

Листогиб из швеллера своими руками
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.

Для гибки листового металла

Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.

Вырезаем выемки под петли

Хорошо провариваем петли





К шляпке болта приварить отрезки арматуры

Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.


Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.

Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.

Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.

Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Как сделать листогиб своими руками?
Листогиб, наряду с трубо- и прутогибом, является полезным устройством в быту и стройсервисе. Нередко на металлобазах предлагают услугу по сгибанию листового металла – за отдельную плату. Вы можете заплатить за то, чтобы вам согнули один или несколько листов – а вот при самостоятельной постройке дома свой листогиб необходим.
Устройство гибочного станка
Перед изготовлением листогиба определитесь, какой толщины и структуры, а также сколько листов вам нужно согнуть, как именно они будут сгибаться. Это позволит выбрать схему, по которой прибор будет выпущен. Самый простой механизм позволяет гнуть листовую сталь посредством траверсы. Данное устройство легко согнёт лист с шириной не более полуметра, на 90 градусов, используя лишь силу рук мастера. Листовой металл закрепляется в станке с помощью струбцины или небольших тисков. Сгибание в выбранном месте осуществляется нажатием траверсы на него.
Чтобы получить прямой угол загиба, понадобится особый вкладыш в виде полоски металла или сплава, добавляющий сгибаемому листу упругости.
Усложнённое устройство – листогибочный пресс с сеткой и пуансоном в качестве исполнительного механизма. Лист металла или сплава кладётся на криволинейную или спрямлённую матрицу, а пуансон (сгибающий клин) прижимается к сгибаемому листу, придавая ему нужный узор сгиба. Такой станок чаще используется в металлообрабатывающем производстве, где сгибание листового железа поставлено на поток.
Самодельные листогибы в домашних условиях могут работать и с гидравлическим механизмом, роль которого выполняет, например, домкрат.
Для такого станка потребуется не менее двух одинаковых домкратов.
К тому же их работу нужно синхронизировать, что представляет собой дополнительную сложность по сравнению, например, с арматуротрубогибами.
Профессиональные листогибы изготавливаются на основе трёхвального механизма. В них лист металла проходит через управляемые валы. В результате радиус изгиба листа обретает отличающиеся при разных подходах значения.
Особое место занимают электромагнитные листогибы. Но самостоятельно сделать такой листогиб затруднительно. Его положительные качества – небольшие габариты, бесшумный процесс сгибания листов, высокая скорость. Работает такой листогиб за счёт электромагнитного поля, создаваемого между гнущей поверхностью и матрицей. Сгибатель свободно зафиксирован с помощью пружины, а сама матрица ставится под ним. Механизм подстраивается под форму сгибаемого листа. Под сгибателем (или в нём) размещён электромагнит, на который подаётся выпрямленное сетевое напряжение.
Матрица притягивается к сгибателю, и тот моментально гнёт вставленную заготовку. В таком устройстве может присутствовать и секторный сгибатель, позволяющий делать разноуровневые (составные) отбортовки.
Вальный листогиб используется, к примеру, при изготовлении одностенных дымоходов, где труба с круглым или овальным сечением имеет идеальные размеры. Если вальный механизм имеет определённый профиль, то он хорош для изготовления крышных водостоков, располагаемых по периметру.
При необходимости вальный листогиб укомплектовывается дополнительными листогибочными валами, позволяющими, к примеру, получить из ровного листа ступенчатое или волнистое железо.
Вальные станки часто оснащаются ножом, который дает возможность отрезать лист неподалёку от места сгибания.
У ручного листогиба рабочий ресурс чаще всего выбирают в следующих пределах:
- количество листов – не менее 1400;
- ширина листа – не более 2 м;
- угол сгиба – до 130 градусов.
Больший ресурс используется не при домашней, а при заказной работе.
Подготовка материалов и инструментов
Для изготовления станка-листогиба вам не обойтись без следующих инструментов и расходников к ним:
- электродрель и набор свёрл различного диаметра;
- болгарка, а также отрезные и шлифовальные диски к ней;
- сварочный аппарат и набор электродов;
- тиски для верстака, набор струбцин;
- набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).
Для подключения инструмента, если во дворе нет расположенной рядом с местом проведения работ розетки, потребуется катушечный удлинитель требуемой длины.
В качестве расходных материалов нужны:
- уголковый профиль из толстостенной стали;
- болты, гайки и шайбы (можно использовать гроверные);
- швеллер (П-образный профиль с частично заострёнными краями);
- правило (если в качестве ударно-спускового элемента используется именно оно);
- арматурный прут (допустима арматура с гладкой поверхностью);
- набор шарикоподшипников (если механизм предусматривает их использование).
Подготовив необходимые электроприборы, расходники и материалы, можно приступить к изготовлению станка-листогиба.
Пошаговая инструкция по изготовлению
Три типа листогибов – ручной, вальный и гидравлический – подразумевают несколько конкретных чертежей. Начнём с уголкового (таврового).
Из уголка
Один или два уголка в качестве основы – наиболее часто встречающаяся конструкция. Здесь потребуется большая ровная площадка (верстак). Идеально, если столешница его будет обита металлическим листом большей толщины, чем та, лист которой требуется согнуть.
Ширина уголка должна быть не менее 4,5 см, толщина – не менее 3 мм. При сгибании более длинных (метр и больше) листов потребуются более толстые и широкие уголки, подойдёт и тавровый чермет (Т-образный, сдвоенный уголок).
Подготовьте две стальные дверные петли, болты и гайки на 10-20 мм, а также пружины. Желательно использовать петли-бабочки, в которых предусмотрена потайная головка винта – их конструкция усилена и выдержит значительную перегрузку.
Сделайте следующее.
- Сложите вместе два тавровых профиля. С обоих концов на них вырежьте выемки под петли. Срежьте край каждой выемки под углом в 45 градусов.
- Подпилите третий Т-образный профиль аналогично, оставив выемку на нём более заглубленной. Такая выемка нужна для прижимания сгибаемых листов, и перемещается без усилий.
- Приварите петли по обе стороны – с лицевой и обратной частей. Убедитесь, что сварные швы ровные и основательные – петля не должна оторваться.
- На одном из тавров, удалённом от вас в данный момент, приварите по два скоса с каждой из сторон. Они помогут зафиксировать удерживающий болт прижимной детали.
- Приварите к скосам гайки болтов.
- Зафиксируйте прижимающую планку (тавр с обрезанной стороной).
- Сверху приварите стальные пластины с отверстием в середине каждого из них. В отверстие легко должен заходить болт.
- Выровняйте отверстия, чтобы они совместились по одной оси с гайкой. Приварите эти пластины.
- Отрежьте часть пружины так, чтобы её усилия хватало для поднятия зажимающей планки в среднем на 6 мм.
- Проденьте болт в прижимающую планку, наденьте на него пружину и завинтите гайку. Установите такой же кусок пружины с обратной стороны. Прижимающая пластина при ослаблении болта должна приподняться самостоятельно.
- Приварите к головке болта по два куска арматурного прута – они послужат рукояткой для закручивания.
- Наденьте на получившиеся рукоятки пластиковые или деревянные накладки, выполненные в виде трубок. Допустимо использовать и старые грипсы от велосипеда.
Листогиб готов к работе. Устройство может быть изготовлено и из двутавров. Верхний – прижимающий – двутавр зафиксирован с торца на нижнем с помощью шарнира.
Второй торец двутавра удерживается посредством клина или эксцентрика.
Из швеллера
Если заменить уголковый или тавровый профиль П-образным швеллером, ресурс листогибочного станка увеличится в разы. Основные детали, устанавливаемые на швеллер, остаются без изменений.
Траверса при использовании швеллера не погнётся преждевременно. Уголок, в свою очередь, обладает меньшей устойчивостью к перегрузкам – малейший перегиб резко снизит качество работы, отчего листовую сталь предстоит догибать после правки, юстировки станка.
Из правила
Приспособление для сгибания листовой стали на основе правила отличается от уголкового тем, что вместо уголка или «тавра» в качестве прижимника применяется обычное алюминиевое правило, применяемое при штукатурных работах и для выравнивания бетонных полов при стяжке. Оно практически не деформируется при сгибании листов толщиной до 0,7 мм, однако если вы превысите этот предел, а также согнёте слишком короткий отрезок листа, то правило гарантированно затупится. Оно сменное – легко заменить износившееся правило на новое.
В качестве гнущего траверса используется балка, сгибающая листовую сталь вокруг прижимной оси, деформируя лист стали до тех пор, пока он не согнётся в заданном ракурсе.
Самодельный листогиб с чертежами
В этой публикации представлена разработка самодельного листогиба, которую построил блогер канала ютуб Горячий мастер. В своем видеоуроке мастер покажет листогиб собственного производства, разработанный для обработки рулонов с бесконечным листовым железом. Он сквозной и через него можно протянуть сколько угодно длинную ленту крашеного металла. Использовать данный станок можно для гибки оцинкованного железа и другого металла толщиной до 2 миллиметров. Если толщина составляет 2 миллиметра, то длина сгиба бы не может быть больше 30-40 сантиметров.
Чертежи для данного листогиба были найдены в интернете.
Представленные станок изготовлен из швеллеров и уголков. Уголки сварены в короб. Это рабочий узел. Прижимная планка сделана также из сваренных между собой уголков в короб. Зажим листа осуществляется с 2 сторон, на которых установлены прижимные винты. Однако, как показал опыт, достаточно ограничиться одной стороной. Между рабочими органами, в которые зажимается лист, установленны клапанные пружины для того, чтобы прижимная планка свободно поднималась, когда происходит ослабление зажима.
В поворотном механизме установленные шарниры. Угол поворота более 90 градусов. Рукоять изготовлена из каленого прута в укороченном виде и не мешает передвигаться рабочему. Железный лист можно устанавливать как спереди со стороны работника, так и с противоположной стороны. Рычаг расположен горизонтально, что создает дополнительные удобства, когда рабочему не требуется наклоняться вниз, чтобы захватить рукоять. Кроме этого, поверхность, создаваемые рукоятью, можно использовать для подачи в станок листа. При желании можно установить на рычаг дополнительный столик, создав ровную рабочую поверхность.
Противоположный зажим не должен быть быстрым регулируемым, это может быть простая гайка, которую иногда можно поворачивать для регулировки зазора.
Как происходит работа на данном листогибе.
После того, как лист зажат, поднимается рычаг и легким движением происходит загиб. Изменением угла наклона рукояти можно регулировать глубину загиба. Если нужно загнуть полный угол, то, соответственно, рычаг поднимается больше. Получается совершенно ровной и прямой изгиб. Если изгиба осуществляется с запасом, то получается еще более ровно. Работа не занимает много времени.
Сзади располагается столик, которого железо подается, на нём удобно отрезать лишнее.
Станок разбирается например можно снять столик. Весь листогиб разбирается на части, поэтому его легко переносить. В разобранном виде он легко помещается в багажнике автомобиля Волга.
Пояснения по конструкции листогиба
Отдельные узлы листогиба с комментариями. Станок давно эксплуатируется в мастерской и показал очень хорошие результаты. Самый основной деталью является зажим. Это то устройство, которое прижимает лист железа к основанию. Чем качественнее и точнее это делать, чем лучше и ровнее будет изгиб. Зажим делается из сваренных между собой уголков.
Рабочий стол или основание листогиба состоит из одной детали. Это швеллер. Чем длиннее заготовки, тем мощнее должен быть этот швеллер. В данном случае его длина составляет 1,5 метра. Если вы планируете гнуть заготовки в 1,5 раза больше, то швеллер должен быть установлен в два раза мощнее.
Вся основная работа происходит при помощи гибочной планки. К ней приварен массивный гибочный рычаг. Гибочная планка установлена на шарниры, которые особым образом врезаны. Она производит непосредственный гиб железа на нужный угол.
Рекомендуется гибочную планку вместе с рычагом ориентировать так, чтобы она располагалась горизонтально. В таком случае рычаг должен находиться на уровне пояса. На многих заводских листогибах рычаг свешивается вниз вертикально, что создает большие неудобства при работе. Приходится наклоняться и каждый раз поднимать его снизу. От уровня груди толкать гораздо удобнее, что особенно значимо при больших объемах работы.
Подъемное прижимное устройство это набор пружин от головки блока легкового автомобиля, вместе с шайбами, кольцами, чтобы отцентрировать все это устройство на резьбовой шпильки. Она не только прижимает прижимную планку, но и поднимает ее в то положение, когда верхняя гайка барашка отжата на нужный уровень подъема. Если вы оставляете гайку барашка, то планка поднимается и находится на некоторой высоте. Петли – шарниры это обычные гаражные шарниры. Шарнир должен встать в канавку до самой своей оси. Ось должна возвышаться от основания не более чем на 2 миллиметра. Уровень прижима регулируется барашком, который затягивается на шпильке, прижимая планку к листу железа. Под барашком находится гайка, к которой приварена проволока на 6 мм, образующая рычаг.
Указанная форма рычага выверена большим количеством выполненных работ с его помощью. На шпильку одевается большая гайка, которая свободная, не по резьбе. Далее одевается шайба от головки блока. Ни в коем случае не следует ставить мелкой резьбой наверх. Нужно учесть, что если сделать рычаг отходящим от гайки горизонтально, то он будет мешать работать с некоторыми видами заготовок. Поэтому лучше сделать форму, показанную на видео. Если сделать маховик с двумя ручками, как показано на некоторых чертежах, кто такая форма будет мешать заправлять заготовку и вынимать ее.
Длина шпильки должно быть выверена. Необходимо сделать так, чтобы резьба полностью умещалась при отвернутом барашке в верхнее максимальное положение. Чтобы в прижимную планку могли войти пальцы и ладони хотя бы до половины. Какой высоты уровень подъема прижимной планки необходим.
Чертежи листогиба
Можно ли с помощью листогиба сделать коробку?
Предположим, имеется обрезок оцинковки, из которого и нужно сделать коробочку. Скептики считают, что это не под силам на данном приспособлении. Однако, это не так, если использовать данную модель. Причем, при её максимальной длине, равной ширине рабочего станка. А высота бортов практически не ограничивается совершенно ничем.
Сначала посмотрите на видео, как будет происходить весь процесс. Далее мастер объясняет теорию этого для больших коробок.
Самое главное, правильно сделать разметку будущего изделия. Будем считать, что условно нам нужна коробочка с бортами в 5 сантиметров.
Для этого мы должны отложить на 5 сантиметров от каждого угла. Когда уже метки готовы, мы соединяем их с ранее отмеченными метками для того, чтобы проще было и точнее сделать необходимые на надрезы и не вырезать всё, а немного оставить для того, чтобы загнуть, заклепать или точечной сваркой заварить.
Когда разметка готова, нам необходимо сделать разрезы. Так как всё будет сделано на электроконтактной сварке, целесообразно оставить выпуски. То есть мастер оставляет предположительные линии реза. Выделенные части останутся на заготовке, то есть они не уйдут в отходы. А заштрихованные части пойдут в отход.
Еще пример разработки
Самодельный листогиб сделан из черного металла. Основание – швеллер на 12, к нему приварен шарнир, труба на 16. В гибочную валку врезан прут. Все это было приварено. Рычаг сделан усиленной конструкции. Гибочная балка сделана из 75 уголка. Половина полки обрезана. Прижимная балка выполнена из 75 уголка и усилена с одной стороны 50-м. Сделан дополнительный упор, так как балка посередине выгибалась. По краям проушина из 75 уголка, болт, пружины от клапанов. Сделан примитивный эксцентрик.
Самодельный профилегиб за 2000 рублей: детали, конструктив, размеры и необходимые инструменты
Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение. Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать профилегиб своими руками, мастер задаёт себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?
Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin008.
А это пример работ, выполненных профилегибом.


А это видео, где показана работа этого самодельного трубогиба для профильной трубы.
Если вас заинтересовал самодельный станок для гибки труб Pin008, то для его изготовления вам понадобятся:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
- болгарка;
- мощная дрель;
- сварочный инвертор.
Далее мы расскажем, как из этих деталей собрать самодельный профилегиб.
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
- Прикинул размеры профилегиба.


- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.



- Примерил детали.

- Собрал корпус гибочного станка из швеллера.



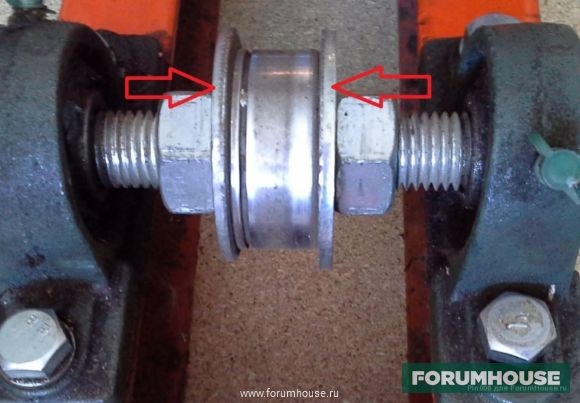
- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.





- Этапы изготовления нажимного ролика.

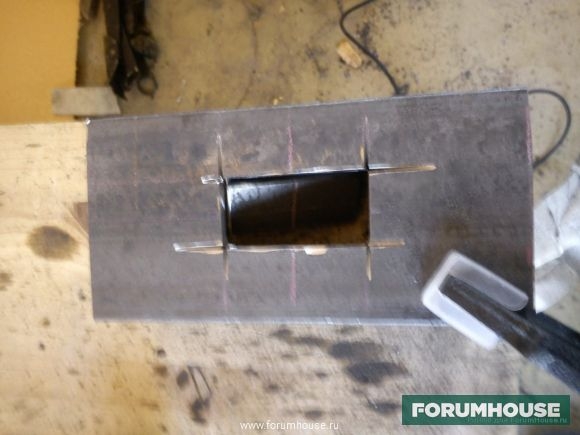


- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.


На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.
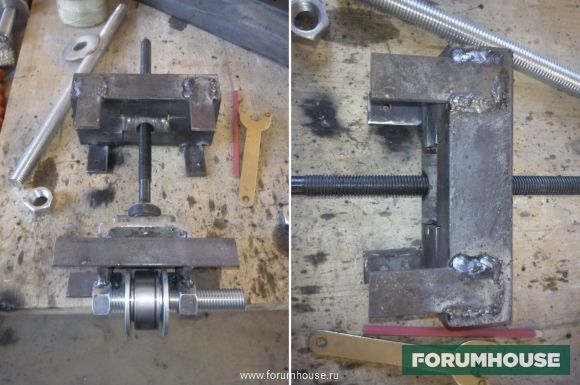

Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.



Конструкция в сборе.


Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.



Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.

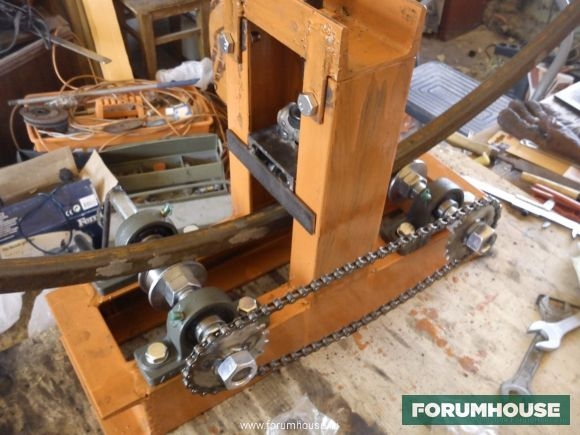


Т.к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.

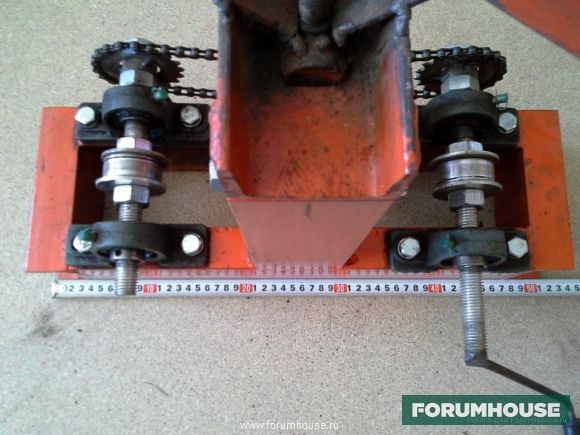



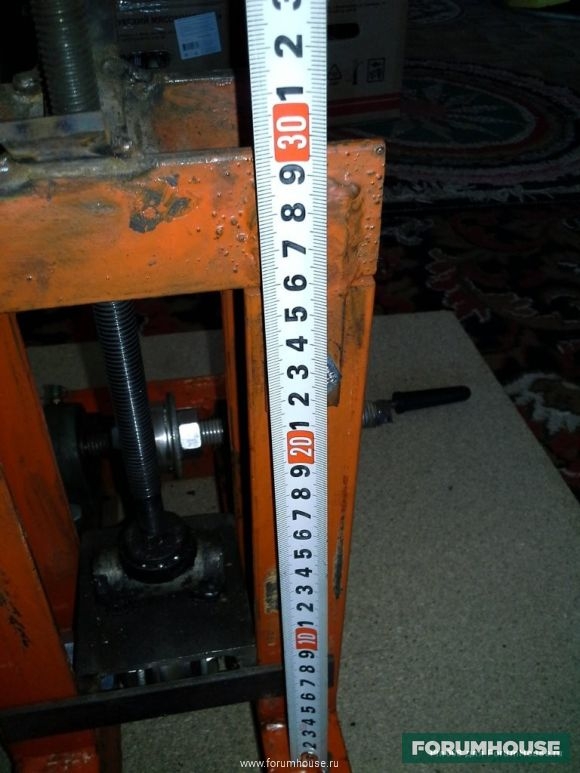

Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.

При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
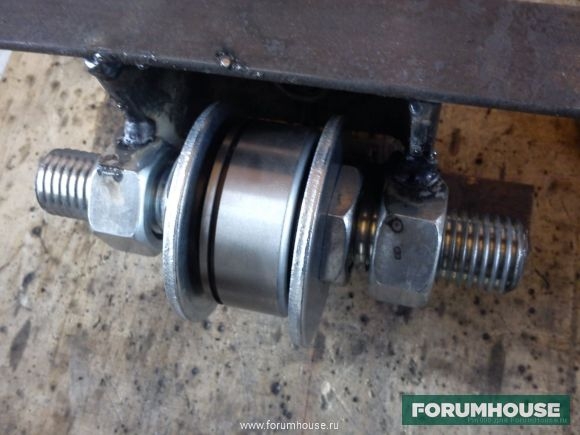
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
А нажимной подшипник он взял бы большей ширины.

Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.

Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
Советуем прочитать статьи:
- Самодельные козлы для распиливания дров и дровокол: чертежи, конструктив, опыт использования
- Ручной станок для гибки арматуры своими руками — самые дешевые и простые варианты самодельных арматурогибов
- Помощники в работе по металлу для домашней мастерской: циркулярная пила по металлу, дисковый отрезной станок, как распилить металл лобзиком

