

Медно фосфорный припой для пайки меди
Медно-фосфорный припой


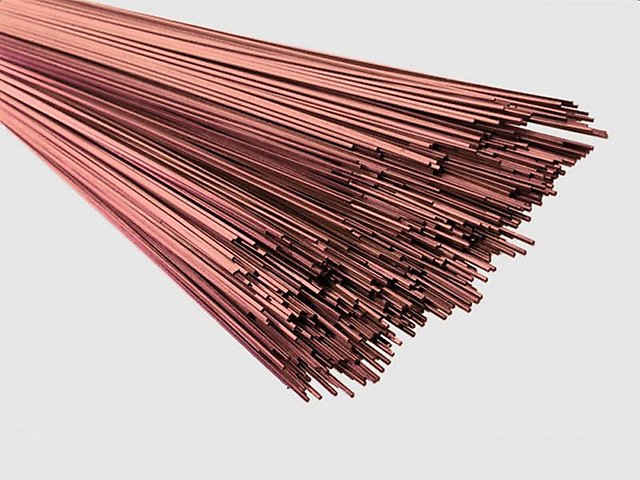
Всем известно, что медь достаточно легко поддается процессу пайки. Это утверждение верное только в том случае, если в работе с данным материалом подбирается правильный расходный материал и технология всего процесса. Наиболее популярным присадочным материалом для сварки меди на промышленном уровне является медно-фосфорный припой. Его основное назначение заключается в использовании в процессе пайки медных, латунных, бронзовых деталей. Также его без проблем можно использовать практически со всеми сплавами вышеописанных металлов.

Как ни странно не смотря на то, что в наименовании присадочного материала упоминаются два химических элемента, его состав состоит их трех. Последним является серебро. Благодаря его присутствию в составе, данную модификацию присадочного материала можно применять в холодильной отрасли промышленности, также из-за невысокой температурной отметки, при достижении которой вещество начинает подвергаться процессу плавления, его можно использовать в процессе пайки медных труб.
Данный материал обладает повышенным свойством текучести, это позволяет значительно поднять качество итогового результата соединения. Благодаря данному свойству материал способен проникать даже в мельчайшие трещинки, соответственно, полностью заполнять рабочее пространство. Высокий уровень текучести вещества позволяет значительно повысить уровень прочности готового соединения, также у изделия появляется способность к сопротивлению процессам коррозии и эрозии.
Из-за присутствия в химическом составе расходного материала фосфора, работа с ним не требует использование дополнительного флюса. Этот химический элемент обладает свойствами, которые без проблем могут играть роль флюса в процессе пайки.
Чаще всего припой данного типа используют в холодильной промышленности во время ремонта и монтажа оборудования. Помимо этого его можно использовать в работе с изделиями, чья рабочая деятельность напрямую связана с небольшими вибрациями и механическими воздействиями. Если в химическом составе материала доля серебра понижается, то итоговый результата значительно повышает уровень свойства пластичности материала.
В случае если предстоит работать с деталями обделенными свойством термостойкости, то перед началом паяльных манипуляций их нужно предварительно охладить. Выполнения данной процедуры позволяет минимизировать шанс критического перегрева материала, который может негативно сказаться на его целостности.
Не смотря на наличие фосфора в составе, особенно при работе с бронзовыми и латунными изделиями, нужно использовать дополнительный флюс. Он не позволит образовываться окислительной пленке на рабочей поверхности изделия. Если же работать предстоит исключительно с медными деталями, то в применении флюса нет нужды.
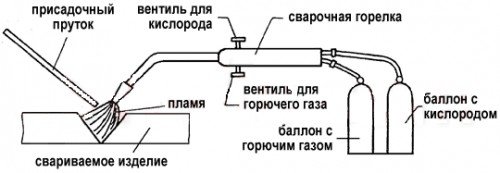
Медно-фосфорный припой не рекомендуется применять для паяльных работ со сталью. Из-за наличия фосфора в составе по краям соединения будут образовываться фосфориты, которые нарушат герметичность соединения. Также стоит отметить, что не стоит использовать припой данной модели во время работы со сплавами, содержание никеля в химическом составе которых превышает десять процентов. Процесс пайки выполняется с помощью классической газовой горелки. В нашем государстве данный припой производится в строгом соответствии с государственными стандартами.
Наиболее популярные модели медно-фосфорного припоя
На рынке присутствует множество моделей данного вида припоя от разнообразных производителей и брендов. Стоит остановить внимание и рассмотреть поподробнее самые популярные из них.
1. Felder CuP6 – чаще всего данный припой от немецкого производителя используется в работе с кондиционерами, системами вентиляции, трубопроводами и газопроводами. В специализированных торговых точках можно найти данное вещество в двух формах: пруты или гранулы. Материал начинает подвергаться плавлению при достижении температурной отметки в 300 градусов по Цельсию.
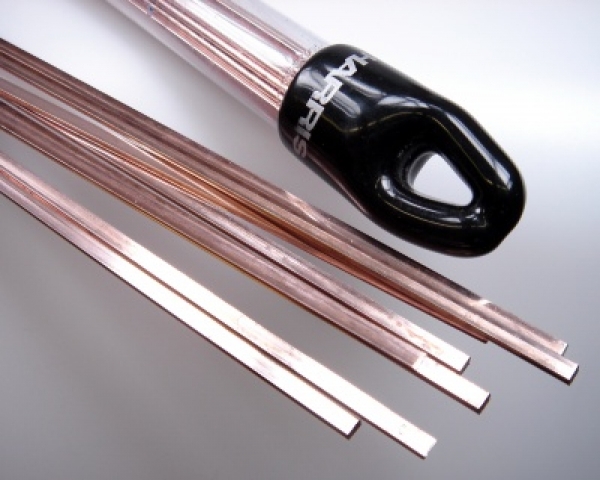
2. Harris 0 – основным назначением данной модели работа с медными деталями. В химическом составе вещества отсутствует серебро. Материал начинает подвергаться плавлению при достижении температурной отметки в 755 градусов по Цельсию. Состав вещества состоит из двух компонентов и выглядит следующим образов (значения указаны в процентном соотношении):
3. Castolin rb-5246 – твердая версия припоя от популярного немецкого бренда. Отличается своим высоким уровнем свойства смачиваемости, что позволяет добиваться практически идеально гладкого итогового результата соединения. Рабочая деятельность спаянного изделия может осуществляться при температурах до 150 градусов по Цельсию. Плавиться припой начинает при нагреве от 715 градусов по Цельсию.
4. Ф2 – отечественная модель медно-фосфорного припоя универсального типа. Достаточно твердая структура присадочного материала, позволяет создавать соединения с относительно хорошими физическими свойствами и механическими характеристиками. Также стоит отметить достаточно хорошую текучесть материала в расплавленном состоянии.
5. ПМФ 7 – еще одна модель припоя от отечественного производителя с семипроцентным содержанием флюса в составе. Благодаря достаточно высокой текучести с помощью данного расходного материала можно создать прочное и плотное соединение. В работе со всеми металлами и сплавами, за исключением меди, требуется применять дополнительный флюс для повышения качества итогового результата. Нельзя использовать вещество в работе со всеми видами сталей и чугуна. Припой начинает подвергаться процессу плавления при достижении температурной отметки примерно в 750 градусов по Цельсию.
Физические и химические свойства материала
Присадочный материал для пайки, в основе химического состава которого лежат медь и фосфор, получает все свои свойства именно благодаря наличию того или иного дополнительного элемента в составе. Чаще всего в специализированных магазинах можно найти модели предназначения для пайки меди, бронзы и латуни. Соответственно химический состав максимально приближен к составу материала, для которого предназначен припой.
Если рассматривать в общем, то практически все модели абсолютно от всех брендов обладают достаточно высоким уровнем смачиваемости. Благодаря этому удается значительно повысить контакт с рабочей поверхностью изделия, следовательно, улучшить качество итогового результата соединения.
Определенные модели могут начинать плавиться только при достижении температурной отметки в 800 градусов по Цельсию, что достаточно повышает опасность проводимых работ, однако позволяет добиться максимально возможной прочности соединения. Большинство моделей обладают свойством защиты от влияния коррозии и эрозии. Также можно найти модели с содержанием флюса в составе, что убирает необходимость его использования.
Характеристики нескольких популярных моделей
Для того чтобы понять примерные технические характеристики медно-фосфорных припоев, можно рассмотреть химический состав и свойства нескольких популярных отечественных моделей.
1. ПМФ102 – данная модель начинает подвергаться плавлению при достижении температурной отметки в 645 градусов по Цельсию. Вещество начинает хорошо растекаться по рабочей поверхности при температуре в 820 градусов по Цельсию. Процентное соотношение химических элементов в составе выглядит следующим образом:
2. ПМФ105 – этот припой можно расплавить при влиянии температуры равной 630 градусам по Цельсию. При достижении 780 градусов вещество начинает отлично растекаться по рабочей поверхности. Соотношение химическим элементов в составе выглядит так:
3. ПМФ115 – присадочный материал для пайки, который начинает плавиться при нагреве свыше 650 градусов по Цельсию. Оптимальная температура растекания равна 800 градусам по Цельсию. Соотношение химических элементов в составе таково:
Как выбрать?
Если вы хотите приобрести медно-фосфорный присадочный материал для пайки, то в первую очередь нужно определиться с его конкретным химическим составом. В основном выбор осуществляется между двумя обширными группами, которые отличаются друг от друга наличием серебра в составе.

Варианты с серебром позволяют добиться более высокой прочность для итогового результата соединения, нежели модели без него. Также модели с серебром нужно использовать, если рабочая деятельность изделия осуществляется при отрицательной температуре воздуха. Для этого требуется приобретать припой с содержанием серебра не менее пятнадцати процентов. Однако существует одна особенность. При повышении процентного содержание серебра в составе вещества, снижается пластичность соединения. Следовательно, если деталь требует постоянных изгибов в работе, то паять ее нужно с применением припоя с процентным содержанием серебра меньше двух.
Существует закономерность, которая гласит, что чем меньше толщина металла, тем меньше должна быть температура плавления присадочного материала. Помимо этого низкая температура плавления значительно увеличивает способность материала ровно растекаться по рабочей поверхности. Стоит отметить, что некоторые модели имеют одноименные флюсы, при их совместном применении удается достичь высокого качества соединения.
Припой для пайки меди
Соединение меди, представляет собой сложный технологический процесс, который позволяет выполнять неразъемное соединение.
Развитие загородного домостроения привело к тому, что в инженерных сетях все используют трубы, выполненные из цветных металлов и их сплавов. Для того, что бы трубопроводная система работала бесперебойно, а главное безопасно необходимо обеспечить качественное соединение между элементами трубопроводной арматуры. Такие соединения выполняют с применением пайки.

Какой припой выбрать
Пайку труб из меди могут выполнять с помощью двух видов — мягкого или твердого. Температура первого расплава составляет 425 °C, рабочая температура второго составляет от 460 до 560 °С. Для осуществления пайки применяют газовую горелку.
Тип сплава применяют исходя из соотношения меди и других веществ, которые входят в его состав. Если, в состав средства для пайки деталей входит серебро, то такой сплав называют серебряным. Кстати, чем его больше, тем меньше температура его плавления. Кроме этого, наличие большого объема этого металла обеспечивает высокую смачиваемость и обтекание место пайки.
Другой тип смеси работы с медным материалом, который широко применяют для пайки меди это медно-фосфорный. Но, температура его плавления много выше, а такой параметр как смачиваемость, также уступает серебряным смесям.

Пайка медных труб горелкой
Их применяют при производстве холодильной техники, которая применяется и в пищевой промышленности.
Выполняя пайку меди медно-фосфорным припоем, и его аналогами использование флюса не требуется. Для пайки медных деталей с латунными флюс необходим. При их использовании образуется капиллярный зазор с размером от 0,025 до 0,15 мм. Аналогичный зазор при использовании таких припоев составляет от 0 до 0,15 мм
Медно фосфорные
Соединение деталей из меди может производиться медно-фосфорным припоем в состав, которого входит серебро. Его доля может достигать 15%. Такой сплав применяют для работы с холодильным оборудованием.
Рабочая температура медно-фосфорных припоев не очень высока. Вещества этого класса обладают достаточной текучестью. Кстати, при работе, с использованием этого припоя нет необходимости в применении каких-либо флюсов. Это связано с тем в его состав входит фосфор. Именно фосфор защищает зону обработки стыка от воздействия атмосферы.

Припой медно-фосфорный Castolin
Швы, образующиеся в ходе работы, отличаются прочностью. Именно это и определило его использование для работы с холодильным оборудованием, содержащие в своем составе детали из меди. Все дело в том, что при его работе постоянно существует вибрация, в таких условиях прочность шва не будет лишней.
При соединении медных компонентов трубопроводной арматуры необходимо выполнять охлаждение элементов узла, которые обладают слабой стойкостью к перегреву. В процессе работы рабочую зону можно обдувать сухим азотом. Для этого требуется эксплуатация специального оборудования. Защита сухим азотом позволяет защитить шов от окалины.
Припои этого типа недопустимы для работы со сталью. Дело в наличии фосфора, который способствует образованию пленки.
Трехкомпонентный состав, в который входит 2% серебра носит марку 102. Сфера применения этого припоя монтаж, обслуживание холодильных комплексов, которые не подвержены вибрации.

Припой медно-фосфорный Ag 2%
Марка 105 содержит 5% благородного металла. Он пластичен и у него медленное растекание. Вследствие этого у него имеется возможность заполнять зазоры определенного размера. Эта марка способна выдерживать незначительные нагрузки вибрационного или ударного характера.
Марка 115, содержит в своем составе 15% серебра. Из-за этого он обладает высокой пластичностью. Шов, полученный с его помощью способен выдерживать умеренные вибрационные или ударные нагрузки, возникающие во время работы холодильных установок.
Серебряные припои
Серебро – этот благородный металл, в чистом виде обладает хорошей пластичностью. Температура плавления довольно высока (962 °С). Это делает нецелесообразным применение чистого серебра в качестве сырья для стыковки деталей нецелесообразно.
Но если в серебро внести некоторые вещества, таких, как – железо, висмут и пр., то такую композицию можно использовать для создания неразъемных стыков.
Серебряные материалы хорошо плавятся того, когда его объем уменьшается. Это снижение приводит к снижению затрат на энергию и время на выполнение сборки заготовок из меди.

Серебряный припой для пайки меди, Ag 20%
Серебряные материалы хорошо обволакивают соединяемые детали, и это способствует получению швов необходимого качества. Швы, полученные с применением этих средств не подвержены окислению, и хорошо переносят различного рода механические и вибрационные нагрузки.
Сплав, содержащий этот благородный материал, применяют для работы со многими сплавами меди. Все эти сплавы различаются по соотношению компонентов, наличию легирующих добавок.
Содержание серебра
Состав всех применяемых для стыковки деталей серебряных сплавов регламентирует ГОСТ. Маркировка этих материалов начинается с буквенного сочетания ПСр. А ним следуют числа, которые показывают процентный объем серебра в сплаве.
Скачать ГОСТ 19738-74
Практическое применение серебряных припоев
Сплавы, которые содержать большое количество серебра, (50-72%) обладают низким удельным сопротивлением. Их применяют для создания стыков с большой электрической проводимостью.
Средства для соединения деталей, содержащие этот благородный металл в небольших количествах 40-62%, применяют для создания швов, которые не будут подвергаться сильному нагреву.
Припои для меди с низким содержанием серебра (10-15%) нашли свое применение в машиностроительной отрасли.
Особенности серебряных тинолей
Сплавы с содержанием серебра отличаются невысокой температурой плавления и хорошим смачиванием. Этот материал в расплавленном состоянии заполняет все пустоты и поры. При этом швы получаются высокого качества. Средства для стыковки медных труб нашли свое применение при производстве и обслуживаниихолодильных машин.
Пайка твердым тинолем
Твердые средства для пайки используют для капиллярной стыковки и соединения трубопроводной арматуры, которая используется для подачи воды.

Пример пайки припоем серебро 1%
При пайке медных труб используют специальную пасту, газ, вспомогательные инструменты и технологическое оснащение.
При соединении медных деталей твердым припоем необходимо соблюдать все необходимые меры безопасности.
Как паять трубы
Для соединения труб, выполненных из меди и ее сплавов, необходимо использовать определенные материалы и инструменты.
Так, для выполнения работ, потребуется:
- устройство для резки труб из меди;
- газовую горелку;
- состав для пайки медных труб;
- флюс.
Процесс пайки выглядит следующим образом:
- Зачищают обрабатываемый участок.
- Вручную устанавливают фитинг, для этой операции может потребоваться специальный инструмент.
- Используя газовый нагревательный инструмент осуществить нагрев обрабатываемое место до того момента пока не произойдет изменение цвета поверхности.
- На разогретое место укладывают состав для пайки медных труб.
Применение припоя для пайки меди

Медь, латунь и алюминий – знаменитая и самая сложная тройка для сварки и любых других металлических работ. Выбор способа их соединения всегда склоняется не в пользу сварки. Самое оптимальное решение – это, конечно, пайка.
Ее надежность и качество будут зависеть от расходных материалов, которые должны соответствовать определённым требованиям.
В дополнение к этом не будем забывать, что качественные материалы не бывают дешевыми, так что будем готовиться к определённым затратам как денег, так и других ресурсов в виде усилий, времени и мастерства.
Как проходит пайка сложных металлов?
Не так уж она и отличается от соединения других металлов по своей технологии. Например, наш процесс – пайка меди и стали. Мы никуда не денемся от тщательной очистки поверхности от главного врага хороших швов – окисной пленки. Мы будем использовать флюсовую смесь для улучшения процесса пайки.

Между заготовками не забудем оставить зазор адекватно ширины – примерно 0,5 мм. Разогрев металлов нужно проводить также, без каких-либо новых нюансов. При достижении рабочего температурного уровня припой соединяем с деталями.
Затем конструкцию оставлять остывать максимально естественным образом. Вуаля, никаких новостей и секретов хозяйки медной горы. Где технологические нюансы, и о чем статья?
Нюанс, конечно, есть. Имя ему – припой для пайки меди. Все дело в его качестве и природе. Он великолепно подходит для работы как с медными заготовками, так и деталями из ее самых разнообразных сплавов, в которых партнерами выступают железо, никель, фосфор, олово, марганец и другие.
Все многочисленные варианты сплавов и их применения изложены в ГОСТе 52955 – 2008. Если в таких сплавах имеют место окислы, они без проблем убираются – в этом случае проблем при пайке медным припоем практически нет.
Если же «партнерские» металлы имеют свойства образовывать оксиды, с которыми флюсы для пайки меди справляются с трудом или вообще не справляются, то могут возникнуть проблемы.
Если говорить о типе соединений, то в пайке медных труб чаще всего применяется нахлесточный вид шва с шириной нахлеста не меньше 5-ти мм. Это не самый эстетичный вариант металлических соединений, но зато самый прочный и долговечный.
К счастью, в пайке можно формировать швы любой толщины без потреб качества, что никак не получится при сварке с помощью электрода. В зазор между заготовками медно фосфорный припой отлично втягивается, чтобы заполнить все возможные ниши и промежутки с образованием отличной герметичности соединения.
Технологические советы и замечания
Они касаются пайки меди со сталью и другими добавочными металлами:
- Обязательное требование к припою по меди – это его хорошо расплавленное состояние. Это необходимо для полноценного заполнения пространства между соединяемыми поверхностями.
- Смесь должна растечься по абсолютно всей поверхности, следить за этим неукоснительно.
- Флюс используется для удаления оксидной пленки и любых других видов грязи.
- Стоимость данных смесей находится в очень широком диапазоне, это объясняется различными составами и техническими характеристиками их сплавов.
Преимущества пайки
Соединение металлов методом пайки – очень популярная технология.
Этому есть серьезные причины:
- Пайка не деформирует детали во время процесса, их форма остается первоначальной.
- Не приходится иметь дела с явлениями коробления и какого-либо внутреннего напряжения.
- Прочность и герметичность сформированного шва.
- Независимость данной технологии и качества швов от различных температурных режимов, включая значительное нагревание.
- Возможность соединения металла с неметаллическими материалами.
- Нетрудное разъединение швов.
Классификация припоев
Припои подразделяются ровно на две категории по следующим параметрам:
- по химическому составу сплава, к примеру, фосфорный припой;
- по высоте температуры плавления;
Логично будет рассматривать виды припоев с точки зрения физических свойств получаемого паяного состава. Главный фактор – характеристики металла и сплава – компаньона.
По этому критерию виды различаются следующим образом:
Низкотемпературный или мягкий вид припоя
Всего 450°С – вот предельно допустимый уровень для температуры плавления в данном виде. Эта особенность сказывается на прочности шва соединения, но не самым критическим образом: она немного ниже, чем у твердых припоев.
Внутри этого вида также есть свои подвиды исходя из химического состава:
- свинцовые и без свинца;
- свинцово-оловянные сплавы;
- специального назначения и с легким плавлением.

Оловянно-медные припои состоят на 97% из олова и лишь на 3% из меди. Это очень популярная смесь, да и стоит она совсем недорого.
Оловянно-серебряные припои по своим свойствам прочнее предыдущих, это самые популярные смеси при пайке отопительных систем. Их долевой состав почти такой же: 95% – олово и 5% – серебро.
Маркировка составов для пайки простая и понятная. Возьмем, к примеру, марки ПОС-18, ПОС-30 и так далее. Цифры обозначают процентное содержание в смеси олова. Смесь ПОС-61 – самый подходящий вариант для работы с медью и латунью, а ПОС-30 универсальнее: помимо меди и латуни, он годится для пайки стальных сплавов и железа.
Высокотемпературный или твердый вид припоя
Понятно, что здесь уровень температуры плавления много выше, которая достигает иногда 800°С. Это придает больше прочности швам, она выше, чем при использовании «мягких» припоев.
По химическому составу твердые сплавы разделяются:
- медно-цинковые;
- медно-фосфорные припои;
- чисто медные, без примесей.
Это необходимо из-за риска повредить структуру детали из-за основного металла в медных, к примеру, трубках с тонкими стенками.
Твердые марки используются там, где нужны соединения попрочнее. В их составе – сплавы твердой пайки марок BCuP, Bag и пр. Именно от долевого состава разных элементов зависит качество и надежность соединения.
Припои твердого типа делятся на:
Медно-цинковые сплавы относятся к достаточно редким, они прекрасно заменяются другими смесями, содержащими бронзу, латунь или цинк.

Медно фосфорный припой обладает теми же свойствами и функциями, как и дорогой вариант смеси из чистого серебра для пайки заготовок из бронзы, латуни и пр.
Маркировки здесь немного другие: ПМЦ-36, где буква «П» обозначает «припой», «МЦ» – слова «медно – цинковый», а цифра 36 – процентную доля меди в этом составе.
По критериям универсальности и экономической доступности на первом месте, конечно, медно фосфорные припои. Они применяются в самых разных типах работ, хотя и обладает определенным недостатком. Это недостаточная прочность соединения в условиях низких температур.
Самые крепкие и долговечные соединения получаются при использовании специальных многокомпонентных смесей. Такую же прочность дают и медно-цинковые припои. Самым распространенным составом является такой: 92% – медь, 2% – серебро, 6% – фосфор.
При работе с твердыми марками обязательно применение флюсовых смесей. Вид флюса и его объем нужно подобрать правильно, исходя из технических характеристик.
Следует отметить, что даже небольшие отклонения от стандартов технологии могут привести к серьезным ситуациям вплоть до аварий.
Пара слов о флюсах
Чаще всего применяют следующие флюсовые составы:
- Специальный флюс для работы с алюминием, в котором главным элементом является олово с дополнениями из цинка, кадмия и буры. У цинка и кадмия в этой смеси особая функция: они повышают силу диффузии.
- Так называемая паста – флюс для пайки медных изделий. Это та же флюсовая смесь, только по консистенции она гуще обычных флюсов. Особенности паст-флюсов – их способность усиливать адгезию соединения и минимизирует формирование пузырьков из воздуха.
С алюминием часто работают как в промышленности, так и в домашних условиях. В составе припоя для пайки алюминия обязательно должны присутствовать кремний, цинк, медь и серебро. Сплавы должны быть высокотемпературными.
Как выбирать припой для меди?
Один из самых главных критериев – это уровень температуры плавления. Чем выше этот уровень, тем выше риск повреждения детали из основного металла. Многое будет зависеть от толщины стенки медной трубы.
Если эта стенка толстая, прожечь ее трудно и, следовательно, риск повреждений ниже. В этом случае вполне приемлемо использование твердого типа для меди, у которого достаточно высокий уровень температуры плавления.
Для пайки пищевой меди существуют специальные сплавы, в которых отсутствуют какие-либо токсичные вещества или ядовитые элементы.
Медно-фосфорный припой
Считается, что медь очень хорошо поддается спаиванию. Это действительно так, если правильно подобрать расходные материалы и соблюдать технологию. Одним из основных таких материалов, которые активно применяются в промышленности и в частной сфере является припой медно-фосфорный. Он специально был разработан для спаивания меди, бронзы и латуни, а также различных их комбинаций. Несмотря на то, что в названии имеется всего два элемента, на самом деле это трехкомпонентный материал. В нем содержится еще серебро, которого здесь имеется целых 15%. Это помогает использовать технику в холодильной промышленности. Материал можно использовать как припой для пайки медных труб. Он обладает относительно низкой температурой плавления.

Меднофосфорный припой обладает повышенной текучестью, что помогает установить хорошие молекулярные связи с основным металлом, а также проникнуть во все глубины и трещины, что улучшит контакт. Благодаря этому, паяный шов отличается достаточно высокой прочностью и при этом отлично сопротивляется образованию коррозии. Припой медно-фосфорный обладает такой особенностью, что для его работы не нужен дополнительный флюс, так как в его составе имеется фосфор, который и выполняет все необходимые функции. Данный материал широко применяется при ремонте и монтаже холодильного оборудования. Также его применяют для изделий, которые подвергаются небольшим вибрационным нагрузкам и легким механическим ударам. Если в определенной марке имеется пониженное содержание серебра, или же оно вовсе отсутствует, то повышается пластичность готового шва.

Пайка медно-фосфорным припоем
Когда проводится пайка элементов, в которых имеются не термостойкие детали, к примеру, смотровые стекла, клапаны, ТРВ и прочее, то их следует предварительно охладить, чтобы не допустить критичного перегрева. Когда проводится пайка бронзы и латуни меднофосфористым припоем, то желательно все же применять флюс, чтобы они не покрывались окислительной пленкой, которая будет мешать растеканию и смачиванию расходного материала. В то же время, когда речь идет о меди и ее соединениях, то припой является самофлюсующимся. Не стоит применять данный материал для спаивания стали, так как по границе шва будет образовываться хрупкая пленка из фосфоритов. Ее наличие ставит под угрозу герметичность соединения. Также нежелательно использовать припой медно-фосфорный для тех цветных металлов, в составе которых содержится никель в соотношении выше 10%. Сам процесс может происходить при помощи стандартной горелки, которая бы смогла разогревать рабочие области до требуемой температуры. Материалы производятся согласно ГОСТ 16882.2-71.
Разновидности 

Припой медно-фосфорный Felder CuP6 чаще всего используется для работы с трубами в кондиционерах, системах охлаждения, водоснабжения и газообеспечения. Диаметр труб должен превышать 28х1,5 мм. Выпускается в виде прутков порошка или гранул. Температура плавления данного материала составляет 300 градусов Цельсия. Производится эта марка в Германии.

Припой Felder CuP6
Harris 0 – без флюсовый припой, который предназначен для спаивания меди. Выпускается в прутках и не содержит серебра. В нем имеется 93% меди и 7% фосфора. Средняя температура плавления достигает 755 градусов Цельсия. Длина прутка составляет 0,5 метра, а вес – 17 грамм. Сечение здесь прямоугольное при размерах 3,2х1,3 мм.

Медно-фосфорный припой harris
Припой медно фосфорный из Германии Castolin rb-5246 относится к твердым разновидностям. Он имеет высокий уровень смачивания и обладает хорошими капиллярными свойствами. С его помощью швы получаются плотные и гладкие, также они не имеют брака в виде пор. Температура эксплуатации швов составляет до 150 градусов Цельсия. Температура плавления может быть от 715 до 805 градусов. Плотность материала составляет 8 г/см кубический, а пластичность до 4%. Используется для капиллярный пайки меди, латуни и бронзы, что требуется в сантехнике, нагревательном оборудовании и прочих местах. Прутки выпускаются длиной 0,5 метра и диаметром в 2 мм.

Припой Castolin rb-5246
Медно-фосфорный припой для пайки меди Ф2 обладает высокой механической прочностью, нормальной работоспособностью при низких и высоких температурах. Имеет отличные качества теплопроводности и электропроводности. Когда достигает температуры пайки, у состава появляется высокая текучесть и смачивание основного металла. Прочность спаянного шва составляет 10 кг/мм квадратный.

Высокотемпературный припой ПМФ 7, в котором содержание флюса составляет 7%. Высокая текучесть материала позволяет создавать плотное соединение со сложной структурой металла. Этот материал не требует дополнительного применения различных флюсов при работе только с медью, а при соединении других металлов требуется применение борсодержащего флюса. Марка не подходит для чугуна и различного рода сталей, так как тут образуются фосфиды железа в шве, которые разрушают его целостность, не говоря уже о критической потере пластичности и увеличению хрупкости материала. В среднем, температура плавления составляет 750 градусов Цельсия.

Физико-химические свойства
Медно-фосфористый припой ЦП 6, как и другие марки, получает свои свойства благодаря уникальному составу, который разработается для тех или иных процедур. Исходя из наличия тех или иных химических элементов, а также их соотношения, материал получается приближенным к свойствам меди, бронзы или латуни, с которыми идет работа, но при этом обладает более низкой температурой плавления, что позволяет сохранить свойства основного металла. В целом, практически все марки обладают повышенной смачиваемостью, что улучшает контакт с заготовкой. Именно это и дает отличные показатели для соединения меди. Помимо этого они обладают большой степенью проникновения, образуя прочные молекулярные связи. Некоторые из марок имеют достаточно опасную температуру плавления более 800 градусов. Это может повлиять на свойство металла, но создает крепкое соединение, которое может конкурировать с ручной дуговой сваркой. Практически все припои обладают антикоррозийными свойствами. Часто встречается припой медно фосфорный с флюсом, который считается одним из лучших вариантов для меди.

