

Формовочная смесь для литья бронзы
Температура плавления бронзы и как расплавить и отлить в домашних условиях
Бронза – сплав на основе меди, не содержащий в качестве основных легирующих компонентов никеля и цинка. Характеризуется сравнительно высокой температурой плавления, металл становится жидким в диапазоне от +940°С до +1300°С. Самая тугоплавкая – оловянно-фосфорная. Из бронзовых сплавов производят сортовой, листовой и трубный прокат, детали двигателя, элементы передаточных устройств, вкладыши в запорную арматуру, фитинги, краны, сувенирные изделия, детали приборов и многое другое. Сделать литье можно в домашних условиях. Плавка бронзы производится в муфельных печах или горнах. При температуре плавления бронза становится густой, плохо растекается по форме, нужно знать некоторые хитрости, чтобы самостоятельно заниматься литьем.

Основные характеристики бронзовых сплавов
Цвет бронзового сплава зависит от количественного состава легирующих элементов. Они оказывают влияние на физические свойства: пластичность, износостойкость, температуру плавления бронзы. В качестве легирующих компонентов выступают металлы (олово, алюминий, бериллий, свинец, марганец) и неметаллы (фосфор, кремний). Расплавить в домашних условиях можно любой бронзовый сплав. Зная маркировку лома, несложно определить точную температуру плавления бронзы. Но обычно состав бронзовых кусочков, подготовленных к плавлению, разнится. Тогда оценивают внешний вид металла.
Бронзовые сплавы классифицируют по двум категориям:
- оловянные более пластичные;
- безоловянные хуже поддаются обработке:
- бериллиевые характеризуются высокой прочностью, максимальной выносливостью на разрыв, кручение;
- у алюминиевых невысокая температура плавления, они устойчивы к коррозии, обладают хорошими антифрикционными свойствами;
- свинцовые пластичные, хорошо поддаются механической обработке;
- с добавками цинка и кремния отличаются текучестью, при плавлении равномерно заполняют форму для литья;
- сплав с железом неплохо сваривается, но контакт ее с агрессивными средами нежелателен;
- марганец улучшает прочностные характеристики с сохранением пластичности, свойственной меди;
- оловянно-свинцовые бронзы отличаются ковкостью, их подвергают горячей деформации, делают из сплава горячекатаный прокат.
Для литья в промышленных условиях используют оловянную бронзу с низкой температурой плавления, до +1000°С.
В отличие от латуни, бронза более вязкая в точке плавления. При заполнении форм сложной конфигурации в производственных цехах применяют центрифуги. Сплаву, разогретому выше температуры плавления на 5°, придают дополнительное ускорение, чтобы он растекался равномерно. При кустарном изготовлении отливок вязкость бронзового сплава в точке плавления желательно учитывать, чтобы не было брака на поверхности. Достоинством цветного металла литейщики считают низкую усадку при охлаждении. Удается получать литье, не требующее длительной доводки до заданных геометрических размеров. Из бронзовых сплавов делают качественные фасонные отливки.
Можно ли плавить и отливать бронзу в домашних условиях
Воссоздать промышленную технологию кустарным способом невозможно. Металл для улучшения текучести перегревают. При температуре выше точки плавления выдерживают определенный временной интервал, только после этого расплав разливают в изложницы. Технологи рассчитывают температурный режим для каждого сплава.
Самостоятельно удается получать несложные мелкие детали, требующие серьезной доводки до точных размеров. Как расплавляют бронзу в домашних условиях, стоит рассказать подробно. Для этого нужны особые условия, инструменты. Бронзовый лом не плавится в жестяной банке, для него нужен огнеупорный тигель или старая посуда из черного чугуна. Расплав выливают в самодельные формы. Отливки покрупнее делают на земле или на бетонном полу.
Для лома подбирают схожие по цвету сплавы, бронза плохо измельчается, необходимы ножницы по металлу. Тигель нагревают до температуры плавления лома в горне, подбрасывая уголь, или в электрической муфельной печке. Горячую емкость с расплавом зажимают специальными щипцами с длинной ручкой, чтобы минимизировать риск ожогов.
Процесс литья
Литье бронзы начинается с подготовки рабочего места. Устанавливают подставку под опоку, тигель. Она делается из огнеупорного материала. Можно насыпать слой песка в поддон или воспользоваться металлической пластиной.
До загрузки измельченного лома в печь необходимо подготовить опоку. Ее хорошо прогревают, выдерживают минимум 2 часа при +600°C. Огнеупорный тигель при такой температуре начинает излучать желтоватое свечение. Пока прогретая форма остывает, приступают к плавлению измельченного лома.
Плавильню заполняют на 1/3 объема. С кусочками лома ставят в горячую печь, оставляют до полного плавления. Тигель или другую плавильную емкость устанавливают нагревать, когда температура в печи близка или достигла точки плавления бронзы. Оловянные бронзы становятся жидкими до 1000°C, безоловянные приходится прогревать дольше, у них точка плавления выше.
Когда вся бронз расплавится, ее оставляют в печи на 3-5 минут, чтобы расплав хорошо прогрелся, стал менее вязким. Затем плавильню достают щипцами или специальным крюком. Расплав готов. Пора приступать к изготовлению отливки.
Заливка бронзы в литейную форму
Расплавленный металл выливают в отверстие формы тонкой струйкой, бронза должна равномерно заполнить все пустоты. Она уплотняется под собственным весом. Чтобы горячая форма хорошо заполнялась, ее ставят на вращающуюся подставку с ручным или электрическим приводом. Такая хитрость необходима для получения качественного литья. Если заливать бронзу спокойно, углы отливки будут закругленными. Раскручивают форму с горячим расплавом в процессе заполнения. Когда бронза схватится, форму литья уже не изменить. В заводских условиях используют технологические центрифуги. В домашних условиях умельцы делают подобие промышленных установок на базе отслуживших стиральных машин.
Придавать сплаву движение необходимо при изготовлении небольших сложных отливок. Бронзовому расплаву не хватит собственного веса для заполнения всех пустот. Он будет застывать неравномерно, на поверхности литья возникнут раковины, складки.
Как сделать форму для литья
Самостоятельное изготовление литейной формы начинается с подбора корпуса, куда свободно войдет будущая отливка и останется свободным половина пространства. Это может быть жестяная банка или специально изготовленная емкость. Традиционно размер опоки в 1,3–1,5 раза превышает габариты отливки. Такое соотношение необходимо, чтобы песчано-глиняная смесь образовала равномерный слой со всех сторон детали. Наполнитель для опоки делается из материалов, способных сохранять тепло. Литая заготовка будет качественной только при постепенном остывании.
Форму делают из двух частей:
- верхняя рамка (занимает не менее 1/4 высоты формы);
- нижний ящик, в него свободно помещается будущая деталь.
Для набивки делают смесь песка и глины в пропорции 3:1. В глину для аккумуляции тепла вводят 1/5 часть угольной крошки, лучше использовать каменный уголь, у него больше теплоемкость. Однородную массу укладывают в обе части опоки. Смесь не стоит сильно утрамбовывать, чтобы глина не спекалась, оставалась рыхлой во время прогрева в печи. Деталь перед закладкой в подготовленный нижний ящик густо обмазывают тальком или графитовым порошком. Затем делается отверстие для заливки бронзы, разогретой до температуры плавления.
Важно!
Готовую форму нужно просушить перед использованием.
Изделие достают из формы только после охлаждения. Форму аккуратно разбирают, затем вынимают отливку.
Технология получения литья более высокого качества
Получить литье нужной геометрии кустарным способом сложно. Нужно быть готовым к тому, что литье придется долго шлифовать, стачивать, доводить до нужных размеров. Процесс плавления бронзы в домашних условиях сопряжен с рядом ограничений. Нюансы, которые желательно учитывать при самостоятельном изготовлении бронзовых отливок:
- лучше использовать муфельную печь для плавки, оснащенную терморегулятором, производители предлагают небольшие установки для изготовления домашнего литья, работающие от стандартной сети 220 В;
- при изготовлении опоки необходимо учитывать сложность ее заполнения расплавом, в местах возможных пустот делают припуски на будущую доводку детали;
- вместо песочно-глиняных опок для мелких деталей делают гипсовые формы с восковым или парафиновым заполнением. Горячую бронзу при вливании вытесняет не воздух, а расплавленный стеарин.
Парафиновые формочки делают на основе гипсовых слепков, сделанных с будущей детали. Точность изготовления отливок в этом случае возрастает. Опоки из гипса удобны для небольших отливок, их можно сделать неразъемными. Правда, процесс их изготовления усложняется: сначала делятся форма для парафинового муляжа, а затем он заливается формовочным гипсом. Подобные конструкции удобно размещать в центрифуге.
Приступая к плавлению бронзового лома в домашних условиях, следует учитывать состав сплава. Она зависит от химического состава бронзы. Вязкий расплав бронзы медленно заполняет опоку. Чтобы не было пустот, заполненную форму крутят в центрифуге. Под действием центробежной силы металл, нагретый до температуры плавления, распределяется равномерно. Отливка получается качественной.
Технология литья бронзы в домашних условиях
При изготовлении декоративных изделий из металла часто используется бронза. Из этого материала получаются привлекательные изделия, которые длительное время сохраняют приличный внешний вид. Литье бронзы считается одни из самых популярных литейных процессов и применяется сотни лет для изготовления различных изделий из этого металла. Чтобы понимать насколько этот материал подходит для литья и как с ним правильно работать, требуется обладать общей информацией о самом металле и способах его обработки.
Общая характеристика металла
Бронза представляет собой сплав, в состав которого может входит олово, медь и другие компоненты. К сторонним примесям относится цинк, алюминий, бериллий, свинец, никель или кремний. Если говорить о составе, бронзу можно разделить на две группы:
- Оловянные сплавы. Материал может состоять из двух и нескольких компонентов. Олово относится ко второму по процентному содержанию компоненту сплава.
- Безоловянные сплавы. В состав могут входить алюминий, свинец, кремний, свинец или бериллий. Эти компоненты изменяют характеристики сплава.
К характеристикам бронзового сплава относятся:
- Плотность. Этот показатель зависит от содержания олова в составе. Среднее число 9,1 кг/куб. см.
- Температура при которой плавится металл. Изменяется в зависимости от компонентов состава. Диапазон 880–1060 градусов по Цельсию.
- Теплоемкость — 0,385 кДж / (кг*К).
- Электропроводность — 0,176 мкОм*м.
При желании изменить какую-либо из характеристик сплава в его состав добавляется определённое количество сторонних примесей.
История технологии
Историки и археологи утверждают, что литье из бронзы начало развиваться более 10 тысяч лет назад. В начале истории появления этого сплава он использовался для производства орудий труда и примитивных украшений. Раньше сплав использовали только в производственных целях. На данный момент бронза используется для изготовления декоративных изделий, заборов, подвижных ограждений, люстр, бра, скульптурных композиций.
Моментом самого главного пика изготовления изделий из бронзы является период европейского барокко. В этот период люди украшали свои дома и поместья декоративными элементами из этого сплава.
Основные этапы
Литье бронзы подразумевает под собой технологический процесс, который требует использование специального оборудования и соблюдения определённых этапов производства:
- В первую очередь подготавливается чертеж будущей заготовки.
- Создаётся примыкание к модели литниковой системы. Для этого производится спаивание или приклеивание.
- Изготавливается литьевая форма из огнеупорных смесей.
- Форма освобождается от модельного состава. Для этого её нагревают паром или опускают в ёмкость с горячей водой.
- Используя центробежную машину, расплавленная бронза заливается в форму.
- Будущей заготовке дают самостоятельно остыть.
Для дальнейшей обработки детали из бронзы форма разбивается. Заготовка промывается с помощью химических составов.
Технологии литья бронзовых изделий
Литье из бронзы можно разделить на несколько видов в зависимости от технологического процесса и использования литейных машин. Для плавки сплава используются индукционные печи. Сам металл покрывается флюсом.
Литье под давлением
В процессе вакуумного всасывания расплавленный металл начинает втягиваться в форму кристаллизатора. Далее начинается охлаждение заготовки, которое происходит от краёв к центру. В качестве кристаллизатора использует емкость с тонкими стенками. Она охлаждается водой. После охлаждения заготовка сама отходит от формы.
Центробежное литье
Центробежное литье бронзы применяется для изготовления деталей цилиндрической и конусовидной формы. К ним относятся уплотнительные кольца, втулки для промышленного оборудование и другие детали. С помощью центробежной технологии изготавливаются червячные колёса и шестерни. Технологический процесс подразумевает под собой вращение формы, благодаря чему расплавленный металл уплотняется.
Художественное литье
Технология художественного литья из бронзы используются в случаях создания декоративных элементов. К ним относятся различные скульптуры, светильники, решётки, ограды, сувенирная продукция. Этапы художественного литья из бронзы:
- Изначально изготавливается чертеж будущей заготовки.
- Далее мастер создаёт форму, в которую будет переливаться расплавленный металл.
- Расплавляется исходное сырье — шихта.
- Форма для литья заполняется расплавленным металлом.
- Процесс охлаждения.
- Извлечение заготовки из формы.
Последним этапом считается очистка и дальнейшая обработка детали. Если конструкция составная, изначально создаются и обрабатываются отдельные детали. После этого они соединяются в одну конструкцию. Швы зачищаются и обрабатываются защитными составами. При правильном выполнении технологического процесса создания декоративных элементов из бронзы, можно избежать ошибок и снижения качества готовой продукции.
Литье в домашних условиях
Опытные мастера металлургии практикуют литье из бронзы в домашних условиях. Для проведения этого процесса требуется приобрести:
- горн;
- щипцы;
- древесный или каменный уголь;
- тигель в котором будет плавиться металл.
В качестве нагревательного элемента для плавки бронзового сплава часто используют газовую горелку. Связано это с тем, что бронзу можно расплавить при небольшой температуре. Так можно сэкономить на покупке индукционной печи.
Создание литейной формы
Литье бронзы в домашних условиях требует правильного изготовления форм для литья. Формовочная смесь должна состоять из смеси, песчаника, каменноугольной пыли, глины. Этапы изготовления формы:
- Формовочная смесь засыпается в деревянный ящик, который называется опока. Сверху её утрамбовывают слабыми ударами.
- Далее в формовочную смесь погружается модель будущей заготовки.
- Сверху располагается ещё один ящик (опока). В него засыпается формовочная смесь. Трамбуется.
- Далее мастер разделяет форму на нижнюю и верхнюю половины.
Как правильно залить расплавленную бронзу в литейную форму
Литье из бронзы в домашних условиях требует особой подготовки литейных форм. Из них требуется удалить воздух чтобы получились долговечные отливки без дефектов. Формы необходимо раскрутить в центрифуге с электроприводом. После этого можно заливать расплавленный металл.
Как получить более качественное литье
Качество литья можно повысить. Нужно использовать другой изменённую технологию. При этом используется воск. Из него изготавливают формы, в которые будут заливаться отливки. Можно использовать парафин. Чтобы сделать такую модель, требуется использовать готовую форму, которая нагревается в кипящей воде.
Литье бронзы известно многие сотни лет. С помощью этого технологического процесса изготавливаются декоративные элементы, ограждения, светильники и скульптуры. В состав бронзы входят разные компоненты, которые влияют на характеристики сплава. Существует различные виды изготовления отливок из бронзы, которые подразумевают разные технологические процессы.
Пожалуйста поддержите канал: ставьте лайки, делайте репосты, а мы будем размещать для Вас полезную информацию о металлах!
Так же Вы можете посетить наш информационный сайт всё о металлах и обработке.
Литье бронзы
Литье бронзы используется издревле. На протяжении многих столетий сплавы из меди (бронза, латунь) использовались для изготовления орудий труда, охоты и украшений.
Совершенствование литейной технологии привели на современном этапе к возникновению множества методов литья металлов, в особенности цветных. Технологические возможности литья бронзы позволяют получать не просто предметы, а произведения искусства, которые с давних времен считались верхом совершенства.

Разработанные технологии позволяют производить плавку медных сплавов не только в условиях промышленного производства, но и в домашних условиях, в небольших мастерских.
Основные этапы
Чтобы получить качественные литые изделия требуется строгое соблюдение технологической последовательности. Процесс литья выглядит следующим образом:
- Изготовление модели или копии по эскизу, чертежу. Материалы для модели –легко плавящиеся при невысоких температурах: стеарин, парафин, воск и прочие. Способность полного заполнения объема внутреннего пространства в форме сделало эти материалы широко используемыми.
- Примыкание к модели литниковой системы производится приклеиванием, спаиванием или механическим креплением. Таким образом, формируют питатели, каналы, выпоры и другие элементы.
- Изготовление литьевой формы производится из огнеупорной смеси. В основной состав смесей водит глина шамотная или глиноземная и кварцевый песок.
- Освобождение формы от модельного состава производится путем нагревания паром или погружением в нагретую воду.
- Обыкновенно литье бронзы производится свободной заливкой с использованием центробежных машин, избыточного или недостаточного давления (вакуума).
- Охлаждение производится на воздухе или с использованием термостата.
- После остывания, модельная форма разрушается. Производится обрубка литниковой системы. Заготовка отправляется на чистку с помощью промывки или химическими составами.
Литейные модели
Художественное литье бронзы и латуни предусматривает получение максимально гладкой поверхности, поэтому для воссоздания модели используются достаточно твердые материалы:
Для получения максимально гладкой поверхности, она подвергается устранению пористости шпатлеванием, грунтованием и покрытием лаком.
Литейные модели изготавливаются разъемными; неразъемными — подходят для отливки изделий простой формы; специальными для деталей имеющих достаточно сложную конфигурацию.
Литейные формы
Литейные формы бывают двух типов: одноразовыми и многоразовыми. Все зависит от материала из которого они изготовлены. Если для изготовления используется глинисто-песчаная смесь, то для сохранения ее формы требуются металлические опоки, предотвращающие разрушение смеси.
Многоразовые формы изготавливаются из сталей с горизонтальной или вертикальной линией разъема. Для повышения литейных способностей медного сплава используются смазки, которые предотвращают появление спаев, пригаров и прочих дефектов.
Температуры плавления
Температура плавления бронзы напрямую зависит от наполняемости химическими элементами сплава. Ведь в качестве легирующих компонентов могут выступать тугоплавкие элементы. Так, максимальная температура для разлива бронзы составляет 1350 °С.
Маркировка легирующих элементов, добавляемых в сплавы меди:
- алюминий (А);
- бериллий (Б);
- железо (Ж);
- кремний (К);
- марганец (Мц);
- никель (Н);
- свинец (С);
- селен (О);
- титан (Т);
- цинк (Ц).
Для деления бронзовых сплавов пользуются двумя определениями – это оловянистые и безоловянистые бронзы. Температура плавления пригодного для литья, в зависимости от ее химического состава приведена в таблице.
Литье из бронзы: технология художественного бронзового литья
Литье бронзы позволяет изготавливать изделия, отличающиеся исключительной декоративной привлекательностью. Технология литья из данного сплава, основу которого составляет медь, известна на протяжении многих веков, но и в наше время она продолжает совершенствоваться.

Внешний вид бронзовых изделий говорит об кропотливом труде мастера, превращающего безликий металл в художественное произведение
История технологии
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет. Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда. С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Современный уровень развития литья из бронзы позволяет получать из данного сплава меди различные предметы не только в производственных, но и в домашних условиях. Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.

Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
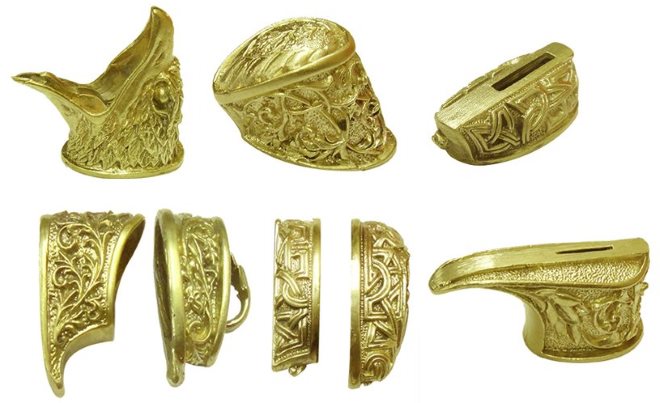
Литьё из бронзы для изготовления рукоятей ножей
Этапы художественного литья из бронзы
Для того чтобы качественно выполнить литье из такого металла, как бронза, необходимо придерживаться определенной последовательности действий. В первую очередь следует отразить в эскизе форму изделия, которое планируется отлить из бронзы. На базе эскиза, над созданием которого на современных предприятиях работают профессиональные художники и дизайнеры, специалисты создают чертеж, в котором точно отражены все размеры будущей отливки. Именно чертеж является базой для изготовления точной модели, которую используют для производства литейной формы.
Для создания модели изделия, которое будет в дальнейшем изготавливаться из бронзы методом литья, могут использоваться различные материалы, в частности:
- слоновая кость;
- древесина (при этом преимущество отдается таким сортам данного материала, как сосна, ольха, бук, липа);
- гипс;
- различные виды полимерных материалов.

Полости восковой модели будущей статуэтки заполняются глиной, которая будет удаляться после отливки
Чтобы поверхность модели была максимально гладкой, ее грунтуют, шпаклюют и покрывают несколькими слоями лака. При изготовлении литейной модели могут быть использованы не только разные материалы, но и различные конструктивные подходы. Так, модели могут быть:
- разъемными (это сложные конструкции, состоящие из нескольких составных элементов, которые могут соединяться между собой по плоским или сложным поверхностям);
- неразъемными (модели монолитного, наиболее простого типа, чаще всего используемые для выполнения литья в домашних условиях);
- специальными (сюда относятся скелетные или формовочные шаблоны, используемые в тех случаях, когда необходимо сделать литейную форму для изготовления предметов, отличающихся сложной конфигурацией).
Следующим этапом после создания точной модели будущего изделия из бронзы является изготовление литейной формы. Для этого используются специальные приспособления и инвентарь, а основными материалами, которые применяются в этом случае, являются формовочные смеси, созданные на базе глины и тщательно очищенного кварцевого песка.

Наиболее продолжительной стадией литья из бронзы является формовка – изготовление литейной формы
В таком технологическом процессе, как литье, выполняемое из бронзы и любого другого металла, литейная форма играет решающую роль. Именно в такую форму, внутренняя полость которой должна в точности повторять отливаемое изделие, заливается расплавленный металл, в ней же он и остывает, формируя готовую отливку. Литейные формы, применяемые как в производственных, так и в домашних условиях, могут быть одно- или многоразовыми, что определяется не только материалом, из которого они изготовлены, но и особенностями их конструктивного исполнения.
Для того чтобы спрессованная и застывшая смесь, из которой изготавливается литейная форма, не разрушилась в тот момент, когда на нее начинает воздействовать расплавленный металл, ее помещают в специальные приспособления, которые называются опоки.

Опоку часто делают из фанеры или древесины
Размер таких опок, которые также могут быть одно- и многоразовыми, целиком и полностью зависит от геометрических параметров будущего изделия. В опоках, которые обычно изготавливают из металла, проходит как создание литейной формы, так и само литье.
Познавательно видео о достоинствах и особенностях художественного литья из бронзы.
Тонкости технологии
Для того чтобы выполнить художественное литье из бронзы или изготовить из данного сплава изделие практического назначения, необходимо в первую очередь получить расплавленный металл. Для плавки металла применяются различные типы печей: индукционные, дуговые, пламенные и др. В самом простейшем варианте (при выполнении литья в домашних условиях) для плавки бронзы можно использовать и обычную газовую горелку, расположив ее под специальной емкостью для расплава.
Возможностей небольших печей, которые можно изготовить и самостоятельно, вполне хватает для того, чтобы выполнять в них плавку цветных металлов и их сплавов, к числу которых также относятся латунь и бронза.

Для расплава небольшого количества бронзы нужен огнеупорный кирпич и газовая горелка
Важнейшим этапом литья из бронзы является заполнение расплавленным металлом литейной формы. Несмотря на что, что такая заливка длится всего 1–2 минуты, правильность ее выполнения напрямую влияет на качественные характеристики готового изделия. Итогом неправильно выполненной заливки могут стать такие дефекты, как:

На этих бронзовых отливках раковины образовались вследствие плохой очистки тиглей перед заливкой
Металлу, который уже залит в литейную форму, необходимо дать остыть до требуемой температуры, которая, в зависимости от марки используемого сплава, может варьироваться. Порядок извлечения готового изделия из формы зависит от того, какого она типа – одноразовая или многоразовая. В первом случае ее просто разбивают молотком, а отливку извлекают при помощи клещей. Многоразовые формы, соответственно, разбивать не надо: их просто размыкают по соединяемой поверхности и аккуратно извлекают из них отливку.
Только что извлеченную отливку необходимо доработать. Заключается такая доработка в том, что с поверхности изделия удаляются литники, выпоры, прибыли и заливы, образовавшиеся в процессе выполнения литья. Такая операция, которую можно выполнять при помощи различного механического инструмента, называется обрубкой.
Придание отлитому изделию привлекательного внешнего вида
Изделие, которое только что извлекли из литейной формы, выглядит достаточно непрезентабельно. На его поверхности может остаться пригоревшая формовочная смесь и обнаруживаются другие поверхностные дефекты. Первым этапом приведения отлитого из бронзы предмета в нормальное состояние является его очистка. Для выполнения такой процедуры используются металлические щетки или шлифовальные машинки (в качестве рабочего органа на них устанавливается проволочный круг).
Несмотря на то, что латунь и бронза отличаются хорошей текучестью и при выполнении литья хорошо заполняют все углубления в форме, получить на готовом изделии тонкий рисунок практически невозможно. Чтобы сформировать подобный рисунок, используют такую доводочную операцию, как чеканка. Она выполняется при помощи специального инструмента. В зависимости от сложности и тонкости рисунка, который необходимо сформировать на поверхности отлитого из бронзы изделия, операция чеканки может занимать различное количество времени.

Ручная чеканка бронзовой статуэтки
В зависимости от задумки мастера, выполняющего литье из бронзы или латуни, а также от требований к декоративности, поверхность отливки может покрываться искусственной патиной, позолотой, серебром, слоем никеля или хрома. Предметы, которые имеют сложную конструкцию, часто отливают не целиком, а отдельными частями, которые затем необходимо правильно соединить. Выполняется такое соединение при помощи специальных замков, изначально предусмотренных в конструкции. Для того чтобы не перепутать такие замки и правильно сопоставить их элементы друг с другом, их часто маркируют.
Литье по центробежной технологии
Для производства в заводских условиях изделий из бронзы, к износостойкости которых предъявляются повышенные требования, часто используется такая технология, как центробежное литье. С ее помощью выполняют литье изделий из бронзы, используемых в машиностроении и других отраслях промышленности. Сюда, в частности, относятся:
- шестерни;
- элементы червячных соединений;
- втулки различного назначения;
- обечайки;
- втулки;
- кольца;
- вкладыши и др.
Технология центробежного литья предполагает, что расплавленная бронза заполняет форму не под действием собственного веса, а под влиянием центробежных сил. Литейные формы помещаются в специальное оборудование. В зависимости от того, в какой плоскости происходит вращение литейных форм, установленных в такое оборудование, оно может быть вертикального или горизонтального типа.
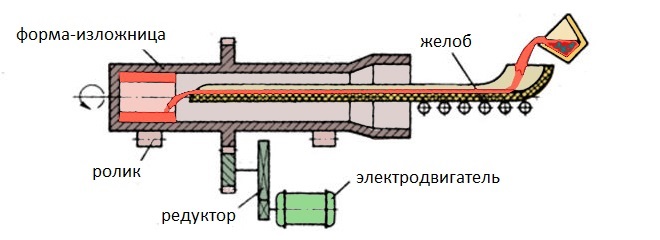
Схема центробежного литья
Оборудование любого типа, используемое для выполнения литья из бронзы по центробежной технологии, имеет следующие конструктивные элементы:
- тигель, в котором происходит плавка металла;
- желоб, по которому расплавленный металл подается в литейные формы;
- изложница;
- электродвигатель, который используется в качестве главного привода и обеспечивает вращение форм;
- элементы привода: шкивы, валы, клиноременная передача.
Благодаря особенностям данной технологии, с ее помощью можно выполнять качественное литье изделий из бронзы, отличающихся даже очень сложной конфигурацией. За счет задействования центробежных сил, которые прижимают расплавленный металл к стенкам литейной формы, поверхность отливки отличается повышенной плотностью и, соответственно, высокой износостойкостью.
Естественно, что выполнять литье по такой технологии можно только в производственных условиях и при изготовлении деталей большими сериями, так как в единичном производстве такой метод экономически нецелесообразен.

