

Диск для заточки победитовых дисков
Алмазные круги для заточки инструмента — маркировка и применение


Круги для заточки инструмента бывают не только абразивными(почитать о вулканитовых кругах). Конечно, чаще всего на наждаках стоят именно такие, поскольку без проблем выполняют требования владельца. Поточить кухонный нож или ножницы — без проблем. Однако существуют и другие виды — алмазные.
Они также подходят для заточки домашнего инструмента, но для более тонкой доводки. Поточить топор таким кругом не получится, слишком уж мелкое зерно у него. Итак, алмазные круги служат для заточки инструмента, ими затачивают твердый сплав(напайки на бурах для перфоратора, напайки на сверлах и дисковых пилах для циркулярной пилы).
Как видим, область применения достаточно велика. Плюсы таких кругов — они практически не изнашиваются, одного круга хватает на год и более(в зависимости от частоты использования). В бытность мою работы гравером по камню для заточки победитовых резцов(вырубать узоры на граните) мы пользовались алмазной чашкой, установленной на наждак — ее хватило на 3 года использования (а точили резцы из стали Р18 мы каждый день).
Рассмотрим классификацию алмазных кругов, как выбрать подходящий, на что обратить внимание.
Первое — форма, бывает 3 вида — чашка, тарелка и прямой профиль.
Алмазная чашка. Маркировка 12А245(глубокая)

Вообще, в маркировке кругов присутствует много цифр, там есть и ширина алмазного слоя и толщина его, и посадка(диаметр внутреннего отверстия). Чем толще алмазный слой — тем дороже заточной диск.
Например, заточная чашка 12А245 150*40*10*3*32 125/100 — это значит чашка диаметром 150 мм, глубина 40 мм, толщина алмазного слоя — 10 мм, толщина его — 3 мм, посадка — 32 мм(стандарт). 125/100 мм — зернистость алмаза(читай ниже).
Такая штука отлично подойдет для затачивания инструмента(напайки, резцы, ножи и прочее).
Неглубокая тарелка. Маркировка 12А220

По внешнем виду тарелка заметно отличается от чашки глубиной, как правило, высота тут всего 18 мм.
В другом все стандартно, алмазный заточной круг 12А220 150*10*2*18*32 160/125 — тарелка диаметром 150 мм, ширина алмазного слоя 10 мм, толщина 2 мм, глубина — 18 мм(неглубокая), посадка 32 мм. Зерно 165/100 — достаточно крупное по сравнению с другими.
Тарелки бывают на 150 мм и на 125 мм диаметром.
Они отлично подходят для заточки инструмента, более того, на них точат твердосплавные напайки на дисковых пилах. Для того, чтобы заточить такие напайки, понадобится тонкая тарелка, чтобы край смог пролезть между зубьями.
Прямой профиль. Маркировка 1А1

От первых двух отличается тем, что алмазный слой нанесен на торец круга(сбоку — смотрим фото выше).
Все остальное по аналогии — ширина, толщина слоя, нет только глубины. Итого на маркировке 4 значения. Применяется также для заточки металла, где не требуется идеально выдерживать плоскость.
Зернистость
Круги бывают мелкими, средними и крупными, правда, зерно обозначается сразу 2 числами через дробь.
- 200/160 — самый крупный
- 165/100 — крупный
- 125/100 — средний
- 100/80 — мелкозернистый
Самое крупное алмазное зерно применяют там, где необходимо снять слой металла заметно. Например, для выравнивания режущей части ножа. Также используют крупное.
Среднее зерно — для доводки режущей части, для придания идеальной остроты.
Мелкое — для окончательной доводки — для заточки ножей как лезвие подойдет.
Также в маркировке можно увидеть значение АС4. АС — алмаз синтетический. Чаще всего такие круги делают из него, поэтому особо заморачиваться не стоит.
Вывод — «алмазы» отлично подходят для заточки инструмента, чаще всего это твердый сплав и твердые инструментальные стали(Р18, Р9, сталь с кобальтом Р6М5К5 и другие). Помимо этого можно точить ножи и другие бытовые инструменты, правда тогда лучше брать более крупное зерно(не менее 165/100), а то если купите для дома круг с зерном 100/80, то ничего на нем заточить не сможете, уж настолько он мелкий, будет только снимать микроны, незаметные глазу.
Мои рекомендации — для большинства заточных работ по дому отлично подойдет алмазная тарелка 12А220 150*10*3*18*32 зерно 165/100. Её стоимость примерно 650 рублей, у нас такие просто нарасхват.
Из качественных производителей рекомендую продукцию Белгородского завода. Их продукция просто замечательная, используем в работе только их. Да и заводы берут и хвалят. В общем, если подбираете — ищите Белгородскую марку.
Выбираем круги и чашки для заточки резцов инструмента
Круги алмазные заточные предназначены для выполнения шлифовки и заточки режущего инструмента, их резцов. Мы расскажем о видах чашек (тарелок) и заточных дисков, дадим советы по выбору хороших расходников.

Режущий инструмент тупится во время работы. Это естественный процесс. Качество металла резца или пилы может повлиять разве что на скорость изнашивания, но в любом случае от операции заточки не уйти. Именно для этой процедуры существуют специальные круги алмазные заточные. Их закрепляют на точильный станок или шлифовальную угловую машинку.
Конструкции заточных дисков бывают разными, например, есть алмазная тарелка, инструмент в виде чашки, просто плоский диск либо любой другой формы. Все это множество конфигураций обусловлено целью сделать удобным выполнение шлифования или заточки разного инструмента.
Наиболее востребованы алмазные круги для заточки дисковых пил. Они рассчитаны на работу с твердыми победитовыми напайками, с которыми тяжело справиться обычному заточному инструменту. Попробуем разобраться в вопросах, как устроены алмазные круги, какими бывают и для чего конкретно предназначен тот или иной тип изделия.

Типы алмазных дисков для заточки
Алмазные круги для заточки инструмента имеют свою классификацию. Заводы по изготовлению абразивного инструмента выпускают алмазные диски трех форм:
- В виде чашечки – это полый внутри конус с основанием из металла и напыленным на рабочую часть слоем алмазной крошки.
- Наподобие тарелки, где бывает односторонняя или двухсторонняя выточка, профиль смотрится полукругло-выпуклым.
- Диски с прямым профилем.
Кроме этого, имеются две основные группы инструмента, в каждой из которых применяют различный алмазный материал для заточки:
- Абразив из штучно созданных алмазов, который отличается высокой однородностью зерна.
- Абразив, выполненный из натуральных кристаллов алмазов, которые относятся к техническим.
И одна из самых важных категорий, определяющая назначение алмазного диска для обработки инструмента, – это категория по величине основной массы зерна в напыленном слое:
- Мелкая фракция абразивного алмаза, используемая для шлифовок, доводок и финишных работ по обработке материала (100/80).
- Средняя фракция абразивного алмаза, используемая для целевых задач заточки, а также при чистовых операциях шлифовки (125/100).
- Крупная фракция абразивного алмаза, применяемая в черновых работах шлифовки или грубого обдира обрабатываемого материала (200/160–160/125).
Кроме всего перечисленного, выбирая алмазный диск для конкретного шлифовального станка, нужно учитывать диаметр посадочного места, ширину рабочей поверхности абразива, материал основы инструмента.
Конструкция алмазных кругов для заточки инструмента
Марка диска характеризуется:
- конфигурацией корпуса и видом материала, из которого он изготовлен;
- размером окружности;
- величиной концентрации абразивных зерен;
- фракцией алмазов;
- типом вещества, используемого в качестве связки;
- степенью точности;
- классом неуравновешенности.
Одним из важных параметров является износостойкость диска.
Корпуса алмазных заточных кругов могут быть изготовлены из стальных заготовок, марок Ст-25, 30, 20 или 3, либо сплавов из алюминия АК-6 или Д-16, либо полимерных материалов. Для некоторых шлифкругов типа А1ПП, АГЦ делают еще хвостовики из стальных У7 и У8 марок.
Что касается применяемых связующих веществ, которые скрепляют алмазные зерна в единую форму, то выпускаются диски на основе:
- Связок металлического характера на основе алюминия, меди, цинка или олова. В маркировке таких изделий указывается литера М.
- Связок керамических на основе шамота либо стекла, куда добавляют составляющую алюминия. В маркировке здесь будет присутствовать литера К.
- Связок на основе органики – это пульвербакелитные и карболитные вещества. Присутствие такой связки обозначают в маркировочном коде литерами КБ.
В качестве наполнителей используют электрокорунд, графитовый порошок, медь, карбид бора и глинозем.
Виды зернистости в зависимости от вида обработки
Согласно нормам стандартизации международного уровня FEPA маркировка алмазного заточного инструмента должна содержать код зернистости: сочетание литеры F и определенного числа за ним. Возрастание числа указывает на присутствие в абразиве более мелких зерен. Чтобы правильно подобрать круг для заточки, нужно знать марку материала, какую необходимо получить в итоге шероховатость, допустимый припуск.
Между размером зерна в абразиве и чистотой поверхности металла после обработки существует обратно пропорциональная зависимость. Поэтому для финишных работ применяют заточные круги с самыми маленькими алмазными зернами.
Наиболее правильный подход к обработке и заточке инструмента лежит в последовательном применении алмазных кругов, начиная с более грубых и заканчивая финишными. Применение только последних может привести к пригоранию обрабатываемой поверхности, засаливанию и быстрому выходу из строя заточного круга.

По размеру фракции зерна его можно отнести к тому или другому типу зернистости:
- 100/80 – мелкие алмазные зерна. С их применением выполняют окончательную доводку тонких лезвий, заточку металлообрабатывающих резцов, операции финишной шлифовки.
- 125/100 – средние алмазные зерна. Заточка изделий до состояния необходимой остроты.
- 160/125 – крупные.
- 200/160 – очень крупные алмазные зерна. Абразивы подходят для выравнивания поверхности режущего инструмента.
Особенности кругов на органических связках
Алмазные диски на основе органического компонента целенаправленно применяют в доводочных обработках и когда выполняют чистовые работы. Они отлично справляются при заточке победитовых материалов, твердокомпонентных сплавов, любых металлов и материалов из сверхтвердых структур. Выводят обрабатываемую поверхность на уровень 12 и 11 класса шероховатости. Диски мало подвержены засаливанию, но очень быстро изнашиваются.

Профили на керамических связках
Основные свойства заточных дисков на керамической связке:
- отличная способность к снятию слоя металла во время заточки;
- возможность создавать абразивный инструмент любой конфигурации;
- высокая проводимость тепла;
- приемлемая стоимость изделий.
Характеристики и особенности алмазных кругов для заточки резцов
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.

Следует сказать о концентрации алмазной составляющей, которая имеет влияние на режим заточки. При стопроцентном показателе круги имеют высокую производительность и способны выдерживать жесткие режимы обработки, не подвергаясь при этом деформации. При 50%-м показателе диски применяют чаще всего для любых видов работ. При 20%-м показателе – доводочные круги для ручной подачи инструмента.
На что стоит обратить внимание при выборе алмазного диска
От правильного выбора алмазного диска напрямую зависит удобство и быстрота работы на заточном станке. В некоторых случаях неправильный выбор может послужить причиной деформации диска или порчи резца. Вот что нужно проанализировать, прежде чем выбрать конкретный диск:
- марку металла, который будет подвержен заточке или тип твердого сплава;
- обороты и мощность заточного станка;
- форму обрабатываемой поверхности;
- степень допустимой шероховатости.
Приобретаемый алмазный диск должен строго соответствовать всем этим параметрам.
Если вы профессионал, работающий с токарным оборудованием, или человек, имеющий опыт применения алмазных заточных кругов, поучаствуйте в обсуждении темы в комментариях. Знания специалиста всегда в цене!
Что нужно знать при заточке дисковых пил с твердосплавными напайками
Дисковая или циркуляционная пила — незаменимый помощник в домашнем хозяйстве и на производстве при распиле древесных материалов. Она превосходит по эффективности другие виды пил, таких как цепные, сабельные, продольные. Чтобы получить идеальный раскрой заготовок, необходимо следить за заточкой дисковых пил с твердосплавными напайками.
Циркуляционные пилы – какими они бывают
Пильный диск при правильной заточке и разводе зубьев способен качественно и точно распилить заготовку в любом направлении реза относительно волокон.
Существует несколько видов режущих полотен для циркуляционной пилы:

- Диски с основой и режущей областью из цельного металла;
- Диски с основой из цельного металла и напылением материалов твердой структуры на зубьях;
- Металлические полотна с твердосплавными напайками.
Качественный распил заготовок невозможен, когда зубья выработались или затупились. Сопутствующим явлением работы тупым инструментом будет чрезмерная нагрузка на двигатель, риск заклинивания, небезопасность проведения режущих операций. Необходимо делать заточку циркулярных пил.
Для раскроя твердых пород древесины допустимо применять только диски, имеющие специальные пазы. Технологические разрывы на полотне предотвращают общую деформацию инструмента при возможном нагреве в процессе работы. Это исключает появление вибрационного фона, ухудшение линии распила.
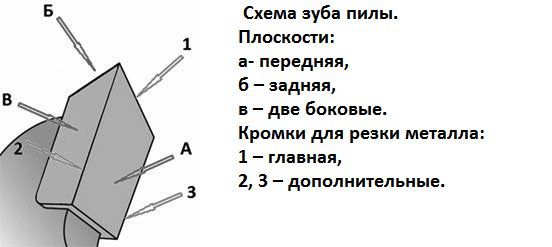
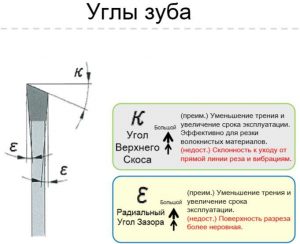
Геометрия режущих элементов
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.
Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.

Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке. Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.

Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
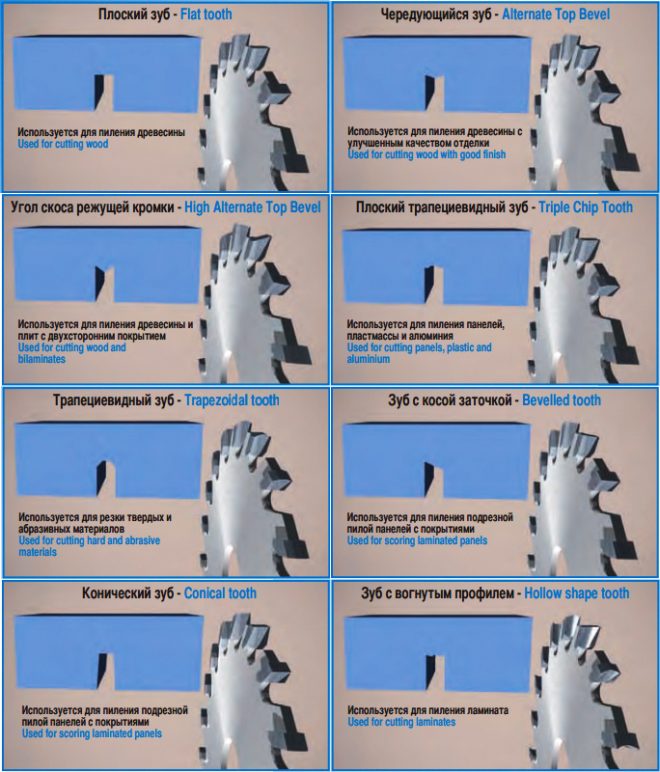
Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
Определение степени износа циркуляционного диска
Получение качественного результата при работе пилой дискового типа возможно только в том случае, если вовремя выполнить заточку циркулярных пил. В противном случае может наблюдаться порча заготовок, быстрый износ механизмов привода пилы, увеличение травматизма на производстве. Чтобы этого избежать, необходимо четко следить за износом режущего полотна, ориентируясь на следующие признаки:

- Движение заготовки по рабочему столу при раскрое происходит с применением большого физического усилия;
- По линии распила наблюдаются трещины и сколы;
- Во время работы происходит перегрев двигателя;
- В воздухе ощущается запах гари;
- Материал горит, что проявляется в виде темных участков по линии пропила.
При обнаружении какого-либо из этих признаков необходимо срочно приступать к заточке дисковых пил своими руками. Также до проведения работ можно проконтролировать остроту пилы, ориентируясь на тактильные ощущения или визуально при помощи увеличительного стекла. Допустимый радиус округления режущего угла должен соответствовать величине в 0.1-0.2 мм. Проводя распил больших заготовок, изнашиваются все рабочие кромки.
Как заточить пильный диск – правила
- Заточке подвергают только очищенный от пыли и грязи победитовый диск;
- Диск чистят, используя моющие средства, без применения механической обработки;
- Затачивают все рабочие плоскости;
- Допустимая толщина снятие металла находится в пределах 0.05-0.15 миллиметров;
- Допустимое количество операций по заточке не более 25 раз;
- Пилы точат вручную напильником или на станках.
Затачивание пильных кругов с твердосплавными зубьями
Победитовые напайки точат при помощи специального станка или самодельного приспособления к точильному кругу. Приспособление представляет фиксатор, в котором зажимается диск, соблюдая определенные углы заточки относительно наждака. Самым лучшим для заточки победита считается алмазный круг.
Маркером отмечают любую точку как отсчетную. Располагают основную рабочую поверхность зуба к точильному камню так, чтобы они находились в одной плоскости. Поочередно шлифуют каждый зуб до прохождения всего круга. Переставляют диск вспомогательной плоскостью к точильному кругу. Шлифуют уже другую плоскость у каждого зуба. Так шаг за шагом происходит полная заточка дисков с твердосплавными напайками.
Видео по теме: Заточка дисковой пилы на электроточилке
Как выбрать подходящий алмазный круг для наждака.
Круги для заточки инструмента бывают не только абразивными, чаще всего на наждаках стоят именно такие. Поточить кухонный нож или ножницы — без проблем. Однако существуют и алмазные круги .
Они также подходят для заточки домашнего инструмента, но для более тонкой доводки. Поточить топор алмазным кругом не получится, слишком мелкое зерно у него. Итак, алмазные круги служат для заточки инструмента, ими затачивают твердый сплав (напайки на бурах для перфоратора, сверлах, резцах и дисковых пилах для циркулярной пилы).
Как видим, область применения достаточно велика. Плюсы алмазных кругов — они практически не изнашиваются, одного круга хватает на год и более.
Рассмотрим классификацию алмазных кругов , как выбрать подходящий, на что обратить внимание.
Первое — форма, их много бывает, разберем основные — чашка, тарелка и прямой профиль.
Алмазная чашка 12А2-45.
Вообще, в маркировке кругов присутствует много цифр, там есть и ширина алмазного слоя и толщина его, посадка (диаметр внутреннего отверстия). Чем толще алмазный слой — тем дороже заточной круг.
Например, алмазная чашка 12А2-45 150*40*10*3*32 125/100 — это значит алмазная чашка диаметром 150 мм, высота алмазной чашки 40 мм, ширина алмазного слоя 10 мм, толщина алмазного слоя 3 мм, посадка — 32 мм, 125/100 мм — зернистость (фракция) алмаза. Алмазные чашки бывают с диаметром 100, 125, 150, 200 и 250 мм., ширина алмазного слоя 10 и 20 мм., толщина – 3 и 5 мм.
Такой алмазный круг отлично подойдет для затачивания инструмента (резцы, ножи и прочее).
Алмазная тарелка 12А2-20 , алмазная тарелка 12R4 .
По внешнем виду алмазная тарелка заметно отличается от алмазной чашки, высота тут всего 18 мм.
В другом все стандартно, алмазная тарелка 12А2-20 150*10*2*18*32 160/125 — тарелка диаметром 150 мм, ширина алмазного слоя 10 мм, толщина 2 мм, высота— 18 мм, посадка 32 мм. Зерно 165/100 — достаточно крупное по сравнению с другими.
Тарелки бывают на 125 мм и на 150 мм диаметром.
Они отлично подходят для заточки твердосплавных напаек на дисковых пилах. Также для заточки дисковых пил используют алмазные тарелки 12R4 – где алмазный слой выходит за корпус алмазного руга, чтобы край смог пролезть между зубьями.
Алмазный круг прямой профиль 1А1.
От первых двух алмазный круг прямого профиля отличается тем, что алмазный слой нанесен на торец круга.
Все остальное по аналогии — ширина, толщина слоя, нет только глубины. Итого на маркировке 4 значения. Применяется также для заточки твердосплавного инструмента.
1А1 150*10*3*32 160/125 — диаметр 150 мм., ширина алмазного круга 10 мм, высота 3 мм, посадка 32 мм. Зерно 165/100.
Алмазные круги прямого профиля стандартные размеры 125,150 диаметр, ширина 10-20 мм., высота алмазного слоя 3 и 5 мм.
Поговорим о зернистости алмазного инструмента:
Алмазные круги бывают мелкими, средними и крупными.
200/160 — самый крупный
165/100 — крупный
125/100 — средний
100/80 — средний
80/63, 63/50 и 50/40 – мелкие
Самое крупное алмазное зерно применяют там, где необходимо снять большой слой металла. Например, для выравнивания режущей части ножа.
Среднее зерно — для доводки режущей части, для придания идеальной остроты.
Мелкое — для окончательной доводки — для заточки ножей, маникюрных ножничек, кусачек.
Также в маркировке можно увидеть значение АС4 и АС6. АС — алмаз синтетический. Чаще всего такие круги делают из него, поэтому особо заморачиваться не стоит.
Вывод — алмазные круги отлично подходят для заточки инструмента , чаще всего это твердый сплав и твердые инструментальные стали (Р18, Р9 и другие). Помимо этого можно точить ножи и другие бытовые инструменты, правда тогда лучше брать среднее зерно (не более 165/100).

