

Недостаток литья в оболочковые формы
Литье в оболочковые формы;
Литьё в оболочковые формы — способ получения фасонных отливок из металлических сплавов в формах, состоящих из смеси песчаных зёрен (обычно кварцевых) и синтетического порошка (обычно фенолоформальдегидной смолы и пульвер-бакелита). Предпочтительно применение плакированных песчаных зёрен (покрытых слоем синтетической смолы).
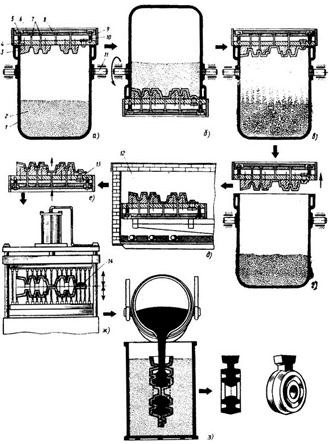
Оболочковую форму получают одним из двух методов. Смесь насыпают на металлическую модель, нагретую до 300 C, выдерживают в течение нескольких десятков секунд до образования тонкого упрочнённого слоя, избыток смеси удаляют. При использовании плакированной смеси её вдувают в зазор между нагретой моделью и наружной контурной плитой. В обоих случаях необходимо доупрочнение оболочки в печи (при температуре до 600-700 C) на модели. Полученные оболочковые полуформы скрепляют, и в них заливают жидкий сплав. Во избежание деформации форм под действием заливаемого сплава перед заливкой их помещают в металлический кожух, а пространство между его стенками и формой заполняют металлической дробью, наличие которой воздействует также на температурный режим охлаждающейся отливки.
Этим способом изготавливают различные отливки массой до 25 кг. Преимуществами способа являются значительные повышение производительности по сравнению с изготовлением отливок литьём в песчаные формы, управление тепловым режимом охлаждения отливки и возможность механизировать процесс. передовым технологическим способам литья, позволяющим изготовлять наиболее точные отливки с минимальной механической обработкой, с уменьшением расхода металла на стружку относиться литье в оболочковой форме.
Литье в оболочковые формы – это способ получения отливок свободной заливкой расплава в оболочковые формы из термореактивных смесей.
Оболочковые формы отличаются высоким комплексом технологических свойств: достаточной прочностью, газопроницаемостью, податливостью, негигроскопичностью. По сравнению с отливками, полученными в песчаных формах, детали, отлитые в оболочковые формы, имеют в 1,5 раза меньший припуск на механическую обработку.
Материалом для оболочковых форм, заливаемых, чугуном или цветными металлами и сплавами, служит мелкозернистый кварцевый песок с 10% бакелитовой смолы. С целью улучшения поверхности стальных отливок иногда применяют хромистый железняк, хромомагнезит, магнезит и другие добавки, повышающие огнеупорность, но удорожающие стоимость песчано-смоляной смеси.
Замена обычной песчаной формы только оболочкой (коркой) сокращает расход формовочных смесей на 50-90 %, повышает точность размеров и чистоту поверхности отливки, увеличивает съем с квадратного метра производственной площади, снижает стоимость отливки.
Оболочковые формы изготавливают из формовочных песчано-смоляных смесей с термопластичными или термореактивными связующими смолами. Если смола в смеси находится в порошкообразном состоянии, то такую формовочную смесь называют нелакированной, а если зерна песка покрыты сплошной тонкой пленкой смолы, то смесь будет плакированной. Формовочная смесь содержит наполнитель – мелкозернистый кварцевый песок – 100%: связующее – пульвербакелит (фенолформальдегидная смола с добавками уротропина) – 6 – 7%; увлажнитель (керосин, глицерин) – 0,2 – 0,5%; растворитель (ацетон, этиловый спирт) – до 1,5%.
Размягчение введенной в смесь смолы происходит при 70 – 80 °С, а при 100 – 120 °С она уже плавится, покрывая поверхность зерен песка тонкой клейкой пленкой. Последующий нагрев смолы до 200 – 250 °С вызывает ее необратимое затвердевание и, как следствие, существенное повышение прочности и жесткости оболочковой формы. Оболочковые формы получают с помощью нагретых металлических моделей, изготавливаемых из серого чугуна, стали и алюминиевых сплавов. Каждая форма состоит из двух соединенных (путем склеивания пульвербакелитом и жидким клеем или с помощью скоб, струбцин) оболочковых полуформ. Толщины оболочек для мелких и среднего размера отливок колеблются соответственно в пределах 8 – 10 и 12 – 15 мм. Технология изготовления оболочек включает в себя следующие операции;
1. Нагрев модельной оснастки до 200 – 250 °С.
2. Нанесение на рабочую поверхность модельной оснастки (пульверизатором) разделительного состава – быстро затвердевающей силиконовой жидкости, образующей при этом разделительную пленку, которая предотвращает прилипание к оснастке формовочной смеси и тем самым упрощает последующее отделение оболочки от модели.
3. Нанесение песчано-смоляной смеси на модельную оснастку одним из следующих способов; путем свободной засыпки поворотного или стационарного бункера, пескодувным методом, путем свободной засыпки с допрессовкой. Указанные способы изготовления оболочковых форм различаются, по существу, лишь приемами нанесения песчано-смоляной смеси на модельную оснастку.
4. Формирование и отверждение оболочки необходимой толщины. Широко применяется насыпной (бункерный) способ формообразования оболочки, основанный на использовании поворотного бункера, для свободной засыпки формовочной смесью модели вместе с модельной плитой .Бункер наполняют песчано-смоляной смесью. Нагретая и обработанная разделительным составом модельная плита с моделью закрепляется на приемной рамке поворотного бункера. Засыпка модели и модельной плиты смесью осуществляется поворотом бункера на 180°. Для формирования оболочки толщиной 5 – 15 мм плиту выдерживают под смесью в течение 15 – 20 с. При этом смола быстро плавится и затвердевает, образуя полутвердую оболочку. Затем бункер возвращают в исходное положение. С него снимают модельную плиту с налипшей оболочкой и помещают в печь для доотверждения оболочки (режим окончательного отверждения смолы – 300 – 350 °С, 1 – 3 мин).
5. Съем оболочковой полуформы после ее изготовления с модели осуществляется с помощью толкателей
Перед заливкой собранные формы с вертикальной плоскостью разъема (а также формы крупных размеров) помещают в контейнеры и засыпают чугунной дробью. Этим предотвращается коробление и разрушение форм при их заливке расплавом. Небольшие формы с горизонтальной плоскостью разъема устанавливают для заливки на слой песка.
Способом литья в оболочковые формы получают отливки массой от 0,2 до 200 кг практически из любых литейных сплавов. Этим способом изготавливают ребристые мотоциклетные цилиндры, коленчатые валы автомобильных двигателей.
Преимущества способа литья в оболочковые формы: возможность получения тонкостенных отливок сложной формы; гладкая и чистая поверхность отливок; небольшой расход смеси; качественная структура металла за счет повышенной газопроницаемости форм; широкая возможность автоматизации; небольшие допуски на обработку резанием. Недостатки: ограниченный размер отливок (до 1500 мм); высокая стоимость смесей; выделение вредных паров и газов из смесей при изготовлении форм.
Этим способом изготавливают различные отливки массой до 25 кг. Преимуществами способа являются значительные повышение производительности по сравнению с изготовлением отливок литьём в песчаные формы, управление тепловым режимом охлаждения отливки и возможность механизировать процесс. При применении формовочных машин, быстро изготавливающих формы, этот метод позволяет осуществить производство небольших деталей из титана простой формы и достаточно точных размеров. Промышленного применения этот метод пока не нашел.
Область применения литья в оболочковые формы
Литье в оболочковые формы применяется для изготовления сложных тонкостенных отливок из черных и цветных металлов. В оболочковых формах изготавливают сложные тонкостенные отливки массой 0,2…100 кг с толщиной стенки 3…15 мм для приборов, автомобилей, металлорежущих станков – ребристые цилиндры, коленчатые валы и т.д. Способ применяют для стальных и алюминиевых отливок простой конфигурации без внутренних полостей в серийном производстве. Способ обеспечивает получение шероховатости поверхности Rz =80. 40 мкм, и точность – 12. 14 квалитет.
1) Расход формовочной смеси в 8-10 раз меньше, чем при литье в песчаные формы.
2) Твердение смеси непосредственно на модели обеспечивает высокую точность размеров. Применение мелкозернистых песков дает возможность получать формы с чистой и гладкой поверхностью. Припуски составляют 0.5-1.5 мм.
3) Возможность механизации и автоматизации труда.
Несовершенством существующих технологий и оборудования является неудовлетворительная прочность оболочковых форм, нестабильность их качества, длительность технологического цикла, насыщение модельного состава водой, необходимость в наличии дополнительных площадей для проветривания и подсушки форм, повышенный брак литья по сору и неметаллическим включениям, неэффективное использование энергоносителей, высокие затраты на производство и экологическая загрязненность воздушной среды.
Литье в форму
Технология литья в форму, или матрицу, основана на физическом свойстве жидкости затекать в твердые емкости, заполняя все их уголки. После этого жидкость застывает и образует твердую отливку, повторяющую все детали поверхности матрицы.

Методом литья получают самые разнообразные изделия из металлов, для этого их предварительно нагревают, доводя до температуры плавления и перехода в жидкое состояние. Этот способ обработки металлов был освоен человечеством в IV-III тысячелетии до н.э. Температура плавления самых применяемых человеком металлов — от 213 °C у олова до 1538 °C у железа.
Кроме металлов, путем литья получают изделия из различных пластмасс. Их температура плавления намного ниже — в диапазоне 200-300 °C.
Также литьем получают изделия из смесей неметаллических веществ, химически отвердевающих при комнатной температуре — это смолы и пластмассы, гипс и цемент.
Основные виды литья в формы
Виды литья делятся по различным признакам.
По возможности повторного использования различают однократные (песчаные, оболочковые, выплавляемые модели, газифицируемые модели) и многократные формы — кокили, цементные, графитовые и асбестовые. Однократная разбивается, чтобы извлечь изделие. Многократные бывают разборные и неразборные, и обеспечивают повторное литье в форму от десятков до тысяч раз.
Традиционные методы литья, освоенные человечеством еще в древности — в песчаные формы и в кокиль.
Прогрессивные виды технологии, разработанные в прошлом веке и завоевавшие популярность сегодня:
- в оболочковые формы;
- по выплавляемым моделям;
- центробежное;
- под давлением;
- по газифицируемым моделям;
Литьё в оболочковые формы
Для литья металлов данным способом готовят состав из песка и порошкообразного связующего, чаще всего фенолформальдегидных смол.
Модель, или макет нагревают до 300 °C и обсыпают подготовленной смесью. За короткое время (около минуты) на поверхности макета запекается упрочненный слой. Излишки смеси убирают.
Иногда плакированную смесь задувают в промежуток между разогретой моделью и фигурной опокой. Следующий этап — обжиг при температуре 650 °C для окончательного набора прочности. После извлечения макета половинки матрицы соединяют вместе – и она готова к отливке. Для того чтобы матрица не деформировалась весом поступающего в нее расплава, ее окружают металлическим ящиком, который заполняют дробью. Дробь улучшает также и график остывания изделия.

Литьё в оболочковые формы
Основные преимущества метода:
- существенное снижение трудоемкости и времени подготовки формы по сравнению с литьем в землю
- контроль режима остывания изделия
- процесс поддается механизации
Данный вид заливки пригоден для изделий весом до 30 кг.
Литьё по выплавляемым моделям
Выплавляемые модели – пожалуй, самый дорогостоящий и трудоемкий вид литья металлов.
Его используют для особо ответственных видов изделий высокой точности — таких, например, как турбинные лопатки. Точный макет будущей детали выполняется из вещества с низкой температурой плавления, такого, как воск. В производстве используется смесь парафин-стеарин в равных частях. Для более крупных видов изделий в состав добавляют соли, препятствующие короблению макета. Потом путем погружения макет покрывают 5-12 слоями специальной жаростойкой суспензии. В качестве основы берут гидролизованные силикаты, жаростойкой обсыпкой являются зерна электрокорунда или кварца.

Отливки по выплавляемым моделям
Для сушки применяют шкафы, наполненные аммиачным газом. Далее форму нагревают, чтобы из нее вытек парафин. Остатки состава удаляют паром, подаваемым под высоким напором. Следующая фаза подготовки — прокаливание при температуре около 100 °C. Эту операцию проводят для избавления от остатков, способных к газификации. Заливка осуществляется в подогретые до 1000 °C матрицы. После охлаждения изделия по заданному графику в термостате, матрицу разбирают и достают деталь.
Основное преимущество этого вида заливки — высокая точность соблюдения размеров и качество поверхности.
- возможно изготовление продукции из сплавов, плохо поддающихся механической обработке
- Можно отливать детали, которые другими видами литья пришлось бы лить по частям и впоследствии соединять в единый узел
Недостатки – низкий коэффициент использования металла и чрезвычайно высокая трудоемкость.
Литье по газифицируемым моделям
Представляет собой развитие вида заливки в песчаные формы с применением ручной или машинной формовки. Суть данного вида в том, что макет делают не из дерева, а из легкоплавкого пластика, чаще всего вспененного полистирола.

Литье по газифицируемым моделям
Модель размещают в опоке, после чего проводят послойную формовку песчано-глиняной смесью с уплотнением. В верхней части формы создают литниковую систему. Расплав заливают прямо поверх модели, полистирол плавится и газифицируется, выходя через формовочные массы вместе с другими литьевыми газами.
Преимущества этого вида заливки:
- трудоемкость подготовки форм снижается многократно
- можно моделировать и отливать за один раз детали любой, даже самой сложной формы
- не нужны составные макеты и сложные составные формы.
- Доступны большие серии изделий — в этом случае макеты также отливаются.
ЛГМ-это современный вид литья, приобретающий все большую популярность среди металлургов.
Литье под давлением
Отличается от традиционного вида заливки тем, что расплав поступает в форму не под действием гравитации, а под влиянием избыточного давления, создаваемого в отливочной камере напором газа или поршнем. Тигель с расплавом, система его нагрева, формы и металлопровод помещены в герметичную камеру и представляют собой единый механизированный и автоматизированный комплекс.

Литье под давлением
По достижении требуемой температуры расплава в тигель опускается металлопровод, выполненный из тугоплавкого титанового сплава, и в камеру подается напор воздуха. Под его воздействием расплав поднимается в матрицу и заполняет ее. Автоматика поддерживает постоянное давление в камере, поскольку объем ее увеличивается по мере расходования металла. Далее вентиляционные насосы откачивают литьевые газы в систему очистки воздуха. При этом виде заливка проводится как в одноразовые песчаные формы, включая газифицируемые модели, так и в многократные: кокили, цементные, графитовые и асбестовые. По окончании заполнения формы остаток металла стекает из металлопровода обратно в тигель.
- Высокая степень автоматизации литейных операций
- Исключение ручного труда во вредных условиях
- Экологичность
- Высокий коэффициент использования металла.
- Сложность оборудования
- Размер отливки ограничен размером герметичной камеры.
Данный вид популярен в цветной металлургии для крупных партий небольших и средних деталей.
Центробежное литье
Используется при производстве изделий, имеющих форму вращения — втулок, шестерен и т.п. Литье проводится в металлическую матрицу, вращающуюся с большой скоростью.

Центробежная сила прижимает жидкий металл к внешней стенке, где он и кристаллизуется. Метод позволяет получить исключительно однородные отливки. Возможно создание и многослойных деталей. Слои заливаются один за другим.
Достоинства и недостатки литья в форму
Отливка в форму, как и любая технология, имеет свои плюсы и минусы.
- Точное повторение геометрии макета
- Производство изделий самой замысловатой геометрии
- Возможность изготовления большого количества идентичных деталей
- Низкая себестоимость продукции
- Высокая трудоемкость
- Тяжелые условия труда и вред для экологии
- Сложность автоматизации процессов, особенно подготовки сложных форм
- Неоднородность состава и плотности материала отливок.
Современные виды литья во многом снимают эти недостатки. Так, использование ЛГМ многократно снижает трудоемкость подготовки, литье под давлением повышает однородность изделий и автоматизирует процессы во вредных условиях труда, центробежное и интрузионное литье позволяет получить абсолютно однородные отливки. Металлурги постоянно разрабатывают новые разновидности известных методов литья и изобретают принципиально новые его виды.
Область применения литья в оболочковые формы
Оболочковые формы используют для получения отливок из любых литейных марок чугуна и стали, а также цветных сплавов. Литьем в оболочковые формы изготавливают ответственные детали, например ребристые цилиндры для мотоциклов, коленчатые валы для автомобилей, гильзы, звездочки, зубчатые колеса, детали компрессоров, тепловозов, судовых двигателей и т.п. из чугуна, нелегированных сталей, цветных и специальных сплавов. Не рекомендуется изготавливать отливки из сплавов с низким содержанием углерода, так как поверхность отливки при литье в оболочковые формы науглероживается. Масса отливок ограничена. Это объясняется тем, что с повышением массы отливок необходимо увеличивать толщину оболочки (для увеличения ее прочности). Но изготавливать оболочки толщиной более 12 мм экономически нецелесообразно. Изготавливают преимущественно отливки весом до 25 кг, и лишь в отдельных случаях – до 100 кг.
Наиболее рационально применение литья в оболочковые формы при массовом и крупносерийном производстве. Минимальную серийность деталей, переводимых на литье в оболочковые формы, обычно принимают не менее 200 отливок в год. Данный способ литья обеспечивает параметр шероховатости поверхности Rz 160. 20 мкм и точность размеров, соответствующих 14- 16-му квалитетам.
При этом способе литья благодаря повышению точности и уменьшению шероховатости поверхностей можно сократить объем механической обработки отливок и сэкономить металл.
Скорость охлаждения сплавов в оболочковых формах несколько меньше, чем в сырых песчано-глинистых. Благодаря этому улучшаются условия заполнения оболочковых форм жидким сплавом и появляется возможность получать детали с меньшим сечением. Оболочковая форма ко времени затвердевания отливки легко разрушается, не препятствует усадке металла, поэтому в отливках возникают незначительные внутренние напряжения и несколько повышаются механические свойства по сравнению с отливками, изготовленными в песчано-глинистых формах. Высокая газопроницаемость оболочковых форм и их значительная прочность позволяют уменьшить количество брака отливок (по газовым раковинам, засору и другим причинам).
При литье в оболочковые формы снижаются затраты труда по ряду технологических операций, повышается использование производственных площадей. Эффективность способа литья в оболочковые формы по сравнению с литьем в песчано-глинистые формы заключается:
• в значительной экономии металла (50 %) за счет меньших (в 2 раза) припусков на механическую обработку; среднее отклонение размеров отливок в оболочковые формы составляет 0,3. 0,7 мм на 100 мм габаритного размера, для мелких отливок – до 0,2 мм;
• уменьшении расхода формовочных материалов в 10 – 20 раз;
• лучших характеристиках оболочковых форм – они не гигроскопичны, имеют высокую прочность, их можно хранить длительное время;
• увеличении выхода годного литья за счет снижения брака в 1,5 – 2 раза;
• уменьшение параметров шероховатости и существенное улучшение товарного вида отливок;
• возможность получения отливок с тонкими ребрами и сложным рельефом
• уменьшении затрат труда на обрубку и очистку отливок в среднем на 50%, так как при выбивке формы оболочка легко разрушается.
Однако способ литья в оболочковые формы имеет и ряд недостатков;
• утрата точности формы в разъеме при изготовлении тяжелых и крупногабаритных отливок;
• работа с горячей модельной оснасткой вызывает необходимость использования только металлической модели;
• повышенная вредность выделяемых веществ при термическом разложении смоляного связующего;
• высокая стоимость оснастки, оборудования и материалов, в частности, стоимость формовочной смеси, необходимой для изготовления оболочковой формы, примерно в 6 раз выше стоимости формовочных и стержневых смесей, необходимых при изготовлении песчано-глинистой формы (для одних и тех же деталей).
Все это приводит к тому, что стоимость отливок, полученных литьем в оболочковые формы, несколько выше, чем отливок, полученных литьем в песчано-глинистые формы.
Однако даже в условиях крупносерийного или массового производства при использовании специализированных цехов и поточных линий (оснащенных высокопроизводительным автоматическим оборудованием) себестоимость отливок, получаемых в оболочковых формах, может оказаться несколько выше по сравнению с аналогичными отливками, полученными в обычных песчаных формах. В таких случаях процесс литья в оболочковые формы может успешно конкурировать с литьем в песчаные формы только при условии достижения значительной экономии за счет уменьшения массы отливок или резкого сокращения объема их последующей механической обработки (особенно при изготовлении отливок из труднообрабатываемых сплавов).
Например, отливка центробежного колеса насоса, получаемая в песчано-глинистой форме, имела массу 13,5 кг. Припуски на механическую обработку составляли 5. 15 мм. Отливка подвергалась механической обработке по всем поверхностям, кроме внутренних полостей. После механической обработки масса детали составляла 7,2 кг. При переводе этой детали на литье в оболочковых формах механической обработке подвергались посадочные поверхности с припусками в пределах 1,0. 1,5 мм. В результате масса отливки уменьшилась на 45 %, а объем механической обработки сократился в 1,5 раза.
Практика показала, что целесообразно использовать литье в оболочковые формы для производства заготовок ряда деталей химического машиностроения (арматура, клапаны, насадки, трубы и др.), которые изготавливают из высоколегированных сплавов, трудно поддающихся механической обработке. В номенклатуру отливок, получаемых в оболочковых формах, также входят конические и цилиндрические шестерни, звездочки цепных передач, коленчатые валы, ребристые цилиндры мотоциклов, вентили, вилки, рукоятки муфты, фланцы, вкладыши подшипников и др.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ – конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
Материаловед
4. Оболочковое литье
Литье в оболочковые формы – процесс получения отливок из расплавленного металла в формах, изготовленных по горячей модельной оснастке из специальных песчано-смоляных смесей.
Оболочковые формы обладают следующими свойствами: достаточной прочностью, газопроницаемостью, податливостью, негигроскопичностью.
Технологический процесс литья в оболочковые формы (рис. 4.1, 4.2) начинается с того, что предварительно нагретую плиту, к которой закреплена металлическая модель, покрывают смесью из термореактивной смолы. Под действием тепла смола плавится, на модельной плите образуется однородная полутвердая оболочка. Для удаления избытка смеси бункер переворачивают. Модельную плиту дополнительно подогревают для окончательного отверждения оболочки. Твердую оболочку-полуформу снимают с модельной плиты и соединяют с соответствующей другой оболочкой-полуформой. Соединенные между собой оболочки помещают в опоку и засыпают формовочной смесью.

Рис. 4.2. Изготовление оболочковой формы в бункере
Изготовление оболочковой формы в бункере: а — поворот плиты с моделью; б – закрепление плиты на бункере; в – поворот бункера для формирвания оболочки; г – возвращение бункера в исходное положение; д – возвращение плиты в исходное положение; 1 – подмодельная плита с моделью; 2 – сформировавшаяся керамическая оболочка; 3 – бункер; 4 – термореактивная смесь
Оболочковые полуформы скрепляют зажимами или склеивают по разъему. Полученную оболочковую форму заливают в вертикальном горизонтальном положении. Форма после заливки легко разрушаются при выбивке.
Толщина керамической оболочки зависит от температуры модельной плиты и от времени выдержки на ней смеси (рис. 4.3).
Рис. 4.3. Изменение толщины оболочки в зависимости от температуры модели и времени выдержки
Изменение толщины оболочки в зависимости от температуры модели (а) и времени выдержки (б): 1 – температура модели 260°С; 2 – 165°С
Отверждение термореактивных смол при низких температурах протекает медленно. С повышением температуры скорость отвердевания возрастает и при 300—350°С измеряется секундами. Дальнейшее увеличение температуры приводит к разупрочнению смеси. При 900°С смесь полностью теряет прочность, что обеспечивает хорошую выбиваемость оболочковых форм.
В качестве связующего наибольшее применение получил бакелит в виде мелкого порошка, состоящий из смеси фенолформальдегидной смолы с уротропином.
Прочность керамической оболочки определяется количеством связующего, который обычно добавляют 5—8% в зависимости от литейного сплава и конфигурации отливки.
Предупредить прилипание смеси к металлической модели и облегчить съем оболочек без повреждений помогают разделительные составы (силиконовая жидкость, минеральные масла и др.). Покрытия наносят с помощью пульверизатора на горячие модельные плиты.
Литье в оболочковые формы черных и цветных сплавов позволяет получить более качественную поверхность по сравнению с литьем в песчано-глинистые формы, но в то же время несколько уступает литью по выплавляемым моделям.
В оболочковых формах изготавливают отливки массой 0,2…100 кг с толщиной стенки 3…15 мм из всех литейных сплавов для приборов, автомобилей, металлорежущих станков.
Одним из главных недостатков технологии литья в оболочковые формы – обильное выделение вредных веществ при заливке металла. Заливка сопровождается выгоранием связующего. Обеспечение нормальных условий труда достигается созданием местной приточно-вытяжной вентиляции. К недостаткам относятся высокая стоимость смесей, ограниченный размер отливок (до 1500 мм).
Преимущества способа литья в оболочковые формы: возможность получения тонкостенных отливок сложной формы; гладкая и чистая поверхность отливок; качественная структура металла за счет повышенной газопроницаемости форм; возможность автоматизации; небольшие допуски на обработку резанием.

