

Подача при поперечном строгании это
Обработка заготовок на строгальных станках
Строгание – резание однолезвийным инструментом (резцом), находящимся в периодическом контакте с обрабатываемым материалом. Строганием обрабатывают преимущественно плоские горизонтальные, вертикальные или наклонные поверхности заготовок. Можно также строгать более сложные фасонные поверхности, образованные сочетанием плоскостей, расположенных под различными углами друг относительно друга, или дугами окружности. Основной областью применения строгания является точная обработка длинных узких прямолинейных направляющих станин, плит, рам, стоек и т.п. Формообразование поверхностей при резании строганием осуществляется по методу следа.
В зависимости от вида выполняемых работ строгание поверхностей деталей может производиться по схемам продольного или поперечного строгания, представленным на рис.5.5.
При продольном строгании обрабатываемая заготовка совершает прямолинейное возвратно-поступательное главное движение резания, а инструмент – периодическое движение подачи. При обработке поперечным строганием главное движение резания совершает инструмент, а движение подачи – обрабатываемая заготовка. Рабочий цикл при строгании состоит из рабочего и обратного хода, после этого совершается движение подачи (горизонтальное, вертикальное или наклонное), направленное перпендикулярно к главному движению резания. Направление движения подачи определяет положение обрабатываемой поверхности, соответственно, горизонтальное, вертикальное или наклонное.
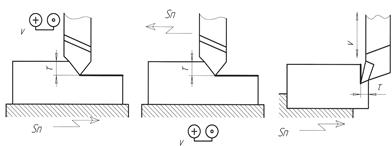
Рис.5.5. Схемы продольного и поперечного строгания
Для обработки неплоских поверхностей (выпуклых и вогнутых скруглений, скосов) применяют профильное строгание с использованием специальных копировальных приспособлений или управляющих устройств, по заданной программе изменяющих положение резца по высоте во время рабочего хода. Схемы обработки различных поверхностей строганием представлены на рис.5.6.
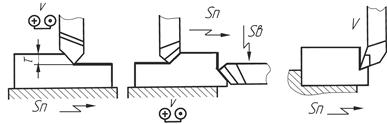
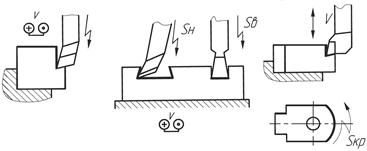
Рис.5.6. Схемы обработки поверхностей строганием
Обработке строганием подвергаются поверхности деталей различной формы и размеров, изготовленных из стали, чугуна, цветных металлов. В состав строгальной группы станков входят поперечно-строгальные и продольно-строгальные станки. Основным критерием при выборе модели строгального станка являются размеры обрабатываемых поверхностей. Так, поперечно-строгальные станки предназначены для обработки заготовок малой длины и ширины: поверхности столов, станин механических прессов, Т-образных пазов.
Продольно-строгальные станки (рис.5.7) используют для обработки крупногабаритных заготовок, имеющих широкие и длинные поверхности обработки: станины прокатных станов, рамы крупных двигателей, корпуса мощных редукторов и т.п.
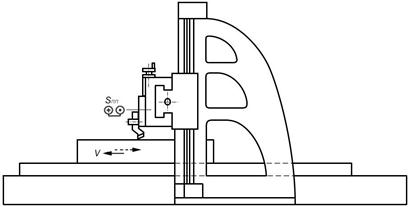
Рис.5.7. Общий вид продольно-строгального станка
Общий признак деталей, которые экономически целесообразно обрабатывать на строгальных станках – это узкая удлиненная зона обработки. Технологические возможности строгальных станков можно расширить, например, искусственно создав узкую длинную зону обработки на одностоечных и двухстоечных продольно-строгальных станках, установив заготовки средних размеров на столе станка рядами. Это позволяет более полно и рационально использовать габариты и ход стола. Достаточно часто для обработки крупногабаритных деталей используют многорезцовую обработку. Иногда на траверсе продольно-строгального станка дополнительно устанавливают фрезерную или шлифовальную головки, что дает возможность обработать некоторые поверхности фрезерованием или с одного установа обработать поверхность заготовки предварительно строганием, а затем прошлифовать ее.
На строгальных станках обработку ведут резцами из быстрорежущей стали или твердого сплава. Строгальные резцы схожи с токарными по форме, но в соответствии с особенностями условий обработки при строгании они делаются с несколько большим задним углом.
Установку и закрепление заготовок на строгальных станках в зависимости от типа производства осуществляют в универсальных (единичное и мелкосерийное производство) или специальных (серийное и массовое производство) приспособлениях. Универсальные приспособления пригодны для установки заготовок любой формы и размеров при любом характере их обработки. При этом заготовка может быть установлена либо непосредственно на столе станка с Т-образными пазами и закреплена при помощи нормализованных прихватов, прижимов и т.п.; либо в машинных тисках, на электромагнитных плитах, в делительных устройствах.
Специальные приспособления предназначаются только для одного типа заготовок, когда их обработка часто повторяется; переналадке такие приспособления подвергаются крайне редко.
Продольно-строгальные станки обеспечивают достаточно высокую точность обработки: неплоскостность (отклонение плоскости от прямолинейности) в пределах 0,02 мм на 1000 мм длины; неперпендикулярность плоскостей, обработанных за один установ – в пределах 0,02 мм на 500 мм длины. Поперечно-строгальные станки обеспечивают меньшую точность обработанных поверхностей: неплоскостность обработанных поверхностей в пределах 0,02 мм на 300 мм длины обработки; непараллельность плоскостей, обработанных за один установ – в пределах 0,03 мм на 300 мм длины.
Шероховатость при черновом строгании составляет Ra = 10…2,5 мкм; при чистовом – Ra = 2,5…1,25 мкм; при тонком – Ra = 1,25…0,63 мкм.
Тема 11. Строгание и долбление;
Строгание и долбление применяют при обработке плоских и
различных фасонных поверхностей. Обработку строганием ведут на
строгальных станках, обработку долблением — на долбежных станках.
В современном машиностроении применяют продольно-строгальные
станки, у которых главное движение осуществляется передвижением стола, а
движение подачи, перпендикулярное к главному движению, — резцом, и
поперечно-строгальные станки, у которых главное движение совершает резец, а
движение подачи — стол станка. По этой же схеме работают и долбежные
Работа строгального и долбежного резцов имеет характер прерывистого
резания; врезание резца в заготовку в начале каждого рабочего хода
сопровождается ударами; после каждого рабочего хода резец совершает
холостой ход, назначение которого — подготовить резец к новому рабочему
ходу. За время холостого хода резец остывает и работает с точки зрения
теплового режима в более благоприятных условиях. С другой стороны,
нестабильный тепловой режим, при котором инструмент претерпевает
циклические нагрев и охлаждение, существенно ухудшает условия его работы,
приводит к усталостным явлениям и значительно снижает его стойкость в
сравнении со стойкостью токарного резца при непрерывном резании.
На рис. 48 приведена схема процесса строгания на поперечно-
строгальном станке. Вектор vpx показывает направление рабочего движения
резца, а вектор s – движение заготовки, закрепленной на столе станка. Все
определения элементов режима резания n закономерности, данные выше
применительно к обработке точениеv справедливы и для процесса строгания.
Для строгальных станков с гидроприводом, когда скорость рабочего хода
практически постоянна, скорость резания определяют по формуле:

где L = l + Δ + y – длина хода резца в мм; l – длина поверхности строгания в
мм; Δ — перебег резца при холостом (обратном) ходе в мм; у — перебег резца
при рабочем ходе в мм, величина общего перебега Δ + у при работе на
поперечно-строгальных станках при длине строгания от 100 до 500 мм
принимается соответственно равной 35 – 75 мм; k — число двойных ходов
резца или стола в минуту; m — отношение скорости рабочего хода vp.x. к
скорости холостого хода vхх.
Рис.48 Схема процесса строгания на поперечно-строгальном станке
Рис.49 Схема сил, действующих при строгании
Подача при строгании имеет размерность мм/дв. ход.
Силы, действующие при строгании и долблении. На рис. 49
приведена схема сил, действующих при строгании. Равнодействующая сила
резания R при строга-нии, так же как и при точении, может быть разложена
на силы Pz, Py и Рх. Величины сил при строгании и долблении подсчитывают
Выбор элементов режима резания при строгании сводится к
назначению глубины резания, подачи и скорости резания.
Глубину резания, как и при точении, назначают в зависимости от
припуска на обработку, мощности станка и характера обработки.
Подачу выбирают максимально допустимой в соответствии с
заданной шероховатостью обработанной поверхности, характером обработки
Скорость резания при строгании подсчитывают по формулам для
наруж-ного продольного точения, но, учитывая ударную и прерывистую
работу резцов, полученное значение умножают на поправочный
коэффициент kc = 0.75. Для долбежных станков kc = 0,5 ÷ 0,6. По
найденной скорости резания определяют число двойных ходов резца (стола).
Назначенные t, s и vp.x. проверяют по динамическим возможностям станка, для
чего подсчитывают мощность, затрачиваемую на резание, и необходимую
(расчетную) мощность электродви-гателя станка; последнюю сравнивают с дей-
ствительной мощностью электродвигателя станка
В заключение подсчитывают машинное время при строгании:
где В – ширина обработки поверхности заготовки в- мм; у1 = tctgφ –
путь врезания резца в направлении подачи в мм; у2 — перебег резца в
MACHINE-TOOLS
Главное меню
Строгание относится к процессам механической обработки металлов и осуществляется резцами на строгальных станках.
Чтобы обработать на станке заготовку резанием, режущий инструмент и заготовка должны совершать определенные движения. Различают два основных движения: главное рабочее движение подачи (рис. 1).
Главным рабочим движением называется движение, при котором осуществляется снятие стружки. При работе на строгальном станке главным рабочим движением является прямолинейное возвратно-поступательное движение стола с заготовками или ползуна с резцом.
Движением подачи называется движение, которое обеспечивает последовательное снятие стружки по всей обрабатываемой поверхности.
Строгальные станки делятся на две группы: продольно-строгальные и поперечно-строгальные. У продольно-строгальных станков главное рабочее движение осуществляется столом с закрепленной на нем заготовкой а движение подачи(горизонтальной и вертикальной) сообщается резцу, закрепленному в резцедержателе. У поперечно-строгальных станков, наоборот, главное рабочее движение имеет резец, а движение подачи (горизонтально) – стол, на котором крепится заготовка. Вертикальная подача и в этом случае сообщается резцу.
Элементами резания являются глубина, подача и скорость резания.

Припуск на обработку и глубина резания. Размеры заготовки которую обрабатывают на станке, больше соответствующих размеров окончательно готовой детали. Излишек металла, срезаемый с заготовки при ее обработке на станке, называется припуском. Обозначают припуск буквой h.
Чем больше припуск на обработку, тем, как правило и больше времени приходится затрачивать на его срезание. Поэтому припуски должны быть по возможности малыми, но в то же время и достаточными для получения годной детали.
Припуск на обработку обычно срезается не весь сразу, а за несколько проходов инструмента. Чаще всего ведут обработку в два прохода: один – черновой, при котором снимается основная часть припуска, а второй – чистовой, при котором выдерживаются заданные чертежом форма, размеры и чистота поверхности.
Толщина слоя металла, срезаемого резцам за один проход, называется глубиной резания. Она обозначается буквой t и измеряется в миллиметрах.
Если известна величина припуска на обработку, то число проходов, обозначаемое буквой i, равняется припуску, деленному на глубину резания:
Подача. Строгальные станки имеют рабочий ход, во время которого происходит резание, и холостой (обратный) ход, когда заготовка или резец перемещаются в обратном направлении. При холостом ходе резания не происходит, а в конце его осуществляется движение подачи – относительное перемещение резца или заготовки, необходимое для того, чтобы при рабочем ходе снять следующий слой металла; т. е. подача при строгании прерывиста, она осуществляется в конце хода стола (резца). Как видно из схемы, приведенной на рисунке 1, направление движения подачи перпендикулярно направлению главного рабочего движения.
Таким образом, подачей называется перемещение заготовки (или резца) в поперечном направлении, происходящее после каждого двойного хода резца (или стола с заготовкой). Подача обозначается буквой s и измеряется в миллиметрах на один ход или на один двойной ход.
Знача число двойных ходов в минуту n и умножив эту величину на величину подачи на один двойной ход получим значение подачи в минуту:
Поперечное сечение среза. На рисунке 1 поперечное сечение срезаемого слоя металла изображено в виде заштрихованного параллелограмма. Площадь этого сечения обозначается буквой ƒ и выражается произведением основания параллелограмма s (подачи) на высоту t (глубину резания) либо же произведением двух величин: основания b, называемого шириной среза, на высоту a, называемую толщиной среза:
ƒ = s*t = b*a мм 2 . (2)
Между толщиной среза и подачей, а также между шириной среза и глубиной резания существуют следующие зависимости:
где φ – главный угол резца в плане (см. рис. 1).
Понятие о скорости резания. Скорость резания при строгании является скоростью рабочего хода, во время которого производится срезание стружки. У продольно-строгального станка – это скорость перемещения стола (заготовки); у поперечно строгального – скорость перемещения ползуна (резца).
Скоростью резания называется путь, пройденный резцом за 1 мин. Обозначается скорость резания буквой υ и выражается в метрах в минуту (м/мин.).
Скорость строгания (скорость рабочего хода υp.x) для продольно-строгальных станков непосредственно указывается в паспорте станка, а для поперечно-строгальных может быть подсчитана по следующей формуле:
где H – длина хода резца (стола) в направлении главного рабочего движения, в мм;
n – число двойных ходов стала или ползуна в минуту;
m – отношение скорости рабочего хода к скорости холостого хода:
Пример. Определить скорость резания при обработке стальной детали на поперечно-строгальном станке модели 7А36 при длине хода резца H=200 мм и числе двойных ходов n=90 дв. ход./мин.; m=0,38.
Решение. Подставляя данные условия в формулу (5), получаем:
υp.x = (90*200)/100 * (1+0,38) ≈ 24,8 м!мин.
Обычно при работе на строгальных станках перед рабочим возникает другая задача: при заданной скорости рабочего хода υp.x рассчитать число двойных ходов в минуту. Это число необходимо знать для определения основного (машинного) времени при работе как на продольно-строгальных, так и на поперечно-строгальных станках. А при работе на последних в соответствии с найденным числом двойных ходов производится также и настройка коробки скоростей.
При строгании на продольно-строгальном станке число двойных ходов определяется по формуле:
где υp.x – скорость рабочего хода, выбранная по паспорту станка.
При строгании на поперечно-строгальном станке число двойных ходов рассчитывается по такой формуле:
Пример. При строгании некоторой детали на продольно-строгальном станке 7231А длина хода стола составляет 2500 мм. Скорость хода стола υp.x = 35 м/мин. и υx.x = 75 м/мин. Необходимо определить число двойных ходов стола в минуту.
Решение. Подставляя цифровые величины в формулу (7), находим:
n = (1000*35*75)/2500(35+75) = 9,5 дв. ход/мин.
СПОСОБЫ И ИНСТРУМЕНТ СТРОГАНИЯ ПОВЕРХНОСТЕЙ
Строгание применяется при обработке плоских и фасонных линейчатых поверхностей и различных канавок в условиях единичного и мелкосерийного производства [1, 2, 4, 5, 6, 9, 10, 21].
Главное движение V при строгании — возвратно-поступательное прямолинейное, а движение подачи S — шагообразное, направленное перпендикулярно главному движению (рис. 6.1). Обработку выполняют на строгальных станках. Инструмент — строгальные резцы, конструкция которых сходна с конструкцией токарных резцов.
Процесс резания при строгании имеет прерывистый характер, и срезание стружки происходит только при встречном относительном движении резца и заготовки. Во время обратного (вспомогательного) хода резец работу не производит. Врезание резца в заготовку в начале каждого рабочего хода сопровождается ударом. За время холостого хода резец остывает, поэтому при строгании в большинстве случаев не применяются смазочно-охлаждающие жидкости. Ударные нагрузки на режущие кромки и циклический характер их нагрева существенно снижают стойкость резцов в сравнении с непрерывным резанием, поэтому строгание производят при умеренных скоростях резания. Головки и державки строгальных резцов выполняют более массивными, чем у токарных.

Рис. 6.1. Схема строгания
Строгание производится на поперечно-строгальных (рис. 6.2) и продольно-строгальных станках.
На рис. 6.3 представлены резцы для выполнения основных видов работ: 1 — строгание вертикальных поверхностей подрезными резцами; 2 — строгание фасонных поверхностей; 3 — строгание горизонтальных поверхностей проходными резцами; 4 — прорезка или отрезка: 5 — подрезка наклонных поверхностей.

Рис. 6.2. Станок поперечно-строгальный и суппорт в сборе
а — станок поперечно-строгальный: 1 — станина; 2 — ползун; 3 — суппорт;
- 4 — направляющие поперечного перемещения стола; 5, б — стойка-опора;
- 7 — кулисный механизм; б — суппорт в сборе: 1 — основание; 2 — головка;
- 3 — винт вертикальной подачи; 4 — головка поворотная; 5 — резцедержатель;
- 6 — гайка
При строгании параметрами режима резания, так же как и при точении, являются скорость резания V, подача S и глубина резания t.

Рис. 6.3. Схемы обработки заготовок строганием:
1—5 — резцы; б — заготовка; 7 — стол строгального станка
Строгание зубьев шестерен, шпоночных пазов, отверстий с огранкой и др. производится на одно- или двухстоечных долбежных станках, которые часто называют вертикально-строгальными (рис. 6.5, 6.6).
На рис. 6.4 представлены инструменты-долбяки насадного типа (в) и с конусом Морзе (г).
При обработке заготовок на зубодолбежных станках используется метод обката, когда режущий инструмент 1 и заготовка 2 обкатываются подобно звеньям зубчатой передачи (рис. 6.4, а). Если бы заготовка была пластичной, то долбяк выдавил бы впадины. Для удаления металла с заготовки по всему контуру торца затачивают режущие кромки. Инструменту сообщают возвратно-поступательное движение и согласованное с заготовкой вращение. Цилиндрические колеса можно нарезать и режущей рейкой (рис. 6.4, б).

Рис. 6.4. Строгание зубьев шестерен:
а — долбяком; б — гребенкой; в — долбяк насадной; г — долбяк с конусом Морзе; д — долбление зубьев внутреннего зацепления
К методам строгания относятся технологии протягивания. Протягивание многолезвийным режущим инструментом (протяжка) при его поступательном движении относительно неподвижной заготовки (главное движение) — высокопроизводительный метод обработки фасонных внутренних и наружных поверхностей, обеспечивающий высокую точность формы и размеров обрабатываемой поверхности.
Протягивание заключается в том, что каждый из многочисленных зубьев протяжки срезает с обрабатываемой поверхности стружку небольшой толщины. Это возможно потому, что размер каждого последующего зуба протяжки больше предыдущего. Таким образом, при относительно большом ходе инструмента с заготовки срезается значительный слой припуска (напуска).

Рис. 6.5. Станок долбежный одностоечный:
а — общий вид; б — устройство: 1 — станина; 2 — ручной привод продольной подачи стола; 3 — ручной привод поворота стола; 4 — ручной привод поперечной подачи стола; 5 — стол; 6 — заготовка; 7 — инструмент-долбяк;
8 — резцедержатель; 9 — ползун

Рис. 6.6. Станок долбежный двухстоечный YK (М) 51250 с ЧПУ:
диаметр заготовки до 2800 мм; модуль до 20; ширина венца колеса до 400 мм
По характеру обрабатываемых поверхностей протяжки делят на две основные группы: внутренние и наружные. Внутренними протяжками обрабатывают шлицевые и многогранные поверхности, шпоночные пазы, а наружными — полузамкнутые и открытые поверхности. Некоторые элементы деталей машин (шлицевые отверстия, шпоночные пазы, многогранные и фасонные отверстия и др.) практически можно выполнить только строганием и использованием протяжек. В некоторых случаях целесообразно обрабатывать протягиванием наружные элементы (лыски, зубья шестерен, пазы, рифления). Протяжками обрабатывают все виды материалов, допускающих обработку резанием.
По форме сечения различают круглые, шлицевые, шпоночные, многогранные и плоские протяжки.
По конструкции зубьев протяжки бывают режущими, выглаживающими и деформирующими. В первом случае зубья имеют режущие кромки, в двух последних — скругленные, работающие по методу пластического деформирования.
На рис. 6.7 представлена протяжка для обработки цилиндрических отверстий. Замковая часть (хвостовик) служит для закрепления протяжки в патроне тянущего устройства станка; шейка /2 — для соединения замковой части с передней направляющей частью; передняя направляющая часть /3 вместе с направляющим конусом — для центрирования в обрабатываемой заготовке в начале резания. Режущая часть /4 состоит из режущих зубьев, высота которых последовательно увеличивается на толщину срезаемого слоя. Калибрующая часть 15 состоит из калибрующих зубьев, форма и размеры которых соответствуют форме и размерам последнего режущего зуба, и предназначена для придания обработанной поверхности окончательных размеров, необходимой точности и шероховатости. Задняя направляющая часть 16 служит для направления и поддержания протяжки от провисания в момент выхода последних зубьев калибрующей части из отверстия. Для облегчения образования стружки на режущих зубьях выполняют продольные стружкоделительные канавки. Передние и задние углы протяжки измеряют в плоскости, перпендикулярной к главной режущей кромке (рис. 6.8). Передний угол у выбирают в зависимости от свойств обрабатываемого материала, задний угол а — в зависимости от требуемой точности обработки.
Шаг режущих зубьев tp протяжки определяют в зависимости от длины протягиваемой поверхности, при этом исходят из того, что в резании должно участвовать не менее трех зубьев.

Рис. 6.7. Элементы круглой протяжки

Рис. 6.8. Геометрия зуба протяжки
С помощью протягивания обрабатывают следующие поверхности.
1. Цилиндрические отверстия протягивают после сверления, растачивания или зенкерования. Обычно длина отверстий не превышает трех диаметров.
Если торец отверстия в заготовке не обработан, то для ее установки применяют приспособления со сферической опорной поверхностью (рис. 6.9, а). Заготовка в этом случае может устанавливается по оси протяжки. В тех случаях, когда торец детали обработан, то опора делается жесткой.
- 2. Многогранные отверстия (треугольные, квадратные и т.п.) протягивают многогранными протяжками. Исходным профилем является круглое отверстие. На рис. 6.9, б приведена схема протягивания квадратного отверстия.
- 3. Шлицевые отверстия различного профиля протягивают многошлицевыми протяжками, формирующими одновременно весь профиль отверстия. На рис. 6.9, в приведена схема протягивания прямых шлицев. Винтовые шлицы протягивают протяжкой, режущие зубья которой расположены по винтовой линии, в приспособлении, обеспечивающем дополнительное вращение протяжки (рис. 6.9, г) или заготовки.
- 4. Шпоночные пазы протягивают протяжками, форма зубьев которых в поперечном сечении соответствуют профилю протягиваемого паза. Шпоночные пазы протягивают плоской шпоночной протяжкой (рис. 6.9, б) с применением направляющей втулки 3. Вдоль всей втулки прорезают прямоугольный паз, который является направляющим для протяжки.
- 5. Наружные поверхности различной геометрической формы с прямолинейной образующей протягивают на вертикально-протяжных станках для наружного протягивания, а также на станках непрерывной обработки конвейерного типа (рис. 6.9, з, рис.6 10).
На специальных протяжных станках можно обрабатывать наружные поверхности заготовок формы тел вращения плоскими (рис. 6.9, ж) и дисковыми (рис. 6.9, з) протяжками. В обоих случаях заготовке сообщают круговую подачу. Плоская протяжка имеет главное движение — поступательное, дисковая — вращательное вокруг своей оси.
Режимы резания. Скорость резания при протягивании — это скорость поступательного движения V протяжки относительно заготовки. Скорость резания лимитируется условиями получения обработанной поверхности высокого качества и ограничивается технологическими возможностями протяжных станков. Обычно V – 8^-15 м/мин.
Подача при протягивании как самостоятельное движение инструмента или заготовки отсутствует. За величину подачи Sz, определяющую толщину срезаемого слоя отдельным зубом протяжки, принимают подъем на зуб, т.е. разность размеров по высоте двух соседних зубьев протяжки. Sz является одновременно и глубиной резания. Подача в основном зависит от обрабатываемого материала, конструкции протяжки и жесткости заготовки и составляет 0,01—0,2 мм/зуб. Оптимальные параметры режима резания выбирают из справочников.

Рис. 6.9. Схемы обработки заготовок на протяжных станках:
1 — заготовка; 2 — протяжка; 3 — направляющая втулка

Рис. 6.10. Схемы наружного протягивания:
2 — деталь; 2 — протяжка (инструмент); 3 — срезаемый слой металла: Vp — направление рабочего хода инструмента
К прогрессивным технологиям строгания (протяжки) можно отнести и процессы фрезопротягивания и кругодиагонального протягивания.
Фрезопротягивание одной из впадин заготовки зубчатого колеса 2 осуществляется за один оборот диска 1, на периферии которого расположены блоки резцов для чернового и чистового резания (рис. 6.11). Диск вращается с равномерной угловой скоростью, а заготовка перемещается из положения I в положение II, а затем перемещается в противоположном направлении из положения II в положение III, и, наконец, в исходное положение I.
Кругодиагональное протягивание зубчатых колес производится устройством, которое состоит из корпуса 1 с закрепленными по его периферии режущими элементами 4. В процессе протягивания протяжка вращается с равномерной угловой скоростью и резцы 4 постепенно прорезают впадину зуба колеса периферийными кромками, причем каждый последующий зуб располагается выше предыдущего. Чистовая протяжка производится резцами 5 ползуна 2, который перемещается специальным механизмом в сторону заготовки.

Рис. 6.11. Инструменты для фрезопротягивания прямозубых и косозубых зубчатых колес (а) и кругодиагонального протягивания зубчатых колес (б):
а — фрезопротягивание: цикл 1 — черновое протягивание на всю глубину впадины; цикл 2 — завершение черновой протяжки при встречном фрезеровании;
цикл 3 — чистовая обработка; цикл 4 — чистовое протягивание при попутной подаче заготовки; цикл 5 — поворот заготовки на один зуб; б — кругодиагональное протягивание: 1 — корпус; 2 — ползун; 3 — заготовка; 4 — блок резцов чернового протягивания; 5 — блок резцов (на ползуне) чистовой протяжки
- 6.1. При строгании режущий инструмент совершает движение: а) вращательное; б) поступательное прямолинейное.
- 6.2. Какой вид лезвийного инструмента используется при строгании: а) фреза;
- б) протяжка; в) резец; г) зенкер.
- 6.3. Конструкция какой детали, обрабатываемой строганием, является технологичной: а) пазы, обрабатываемые строганием, являются сквозными; б) пазы, обрабатываемые строганием, являются несквозными.

