 1972 г. № 1637 срок введения установлен
Постановлением Госстандарта от 04.06.85 № 1574
срок действия продлен до 01.01.87
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на фрезы из быстрорежущей стали для обработки Т-образных пазов по ГОСТ 1574-75.
Стандарт полностью соответствует СТ СЭВ 115—79 и СТ СЭВ 4632—84 в части фрез для обработки Т-образных пазов, (Измененная редакция, Изм. № 3, 4).
1. ТИПЫ, КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Фрезы должны изготовляться двух типов:
1 — фрезы с цилиндрическим хвостовиком для пазов с размерами а от 5 до 36 мм с углом наклона стружечной канавки а)=10°;
2 — фрезы с коническим хвостовиком для пазов с размерами а от 6 до 54 мм двух исполнений:
1 — с нормальными зубьями с углом наклона стружечной канавки (о=10°;
2 — с крупными зубьями с углом наклона стружечной канавки (о= 15. 25°.
(Измененная редакция, Изм. № 2, 3).
б) Тип 2, исполнение 2 (черт. 2, табл. 2)
(Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 2 Обязательное
Основные размеры фрез типа 1, изготавливаемых по требованию заказчика
ПРИЛОЖЕНИЕ 3 Обязательное
Условия эксплуатации фрез для обработки Т-образных пазов
1. Фрезы предназначены для обработки Т-образных пазов на станках, соот-ветствующих установленным для них нормам точности и жесткости.
2. Вспомогательный инструмент должен удовлетворять предъявляемым к нему нормам точности.
3. Обрабатываемый материал:
для фрез типов 1 и 2 исполнения 1 — серый чугун СЧ 18 по ГОСТ 1412—79 твердостью НВ 170. 200;
для фрез типа 2 исполнения 2 — сталь 45 по ГОСТ 1050-74 твердостью не более НВ 197.
4. Режимы резания должны соответствовать указанным в п. 4.4 и в табл. 3 настоящего стандарта.
5. В качестве смазывающе-охлаждающей жидкости применяется 5%-ный раствор эмульсола в воде (по массе) с расходом 6—8 л/мин.
Для фрез исполнения 1 охлаждение ведется струей воздуха.
(Измененная редакция, Изм. № 4).
6. В заготовках предварительно фрезеруется прямоугольный паз, равный по ширине диаметру шейки di+2 мм с оставлением припуска по дну паза 1—2 мм.
7. Указанные условия эксплуатации рассчитаны на гарантийную стойкость между переточками — 60 мин.
(Введено дополнительно, Изм. № 3).
Редактор М. А. Глазунова Технический редактор Э. В. Митяй Корректор С. И. Ковалева
Сдано в наб. 13.11.85 Подп. в печ. 08.01.86 1,0 уел. п. л. 1,0 уел. кр.-отт. 0,46 уч.-изд. ль.
Тираж 8000 Цена 3 коп.
Ордена «Знак Почета» Издательство стандартов, 123840, Москва, ГСП,
Новопресненский пер., д. 3.
Вильнюсская типография Издательства стандартов, ул. Миндауго, 12/14. Зак, 4926.
Изменение № 5 ГОСТ 7063-72 Фрезы для обработки Т-образных пазов. Технические условия
Постановлением Государственного комитета СССР по стандартам от 02,12.86 № 3666 срок введения установлен
Под наименованием стандарта проставить код: О КП 39 il82S.
Пункт 1.2. Таблица 2. Графа «Конус Морзе». Заменить значение: 3 на 4. Пункт ЬЛ исключить.
Пункт 2.5 Заменить обозначение твердости: HRC 62.. . 66 на
63. 66 HRQ* , HRC на HRC3 , HRC 35 . 55 на 37.. 57 HRC э» HRC 30.. х по ГОСТ 2&7|0в—вЭ.
4JM 1 . Погрешность измерения геометрических параметров фрез должна быть не более:
при измерении линейных размеров величин, указанных в ГОСТ 8.051-81;
при измерении углов — 35 % величины допуска на проверяемый угол;
при контроле формы и расположения поверхностей — 25 % величины допуска на проверяемый параметр».
Приложение 3 исключить.
Изменение № 6 ГОСТ 7063-72 Фрезы для обработки Т-образных пазов. Технические условия
Утверждено и введено в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 21.05.90 № 1218
Дата введения 01.12.90
Раздел 1. Наименование изложить в новой редакции: «1. Типы и размеры». Пункт 1.2. Заменить слова: «Конструкция и основные размеры» на «Размеры»;
таблицу 1 изложить в новой редакции (примечание исключить):
Номинальный размер Т-образного паза а
Число зубьев 2X2
Таблицы 1 и 2 дополнить примечанием: «Примечание к табл. 1 и 2. Допускается замена фасок q и / радиусами R=g и /».
Таблица 2. В графе «Число зубьев 2» заменить значения: z на 2X2; 6 на 2×3; 8 на 2X4; 4 на 2X2,
Пункты 2.4, 4.2. Заменить ссылку: ГОСТ 1050-74 на ГОСТ 1Ю50—88, Пункт 2.7 изложить в новой редакции: «21.7. На поверхности фрез не должно быть трещин, следов коррозии, на шлифованных поверхностях — черновин, выкрошенных мест, на режущих кромках — забоин, прижогов, на хвостовике и центровых отверстиях — заусенцев».
Пункты 2.8, 2.9 исключить.
(Продолжение изменения к ГОСТ 7063-72)
Пункт 2.15. Заменить обозначение: СЧ18 на «СЧ 18 по ГОСТ 1412—85»,
Ст45 на «Ст 45 по ГОСТ 1050-88»; «установленный» на «95 %-ный».
Таблицу 3 дополнить диаметром: 11,0 и значениями износа: 0.40 (при обработке чугуна); «—» (при обработке стали).
Раздел 2 дополнить пунктами — 2.17—2.19: «2.17. На поверхности шейки каждой фрезы должны быть четко нанесены:
товарный знак предприятия-изготовителя;
номинальный размер паза а;
марка стали режущей части;
изображение государственного Знака качества при его присвоении в порядке, установленном Госстандартом СССР.
Допускается нанесение государственного Знака качества только на этикетках.
Допускается на фрезах для обработки паза не более а=18 мм маркировать только последние четыре цифры обозначения.
Допускается маркировку на фрезах наносить на хвостовике при условии сохранения его геометрических форм, а также изготовлять на хвостовике выточку для маркировки.
2.18. Транспортная маркировка и маркировка потребительской тары — по ГОСТ 18088-83.
Раздел 3 (наименование), пункт 3.1. Заменить слова: «Правила приемки» на «Приемка».
Пункт 3.2 изложить в новой редакции: «3.2. Периодические испытания, в том числе испытания фрез на средний период стойкости, следует проводить один раз в три года, на 95 %-ный период стойкости один раз в год не менее чем на 5 фрезах.
Испытания фрез следует проводить на любом типоразмере фрез выпускаемого диапазона, указанного в табл. 4».
Пункты 4.3, 4.6. Заменить слово: «установленный» на «95 %-ный».
Таблица 4. Графа «Диаметр фрезы d». Заменить размер: 12,5 на 11,0; 12,5.
Раздел 5 изложить в новой редакции:
«5. Транспортирование и хранение
Транспортирование и хранение — по ГОСТ 18088-83».
Фрезы V-образные и Т-образные
Любой металлорежущий станок не может обрабатывать заготовки без режущего инструмента. Чем шире и сложнее номенклатура обрабатываемых изделий, тем большее число оснастки может потребоваться в работе. Особенно широк спектр необходимых принадлежностей для фрезерного оборудования. В зависимости от модели и назначения станка будут использоваться концевые или дисковые фрезы. Для решения некоторых задач потребуется использование специальных инструментов. Правильно выбрать подходящую оснастку иногда бывает очень сложно. Важную роль в этом играют не только режимы обработки, но и конструкция режущей части.

В металлообрабатывающей промышленности широкое распространение получили пазы разнообразной формы. Они используются при креплении различных изделий между собой. В зависимости от сечения, пазы подразделяют на прямоугольные, т-образные, трапецеидальные и треугольные. Для изготовления каждого из них требуется свой инструмент и технология обработки. В простейших случаях формирование выемок ведется на горизонтально-фрезерных станках, оснащенных дисковыми фрезами. Несмотря на высокую производительность, обработка таким способом применяется только на длинных деталях.
При необходимости получить шлиц небольшой длины или сложного профиля следует использовать вертикально-фрезерное оборудование и соответствующие по геометрии фрезы: в-образные или т-образные.
Т-образные
Фреза т-образная по металлу считается классическим вариантом для получения шлицев различного назначения. Она присутствует в каталогах большинства производителей, где иногда носит название фреза грибковая по металлу. Внешний профиль оснастки напоминает форму гриба или букву «Т», что и дало общее название этому классу принадлежностей. Конструкция такого инструмента выполняется в виде диска, на боковой поверхности которого напаяны режущие лезвия из твердого сплава. Сменные пластины встречаются только на особо крупных модификациях. Для закрепления в станке используется хвостовик, выполненный заодно с телом фрезы. В зависимости от модели и размера встречаются варианты с цилиндрическим или с коническим хвостовиком.

Производители предлагают несколько типов грибковых фрез разного назначения. Наиболее распространенная прорезная фреза используется при изготовлении прямоугольных или шлицевых пазов в стальных заготовках. Ее применение аналогично обычным дисковым инструментам. Благодаря хвостовику и небольшим размерам, прорезную фрезу можно крепить на вертикально-фрезерных станках для изготовления шлицев горизонтального расположения. Режим работы характеризуется относительно невысокими нагрузками, поэтому прорезные модели отличаются простотой и длительным сроком службы.
Более сложную конструкцию имеют модели для фрезеровки т-образных пазов. Сечение такого паза повторяет вид перевернутой буквы «Т». Внутри материала ширина выемки больше, чем на выходе. Примером может служить стол любого фрезерного станка, на котором крепится обрабатываемая деталь.
Изготовить т-образный паз без использования специального инструмента невозможно. Для этих целей подходит фреза для обработки т-образных пазов.
Соседние зубья такой модели выполняются с разным направлением режущих кромок и углами заточки. Еще одной особенностью является ориентированность на обработку чугуна, для чего обеспечивается повышенная износостойкость.
Использование т-образного инструмента допускается только после предварительного изготовления основного паза, ширина которого равна размеру выходной части. Эта работа выполняется классическими концевыми или дисковыми фрезами. Снятие материала профильной фрезой т-образной формы внутри заготовки осуществляется за один или несколько проходов. Режим обработки характеризуется тяжелыми условиями. В процессе фрезерования нет возможности отвода стружки, также инструмент обычно работает на снятие двух, противоположных кромок материала. Все это приводит к повышенному нагреву и быстрому износу.
Детали трапецеидальной формы используются для получения разборных и подвижных соединений. К таковым относится, например, «ласточкин хвост». Для получения профилей такого типа нашли применение фрезы грибковые угловые. Их конструкция отличается от цилиндрических вариантов скошенной внутрь или наружу обрабатывающей поверхностью. Благодаря этому формируется требуемый угол соединения. Модели с наружным углом также применяются для выполнения фасок сразу на двух боковых гранях выемок. Режим работы угловой фрезы не позволяет использовать всю режущую кромку. Местный нагрев и неравномерные нагрузки способствуют быстрому износу.


Фасонные концевые инструменты в металлообработке используются редко, в виду высокой сложности изготовления и низкой стойкости. Некоторые производители предлагают радиусные грибковые модели, необходимые для получения галтелей. Самое широкое применение т-образные фрезы нашли в деревообработке. Здесь встречается огромное количество как прямых классических, так и фасонных модификаций, используемых для получения шлицев сложной формы и фрезерования кромок деталей.
V-образные
Фреза v-образная используется для формирования пазов, имеющих треугольную форму. Ее концевая часть выполняется в виде законченного конуса, на боковых гранях которого устанавливаются режущие лезвия. Диаметр режущей части для работ по металлу редко превышает диаметр хвостовика. В модификациях, предназначенных для обработки мягких материалов, режущая часть может иметь значительный размер. Конструкция большинства моделей сварная. В ней твердосплавная режущая часть приварена к мягкому хвостовику. Реже встречаются монолитные изделия. Обычно они нацелены на металлообработку и отличаются небольшим диаметром. Количество и размер лезвий также зависят от вида обрабатываемого материала. Многолезвийные модели предназначены для работы с твердыми материалами. Фрезы по дереву и пластику оснащаются одной или двумя режущими кромками. В большинстве вариантов предусмотрены две обрабатывающие грани. К нижним угловым, добавляются боковые вертикальные лезвия, которые позволяют формировать выемки большой глубины с вертикальными стенками.
Важнейшей характеристикой, помимо диаметра v-образного инструмента, считается угол при вершине. Именно его значение определяет наклон нижних поверхностей будущего шлица.
Например, фреза v-образная с углом 90 градусов позволяет выполнить паз, с боковыми гранями, сходящимися под прямым углом. В продаже встречаются инструменты, как с большим, так и с меньшим значением параметра.
Режимы работы v-образных моделей близки к режимам торцевых фрез. Возможность отвода стружки и работа только с одной обрабатываемой поверхностью обеспечивают сравнительно долгий срок службы. Кроме формирования пазов v-образной формы, такие инструменты широко используются при проведении гравировальных работ.


Основная область использования фрез с v-образным профилем ограничена обработкой мягких материалов. При обработке сталей и сплавов гораздо технологичнее использовать дисковые инструменты. Поэтому наибольшее число v-образных моделей представлено в каталогах деревообрабатывающего оборудования. Часто такая оснастка называется пазовой галтельной v-образной фрезой.
ГОСТы на фрезы
Для унификации требований к инструментам, разработаны государственные стандарты и на специальные фрезы. Несмотря на большое число документов, они не охватывают весь спектр имеющихся на рынке моделей. Исключение составляют стандарты на оснастку для т-образных пазов и изделий типа «ласточкин хвост».
ГОСТ 7063-72 выпущен под общим названием «Фрезы для обработки т-образных пазов». В нем рассмотрены основные характеристики, конструкция и требования к инструментам из быстрорежущей стали, используемым при обработке чугуна или стали. Диаметр рабочей части, а соответственно и наибольший размер паза, предусмотренный стандартом, лежит в диапазоне от 11 до 95 мм. Фрезы грибковые, согласно ГОСТ 7063-72, могут выпускаться с цилиндрическим или коническим хвостовиком в двух типах исполнения. Первый тип подразумевает обработку чугуна и отличается малым углом наклона режущих зубьев. Второй тип имеет укрупненные зубья, выполненные под значительным углом, и ориентирован на обработку стальных заготовок.
Скачать ГОСТ 7063-72
Угловые фрезы по металлу рассмотрены в ГОСТ 29118-91 «Фрезы для обработки пазов типа «Ласточкин хвост». Документ предусматривает инструменты диаметром от 16 до 31,5 мм в двух исполнениях, отличающихся конструкцией хвостовика. Согласно стандарта угол фрезы может составлять 45 или 60 градусов.
Скачать ГОСТ 29118-91
Зарубежные фирмы полагаются на собственные системы стандартов. В некоторых случаях применяются и обобщенные документы. Для рассматриваемых инструментов наиболее часто используется немецкий национальный стандарт DIN. Например, прорезная грибковая фреза изготавливается по стандарту DIN 850, а инструмент для т-образных пазов – DIN 851. Угловые инструменты будут выполняться на основе стандарта DIN 1833. У многих производителей использование данных документов обозначает только тип и назначение режущей части. Конкретный материал, размеры, покрытие и хвостовик следует выбирать исходя из дополнительных рекомендаций и обозначений. V-образные и иные типы специальных фрез обычно выпускаются под специфической маркировкой каждого изготовителя.

