

Шлифовальная приставка к токарному станку
Шлифовальные головки токарных станков
Современные тенденции в сфере интеграции комбинированной обработки привели к тому, что на токарных станках также можно проводить шлифование. При выходе проблемы качества на первый план всегда обращают внимание на процесс финишной обработки, который называют шлифованием – выполнение механического воздействия за несколько проходов для уменьшения исходных погрешностей. Провести чистовую обработку при помощи токарного резца с получением качества, как при применении шлифовальных головок, невозможно из-за округления режущей кромки. Также не стоит забывать, что на токарном станке при небольших подачах может возникать вибрация, которая приведет к погрешности. По этой причине даже при появлении новых материалов, которые могут выдерживать сильное воздействие на протяжении длительного времени и не менять свою форму, шлифование остается основным методом, используемым для получения поверхности высокого класса шероховатости.

Потребность в шлифовальных головках
Получение тел вращения на токарных станках проводится на протяжении последних нескольких десятилетий. Как правило, шлифование проводилось на другом оборудовании. Этот момент определил следующий технологический процесс:
- выполнение чернового токарного точения для снятия большого слоя металла;
- выполнение чистового токарного точения для подготовки детали к финишному этапу технологического процесса;
- финишная обработка на круглошлифовальном станке.
Подобный технологический процесс определяет увеличение затрат за счет установки специального станка для выполнения финишной обработки. При создании большой партии изделий приобретение шлифовального станка окупается, но при мелкосерийном производстве его покупка приведет к повышению себестоимости одного изделия. Выходом из ситуации можно назвать использование специальных шлифовальных головок, которые также могут применяться для получения поверхности с высоким классом шероховатости.
Особенности конструкции
Шлифовальные головки представляют собой специальную конструкцию, которая используется для значительного расширения возможностей станка токарной группы. Этот механизм условно относится к оснастке. К конструктивным особенностям можно отнести:
- наличие собственного электродвигателя, мощность которого может составлять от 1 квт и более. этот момент определяет то, что головка может стать оснасткой для различных моделей токарных станков. как правило, токарное оборудование имеет закрытую коробку скоростей и не имеет отдельного привода для подключения рассматриваемой оснастки;
- установленный электродвигатель подключается к цепи токарного станка, что определяет универсальность всей конструкции. при этом также есть трехфазная вилка для включения в отдельную цепь питания;
- головка имеет собственную станину, которая при модернизации может крепиться жестко вместо стандартного резцедержателя. этот момент определяет то, что оборудование позволяет получать качественные поверхности при высокой механизации процесса. при изготовлении станины используется сталь, что позволяет предотвратить вибрацию при работе за счет повышения жесткости конструкции;
- передача вращения проходит при помощи ременной передачи для понижения оборотов.
Конструкция довольно проста. При ее рассмотрении стоит обратить внимание на тип станины. Это связано с тем, что только определенный тип станины может подойти вместо резцедержателя к определенной модели токарного станка.
Шлифовальная головка ВГР 150
Есть несколько популярных моделей головок для круглого шлифования, среди которых отметим ВГР 150. Она имеет следующие особенности:
- поставляется со шпинделем для наружного шлифования с диаметром круга 125 миллиметров;
- версия ВГР 150 также может использоваться для шлифования внутренних поверхностей с кругом диаметром от 8 до 40 миллиметров;
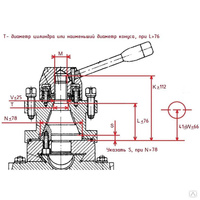
- установки модели можно провести на станке токарной группы с диаметром шпильки под резцедержатель не более 22,5 миллиметров. при этом станина ВГР 150 имеет поверхность прилегания 202 на 102 миллиметра;
- при наружном шлифовании показатель частоты оборотов шпинделя на холостом ходу составляет 5000 об/мин, для внутреннего – 16 800 об/мин на холостом ходу. при работе показатель может существенно снижаться, что зависит от значения поперечной подачи. при сильной подаче есть вероятность проскальзывания ремня на установленных шкивах, что позволяет исключить вероятность смещения выходного вала электродвигателя относительно обмоток, а также его деформации;
- приводные валы ВГР 150 установлены на прецизионных подшипниках;
- шпиндельная втулка и моторная база имеет возможность регулировки, что в большей степени повышает универсальность приспособления;
- при помощи ременной передачи можно проводить регулировку скорости вращения круга в зависимости от поставленных задач, как правило, есть 2 передачи;
- использовать ВГР 150 можно для получения размеров с точностью в пределах от 0,01 до 0,02 миллиметров. этот момент определяет то, что модель 150 и 200 могут использоваться для получения поверхности высокой чистоты.
Максимальный диаметральный размер заготовки при использовании ВГР 150 ограничивается продольным перемещением суппорта и зависит от особенностей токарного станка.

Сталь и чугун при помощи рассматриваемой оснастки могут пройти процесс финишной обработки на токарном станке. При этом можно достигнуть такой же показатель шероховатости, как и при использовании круглошлифовального оборудования. Модель 200 отличается от рассматриваемой мощностью установленного электродвигателя и максимальными диаметральными размерами устанавливаемых кругов. Подобным образом можно понизить стоимость производства деталей за счет повышения универсальности используемого оборудования. При этом отметим, что оснастка подойдет для старого и нового токарного оборудования, так как имеет универсальное применение.
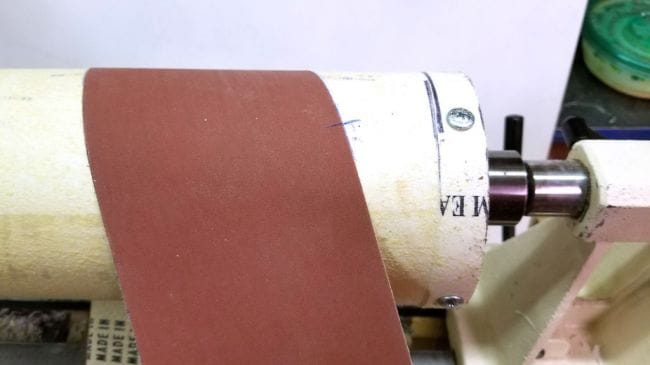
Барабанный шлифовальный станок на базе токарного станка по дереву


Если у вас есть токарный станок по дереву, используя барабанно шлифовальное устройство, можно расширить его возможности. Узнаем, что можно с его помощью делать.
Барабанный шлифовальный станок предназначен для обработки поверхности заготовки древесины и выравнивая детали до гладкой текстуры и калибровки по толщине. Проще говоря шлифовка плоских деталей станет намного проще, а если учесть, что можно их еще по толщине сделать 1 к 1. Мастерам-самодельщикам, работающим с деревом, нужная и полезное приспособление.
Инструменты и материалы:
-Фанера;
-ПВХ-труба;
-Спрей-адгезив;
-Наждачная бумага в рулоне;
-Доски;
-Клей;
-Крепеж;
-Пружины;
-МДФ;
-Рояльная петля;
-Клейкая лента;
-Двусторонний скотч;
-Шпаклевка;
-Грунтовка;
-Краска;
-Токарный станок;
-Патрон для станка
-Сверлильный станок;
-Циркулярная пила;
-Ножовка по металлу;
-Гвоздезабивной пистолет;
-Ленточная пила;
-Шуруповерт;
-Коронка;
-Зажимы;
-3D-принтер;















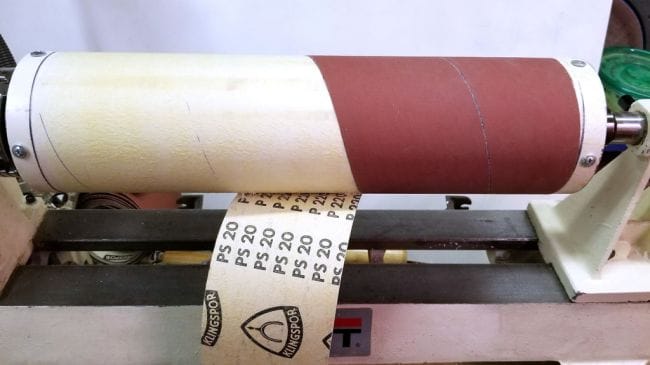
Барабан готов. Изготовление барабана не сложно и не дорого, при необходимости можно изготовить несколько барабанов, с абразивом разной величины.
Шаг второй: стол
Верхняя часть стола изготовлена из МДФ. Отрезает доску по ширине токарного станка. По бокам закрепляет рейки.
Нижнюю часть стола устройства мастер изготовил из ламинированной доски от старой кровати. Ширина доски чуть меньше растояния между брусками верхней части. Сверлит отверстия для болтов крепления.
Приспособления для токарного станка по металлу

Функциональные возможности токарного станка во многом определяются применением специальных приспособлений. С их помощью можно выполнять дополнительные операции (фрезерование, шлифовка, нарезка резьб и т. д.), упростить выполнение работ или обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки. Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.

На рисунке выше представлены конструкции центров: а – обыкновенный; б – рифленый; в – с выточкой, г – вращающийся для заготовок с центровыми углублениями; д – вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба. Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.

На рисунке выше показаны оправки в разрезе: а – центровые; б – шпиндельная; 1 – стержень; 2 – заготовка; 3 – разрезной элемент; 4 – гайка.
Дополнительные опоры
При обработке заготовок большой длины и малого диаметра, для обеспечения надежной фиксации применятся дополнительные опоры – люнеты. Они необходимы для повышения жесткости обрабатываемых заготовок. В зависимости от конструкции люнеты могут быть:
- подвижными;
- неподвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.
Неподвижные приспособления применяются для обработки заготовок валов, длина которых превышает 10 диаметров изделия. Перед установкой люнета необходимо закрепит заготовку в центрах и проточить шейку под кулачки. Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Подвижные люнеты устанавливаются непосредственно на каретку суппорта. Данное приспособления также используется для точения длинных валов, в частности для чистовой обработки, нарезки резьбы и других операций. Регулируемая кулачковая система позволяет настроить люнет под размер вала.

Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции. Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.

Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Новости
Доставка – в штатном режиме
Адресная доставка и до транспортной компании
Головка шлифовальная для токарного станка ВГР-150



Ногинск, ул. Индустриальная, 41 ВНИМАНИЕ: для заезда за тяжелым грузом – проходная на ул Совнархозная
При заказе суммой до 6000 р мы оцениваем в 600 р стоимость доставки до терминала Деловых линий или СДЭК в Ногинске. До других транспортных компаний в Ногинске и Электростали (ПЭК, Энергия и т.д) довоз бесплатно от суммы 10 000, менее этой суммы – 1000 р. Дальнейшая транспортировка – по тарифам транспортной компании.
Стоимость доставки: от 1000 р
Бесплатно при заказе от: при сумме отгрузки выше 20 000 р.
По Москве и Московской области при сумме отгрузки выше 20 000 р. По Ногинску и Электростали при сумме отгрузки выше 10 000 р.
до 100 000 рублей
Все цены указаны без НДС. ООО “Хайтек проект” применяет упрощенную систему налогообложения. При необходимости, если такая имеется у покупателя, о чём он должен сообщить в письменном виде, НДС может быть начислен на цену товара в размере 20% и в последствии перечислен в бюджет.
Описание
Шлифовальная головка ВГР-150 для токарных станков типа 1К62, 16К20 и других подобных универсальных станков.
Такие материалы, как сталь или чугун, независимо от уровня термообработки, могут быть прошлифованы на токарном станке с помощью этой оснастки так же, как на круглошлифовальном станке.
Таким образом, это может понизить стоимость производства за счет повышения универсальности вашего существующего оборудования, сэкономить место и капитальные вложения.
Шлифовальная головка модет осуществлять как наружную шлифовку, так и внутреннюю. Для этого, в комплекте оснастки присутствуют дополнительный приводной ремень, для скоростной работы шпинделя, а также две оправки с шарошками, для начала работы и для представления о форме и размерах необходимого инструмента. При необходимости, мы можем снабжать пользователя сменным инструментом, но, как правило, в любом регионе такой инструмент доступен по низким ценам.
Нам часто задают вопрос: Не разрушит ли абразивная пыль направляющие станка?
Разумеется, токарный станок не предназначен для постоянной работы с абразивным инструментом, поэтому головка для шлифовки на токарном станке – это вид дополнительной оснастки, а не штатное оборудование. Одако, есть способы свести к минимуму вредное воздействие абразивной пыли, вот лишь часть из них:
- использование устройств для отвода пыли значительно снижает ее выброс и осаждение при работе без подачи СОЖ
- штатная система подачи СОЖ на токарном станке не обладает шламовыми фильтрами, но можно поставить на токарный станок фильтр-сепаратор СОЖ, аналогичный тем, которыми комплектуются шлифовальные станки
- ну и самое простое: после окончания работы тщательно протрите от пыли поверхности станка и промойте направляющие, замените СОЖ в баке.
Основные преимущества шлифовальной головки ВГР 150:
- пролностью российское производство,
- техническое сопровождение и поддержка
- приводные валы на прецизионных подшипниках;
- моторная база и шпиндельная втулка регулируются;
- частота вращения шпинделя в зависимости от типа задачи – две скорости на выбор
- возможность шлифовать рабочие поверхности от 10 мм во внутреннем диаметре (во многом зависит от оправки шлифовального камня) и до 8 мм минимально при наружней шлифовке. Максимальный диаметр наружней шлифовки зависит от габаритов вашего токарного станка, но рекомендуется, из соображений эффективной производительности, не более 350 мм.
- точность в пределах 0,01 – 0,02 мм;
- высокая чистота поверхности;
- алмазный правочный карандаш и держатель для него в комплекте
- две оправки с шарошками для внутренней шлифовки в комплекте
- доработка под конкретные нужды заказчика (в пределах технических ограничений)
- доработка установочных мест для редких моделей станков
Технические характеристики

