

Основные элементы спирального сверла
Сверла.Спиральное сверло и его элементы.
Сверление является одним из распространенных методов получения отверстий.
В зависимости от конструкции и назначения различают следующие типы сверл:
- спиральные,
- перовые,
- для глубокого сверления,
- центровочные,
- с пластинками из твердых сплавов и др.
Наибольшее распространение имеют спиральные сверла.
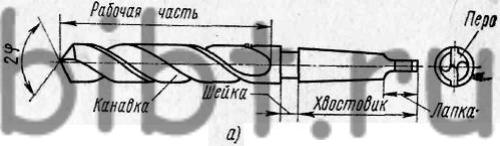
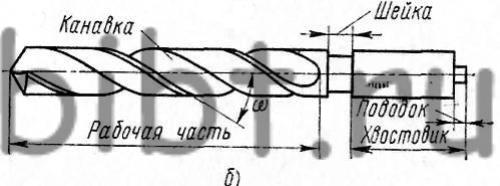

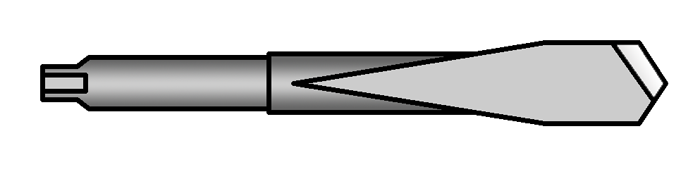
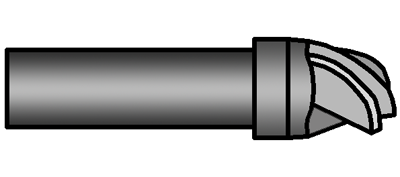
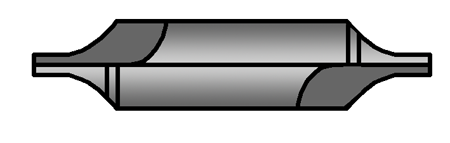
Рис. 10. Сверла: а — спиральное с коническим хвостовиком, б — спиральное с цилиндрическим хвостовиком, в— для глубокого сверления
На рис. 10 показаны конструкции спиральных сверл с коническим и цилиндрическим хвостовиками и сверла для глубокого сверления.
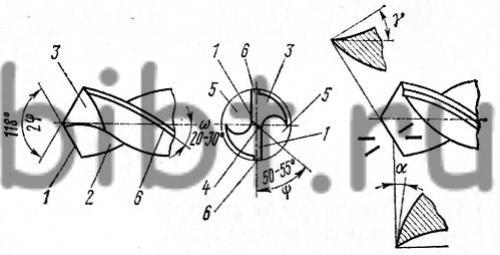
Рис. 11. Спиральное сверло и его элементы: 1 — режущая кромка, 2 — передняя поверхность, 3 — задняя поверхность, 4 — поперечная кромка, 5 —канавка,6 — ленточка
Сверло имеет две главные режущие кромки (рис. 11), образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, обращенными к поверхности резания; поперечную режущую кромку (перемычку), образованную пересечением обеих задних поверхностей; две вспомогательные режущие кромки, образованные пересечением передних поверхностей – с поверхностью ленточки.
Ленточка сверла — узкая полоска на его цилиндрической поверхности, расположенная вдоль винтовой канавки обеспечивает направление сверла при резании.
Угол наклона винтовой канавки ω — угол между осью сверла и касательной к винтовой линии по наружному диаметру сверла, ω = 20—30°.
Угол наклона поперечной режущей кромки (перемычки)ψ — острый угол между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла, ψ = 50—55°
Угол режущей части (угол при вершине) 2 φ — угол между главными режущим кромками при вершине сверла.
Передний угол γ — угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. По длине режущей кромки передний угол γ является величиной переменной.
Задний угол α — угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке окружности ее вращения вокруг оси сверла.
Задний угол сверла — величина переменная: α = 8—14° на периферии сверла и α = 20—26° — ближе к центру.
Как устроено сверло?
Сверла применяют для выполнения глухих и сквозных отверстий, а также для рассверливания существующих отверстий.
Основные элементы сверла
Большинство сверле состоит из следующих частей:
- Хвостовик, предназначен для крепления сверла в патроне;
- Шейка, цилиндрическая часть сверла соединяющая хвостовик и рабочую часть;
- Рабочая часть – участок сверла непосредственно участвующий в изготовлении отверстия, снабженный канавками. Элементами рабочей части являются:
- Режущая часть, элемент рабочей части, имеющий режущие кромки.
- Направляющая часть, элемент рабочей части сверла, предназначенный для отвода стружки из выполняемого отверстия, имеющий обратную косность, для снижения трения о стеки сверла.
На режущей части спирального сверла можно выделить:
- Заднюю поверхность;
- Переднюю поверхность;
- Режущую кромку;
- Поперечную кромку;
- Кромку ленточки;
- Ленточку;
- Канавку.
На режущей части сверла, в зависимости от заточки, находятся одна, две или четыре режущих кромки.
Виды сверл
Сверление отверстий очень распространенная операция, которая может выполняться в деталях из разных материалов при разных условиях, поэтому существуют различные виды сверл, которые можно группировать по признакам.
- перовые – предназначены для обработки тверды материалов;

- с прямыми канавками – для сверления отверстий в тонкий листах или вязких материалах;

- спиральные – универсальные, доходят для различных видов обработки;
- для глубокого сверления – ружейные (для отверстий малого диаметра), пушечные, шпиндельные, составные (для отверстий большего диаметра);
- центровочные для выполнения центровочных отверстий.
По виду хвостовика:
- с цилиндрическим;
- с коническим;
- с четырехгранным хвостовиком.
По способу изготовления:
Заточка сверла
Форма заточки сверла выбирается в зависимости от его диаметра и обрабатываемого материала. Для сверл диаметром до 12 мм применяют:
- Одинарную заточку – для сверление стали и чугуна;
- Одинарную с подточкой поперечной кромки для стального и нетвердого стального литья с неснятой коркой.
Для сверл диаметром более 12 мм применяют:
- Одинарную заточку с подточкой поперечной кромки и ленточки – для твердых сталей;
- Двойную заточку с подточкой поперечной кромки – для стального литья и чугуна с неснятой коркой.
- Двойную с подточкой поперечной кромки и ленточки для твердых сталей, стального и чугунного литья со снятой коркой.
Угол заточки сверла
Двойные углы наклона сверла зависит от вида обрабатываемого материала.
Части и элементы спирального сверла;
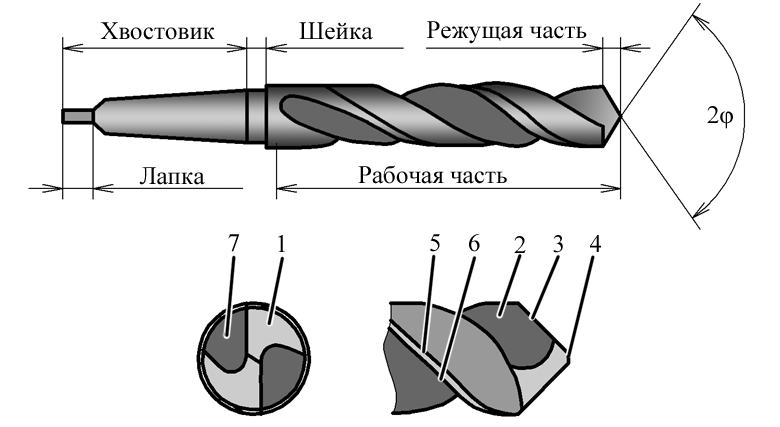
Сверло состоит из рабочей части 1, шейки 3, хвостовика 4илапки5предназначенной для обеспечения удаления сверла из шпинделя (рис. 2.4). Конический или цилиндрический хвостовик 4 служит для закрепления сверла на станке. Шейка сверла – промежуточная часть между хвостовиком и рабочей частью сверла. В связи с особенностями технологии изготовления сверла, шейка имеет меньший диаметр, чем рабочая часть. Последняя состоит из режущей 2 и направляющей части 16 и имеет две винтовые стружечные канавки 9, по которым транспортируется стружка из обрабатываемого отверстия.
Рис. 2.4. Части и элементы спирального сверла:
1 – рабочая часть; 2 – режущая часть; 3 – шейка; 4 – хвостовик; 5 – лапка; 6 – зуб; 7 – поперечная кромка; 8 – поводок; 9 – стружечная канавка; 10 – главная задняя поверхность; 11 – главные режущие кромки; 12 – ленточка (вспомогательная задняя поверхность); 13 – кромка ленточки (вспомогательная режущая кромка); 14 – передняя поверхность; 15 – спинка зуба; 16 – направляющая часть.
Винтовые стружечные канавки 9 разделяют рабочую часть сверла на два зуба (пера). Так как перья сверла должны быть соединены, то между ними вдоль оси сверла имеется сердцевина. Ее размер соответствует окружности, касательной к поверхности канавок. Направляющая часть обеспечивает движение сверла в обрабатываемом отверстии и служит резервом для образования режущей части при переточках сверла. Направляющая часть сверла для уменьшения трения соприкасается с отверстием только по отшлифованным винтовым ленточкам 12, которые расположены по краю винтовой стружечной канавки. Остальная часть зуба сверла имеет меньший диаметр и с обработанным отверстием не соприкасается. Ленточка шлифуется по окружности.
На поверхности винтовых стружечных канавок образуется и транспортируется стружка, т.е. они являются передними поверхностями 14 сверла.
Торец сверла на режущей части затачивают, образуя главные задние поверхности 10, обращенные в процессе обработки к поверхности резания. Задние поверхности могут быть оформлены частью конической, линейчатой, эвольвентой, винтовой, плоской и другими поверхностями. Вспомогательными задними поверхностями являются наружные поверхности круглошлифованных ленточек 12. Это часть конической поверхности с очень малой конусностью, ось которой совпадает с осью сверла. Передние поверхности 14 винтовых канавок, пересекаясь с главными задними поверхностями 10, образуют главные режущие кромки 11, а пересекаясь со вспомогательными задними поверхностями (ленточками 12) – вспомогательные режущие кромки 13. Так как в сверле имеется сердцевина, то при пересечении двух главных задних поверхностей 10 образуется поперечная кромка или перемычка 7 (рис. 2.4).
Одним из главных конструктивных элементов сверла является наружный диаметр D – δ , имеющий минусовой допуск, что связано с разбивкой при сверлении отверстия. Допуск δ= -0,015…-0,074 принимается в зависимости от диаметра сверла D=1…80мм.
Спиральное сверло – универсальный инструмент для любых отверстий
Сверление – один из распространенных способов изготовления отверстий. Исходя из того, каких размеров они должны получаться и в каком материале их делают, выбирают инструмент. Спиральное сверло – самое универсальное и востребованное.
1 Спиральные сверла – конструкция и основные характеристики
Спиральное сверло (или, по-другому, винтовое) конструктивно представляет собой стержень цилиндрической формы, состоящий из элементов:
- Рабочей части – снабжена двумя спиральными винтовыми канавками, которые образуют режущие элементы и предназначены для эффективного отвода стружки, а также подачи смазки в зону сверления.
- Хвостовика – предназначен для надежного закрепления сверла в ручном инструменте или на станке. Может иметь лапку для извлечения сверла из гнезда конусной формы или поводок, обеспечивающий передачу крутящего момента от патрона оборудования.
- Шейки – обеспечивает выход абразивного круга в процессе шлифовки рабочей части.
Рабочая часть состоит из:
- Калибровочной (направляющей) части – это узкая полоска, продолжающая поверхность канавки на окружности сечения сверла. Еще ее называют ленточкой.
- Режущей части – включает две главные и две вспомогательные, расположенные вдоль сверла по спирали, а также одну поперечную (конусообразную на конце сверла) режущие кромки. Все они образованы пересечением поверхностей канавок: главные – передних с задними, вспомогательные – передних с поверхностью ленточки, поперечная – обеих задних.

Из всех сверл известных на сегодняшний день конструкций спиральные нашли наиболее широкое применение за счет следующих достоинств:
- большому запасу под переточку;
- хорошему направлению в отверстии;
- отличному отводу стружки.
Основные геометрические параметры спирального сверла:
- угол на кончике при вершине – обозначается 2φ;
- угол наклона канавки ω;
- передний угол γ;
- задний угол α;
- угол наклона концевой поперечной кромки ψ.
Значения этих параметров зависят от типа, вида и назначения сверла.

Спиральные сверла по металлу также отличаются от прочих винтовых (по бетону, дереву, универсальных и других) размерами, формами и протяженностью своих конструктивных элементов. По форме хвостовика они бывают:
- с цилиндрическим хвостовиком;
- с коническим.
Для установки последних на станок используют универсальные специальные переходные втулки – конусы Морзе. Для наиболее распространенных видов инструмента по металлу ниже даны короткие описания.
2 Сверла с цилиндрическим хвостовиком
Сверло спиральное с цилиндрическим хвостовиком выпускается короткой, средней и длинной серий по соответствующим стандартам. Такое разнообразие обеспечивает оптимальный подбор нужного инструмента для выполнения каждой конкретной задачи.
Для всех сверл центровые отверстия выполняются согласно ГОСТ 14034. Допустимо выпускать инструмент без центровочных отверстий. Изделия средней и длинной серии согласно своим стандартам могут изготавливаться с шейкой или без нее. Ее размеры не регламентируются.
ГОСТ 4010-77 распространяется на левые и правые сверла короткой серии диаметром 0,5–40 мм. Согласно этому стандарту, в зависимости от диаметра выпускаемого сверла длина составляет (мм):
- общая всего инструмента – 20–200;
- рабочей части – 3–100.

ГОСТ 10902-77 распространяется на левые и правые сверла средней серии диаметром 0,25–20 мм. Длина составляет (мм):
- общая всего инструмента – 19–205;
- рабочей части – 3–140.
ГОСТ 886-77 распространяется на сверла длинной серии диаметром 1–31,5 мм. Длина составляет (мм):
- общая всего инструмента – 56–316;
- рабочей части – 33–207.
У данных изделий направление спирали – правое. С левым изготовляются по согласованию с заказчиком.
Для всего этого инструмента технические требования к изготовлению регламентируются ГОСТ 2034-80. Согласно этого документа данные сверла производятся из быстрорежущей стали и предназначены для просверливания отверстий в ковких и серых чугунах, легированных и углеродистых конструкционных и инструментальных сталях, конструкционных сталях высокой и повышенной обрабатываемости. Этот инструмент изготовляется 3 классов точности:
- повышенной точности – А1;
- нормальной – В1;
- нормальной – В.

Помимо инструмента из быстрорежущей стали допускается по заказу потребителя изготовление сверл также из легированной стали 9ХС. Инструмент может производиться не только цельным, но и сварным. Хвостовики сварных изделий должны быть выполнены из стали 45 или 40Х. Не допускаются в зоне сварки: непровар, поверхностные раковины и кольцевые трещины.
3 Сверла с коническим хвостовиком по ГОСТ 10903 и другие
Сверло спиральное с коническим хвостовиком выпускается разных типов и, соответственно, по различным стандартам. Это позволяет оптимально подобрать именно тот инструмент, который лучше всего подойдет для того или иного вида работ. Существуют следующие ГОСТы:
- 10903-77 – для сверл нормальной длины;
- 12121-77 – длинных;
- 2092-77 – удлиненных;
- 22736-77 – с твердосплавными пластинами.
Весь этот инструмент согласно своим стандартам может изготавливаться с шейкой или без нее. Ее размеры не регламентируются.
ГОСТ 10903 распространяется на сверла нормальной длины диаметром 5–80 мм, которые выпускаются в двух исполнениях: с нормальным и усиленным хвостовиком. Согласно ГОСТ 10903, в зависимости от диаметра выпускаемого сверла с нормальным хвостовиком длина составляет (мм):
- общая всего инструмента – 133–514;
- рабочей части – 52–260.

С усиленным хвостовиком сверла ГОСТ 10903 выпускаются диаметрами 12–76 мм. Длина их рабочей части такая же, как и у с нормальным хвостовиком. Длины следующие (мм):
- общая – 199–514;
- рабочей части – 101–260.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 6.
ГОСТ 12121 распространяется на длинные сверла диаметром 5–50 мм, которые предназначены для выполнения сверления через специальные кондукторные втулки. Длина составляет (мм):
- общая всего инструмента – 155–470;
- рабочей части – 74–321.

Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 4. У инструмента этих двух стандартов направление спирали – правое. С левым изготовляются по согласованию с заказчиком.
ГОСТ 2092 распространяется на удлиненные сверла диаметром 6–30 мм. Длина составляет (мм):
- общая всего инструмента – 225–395;
- рабочей части – 145–275.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 3.
4 Сверла с коническим хвостовиком ГОСТ 22736
ГОСТ 22736 распространяется на сверла диаметром 10–30 мм, оснащенные твердосплавными пластинами. Инструмент производится в укороченном и нормальном исполнении. Длина составляет (мм):
- общая всего инструмента в укороченном исполнении – 140–275, нормальном – 168–324;
- рабочей части в укороченном исполнении – 60–125, нормальном – 87–175.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 4.

Для этого инструмента технические требования к изготовлению регламентируются ГОСТ 5756-81. В соответствии с ним данные сверла предназначены для сверления различных деталей из чугуна. Должны изготавливаться классов:
- повышенной точности – А;
- нормальной – В.
В качестве режущей оснастки должны применяться твердосплавные пластины типа ВК. Корпуса изделий выполняются из быстрорежущей стали или сплава 9ХС. Допускается производство корпусов из иных марок с содержанием вольфрама в пределах до 6 %. Недопустимо использовать стальные сплавы, содержащие кобальт.

Инструмент с рабочей частью диаметром от 6 мм и больше, корпус которого выполнен из быстрорежущего сплава, должен изготавливаться сварным. Хвостовики сварных изделий должны быть выполнены из стали 45 или 40Х. Не допускаются в зоне сварки: непровар, поверхностные раковины и кольцевые трещины.

