

Из чего изготовить форму для отливки
Изготовление форм. Выбираем материал.
В настоящее время практически каждый желающий может самостоятельно изготовить декоративный камень, тротуарную плитку, гипсовые фигурки, элементы фасада и тому подобное. Было бы желание. И знания.
Можно заниматься литьем гипса, воска, мыла, различных смол и даже металла. В этом случае вам понадобятся специальные эластичные формы, которые вы также можете сделать « своими руками». Но какой материал использовать для изготовления формы? Современный мир предлагает достаточно много вариантов, каждый из которых имеет свои преимущества и недостатки.
Давайте разбираться. Первый фактор, определяющий нужный материал для изготовления форм — жесткость.
3 вида форм по степени жесткости
Жесткие
Полужесткие
Эластичные
- металл
- пластмасса
- недорогие
- пластик и полиуретан
- резиновые каучуки горячего отверждения
- формопласты
- пластик
- силикон
- полиуретан
- резина
- смазанный рельеф готовых изделий;
- сложность конфигурации при отливке объемных изделий;
- возможность повреждения готовых изделий и форм
- недостатки жестких форм + наличие дополнительного жесткого корпуса;
- большой расход исходного материала для их изготовления
- каждый из этих материалов имеет свои недостатки, но эластичные формы являются самыми востребованными
Твердость по Шору
При выборе жесткости материала обращают внимание на такой показатель как « Твердость по Шору». Определяется он одноименной шкалой.

Твердость материалов по шкале Шор изменяется в диапазоне от очень эластичных до средней твердости с небольшой эластичностью, а также твердые и практически неэластичные. Полужесткие пластмассы тоже входят в эту шкалу, но в ее верхнюю часть.
Как видно, существует несколько шкал. Для мягких материалов используется шкала А. Она измеряется от 0 до 100. К примеру, твердость покрышки для автомобиля или подошва ботинка составляет 60-70 единиц. Лист ДСП или пластмассы будет около 100 единиц. Различные шкалы соприкасаются друг с другом, например, Шор А95=Шор Д45.
Твердость по Шору. Роль в выборе материала для изготовления форм
Главный момент — это насколько легко будет извлечь модель и последующие отливки из формы.
Пример. Требуется изготовить формы с модели, изготовленной из гипса, представляющей собой стоящую балерину с вытянутыми в разные стороны руками. Лучшим выбором в данном случае будет силикон с твердостью Шор А30 или мягче, который будет обладать большей гибкостью для извлечения модели.
А вот при производстве плоских бетонных изделий, таких как тротуарная плитка, от формы не требуется большой гибкости. В данном случае отлично подойдет эластомер с твердостью Шор А70.
Как физически измерить твердость материала?

Для измерения способности материала сопротивляться вдавливанию используют специальный прибор — твердомер по Шору.
Прибор имеет специальную иглу, которую необходимо расположить на поверхности измеряемого материала. Твердомер должен быть крепко прижат к эластомеру, тогда игла пройдет в материал настолько, насколько это возможно, а стрелка на шкале покажет значение твердости.
Особенности материалов для изготовления форм
Эластичные формы-матрицы позволяют воспроизводить и тиражировать сложные фактуры и поверхности из гипса, бетона, полимербетона, полимерных ( полиэфирных и эпоксидных) смол.
Существует четыре основных вида материалов для изготовления эластичных форм: формопласт ( ПВХ), резина, силикон, полиуретан. Рассмотрим их достоинства и недостатки.
Формопласт ( ПВХ)
Самый дешевый и примитивный, но сложный в работе материал. Широко использовался до появления качественных эластомеров. Формопласт расплавляется и заливается при высокой температуре ( до 200 о С). Важно четко выдерживать температурный режим, потому что при перегревании формопласт будет не пригоден к дальнейшему использованию, поэтому необходимо специальное плавильное оборудование с регулировкой температуры. Матрицы из формопласта используются при отливке не выше 70 о С.
Формы выдерживают 450 — 1000 отливок. Рельеф повторяют на 95%. Легко перерабатываются (8 — 10 раз).
- Дешевизна
- Прочность формы по сравнению с силиконовой
- Не требуется добавок — катализаторов, отвердителей. Это однокомпонентный материал
- Токсичен
- Значительная усадка при охлаждении, что приводит к потере геометрических размеров
- При заливке ( изготовлении формы) может сильно прилипать к модели
- Нетермостойкий
- При низких температурах ( -10…- 15 о С) затвердевает
- Мягкость формопласта, приводящая к деформации бортов изделия в виде « пузырения»
- Нещелочестойкий материал, что делает невозможным его применение при работе с бетоном
- Требуется специальное оборудование
- Недолговечный материал
Резина
Находит все большее применение при изготовлении форм методом горячей полимеризации под давлением. Формы изготавливаются автоматически на высококлассном оборудовании, что позволяет обеспечить стабильность их качества.
Формы из резины выдерживают до 6000 отливок с соблюдением геометрических размеров изделий. Используются в широком диапазоне температур от -90 о С до +300 о С.
- Высокая абразивная устойчивость
- Долговечность
- Сохранение геометрических размеров в течение всего срока эксплуатации
- Резиновая поверхность формы хорошо удерживает на поверхности красящие пигменты, что дает возможность применения всех способов окраски искусственного камня
- Отсутствие пузырьков воздуха внутри и на поверхности формы гарантирует высокое качество изделий
- Практически идеальная передача фактуры натурального камня
- Низкая себестоимость
- Высокая стоимость оборудования для производства форм
Силикон
Эластомер популярный среди производителей форм, которые легко изготовить своими руками. Для создания формы используются двухкомпонентные силиконовые компаунды: основной силиконовый состав + катализатор. Этот материал легко смешивается, допускает отклонение в дозировке компонентов. Формы застывают при комнатной температуре. Имеют среднюю прочность. Выдерживают до 2000 отливок в широком диапазоне температур заливаемого материала. Если рассматривать качественный силикон на платиновой основе, то эти формы выдержат до 5000 отливок.
- Не токсичен ( силикон широко используется в медицине, может иметь пищевой допуск)
- Практически не дает усадки
- Высокая точность слепка
- Не требует дополнительных смазок
- Допускает заливку в широком диапазоне температур ( до 200 о С и выше)
- Стойкость к агрессивным средам
- Простота в работе
- Низкая химическая стойкость к щелочным материалам
- Умеренная прочность, сравнимая с прочностью формопласта, но уступающая прочности полиуретана
- Появление пузырей на боковых сторонах декоративных изделий
- Сложность окраски готовых изделий
- Высокая цена
Полиуретан
Очень прочный заливочный двухкомпонентный материал для форм. Как и силиконовые, формы застывают при комнатной температуре. Необходимо четко соблюдать инструкции по смешиванию компонентов. При неправильном соотношении будет понижена прочность, непрореагировавшие компоненты вызовут разрушение формы.
При открывании упаковки, все количество сырья необходимо использовать сразу же, то есть нельзя его делить на разные порции, так как полиуретановые компоненты взаимодействуют с воздухом, влагой — происходит изменение свойств компаунда.
Под каждый материал следует выбирать конкретную марку полиуретана. Формы из полиуретана в основном предназначены для материалов, заливаемых при температуре до 70 о С.
Формы из полиуретана выдерживают до 4000 отливок.
- Высокие прочностные характеристики
- Большая гибкость
- Малая усадка
- Щелочестойкий материал
- Устойчив к агрессивным средам
- Точно передает рельеф поверхности
- Низкая цена ( в два раза дешевле силикона)
- Токсичен
- Боится контакта с воздухом и влагой
- Нельзя делить на порции, необходимо использовать весь материал сразу же
- Сильно прилипает ко всем материалам, требуется большое количество смазки
- Наличие пузырьков воздуха на поверхности формы
- Сложность в работе
- Достаточно густой вязкий материал — сложно заливать
P.S. Надеемся, информация была вам полезна. Подводя итог, хочется отметить, что какой бы материал вы не выбрали для работы, четко соблюдайте рекомендации производителя. Только так вы сможете верно оценить качество материала.
В следующей статье читайте подробнее о полиуретане.
Подписывайтесь на нас в Facebook , Vkontakte . Следите за нашими новостями.
Литье из гипса
Гипс — доступный и легкий в обработке материал. С доисторических времен литье из гипса наравне с лепкой из глины использовалось для изготовления различных поделок, игрушек и ритуальных фигурок.

И в наши дни гипс сохраняет свою популярность как поделочный материал. Из него делают также украшения и детали масштабных моделей техники.
Процесс литья из гипса
Процесс литья из гипса состоит из нескольких этапов. Само литье в гипсовые формы занимает минуты, гораздо больше времени уходит на подготовительные и завершающие операции. К подготовительным относятся:
- Изготовление модели изделия.
- Проектирование и изготовление формы, или опоки.
- Подготовка материалов для литья смазывания формы.

Процесс литья из гипса
Проверьте, чтобы все необходимые материалы, оборудование и инструменты были под рукой, отмыты и очищены после прошлого раза. Счет при отливке идет на минуты.
Непосредственно перед литьем в гипс следует произвести смазывание опоки и смешивание раствора для литья. Заливать растров в отверстие следует тонкой струйкой, обязательно давая воздуху возможность выйти. После заливки форму надо повращать и слегка потрясти, чтобы добиться максимального прилегания раствора к мелким деталям рельефа.
Завершающие операции не менее важны. Они так же определяют качество изделия. К ним относятся
- Сушка (при естественной температуре или на радиаторе). Слишком быстрая сушка может привести к растрескиванию отливки.
- Разборка формы. Если она плохо отходит от изделия, можно легонько обстучать ее деревянным или резиновым молоточком.
- Удаление литников и доработка деталей готового изделия.
- Очистка опоки (если планируется еще одна или несколько отливок).
Литье в гипсовые формы немного отличается от литья в формы из силикона. Силикон не нуждается в смазке, он упруг и из него легче извлекать отливку, к тому же он дает больше возможностей для проработки деталей.
Необходимое оборудование и материалы
Для отливки изделий из гипса не требуется высокопрофессиональное оборудование. Процесс вполне доступен в любительской домашней мастерской.
Важно: подготовка, сам процесс литья и завершающие операции связаны с появлением большого количества пыли. Обязательно должна быть обеспечена качественная вентиляция и уборка помещения. Не стоит заниматься этим в жилых помещениях и в домах, где живут аллергики. Кроме того, смесь воздуха и пыли в определенной концентрации взрывоопасна. Избегайте использования открытого огня в мастерской.

Формы для отливки из гипса
Основным оборудование является форма для отливки. Для ее изготовления сначала следует подготовить модель изделия. Для этого подходит пластилин, полимерная глина, любой пластичный материал. Если делают копию, то моделью является сам оригинал. Обязательно нужно наметить на модели линию стыка половинок будущей формы.
Важно правильно подобрать материал для опоки. Если готовится маленькая формочка для литья кулона или деталей масштабной модели техники — подойдет жесткий картон. Для литья крупных отливок лучше взять многослойную фанеру — ее не разопрет большой массой гипса.

Опока из жесткого картона для литья из гипса
- Емкость для смешивания гипса с водой.
- Стакан с носиком для заливки гипса.
- Резинки для стягивания частей формы.
- Кисточки для смазки.
- Дрель для сверления отверстий.
- Шпатели и ножи.
- Картон и скотч.
Гипс для литья следует выбирать самый лучший. Строительный алебастр можно применять, в крайнем случае, его лучше просеять через сито 0.2 мм, убедиться в том, что он достиг «пуховой» консистенции, не содержит комочков и посторонних включений.

Смазка формы для литья из гипса
Смазку для формы можно приобрести готовую, а можно изготовить самостоятельно из натертого на терке детского мыла, воды и подсолнечного масла.
Изготовление форм для литья из гипса
Наиболее используемыми материалами являются сам гипс и силикон.
Формы из гипса являются традиционными и привычными для многих поколений мастеров. Они более требовательны к уровню мастерства при изготовлении. В последние десятилетия их все больше теснят формы из силикона.
Формы, которые сделаны из силикона, отличаются высокой точностью, возможностью проработки мелких деталей, легкостью изготовления и снятия ее с отливки. Несколько дороже обходится исходный состав, но это компенсируется повышенной технологичностью и долговечностью.
При проектировании и изготовлении формы важно обращать внимание на:
- Тщательность проработки деталей.
- Способ соединения половинок формы и их последующей разборки
- Способ фиксации половинок друг относительно друга
- Расположение отверстий для литья. Оно должно позволить жидкому гипсу проникать во все уголки формы и полностью заполнять ее.
- Конфигурация опоки должна давать пузырькам воздуха свободный выход.
Для фиксации частей опоки друг относительно друга обычно используют резиновые ленты. Для маленьких изделий подходят резинки для денег, для более крупных их вырезают из велосипедных или автомобильных камер.
Изготовление гипсовых форм для литья
Литье в гипсовые формы требует определенного навыка, хорошего планирования и точной координации действий мастера. Как сделать форму для литья из гипса?
Сначала вокруг модели будущего изделия строится опока — ящичек из картона, обклеенного скотчем, или жесткого пластика. Щели между основанием и стенками помазываются пластилином. Модель покрывается смазкой и размещается внутри опоки на равных расстояниях от дна и стенок. В качестве подпорки используют кусочки пластика, картона. Иногда просто подвешивают модель на нитках.

Гипс разводят до консистенции сметаны
Гипс разводят до консистенции сметаны, кисточкой наносят на сложные элементы рельефа модели — углы, впадины и т.п. Все готово к литью. Потом заливают модель до линии стыка половинок опоки и оставляют гипс загустевать.

Гипсовая форма для литья
После загустевания проверяют, насколько хорошо модель отделяется от нижней половинки, смазывают ее и модель и заливают верхнюю половину формы. После загустевания верхней половинки по углам сверлят отверстия для штифтов, которые будут фиксировать половинки при отливке. После этого верхнюю половинку снимают, модель удаляют. Опока готова к отливке. Если вы начинающий мастер, запланируйте достаточно времени на приобретение опыта и наработку навыков. Литье в гипс может получиться не с первого раза.
Область применения литья из гипса
Литье из гипса применяется как на промышленных предприятиях для изготовления деталей отделки помещений, так и в авторских мастерских. Мастера льют из гипса весьма широкий ассортимент
- Авторские элементы декора помещений
- Статуэтки и даже большие статуи, вплоть до моделей для последующего литья из металлов
- Небольшие украшения
- Игрушки
- Детали для масштабных моделей техники
Этим перечнем область применения не ограничивается. Мастера придумывают все новые и новые области применения литья из гипса — везде, где нужно создать детали со сложными поверхностями и рельефом, а требования к прочности и износостойкости не являются критически важными.
Как своими руками сделать формы для заливки эпоксидной смолы
Производя заливку эпоксидной смолы, необходимо учитывать такое важное свойство, как текучесть. Если при производстве стола из эпоксидки можно сделать опалубку, ведь форма столешницы в большинстве случаев представляет параллелепипед, то изготовление ювелирных украшений и бижутерии требует получения замысловатых форм из застывшей смолы. Обтачивание простейших заготовок сразу отвергается, так как на это уйдет много времени. Получается, что в данной ситуации результат будет зависеть от наличия у мастера качественного молда.

Популяризация прикладного искусства привела к тому, что современный рынок готов представить потребителю все аксессуары для занятия любимым ремеслом, однако зачастую формы приходится заказывать через интернет, а ждать посылку не каждый мастер готов из-за срочности заказа. Естественно, в таком случае приходится выходить из ситуации самостоятельно, изготавливая формочки своими руками.
Способов сделать форму для заливки эпоксидной смолы множество, причем все они являются лайфхаками. Пытливый ум и умелые руки порой находят такое нестандартное решение, которое по своей практичности даст фору любым фабричным технологиям.
В арсенале опытных мастеров уже есть достаточное количество инструментов и приспособлений, а также готовых молдов. Но даже опыт не гарантирует реализации любой идеи, так как предугадать, какая именно формочка понадобится, невозможно. Значит, и перед опытными мастерами возникает проблема изготовления молда.

Заметим, что иногда результат, полученный своими руками, оказывается гораздо практичнее и удобнее фабричного. Например, мастер регулярно заливает эпоксидную смолу. Силиконовые молды после 3-4 заливок приходят в негодность, поэтому их приходится снова заказывать. Самодельные формочки тоже не долговечные, однако у мастера уже подготовлен весь инструмент для самостоятельной заливки.
Применение
Мы как-то плавно перешли к тому, что самодельные молды изготавливаются именно из силикона, но это не совсем так. Для создания формочек можно использовать различные материалы. Но если рассматривать процесс с точки зрения практичности и качества, то силикон – лучший материал для молдов и ниже по тексту это будет доказано. В качестве общей информации отметим, что такие молды могут применяться не только для заливки эпоксидной смолы.
- Полости наполняют мастикой, глиной или гипсом.
- Силикон безвреден при контакте с продуктами питания, поэтому используется в кулинарии.
- Молды широко применяют в производстве свечей или мыла в домашних условиях.

Используемый двухкомпонентный силикон обладает высокой термостойкостью. Он не токсичен ни в жидком, ни в застывшем состоянии, то есть, силиконовую форму можно помещать в духовку для приготовления выпечки. Стоимость готовых формочек зависит от их количества в наборе, а также размеров. В среднем, цена за набор начинается с 300 рублей.
На первый взгляд может показаться, что самостоятельно изготовить сложные оттиски просто невозможно, но алгоритм работ вполне доступен даже тем, у кого нет надлежащего опыта. Мастера со стажем даже не стараются искать нужные молды в интернете, а сразу приступают к их изготовлению. Некоторые даже умудрились на этом основать прибыльный бизнес.

Важно понимать, что вскрытая упаковка силикона не позволит ему долго храниться. Он будет оставаться пригодным, в среднем, около месяца. Поэтому рекомендуется построить планы на будущее и залить сразу несколько молдов, которые могут пригодиться впоследствии.
Разновидности материала
Силикон – достаточно практичный и универсальный материал. Его широко применяют не только в быту, но и на производстве. Если следовать тривиальной классификации, то все силиконовые молды делятся на два вида. Первый представлен покупными формочками, а второй самодельными. Сам же силикон также делится на виды. Это разделение основано на применении того или иного катализатора в составе отвердителя.

- В качестве катализатора используется олово. Отвердители на основе олова более доступны и, в то же время, образуют надежное соединение. После застывания силикон длительное время сохраняет свои свойства, поэтому самодельные молды можно применять несколько раз.
- В качестве катализатора используется платина. Технические характеристики силикона, приготовленного из отвердителя на основе платины, более высокие. Смесь не усаживается, а полученный материал устойчив к высоким температурам. Если на производстве платиновым катализаторам отдается предпочтение, то для домашнего использования можно обойтись и первым типом, ведь температура эпоксидной смолы не очень высокая. Когда приходится готовить молды для выпекания, то необходимо акцентировать внимание на силиконе второго типа.
Силикон для заливки молда готовится путем смешивания двух компонентов. Обычно они продаются в одном комплекте в виде паст. После смешивания компонентов силикон застывает в течение суток. Подготовка материала должна проводиться строго по инструкции от производителя.
Отметим выгоду использования силикона, она заключается в том, что для работы не нужно создавать специальных условий. Температурный режим соответствует диапазону от 18°C до 25°C градусов. При соблюдении элементарных условий подготовки молду можно придать практически любую форму.

Силиконовая форма для эпоксидной смолы – далеко не единственный пример молда. Формы под эпоксидку делают из пластилина, не содержащего серу, гипса или оргстекла. Чаще всего приходится использовать все перечисленные материалы, однако именно силикон является основным материалом. При покупке необходимо обратить внимание на наличие сертификата и целостность упаковки. Важно помнить, что составы имеют ограниченный срок годности, поэтому товар нужно тщательно проверять.
Преимущества силикона
Как было уже сказано, для изготовления формочек используют силикон в виде двухкомпонентного состава. Им очень удобно пользоваться, так как все манипуляции сводятся к перемешиванию компонентов и последующей заливке. Полученный состав не дает усадки, поэтому форма и объем жидкой консистенции полностью сохранится после затвердевания.

Тот факт, что работать с силиконом можно при комнатной температуре, существенно облегчает задачу мастера. Еще одним неоценимым достоинством является универсальность материала. Он остается абсолютно безопасным даже при повышенной температуре, что позволяет использовать молды для запекания или приготовления кондитерских изделий.
Зачастую неопытные мастера стараются еще больше сэкономить, покупая не сам силикон, а герметик на основе силикона. При смешивании с гипсом образуется однородная масса, которая также способна застывать и сохранять свою форму.

Однако такие эксперименты лучше не проводить. Гипс имеет мелкозернистую структуру, поэтому даже при правильной заливке глянцевой поверхности не получить. Если в гипссодержащий молд налить эпоксидную смолу, то полученную заготовку придется долго полировать. Консистенция двухкомпонентного силикона дает отличный глянец внутри формы.
Алгоритм изготовления
Процесс изготовления изделий из эпоксидной смолы может осложниться необходимостью подготовки молда. Если нет желания готовить целый набор, то, как минимум, одну формочку придется отлить из силикона. Сначала необходимо подготовить инструменты. Нехватка одного из них может остановить процесс, что приведет к порче материала. Для работы понадобится арсенал из нижеприведенного списка.

- Сам материал в виде двухкомпонентной смеси. В специфической терминологии можно встретить второе название – каучуковая смесь.
- Шприцы для дозировки компонентов, если в инструкции приведены пропорции для объемов.
- Электронные весы для дозировки, если в инструкции приведены пропорции для масс.
- Несколько емкостей, в которых можно смешивать силикон с отвердителем. Опытные мастера рекомендуют использовать несколько емкостей, чтобы добиться однородности состава.
- Деревянная палочка.
Практически все, что необходимо, есть в наличии у каждого дама. Отсутствующие инструменты несложно приобрести. Материал и инструменты раскладываются в пределах доступности, чтобы надолго не отвлекаться от основных манипуляций. Независимо от выбранной технологии заливки силикона, следует придерживаться стандартных правил.

Первым делом необходимо навести состав для пробного молда, чтобы оценить эффективность взаимодействия компонентов и при необходимости внести некоторые корректировки. Например, если готовая формочка плохо отстает от стенок, то последние придется покрыть разделительным составом, в качестве которого подойдет обычный воск.
Как правило оба компонента имеют одинаковый цвет, поэтому трудно контролировать получение однородной массы. Чтобы решить эту проблему часто основной состав подкрашивают красителем. Его добавляют до смешивания компонентов.
После смешивания силикон помещают в вакуумную камеру. Через некоторое время из материала выходят пузырьки с воздухом. В принципе, данный этап не считается обязательным, но силикон без пузырьков более плотно заполнит форму молда.
Изготавливать изделия из силикона можно даже в зимний период, но если материал принесли в комнату из холодного помещения, он должен постоять в тепле несколько часов. Перемешивать силикон с отвердителем нужно аккуратно, иначе будут образовываться новые пузырьки воздуха. Температурный диапазон достаточно широкий, однако не следует выходить за его пределы. Напомним, что минимальная температура среды составляет 18°C градусов, а максимальная – 25°C градусов. Плохо подготовленная форма приведет к неровностям в поверхности молда, что, несомненно, отразится на качестве изделия из эпоксидки.

После подготовки пора переходить к основному этапу. Выбирается ровная горизонтальная поверхность, на которую наносится пластилин ровным тонким слоем. Важно, чтобы пластилин не содержал серы, поэтому используют специальные марки (скульптурный пластилин). Деталь, являющаяся клише, утапливается в поверхность пластилина на 4-5 мм. Периметр молда должен быть таким, чтобы площадь его поверхности была больше площади эталона.
В качестве опалубки используют обрезанный пластиковый стаканчик или любой другой подходящий по размерам каркас. Стенки этого каркаса должны отступать от границ детали минимум на 7 мм. Здесь проявляется преимущество использования пластилина, так как стыки между основой и стенками будут герметичными. Для пущей убедительности модно дополнительно пройтись зубочисткой по периметру опалубки, утрамбовывая пластилин у стенок.
В конечном итоге получится силиконовый молд, полностью закрывающий заготовку-клише. Его отделяют от пластилина и снимают опалубку. В том месте, где заготовка соприкасалась с пластилином, проделывают отверстие (если силикон протек между клише и пластилином). Через это отверстие вынимают заготовку и впоследствии будут заливать эпоксидную смолу.

Подготовить молд для заливки линз гораздо легче. Для этого на дно стаканчика наливается немного готового силикона. После его частичного отверждения в массу помещаются шарик или несколько шариков. Затем вливается остаток материала, примерно до половины сферы. На застывание силикона уйдет около суток. Шарики вынимаются в готовые молды не нужно обрабатывать, так как они уже имеют поверхность идеальных полусфер. При желании увеличить радиус сферы придется подобрать более вместительную емкость и соответствующие шары.
В описании были приведены основные принципы работы с жидким силиконом, но технология заливки молда не является строгой теорией. Возможно, мастер сам станет автором более удобного и практичного лайфхака. Все зависит от его фантазии и от наличия подручных инструментов.
Главное, что необходимо запомнить, — силикон даже в застывшем состоянии крайне неустойчив к механическим воздействиям, поэтому с ним нужно обращаться бережно. Деформировать молд придется каждый раз, когда застынет эпоксидка, чтобы достать заготовку. Именно поэтому одной формочки хватает только на изготовление нескольких заготовок. Если вы регулярно занимаетесь изготовлением изделий из смолы, то подготовка молда будет для вас обыденным занятием.
Как сделать гипсовую форму для изготовления однотипных изделий.
Сегодня я расскажу, как сделать форму из гипса для изготовления однотипных изделий. С ее помощью можно легко вылепить набор оригинальных пуговиц, бус для ожерелья или различных элементов для бижутерии. Очень хорошо выходят магниты на холодильник.
Что понадобиться для изготовления формы:
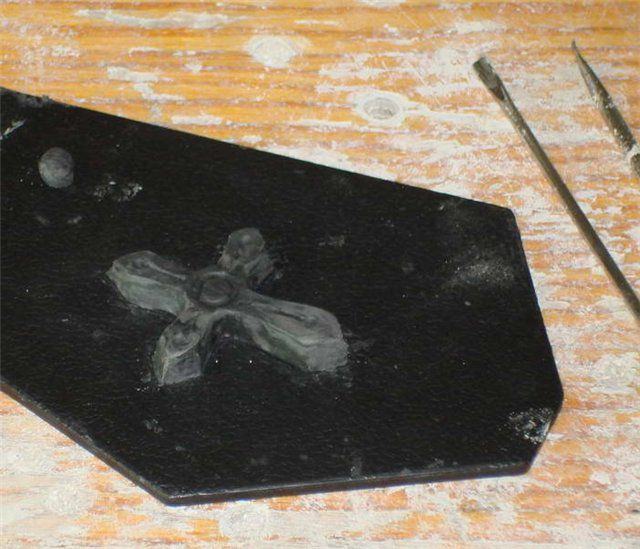
1. Модель изделия, вылепленная из пластилина (или сырой глины) на плоской площадке. В качестве площадки подойдет кусок пластика или плотного картона. На фотографии показана уже готовая модель и инструмент, с помощью которого она была изготовлена.
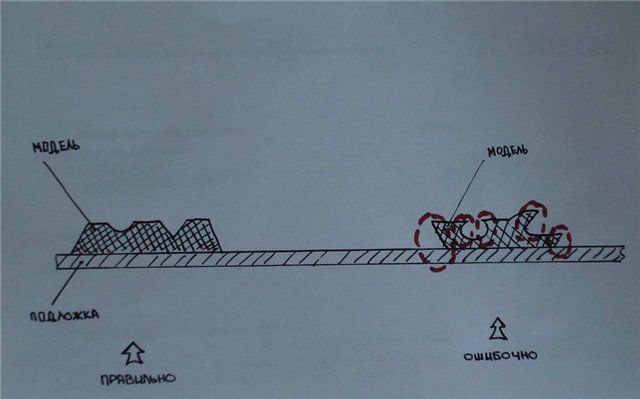
Обратите внимание на то, что на модели должны отсутствовать места с отрицательными углами. На рисунке схематично изображена модель в разрезе. Красным цветом обведены места, которые не дадут отделиться форме от модели, а при изготовлении изделий будут их рвать в момент извлечения из формы.
2. Гипс. Для формы подойдет любой гипс, купленный в строительном магазине. На крайний случай можно использовать белую финишную шпатлевку. От обычного гипса она отличается увеличенным временем застывания. Лучше всего, конечно же, использовать модельный гипс марки ГВВС-16. Из него получается более прочная форма.
3. Стаканчики для отмеривания гипса и воды, а также для размешивания смеси. В качестве мешалки подойдет ложка или палочка (например, ручка кисточки).
4. Кисточка. Желательно с длинным мягким ворсом (пони).
5. Пластилин. Вполне можно использовать детский. Хотя модельный пластилин лучше – он более эластичный и устойчивый. Вместо пластилина можно использовать сырую глину, подготовленную для лепки.
Итак, вы слепили модель пуговицы и теперь стоит вопрос об изготовлении мелкого тиража. Скажем нужно 5-10 одинаковых пуговиц. Приступим к изготовлению формы, которая поможет вам в решении этого вопроса.
Из пластилина на подложке вокруг модели лепим бортик, который называется опалубкой. Этот бортик будет удерживать жидкий гипс от растекания по столу и проливания на пол. Должна получиться герметичная ванночка. Опалубка должна быть значительно выше самой высокой точки модели, чтобы форма получилась цельной и обладала достаточной прочностью. Разница по высоте определяется размерами модели, чем больше модель занимает площади, тем выше должен быть бортик. Для креста на фотографии достаточно высоты бортика в 2 см.


Для нашей модели нам пришлось взять большой кусок белого пластика и с помощью пластилина еще и пол в ванночке выровнять с черной подложкой, чтобы на форме не было ступенек. В работе использовался деревянный стек, но можно обойтись и без него.
С помощью мерного стаканчика в емкость, в которой будем делать замес гипса, отливаем количество воды, которым можно заполнить примерно половину ванночки с формой.
Мы использовали в качестве мерки стаканчик из-под йогурта. Количество воды надо запомнить, оно пригодится на шаге 3.
Гипс разводится с водой в пропорции 1:1. С помощью мерки отмеряется такое же количество гипса, как и воды. Можно взять гипса чуть больше, это хорошо скажется на прочности формы. Мерка обязательно должна быть сухой, чтобы капли воды не попали в основную массу гипса (иначе могут получиться застывшие комки, которые потом будут мешать при заливке других форм). Гипс аккуратно, слегка постукивая по мерке, пересыпаем в емкость для замешивания. Особенно торопиться и суетиться не стоит, так как у нас есть время на то, чтобы хорошо промешать гипс.
Тщательно перемешиваем гипс с водой в течение 2-3 минут до образования однородной массы.
Берем кисточку в рабочую руку и начинаем выливать гипс в ванночку с моделью. При этом кисточкой активно разгоняем гипс по поверхности ванночки и модели. Лучше всего взять кисточкой несколько капель гипса и «прокрасить» ими поверхность модели. Чем активнее Вы будете работать кистью, тем меньше воздушных пузырей образуется на поверхности формы.
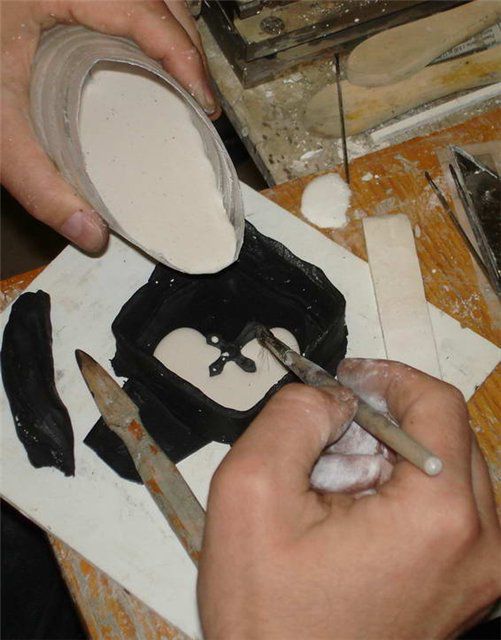

Когда уровень залитого гипса сровняется с верхней плоскостью модели, можно кисточкой загнать побольше гипса на модель и тщательно «прокрасить» ее поверхность. А затем уже заливать остатки гипса.


После того, как ванночка полностью заполнена гипсом, стоит еще раз тщательно «прокрасить» поверхность модели, опустив кисть прямо в гипс в ванночке.

Рекомендуется также слегка потряхивать форму. Можно постукивать пальцами снизу но пластине. Так из гипса выгоняются пузырьки воздуха, которые могут привести к образованию каверн и больших пор на рабочей поверхности формы.
И оставляем залитую форму на некоторое время. Гипс ГВВС-16 застывает (иногда еще говорят «встает») по истечении 30 минут. Строительные смеси могут застывать дольше. Можно определять твердость поверхности простым ощупыванием. Обычно форма готова к дальнейшей работе после того как она потеплеет – признак химической реакции связывания воды. Пока форма застывает нужно тщательно промыть кисточку от гипса, иначе застывший гипс выведет ее из строя.
После того как форма затвердеет можно снимать опалубку (бортик). Аккуратно и решительно отделяем бортик и складываем его в пакет для дальнейшего использования.


А теперь приступаем к отделению модели от формы. Если Вы планируете отлить несколько форм, то действовать нужно аккуратно, чтобы сохранить модель для дальнейших работ. На этом этапе можно будет определить, насколько легко будут выниматься из формы готовые изделия. Если модель была сделана правильно и с учетом рекомендаций, то процесс вынимания произойдет легко (у нас так и получилось, модель буквально сама выпала из формы – гипс при застывании нагревается и делает пластилин податливым).


Может получиться так, что модель отделится от подложки и застрянет в форме, а Вы планировали ее использовать еще. В этом случае можно воспользоваться куском пластилина, прилепляя его к модели и используя как ручку.
После извлечения модели ее нужно осмотреть. Повреждения и деформации на поверхности модели указывают на места формы, которые могут привести к дефектам готовых изделий. Можно исправить такие проблемные моменты на данном этапе (гипс еще не приобрел окончательной твердости и хрупкости), легкими движениями заглаживая поверхность формы с помощью твердого инструмента (например, деревянным стеком).
Теперь обработаем края формы, чтобы было удобно с ней работать. Нужно снять фаску с углов и подравнять боковые плоскости. Для этого можно использовать обычный нож.
Для очистки формы от остатков гипса, которые могут попасть на рабочую поверхность, затвердеть и портить потом изделия, и остатков пластилина модели форму надо промыть. Осторожно! Гипс еще достаточно мягкий и можно случайно повредить форму.
После промывка готовая форма выкладывается на сушку. Сушить форму нужно в теплом сухом месте в течение суток (может потребоваться больше времени, если форма большая).
Вот что у нас получилось.

В следующем мастер-классе я расскажу, как с помощью формы тиражировать изделия.

