

Расчет мощности резания при точении
Силы резания при точении и мощность, затрачиваемая на резание
Срезая стружку, резец преодолевает сопротивление обрабатываемого металла резанию и силы трения стружки о переднюю поверхность инструмента и задней поверхности инструмента о заготовку.
Равнодействующая сила резания R – равнодействующая сил, действующих на резец, со стороны заготовки. Условно считают, что точка приложения R находится на рабочей части главного режущего лезвия. В процессе обработки величина, направление и точка приложения равнодействующей изменяются, поэтому для практических расчетов используют не равнодействующую, а ее составляющие Px, Py и Pz, действующие по трем взаимно-перпендикулярным направлениям – осям X, Y и Z. Ось X – линия центров станка, т.е. она совпадает с осью вращения заготовки и параллельна направлению продольной подачи S.; ось Z лежит в плоскости резания, она параллельна направлению главного движения; ось Y перпендикулярна осям X и Z.
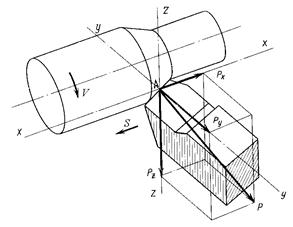
Рz – вертикальная (касательная) составляющая силы резания. По силе Pz определяют крутящий момент на шпинделе станка, мощность расходуемую на резание, производят динамический расчет коробки скоростей. Иногда Pz называют главной составляющей силы резания или просто силой резания. Составляющая Pz определяет изгибающий момент Мх, действующий на стержень резца.
Py – радиальная составляющая силы резания. По силе Py определяют изгиб заготовки в плоскости XY.
Px – осевая составляющая силы резания (сила подачи). По силе Px рассчитывают механизмы подач станка и момент Mx, изгибающий стержень резца в плоскости XY.
Очевидно, что 
 .
.
На практике определяют лишь составляющую Pz (по эмпирическим формулам), а составляющие Py и Px берут в долях от Pz.
Соотношение Pz : Px : Py зависит от геометрии режущей части резца, режима резания, износа резца, физико-механических свойств обрабатываемого материала и условий обработки. Например, при точении острым проходным резцом (γ = 15 о ; φ = 45 о ; λ = 0 о ) Py = (0,3-0,5)Pz, Px = (0,15-0,3) Pz.
При возрастании φ сила Py понижается, поэтому легко деформируемые длинные детали обрабатывают резцами с большими углами φ близкими к 90 о .
При возрастании продольной подачи S отношение Px/Pz также возрастает.
Эффективная мощность Ne – мощность, расходуемая на процесс деформирования и срезания с заготовки слоя материала.
При точении цилиндрической поверхности на токарно-винторезном станке эффективная мощность вычисляется по следующей формуле:
 , кВт,
, кВт,
где V – скорость резания, м/мин; n – частота вращения заготовки, об/мин; S – продольная подача, мм/об; [Pz] и [Px] = Н.
На практике вторым слагаемым в вышеприведённой формуле пренебрегают, так как  , и эффективную мощность определяют по упрощенной формуле:
, и эффективную мощность определяют по упрощенной формуле:
 , кВт.
, кВт.
Мощность потребного электродвигателя станка определится как
 ,
,
где η – к.п.д. станка, учитывающий потери мощности в узлах трения станка (подшипниках, зубчатых передачах и т.п.) при её передаче от электродвигателя до шпинделя станка. Обычно η ≈ 0,7-0,8.
Крутящий момент резания – момент, необходимый для преодоления сопротивления вращению обрабатываемой заготовки.
Вычисляется по формуле:
 ,
,
где Dзаг – диаметр заготовки, мм.
Для того, чтобы процесс резания был возможен, крутящий момент на шпинделе Мшп, развиваемый станком при определённом числе оборотов шпинделя, должен быть не меньше момента сопротивления Мкр:
Силы резания, мощность резания, прочностные расчеты;
Равнодействующая R представляет собой геометрическую сумму трех
_ _ _ _ ______________
составляющих: R = Pz + Py + Px, модуль | R | = √ P 2 z + P 2 y + P 2 x или
Так как главная составляющая Рz отличается от равнодействующей R всего на 10%, при расчетах используют только значение Рz, такая погрешность удовлетворяет силовые расчеты и уменьшает их объём.
При наружном точении и растачивании значение Рz, в килограммах определяется по формуле:
Рz = Срt x S y V z кг., (5)
где Ср – коэффициент, учитывающий свойства обрабатываемого материала и условия обработки определяется по справочным таблицам. t – глубина резания, назначается технологом из допустимых справочных данных. S – подача, назначается технологом из допустимых справочных данных. При изменении условий обработки в формулу вводятся поправочные коэффициенты. Х,У,Z показатели степени, являющиеся тангенсами угла наклона прямых графиков зависимости силы резания от глубины резания, подачи и скорости резания определяются из справочных таблиц.
Для создания необходимых усилий резания требуется станок, который сможет создать такие условия, то есть все его детали и двигатель выдержат предполагаемую нагрузку. Промышленность выпускает станки различной мощности, и чтобы определить, на каком станке можно обработать заготовку заданными режимами определяют мощность, которая образуется в зоне резания от заданных условий обработки по формуле: Ne =  кВт, (6)
кВт, (6)
Эффективная мощность (мощность в зоне резания) где Pz — сила резания, кгс; V — скорость резания, м/мин.
Для определения мощности электродвигателя станка с учетом его к.п.д. используют формулу:
 , кВт, (7)
, кВт, (7)
Для определения мощности, потребляемой электродвигателем станка из
сети, используют формулу:
 , кВт (8)
, кВт (8)
– к.п.д. электродвигателя (0,97).
В резании принимают участие и резец, и двигатель, и деталь, и механизмы станка. Во время больших перегрузок один из элементов системы СПИД может не выдержать нагрузку, поэтому расчет ведут по наиболее слабому звену. Станки подбирают по требуемой мощности, детали станков рассчитываются и проверяются на заводах-изготовителях, поэтому слабым звеном могут быть заготовка (изделие) или инструмент. Изделие проверяют на жесткость, то есть определяют какую силу резания, выдержит заготовка до допустимого для неё прогиба. В зависимости от способа закрепления заготовки её прогиб от одинаковой силы резания может быть больше или меньше, поэтому одна и та же заготовка может выдержать большую или меньшую допустимую силу резания в зависимости от способа закрепления.
Допустимую силу резания определяют по формуле:
Pz доп=  ; (9)
; (9)
κж – коэффициент жесткости, учитывает способ закрепления детали
κ = 3 – деталь закреплена в патроне консольно
κ=48 – деталь закреплена в двух центрах
κ=110 – деталь закреплена в патроне и в центре задней бабки
ƒ – допустимый прогиб (не более 0,4 мм)
Е – модуль упругости ≈ 2∙10 4 , кг/мм 2
J – момент сопротивления ≈ 0,04 d 4 , мм 4
L – расстояние между точками крепления и опасным сечением.
Резец проверяют по прочности на изгиб, так как резец для работы закрепляется в резцедержателе и четверть или третья часть резца выступает за опорную поверхность резцедержателя, а на вершину резца действует сила резания, поэтому резец испытывает деформацию изгиба. Резец должен выдерживать изгибающий момент от сил резания. Для проверки резца определяют допустимую силу, которую он выдержит на изгиб, и эта сила должна быть больше действующей силы резания или равна ей. Допустимую силу определяют из равенства изгибающих моментов – момента действующего на резец и момента, который может выдержать резец:
Рz∙ℓ = [σизг]∙ w; Pz доп=  ; (10)
; (10)
[σизг] – допустимое напряжение на изгиб державки резца прямоугольного сечения
ℓ – плечо (вылет резца) – расстояние от вершины резца до опорной поверхности резцедержателя ≤1,5 Н; Н – высота державки резца.
w – момент сопротивления; w =  , где (11)
, где (11)
В – ширина державки, Н – высота державки.
Результаты проверки должны удовлетворять условию Рz ≤ Pz доп, где
Рz – действующая сила резания;
Pz доп – сила, которую выдержит резец.
1. Горбунов Б.И. Обработка металлов резанием. – М.: Машиностроение, 1981. 287 с., ил. 26…29.
6. Технология конструкционных материалов / А. М. Дальский, И. А. Арутюнова, Т. М. Барсукова и др. Под общ. ред. А. М. Дальского. М.: Машиностроение, 1985.—448 с., ил. с.446…470.
1. Как располагаются составляющие силы резания в пространстве?
2. От чего зависит направление и величина силы резания?
3. Для чего нужно измерять силу Рz?
4. Какие параметры определяют мощность резания?
5. Какие элементы системы СПИД подвергают проверочным расчетам?
6. Что означают слова – «влияние элемента режима резания на главную составляющую силы резания»?
7. Почему силу Рz называют главной составляющей силы резания?
Тема 5: Физические основы процесса резания
Цель:Ознакомить студентов с процессами, происходящими в металле в процессе отделения стружки.
Расчет режима резания при точении аналитическим способом
Университет имени К.Э. Циолковского
 (МАТИ)
(МАТИ)
Кафедра «Технология производства авиационных двигателей»
Методическое указание для выполнения практической работы
по дисциплине «Теория резание и режущий инструмент»
«Определение режимов резания основных видов обработки металлов»
составитель:
Ст. преподаватель Хренов В.В.
Москва 2011
Цель данного методического указания – оказать помощь при изучении и приобретении практических навыков при выборе инструмента и его геометрии, определении параметров режимов резания, сил резания, а также при расчете основного технологического времени.
Определение сил, действующих при точении, и мощности.
Цель работы: изучить методику расчета сил резания и мощности, затрачиваемой на резание, аналитическим способом. Ознакомиться и приобрести навыки работы со справочной литературой.
Общие сведения
Для изучения действия силы сопротивления резанию принято ее раскладывать на три взаимно перпендикулярные составляющие силы, направленные по осям координат станка: Px – осевая сила; Py – радиальная сила; Pz
– тангенциальная сила, которую обычно называют силой резания [1] .
Осевая сила Px действует вдоль заготовки, при продольном точении
противодействует механизму подач.
Радиальная сила Py – отжимает резец, ее реакция изгибает заготовку.
Сила резания Pz направлена по касательной к поверхности резания,
определяет расходуемую мощность на резание Np.
Составляющие силы резания при точении рассчитывают по аналитической формуле :
где Cp – коэффициент , учитывающий условия обработки;
x,y,n – показатели степени;
t – глубина резания, мм;
V – скорость резания, м/мин;
Кр – обобщенный поправочный коэффициент, учитывающий изменение
условий по отношению к табличным.
 ,
,
где  – поправочный коэффициент, учитывающий свойства обрабатываемого материала;
– поправочный коэффициент, учитывающий свойства обрабатываемого материала;
 – коэффициенты, учитывающие соответствующие геометрические параметры резца .
– коэффициенты, учитывающие соответствующие геометрические параметры резца .
Мощность резания рассчитывают по фориуле

где Pz – сила резания, Н;
V – скорость резания, м/мин.
Пример решения задачи
Определить силы, действующие при продольном точении заготовки из стали 40Х с
пределом прочности 
, резцом с пластиной из твердого сплава Т5К10. Определить мощность резания.
Глубина резания t=3 мм, подача S=0,8 ммоб, скорость резания V=67 м/мин.
Геометрические параметры резца: форма передней поверхности – радиусная с фаской; 





1. Силы резания при точении
1.1 Определяем значения постоянной и показателей степени [2],
 х=1,0 y=0,75 n= – 0,15
х=1,0 y=0,75 n= – 0,15
 x=1,0 y=0,5 n= – 0,4
x=1,0 y=0,5 n= – 0,4
 x=0,9 y=0,6 n= -0,3
x=0,9 y=0,6 n= -0,3
1.2. Определяем значения поправочных коэффициентов

 n=0,75 [2],
n=0,75 [2],

 ; n=1 [3],
; n=1 [3],

 n=1,35 [2],
n=1,35 [2],

Поправочные коэффициенты, учитывающие геометрию резца [2],






 – учитывается только для резцов из быстрорежущей стали
– учитывается только для резцов из быстрорежущей стали
Pz=10×300×3 1 ×0,8 0,75 ×67 -0,15 ×0,95×0,94×1,25=4050 H
Px=10×339×3 1 ×0,8 0,5 ×67 -0,4 ×0,93×1,11×2=1685,5 H
Py=10×243×3 0,9 ×0,8 0,6 ×67 -0,3 ×0,91×0,77×2=1611 H
2. Мощность резания

Расчет режима резания при точении аналитическим способом
Цель работы: изучить методику расчета режима резания аналитическим способом. Ознакомиться и приобрести навыки работы со справочной литературой.
ОБЩИЕ СВЕДЕНИЯ
Обработка заготовки точением осуществляется при сочетании двух движений:равномерного вращательного движения детали – движения резания (или главное движение) и равномерного поступательного движения резца вдоль или поперек оси детали – движение подачи. К элементам режима резания относятся: глубина
резания t, подача S, скорость резания V. Глубина резания – величина срезаемого слоя за один проход, измеренная в направлении, перпендикулярном обработанной поверхности, т.е. перпендикулярном направлению подачи. При черновой обработке , как правило, глубину резанияназначают равной всему припуску, т.е. припуск срезают за один проход

где h – припуск , мм;
D – диаметр заготовки, мм;
d – диаметр детали, мм.
При чистовой обработке припуск зависит от требований точности и шероховатости обработанной поверхности. Подача – величина перемещения режущей кромки инструмента относительно
обработанной поверхности в направлении подачи за единицу времени (минутная подача Sм) или за один оборот заготовки. При черновой обработке назначают максимально возможную подачу исходя из жесткости и прочности системы СПИД, прочности пластинки, мощности привода станка; при чистовой обработке – в
зависимости от требуемой степени точности и шероховатости обработанной поверхности. Скорость резания – величина перемещения точки режущей кромки инструмента относительно поверхности резания в направлении движения резания за единицу времени. Скорость резания зависит от режущих свойств инструмента и может быть определена при точении по таблицам нормативов [4] или по эмпирической формуле 
где Сv – коэффициент, учитывающий условия обработки;
m, x, y – показатели степени;
T – период стойкости инструмента;
t – глубина резания, мм;
Kv – обобщенный поправочный коэффициент, учитывающий изменения
условий обработки по отношению к табличным
 ,
,
где Kmv – коэффициент, учитывающий влияние материала заготовки;
Knv – коэффициент, учитывающий состояние поверхности заготовки;
Kuv – коэффициент, учитывающий материал инструмента;
Kjv – коэффициент, учитывающий главный угол в плане резца;
Krv – коэффициент, учитывающий радиус при вершине резца – учитывается
только для резцов из быстрорежущей стали.
При настройке станка необходимо установить частоту вращения шпинделя, обеспечивающую расчетную скорость резания.
 , об/мин (2.3)
, об/мин (2.3)
Основное технологическое (машинное) время – время, в течение которого происходит снятие стружки без непосредственного участия рабочего
 , мин (2.4)
, мин (2.4)
где L – путь инструмента в направлении рабочей подачи, мм;
i – количество проходов.
L=l+y+  , мм
, мм
где l – размер обрабатываемой поверхности в направлении подачи;
y – величина врезания, мм;
– величина перебега, мм, =1¸2 мм.
где t – глубина резания;
j – главный угол в плане резца.
Пример решения задачи
На токарно-винторезном станке 16К20 производится черновое обтачивание на проход вала D=68 мм до d=62h12 мм. Длина обрабатываемой поверхности 280 мм; длина вала l1= 430 мм. Заготовка – поковка из стали 40Х с пределом прочности s в=700 МПа. Способ крепления заготовки – в центрах и поводковом патроне.
Система СПИД недостаточно жесткая. Параметр шероховатости поверхности Ra=12,5 мкм. Необходимо: выбрать режущий инструмент, назначить режим резания;определить основное время.
Сила резания
Сила резания R – результирующая сил сопротивления перемещению, действующих на инструмент.
Силу резания R принято раскладывать на составляющие силы – тангенциальную Pz , радиальную Py и осевую Px.
При точении, растачивании, отрезании, прорезании пазов и фасонном точении тангенциальную составляющую, H, рассчитывают по формуле

Сp; xp; yp; np – эмпирические коэффициент и показатели степени, приведённые в табл.15;
t – глубина резания (при отрезании, прорезании и фасонном точении – длина лезвия резца), мм;
Kp = KMp·K j p·K g p·K l p·Krp – поправочный коэффициент, учитывающий фактические условия резания. Численные значения этих коэффициентов приведены в табл. 13 и 16.
Для определения сил Py и Px существуют аналогичные эмпирические формулы. Однако для упрощения и ускорения расчётов величины радиальной Py и тангенциальной Px сил резания рекомендуется [3] принимать по следующим соотношениям
Мощность резания, кВт, рассчитывают по формуле
 (10)
(10)
С учётом потерь, мощность привода, кВт, определится
 (11)
(11)
где h – к.п.д. станка, (принимается равным 0,85).
Проверка режима резания по мощности резания
Расчитаный режим резания необходимо проверить на достаточность мощности привода станка. Найденное значение Nпр сравнивается с паспортным значением Nпр пасп станка, проверяется условие
 (12)
(12)
В случае несоблюдения этого условия следует уменьшить силу резания соответствующим изменением периода стойкости инструмента, подачи или глубины резания.
Проверка резца на изгиб
После проведения проверки по мощности резания производится проверка прочности державки резца на изгиб от действия тангенциальной составляющей силы резания (см. рис. 4).

Рис. 4. Схема к определению длины вылета резца.
При этом должно соблюдаться условие:
 (13)
(13)
B – ширина поперечного сечения державки резца, мм ;
Н – высота поперечного сечения державки резца, мм ;
lр – вылет резца из резцедержателя, мм:
[ s и]= 200 МПа – предельно допустимые напряжения на изгиб для державки из конструкционной стали.
При несоблюдении данного условия следует уменьшить вылет резца, увеличить размеры поперечного сечения державки, или уменьшить Pz соответствующим изменением режима резания.
Проверка на точность обработки
Радиальная составляющая силы резания Py может вызвать продольный изгиб заготовки. Поэтому необходима проверка жёсткости обрабатываемой детали, которая проводится исходя из условий точности обработки.
Максимальная нагрузка, Н, допускаемая жёсткостью заготовок, определяется по формуле:
 (14)
(14)
f – стрела прогиба детали, мм.
- Можно рекомендовать:
- при черновом точении f = 0,1 – 0,2 мм,
- при получистовом – f=0,1 мм,
- при точных работах 20 – 25 % от величины поля допуска на размер обрабатываемой поверхности;
k – коэффициент продольной упругости, зависящий от способа установки детали:
- k = 3 – деталь закреплена в патроне;
- k = 70 – деталь закреплена в центрах;
- k = 130 – деталь закреплена в патроне с поджатием задним центром;
E – модуль продольной упругости, МПа, табл. 17;
 – момент инерции поперечного сечения детали (круга), мм;
– момент инерции поперечного сечения детали (круга), мм;
Если условие  не выполняется, необходимо изменить схему закрепления детали; уменьшить глубину резания, величину подачи, геометрические параметры режущего инструмента.
не выполняется, необходимо изменить схему закрепления детали; уменьшить глубину резания, величину подачи, геометрические параметры режущего инструмента.

