

Как правильно самому заточить сверло
Как самому заточить сверло. Основные правила для острой заточки
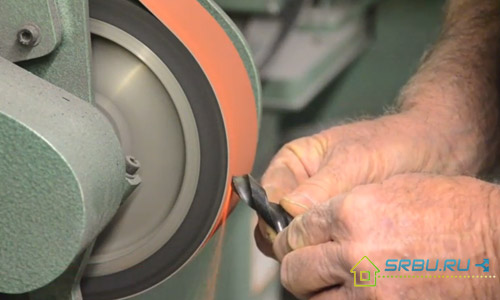
Сегодня я расскажу о том, как можно заточить затупившееся сверло в домашних условиях, чтоб не искать заточника и не ходить к нему постоянно с просьбами. В этой статье я расскажу о некоторых тонкостях заточки, которыми пользуюсь я сам.
Многие, кто не может заточить сверло собственными силами, несколько раз поработав сверлом могут просто на просто выкинуть и сходить купить новое. Так действительно проще, сверла не такие дорогие, но не всегда есть возможность просто сходить в магазин и купить. Часто в процессе работы при большом объеме сверления инструмент тупится и приходится время от времени подправлять сверло, чтоб работа шла легче.
Не обязательно иметь какой-то специальный инструмент для этих целей, можно воспользоваться обычным наждаком или даже болгаркой.
Некоторые признаки, по которым определяется необходимость заточки сверла:
- увеличивается время сверления;
- уменьшается размер стружки;
- появляется металлический шум;
- начинает перегреваться сверло.
Для правильной острой заточки необходимо соблюдать три простых правила:
- Угол заточки должен быть примерно 120-140 градусов.
- Режущие кромки должны быть одинаковы по длинне.
- Задняя кромка должна быть сточена больше чем режущая.
Существуют таблицы для заточки определенных свёрл для определенных типов металлов, вот общая таблица, на которую можно ориентироваться:
Сталь, чугун, твердая бронза 116-118 Латунь, мягкая бронза 120-130 Медь (красная) 125 Алюминний 140 Магниевые сплавы 90 Электрон, силумин 90-100 Пластмассы 90-100 Мрамор, эбонит и др. 140 Древесина 140
1. Угол заточки
При заточке угол сверла относительна точильной поверхности должен равняться примерно 60 градусов и сверло чуть наклонено в противоположную сторону от режущей поверхности градусов на 5-10, таким образом режущаяя кромка останется чуть выше.
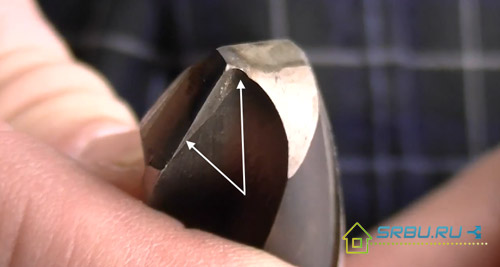
2. Режущие кромки
Режущие кромки должны быть равными по длине, проверить их можно например с помощью линейки или “на глаз” (если посмотреть сверху, то линия между кромками должна быть точно по центру сверла).
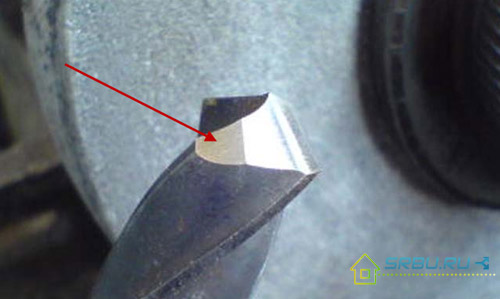
3. Задняя кромка должна быть сточена больше чем режущая.
Обычно это видно на глаз, но можно поставить сверло например на дерево и повернуть по часовой стрелке с небольшим нажатием, толда сразу станет видно как режущая часть зацепляет древесину.
Вам также могут быть интересны следующие публикации:
Как заточить сверло по металлу своими руками: рекомендации
Даже самое прочное сверло со временем тупится. Выкидывать и приобретать новое нерационально, ведь при стачивании от ножа или топора не избавляются, а заостряют и продолжают эксплуатировать. Точно так же следует поступать и со свёрлами. Разумеется, их обработка гораздо сложнее, поэтому необходимо тщательно разобраться с тем, как заточить сверло по металлу.
Когда стоит точить сверло
Резкий скрип при работе служит признаком стачивания, так как данный звук возникает при сильном трении сверла о заготовку. Также пора точить инструмент, если при сверлении стружка имеет вид крошки, а не спиралевидных полосок. После эксплуатации необходимо потрогать сверло, если оно слишком горячее, то режущие кромки затупились, возникает избыточное трение.
При обнаружении какого-то признака следует сразу же прекратить работу и заострить сверло. Ведь при трении металл сильно разогревается. При этом он меняет свои физико-механические свойства, становится мягким. Более того, даже после остывания он не вернёт своих качеств, так как закалка «отпускается» при таком нагревании.
В результате инструмент становится непригодным. Поэтому лучше затачивать свёрла слишком часто, нежели чересчур редко. Не надо бояться, что с них снимается много металла. Уменьшение длины инструмента при заточке не повредит его работе, а вот нагрев при трении выведет из строя очень быстро.
Геометрия и части сверла
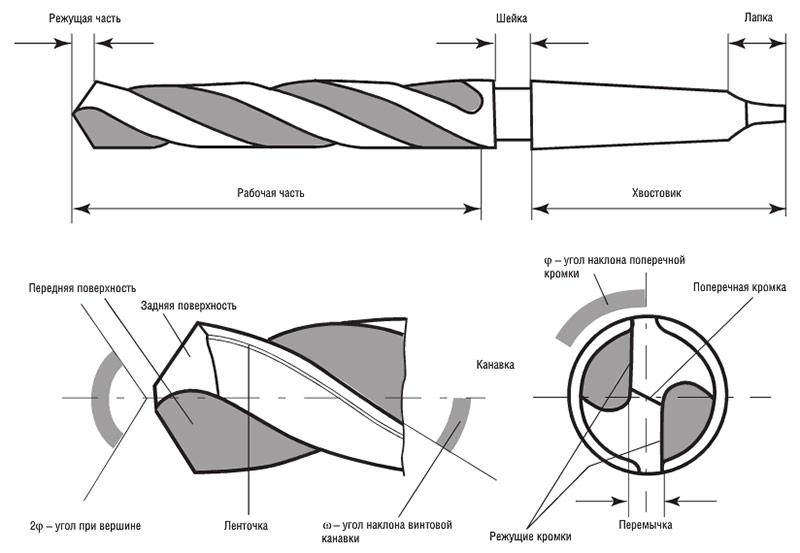
Перед выяснением, как заточить сверло по металлу, необходимо разобраться с устройством и геометрией данного инструмента. Составные элементы конструкции показаны на рисунке ниже.
На картинке нужно найти следующие части, которые пригодятся в дальнейшем:
- Режущие кромки, именно они снимают стружку с металла при работе.
- Перемычка.
- Задние поверхности (затылок).
- Канавки для эвакуации стружки.
- Спинки.
- Ленточки.
- Хвостовик.
При заострении обрабатываются задние поверхности и перемычка. Режущая кромка образуется плоскостью канавки и затылка. Именно задняя поверхность обрабатывается при заострении инструмента. Форма затылка, в частности более низкое положение относительно режущей кромки, необходима, чтобы кромка при сверлении находилась выше задней поверхности. Это требуется для снижения трения при работе и передаче всего давления на режущую кромку.
Кривизну и наклон режущей кромки необходимо определять специальным шаблоном, примеряя его к центру сверла. Главный параметр инструмента – угол при вершине, который образуется режущими кромками. Именно он определяет, какой металл можно сверлить бором.
Градусы для просверливаемых предметов такие:
- сталь – 140;
- нержавейка – 135-140;
- для толстых листов – 130;
- для чугуна делается 2 угла: основной – 118, дополнительный – 90;
- алюминий, бронза и другие металлы средней твёрдости – 118;
- медь и прочие мягкие металлы – 100.
Также следует контролировать работу с помощью угла, который образуется режущей кромкой и осью инструмента. Для его измерения нужно наложить шаблон на боковую поверхность сверла. Здесь обязана находиться половина от угла при вершине. Такой способ измерения даёт гарантию, что сверло станет симметричным.
Важно! Симметричность сверла гораздо важнее соответствия угла при вершине.
Так как именно кромка срезает полоски с металла, то для заточки потребуется придать этой части достаточную остроту, удалив все сколы и неровности. Для этого обрабатывается затылочная часть сверла, которая вместе с канавкой и задаёт угол.
Сверла по металлу бывают разных видов, все они используются в определённых случаях:
- Винтовой или спиральный тип.
Наиболее распространённый вид, часто с ним работают в быту. Подходит для создания отверстий в большинстве ситуаций, простой в эксплуатации и заточке.
- Плоский тип или перо.
Назван так из-за того, что рабочее лезвие имеет вид лопатки. Применяется для формирования глубоких отверстий широкого диаметра.
- Односторонний тип.
Используется в тех случаях, когда нужно сделать отверстие с очень точным диаметром. Расположение режущей кромки с одной стороны позволяет это сделать.
- Охлаждающийся тип.
Инструмент, внутри которого имеются каналы для охлаждающей жидкости. Используются при длительном сверлении твёрдых металлов, когда есть риск перегрева.
Сверло имеет вид полой шайбы или кольца. Режущая часть часто зазубренная, из-за чего наконечник именуется коронкой. Используется, когда нужно сделать широкое отверстие.
Благодаря форме сверло легко центрируется при работе. К тому же один инструмент может делать разные по величине отверстия.
Осталось затронуть тему шаблонов. Простейший шаблон можно сделать самостоятельно из мягкого металла. Для этого достаточно в листе вырезать треугольные впадины с ровным градусом. Обычно это 116-118 о (можно округлить до 120 о ) и 58-59 о (или 60 о ). Первый нужен для проверки угла при вершине, второй – для контроля угла, который задаётся задней поверхностью и канавкой.
Схема простейшего шаблона представлена ниже:
Заточка напильником или надфилем
Заострить сверло как надо напильником или надфилем невозможно, поэтому от такой затеи лучше сразу отказаться. Для этого есть 2 весомые причины:
- Даже самое простое и «мягкое» сверло напильником не взять, так как оно слишком твёрдое. Скорее вы сотрёте напильник, чем заточите инструмент. Не поможет надфиль и для заточки сверл, которые отпустило.
- Если использовать абразивный или алмазный брусок, то возникает другая проблема – нужно удерживать идеально ровный угол стирания металла. Этому трудно научиться даже при использовании точильного станка, а вручную – практически невозможно.
Инструкция для работы на заточном станке
Для начала желательно вспомнить правила безопасности:
- нельзя работать без перчаток или без подручника;
- глаза нужно защищать очками или маской;
- при работе до абразивного круга дотрагиваться запрещено;
- после выключения нельзя трогать круг, пока он полностью не остановится.
Теперь можно перейти непосредственно к тому, как заточить сверло по металлу. Важное правило при этой процедуре – задние поверхности нужно делать ровными и с идентичным углом. Чтобы при обработке стало легче контролировать требуемый градус, можно прямо на подручнике станка с абразивным кругом нанести фломастером линию, над которым потом следует подгонять угол при удержании сверла.
Внимание! Сверло кладут справа от проведённой линии, чтобы инструмент не перекрывал обзор, была видна черта.
Чтобы стало проще управлять сверлом при обработке, его нужно положить на указательный палец правой руки, прижатый к подручнику. Сверху инструмент фиксируется большим пальцем этой же ладони. Держать сверло следует другой рукой за хвостовик (заднюю его часть). Управлять углом нужно левой ладонью, смещая хвостовик вниз, но так, чтобы центральная ось была параллельна проведённой маркером линии.
Для правильной обработки сверла достаточно удерживать его горизонтально. Движения в вертикальной плоскости допускаются лишь с опусканием хвостовика ниже рабочей части. Иначе станут стачиваться режущие кромки и перемычка. Если посмотреть в горизонтальной проекции, то становится видно, что абразивный круг самостоятельно задаёт правильную форму.
Важно! Сверло ставят так, чтобы режущая кромка находилась строго горизонтально. Данное расположение должно соблюдаться при всех манипуляциях.
При работе нужно использовать мелкозернистый диск из карбида кремния. При заточке надо приставлять сверло к вращающемуся кругу и плавно опускать хвостовик. После этого следует повернуть инструмент на 180 о и обтачивать противоположную поверхность. При этом необходимо соблюдать не только положение сверла, но также силу нажима.
Обрабатывать сверло нужно недолгими, короткими движениями, так не будет излишнего перегрева и металл «не отпустит». Иначе режущая кромка снизит твёрдость и слишком скоро износится. Чтобы этого не произошло, следует после каждой короткой обработки охлаждать сверло в солёной воде.
Необходимо обрабатывать сверло до той степени, пока на нём не исчезнет последний дефект. Например, когда на задней поверхности или режущей кромке имеются выщерблины, следует снимать металл до тех пор, когда плоскость станет идеально ровной.
Заточка с помощью шлифовальной машинки
Это менее удобный способ, так как болгарка не имеет подручника и в целом не предназначена для заточки сверл. Однако если иметь твёрдую руку и некоторую сноровку, то можно выполнить операцию успешно.
Метод имеет множество минусов, которые следует нивелировать:
- Болгарку необходимо поставить на гладкую поверхность. Кроме того, инструмент запрещено двигать при работе. Желательно попросить кого-то подержать болгарку или зафиксировать её, дабы она не колебалась от случайного прикосновения.
- При заострении очень трудно удерживать нужный градус. Также нельзя сделать подручник, который помог бы контролировать нужный угол. Эту проблему можно минимизировать частой практикой, но только если есть запас сверл.
- На болгарке можно затачивать лишь инструменты малого диаметра. Обработка крупных сверл крайне неудобна. Однако эту проблему можно решить, если участвовать в заточке будут 2 человека. Один держит болгарку, второй подносит сверло.
- Шлифовальным кругом болгарки нельзя сделать заднюю поверхность ровной и гладкой. К сожалению, эту проблему решить не удастся, поэтому окончательную доводку нужно делать вручную.
Видео: Как самому заточить сверло
Для заточки нужно придерживать следующей инструкции:
- Для этих целей лучше выбирать маломощную болгарку. С ней можно эффективней контролировать процесс. К тому же сверло будет меньше нагреваться.
- Болгарку кладут на ровную поверхность диском вверх. Необходимо зафиксировать инструмент так, чтобы диск находился горизонтально.
- Прибор включают на минимальных оборотах.
- Сверло подносят к диску под углом в 60 о . Затем ровным и коротким, но не быстрым движением опускают хвостовую часть, чтобы при заострении задняя поверхность скруглялась.
Так выглядит заточка на болгарке:
Правила безопасности на болгарке такие же, как при обработке на заточном станке. Нельзя трогать шлифовальный диск в период работы, после выключения к нему тоже нельзя прикасаться до тех пор, пока он полностью не остановится. Затачивать инструмент нужно в маске и перчатках.
Заточка на специальном оборудовании
Как видно, при заточке очень легко совершить ошибку. Например, нарушить горизонтальное положение режущей кромки или параллельность центральной оси к проведённой маркером линии. Поэтому лучше пользоваться специальными приборами. Меры безопасности при обработке такие же, как на заточном станке, болгарке, все эти правила уже описаны выше.
Приспособления для заострения сверл бывают двух типов. Рассмотрим подробней оба прибора отдельно.
Шлифовальная насадка
Это цилиндрической формы прибор, который ставится на дрель (как насадка). Это требуется для вращения абразивного диска. С другой стороны прибор имеет отверстия различного диаметра. В них вставляются сверла.
Внешний вид установленной насадки:
При использовании насадки нужно особенно тщательно следить за тем, чтобы сверло располагалось как надо. Только тогда его поверхности будут обрабатываться под требуемым градусом. После установки нужно включить дрель и подождать 5-10 секунд. После этого необходимо повернуть хвостовик на 180 о .
Существенным минусом насадки является ограничение по диаметру. В прибор нельзя вставить инструмент большего или меньшего размера. На большинстве насадок имеются отверстия от 3 до 10 мм . Впрочем, значительная часть сверл подходит под эти параметры. Существенным плюсом прибора является низкая стоимость – от 600-1000 рублей , но есть и дорогие модели.
Стационарный прибор
Он имеет подвижную плиту, которой можно выставлять и фиксировать нужный угол при обработке. На этой платформе находится поворотный стержень. К нему прикрепляется сверло, им же необходимо поворачивать и подносить инструмент для заострения к абразивному диску.
Внешний вид стационарного прибора:
Данным приспособлением пользоваться значительно удобней. На нём гораздо проще выставить нужный угол и контролировать процесс обработки. Он также прост в эксплуатации, так как не содержит электрических компонентов. Для обработки сверла стационарный прибор нужно использовать в комплексе с заточным станком с абразивным кругом.
Недостатком инструмента является его полная не мобильность. Интересным преимуществом является простота конструкции, в ней большая часть компонентов представлена блоками и винтами. Поэтому многие умельцы способны сделать такой прибор самостоятельно. Для этого нужно лишь соблюдать размеры на чертеже.
Как сделать точильный станок
Описанный немного ранее стационарный прибор для заточки по силам сделать хорошему мастеру. Для изготовления некоторых элементов (подставки и других) можно даже использовать деревянные бруски. Главное при сборке конструкции – чётко соблюдать параметры на чертеже, один из вариантов которого представлен ниже.
Схема поворотного станка для заточки:

Кроме того, нужно тщательно контролировать все необходимые углы. Особое внимание уделите той части, в которой крепится сверло, помните, что оно не должно проворачиваться при заточке. Сначала можно сделать прибор полностью деревянным. А уже потом, убедившись, что чертёж правильный и вы его полностью соблюли, можно сделать полноценный станок.
Как заточить сверло по металлу и бетону своими руками
Не требует особых доказательств, что сверло в процессе работы теряет остроту режущей части, то есть, говоря попросту, тупится. Тупое сверло не доставляет беспокойства до тех пор, пока не оказывается нужным. Вот тогда неожиданно выясняется, что работать изношенным или тупым сверлом невозможно.
Остается только сожалеть о том, что вовремя не восстановлены геометрия и размер сверла. В этой статье будет рассказано, как заточить спиральное сверло, а также сверло с твердыми напайками для сверления бетона.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.

Подводи сверло режущей кромкой к шлифовальному кругу.

Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Порядок заточки сверл в домашних условиях
Рассказываем как заточить сверло по металлу правильно при помощи точила, болгарки и приспособлений. Основные требования и правила заточки в домашних условиях. Особенности восстановления победитовых и ступенчатых сверл. Угол заточки, использование шаблонов.

Со временем даже самое качественное сверло затупляется, все хуже входит в металл и не позволяет проделать ровное отверстие требуемой точности. В большинстве случаев ничего не остается, как заточить сверло по металлу, не отходя от рабочего места. Заточка сверл позволяет в полной мере восстановить их характеристики и работоспособность. Конечно, приобрести новое изделие намного проще, чем устранить проблему своими руками. Чтобы правильно заточить, вовсе не обязательно наличие специального оборудования: восстановить сверло можно с применением несложного инструмента.
Как определить необходимость заточки сверла
Потребность в заточке сверла определяется при появлении одного из следующих признаков:
- повышенного шума в процессе погружения в металл;
- появления мелкой стружки;
- сильного нагрева изделия.
Затупленное спиральное сверло при трении издает неприятный для слуха высокочастотный звук. Потому следует немедленно остановить работу и перейти к заточке инструмента, иначе он слишком перегреется и не будет подлежать восстановлению.

Ухудшение наточки сверла также можно заметить по прекращению образования спиралевидной непрерывной стружки, появлению мелких частиц металла.
Приспособления для заточки

Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки

Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Для установления угла заточки можно воспользоваться пластиковым шаблоном, периодически прикладываемым к поверхности.
Заточка на точиле
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.

На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
Работать на станке следует осторожно. Сверла больших диаметров способны нагреваться до значительных температур, что приводит к уменьшению прочностных характеристик металла.
При помощи насадки на дрель

Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Несмотря на имеющиеся конструктивные недостатки, применение насадок позволяет значительно ускорить и упростить восстановление рабочих кромок сверла по металлу. Популярность также обусловлена невысокой стоимостью приспособлений.
Заточка напильником или надфилем
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Порядок заточки сверла
Для качественной оправки затупившегося сверла рекомендуется применение дополнительных приспособлений.
В качестве простейшего можно использоваться втулку, внутренний диаметр которой соответствует поперечному размеру режущего инструмента, жестко зафиксированную под требуемым углом. При подборе такой втулки особое внимание уделяется точности и плотности входа сверла внутрь шаблона, так как отклонение даже в несколько градусов существенно снизит качество восстановления кромок.

Приспособление можно оснастить набором алюминиевых либо медных трубок, соответствующих типовым диаметрам сверл. Нередко умельцы дополняют изделие деревянным бруском, в котором проделаны отверстия различных диаметров.
- обеспечение точного положения инструмента и его перемещения относительно точила;
- выполнение функции упора, не позволяющего обрабатываемому изделию отходить назад.


Заточка сверл с использованием приспособления из дубового бруска позволяет точно выставить требуемый угол.
Также режущий инструмент можно легко восстановить на самодельном заточном станке.

Правильный угол
Существует зависимость от материала заготовки угла заточки сверла по металлу, таблица которой приведена ниже.

Таким образом, чем мягче металл заготовки, в которой требуется проделать отверстие, тем угол тупее.
Доводка после заточки
Работа проводится на специальных кругах для доводки, сочетающих грубую обработку металла с финишной.
Диски изготавливаются из относительно мягкого материала, позволяющего убрать царапины, наплывы и прочие незначительные дефекты поверхности. Устранение их осуществляется без изменения геометрических параметров режущих граней. Обычно такие круги ставятся на перфоратор либо болгарку, фиксируются и надежно зажимаются, благодаря чему появляется возможность обработки сверла, зажатого в тисках либо ином приспособлении.
Кроме доводочных дисков, довести режущие поверхности до совершенства можно при помощи наждака, установленного на дрель или болгарку.
Проверка заточки
- длины рабочих граней;
- положение вершин углов;
- угол наклона винтовой канавки;
- угол продольной грани.

Подточка сверла
Для сверл по металлу диаметром от 10 мм требуется дополнительная подточка передней кромки.
Смысл такой операции заключается в увеличении угла режущей грани и уменьшении наклона передней кромки. Цель – придание металлу стойкости к крошению и повышение рабочего ресурса режущего инструмента.
Кроме того, подточка позволяет сузить поперечную кромку, из-за чего материал заготовки по центру отверстия скоблится, что облегчает сверление. Дополнительная обработка сверл с небольшим задним углом позволяет снизить силу трения внутри отверстия.
Проверка правильности заточки сверла
- угла между перемычкой и режущей кромкой;
- угла вершины;
- длины рабочих граней.
Подобный угломер можно изготовить из обычного металлического транспортира. Лишнюю часть следует отрезать, потому как при точении сверл по металлу углы до 30° не применяются.

Контроль заднего угла осуществляется опосредованно через определение угла заострения.
Для самостоятельного изготовления шаблона достаточно перенести требуемые углы на лист металла. В качестве эталона можно применить новое, еще не использованное изделие.
Для проверки правильности заводской заточки заготовка из любого мягкого металла просверливается на глубину 1 см, после чего замеряется диаметр полученного отверстия. Он должен в точности соответствовать заявленному типовому размеру сверла.
Неправильное восстановление рабочих кромок, если клинья их несоразмерны друг с другом либо заточены они под различными углами по отношению к оси инструмента, вызовет биение сверла. В итоге диаметр отверстия будет большим.
Также правильность заточки можно легко выявить по типу стружки, выходящей при сверлении металла. При разбежке в углах инструмент будет заходить туго, придется прикладывать значительно большие усилия для погружения его в металл.
Важные правила
- Главное требование, которого следует придерживаться при разработке конструкции станка для точения: изделие должно оставаться неподвижным, не вращаться вокруг своей оси. Если оно повернется хотя бы на градус, выправку придется повторять заново.
- Поверхность круга или заточного диска должна быть идеально ровной. Потому периодически ее необходимо править эльборовыми насадками.
- По окончании работы восстановленному инструменту для сверления металла следует дать остыть в естественных условиях и только затем выполнять проверку геометрических параметров посредством шаблона.
Длины режущих граней должны отличаться одна от другой не более чем на 0,1–0,3 мм. Данное правило особенно важно для инструмента небольшого диаметра.
Можно ли восстановить победитовое сверло

Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру. Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл.
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
Особенности заточки ступенчатых сверл
Ступенчатые сверла по металлу производятся в нескольких конструктивных исполнениях, каждая модель при этом предназначена для устройства отверстий диаметром 4–32 мм. Это дорогостоящий, но очень качественный инструмент, способный прослужить до 2 лет даже при интенсивном использовании.
По рекомендациям производителя возможна заточка ступенчатых сверл по металлу, но только некоторых моделей. Остальные восстановлению и последующему повторному применению не подлежат.
В отличие от обычных конусные сверла заточить непросто: при неправильном выполнении работы режущая кромка инструмента может прийти в негодность.
Для возвращения к жизни ступенчатого резца используется наждачная бумага, которой оборачивается специальный вращающийся диск. При этом обработку можно проводить как при помощи станка для концевых фрез, так и руками. Первый вариант применяется для изделий со спиралевидными канавками, второй – для инструмента с прямыми полостями.
А вы сталкивались когда-нибудь с необходимостью заточки сверла по металлу в домашних условиях? Все ли у вас получилось или возникли какие-то затруднения? Поделитесь, пожалуйста, собственным опытом в комментариях.

