

Ручные трубогибы для круглой трубы
Трубогиб для круглой трубы своими руками – видео уроки, чертежи
 Владельцы загородных домов или приусадебных участков во время обновления трубопровода или проведения любых строительных робот часто сталкиваются с надобностью сгиба круглой или профильной трубы под определенным углом.
Владельцы загородных домов или приусадебных участков во время обновления трубопровода или проведения любых строительных робот часто сталкиваются с надобностью сгиба круглой или профильной трубы под определенным углом.
Если такой процесс приходится осуществлять часто, что лучше приобрести специальное оборудование. Но если такая надобность возникает редко, то можно совершая не сложные манипуляции изготовить трубогибы для круглой трубы своими руками, видео уроки и чертежи данной конструкции будут представлены в статье ниже.
В данной публикации поговорим о том, как изготовить в домашних условиях трубогиб из подручных средств для сгиба круглых и профильных труб. Однако перед началом описания поэтапного изготовления, во вступительной части давайте рассмотрим, что собой представляет этот инструмент и для каких целей используется в хозяйстве.
Что такое трубогиб и для чего он нужен
Он представляет собой конструкцию, которая дает возможность сгибать профильные или круглые трубопрокатные материалы под нужным углом. Они делятся на:



Первый вид справляется со сгибанием больших размеров, механические модели используют для средних по величине, а ручные считаются идеальным вариантом для сгибания круглых трубопрокатных изделий диаметром до 3 см и профильных до 4 см.
По своим конструктивным особенностям, функционалу и принципу работы они разделяются на:



Сделать загиб без использования специального приспособления не получится, можно попросту испортить изделие или деформировать его. Представляем вашему вниманию пошаговою инструкцию изготовления трубогибов не только для круглых, но и профильных труб с видео уроками и чертежами, а так же вы можете узнать как произвести загиб без профилегиба в домашних условиях.
Технология работы любого трубогиба заключается в возможности правильно согнуть изделие под требуемый радиус. Если при сгибе не уделяется особое внимание качеству результата, то самодельные конструкции справятся с данной задачей на все 100%.
Делаем из металлической трубы и гайки
Этот вид устройства для сгибания считается самым элементарным. Оно изготавливается из куска жесткой круглой трубы (металлического стержня) с прикрепленной у основания гайкой.
 Чтобы работа инструмента была эффективной, следует придерживаться следующих характеристик:
Чтобы работа инструмента была эффективной, следует придерживаться следующих характеристик:
- подбирать гайку таким образом, чтобы размер ее внутренней резьбы был больше минимум на 30% от диаметра сгибаемого образца;
- сама рукоятка должна быть по возможности тверже, чтобы не деформироваться под давлением. Желательно использовать стальной прут.
Используется данный инструмент очень просто. Осуществлять сгибание может один человек самостоятельно (без помощников). Независимо оттого, что конструкция довольно простая, она может выполнять свое прямое назначение с трубами диаметром до 3 см.
Для осуществления процедуры потребуется проделать следующие шаги:
- Изготавливаем шаблон будущего изгиба из проволоки;
- Проводим замеры шаблона и переносим их на трубу;
- Труба устанавливается на ровный пол с жестким покрытием;
- Труба вставляется в гайку трубогиба, сопоставляя свое направление с замерами на трубе;
- Ногой, упираясь в трубу, которая находится на полу, прижимаем ее сильнее, а второй край сгибаем, медленно притягивая рукоятку трубогиба по направлению к себе. Такие манипуляции позволяют ее изогнуть на 10˚.
- Перемещая трубу по отверстию гайки, процедура повторяется несколько раз, пока в итоге изгиб не примет нужную форму.
Трубогиб из дерева
Для самостоятельного сгиба круглой трубы можно своими руками изготовить трубогиб из дерева. Такое устройство с технической точки зрения является самым простым, для работы не требуется дополнительных деталей, таких как например – гидравлический цилиндр.

Начинаем с того, что сбиваем между собой несколько досок из плотного дерева и вырезаем половину окружности соответствующего диаметра. Для вырезания можно использовать самую простую ручную пилу, главное следить за тем, чтобы соблюдался уклон ближе к основанию.
Получившуюся заготовку крепят к прочному основанию в виде столешницы или стены. Так же к основанию крепится дополнительный брусок из дерева для создания дополнительного упора.
При выборе дерева обратите внимание на то, что его толщина должна быть больше диаметра трубы иначе в процессе сгибания образца, он может соскользнуть и нанести травму.
Чтобы без труда сделать деревянный трубогиб для круглой трубы своими руками, можете ознакомиться с представленными ниже видео уроками. Это поможет разобраться во всех нюансах данного процесса.
Как с ним работать?
 Помещаем трубу в углубление между деревянным полукругом и упорным бруском и аккуратно начинаем давить на нее с обратной стороны, сгибая до нужного вида.
Помещаем трубу в углубление между деревянным полукругом и упорным бруском и аккуратно начинаем давить на нее с обратной стороны, сгибая до нужного вида.
Главное чтобы она легко входила в проем. Данное деревянное устройство хорошо гнет алюминиевые и стальные изделия. При этом его изготовление требует минимальных затрат.
Трубогиб из металлических крючков
 Для его изготовления понадобится провести следующие несложные действия:
Для его изготовления понадобится провести следующие несложные действия:
- купить в любом строительном магазине крючки из высококачественного металла;
- крепим их на устойчивом основании с шагом не более 5 см. Однако расстояние одного крючка от другого будет зависеть от размера изделия, которое нужно согнуть;
- в итоге получаем полукруглый шаблон;
- с одной стороны устройства крепится дополнительный упор.
Процесс сгибания будет напоминаь работу с деревянным шаблоном, но в этом случае не стоит для разного диаметра делать новый шаблон достаточно просто сдвинуть расстояние между крючками.
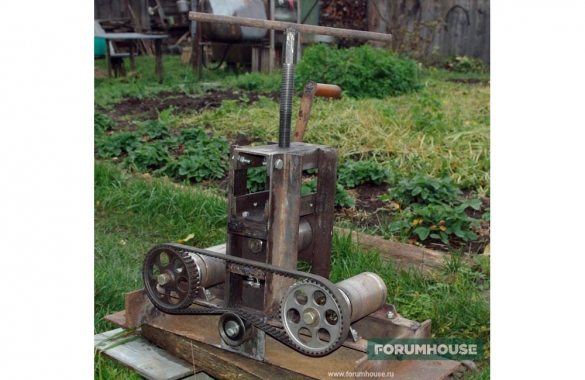
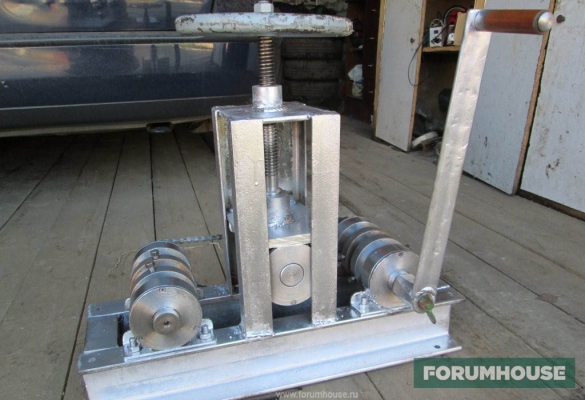
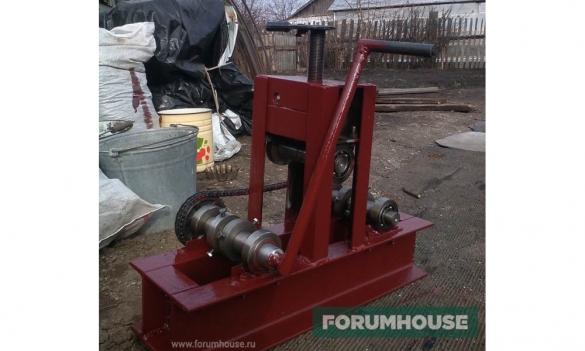
Трубогиб из цилиндра и роликов
Видео 1. Делаем ручной гидравлический трубогиб для круглого трубопроката своими руками
[/sociallocker]
Видео 2. Схема – чертеж.
Видео 3. Делаем своими руками
Состоит из роликов и цилиндра и является уже более сложным агрегатом. Зато он дает возможность сгиба под любым углом до 360˚. По факту предоставляется возможность создать трубогиб для профильной трубы своими руками, максимально похожий, по техническим характеристикам, на гидравлическое оборудование.
Образец фиксируется при помощи роликов, а свободно двигающийся цилиндр аккуратно сгибает ее до нужного угла. Чтобы изготовить своими руками подобный агрегат потребуется:
- две пластины из стали длинной 30 см и толщиной не более 10 миллиметров;
- четыре уголка из стали с полками размера 5х5 см;
- из деревянных досок сбивается шаблон, толщина которого не должна превышать 3 см;
- стальная пластина присоединяется с нижней стороны деревянного шаблона;
- на основании для того, чтобы придать большую прочность конструкции желательно прикрепить уголки;
- к верхней части крепится вторая стальная пластина;
- в последней делается отверстие одинакового диаметра что и у винта, который будет там установлен;
- болт несет функцию опоры для сгибаемой трубы;
- к верхней пластине крепятся уголки и ролики, которые ориентируются внутрь трубогиба;
Данный вид конструкции дает возможность сгибать под любым углом любое профильное изделие.
Видео 4. Самодельный гидравлический трубогибочный станок. Гнем с помощью домкрата
[/sociallocker]
Правила использования самодельных ручных трубогибов
Чтобы изготовленное устройство качественно и правильно выполняла свою работу нужно придерживаться нескольких простых правил по ее эксплуатации:
- Если для сгибания предлагаются шовные трубы, которые используют при монтаже трубопровода, то шов нужно размещать в сторону сгиба;
- В случае гибки больших диаметров рекомендуется проводить работы с напарником;
- Во время процесса пользуйтесь средствами защиты и не забывайте придерживаться правил техники безопасности.
Подытожив всю вышеизложенную информацию можно сказать одно, что самостоятельно соорудить трубогиб задача выполнимая. И воплотить ее в жизнь можно при наличии минимального количества свободного времени и денежных средств.
В данной статье поэтапно расписаны техники создания трубогибов разной сложности для работы со стандартными круглыми и профильными трубами. Подробно описаны материалы, которые потребуются для создания конструкций своими руками с минимальными финансовыми тратами.
Выбор определенной модели напрямую зависит от размера заготовки и от наличия подручных средств необходимых для создания той или иной конструкции. Представленные фотографии и видеоматериалы помогут разобраться во всех нюансах данной тематики и изготовить все самостоятельно!
Видео 5. Делаем трубогибочный станок своими руками в гараже (в конце схема-чертеж).
Видео 6. Трубогибочный станок + чертежи
Как сделать трубогиб для трубы своими руками: чертежи, схемы, видео
Вашему вниманию предлагается статья с пошаговыми инструкциями и чертежами по изготовлению поворотного трубогиба для профиля и круглых труб. Мы расскажем об основных правилах сборки рычага и станины домашнего станка своими руками и приведём видеоинструкции с комментариями.

На разных этапах строительства, монтажа водопровода и других работах часто приходится сталкиваться с необходимостью ровного загиба трубы по большому или малому радиусу. Сделать это без специального приспособления невозможно — труба деформируется и качество изделия сойдёт на нет.
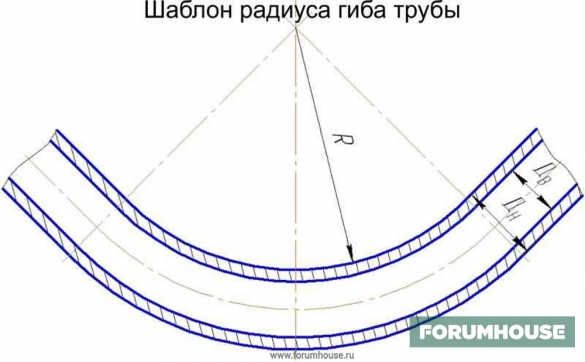
Немного о радиусах
Круговой загиб подразумевает определение величины радиуса, которую можно подразделить на три категории:
- Малый радиус — от 50 до 250 мм. Загиб под таким радиусом уместно назвать коленом. Его выполняют на водопроводных трубах круглого сечения Ø 15–75 мм, либо на трубах квадратного профиля 15–25 мм (декоративная ковка).
- Средний радиус — от 250 до 500 мм. Часто применяется для изготовления кольцевых форм из полосы 40х3, трубы Ø 15–75 мм, квадратного (15–25 мм) или прямоугольного (до 20х40 мм) профиля — обода бочек, резервуаров.
- Большой радиус — более 500 мм. Применяется для изготовления арочных элементов — каркасов теплиц, козырьков, рёбер сварных конструкций. Обычно это квадратный (15х15, 20х20) или прямоугольный профиль 20х40, 40х60 мм. Арки из круглой трубы обычно не делают — к ним неудобно крепить распределительную обрешётку, но загнуть круглую трубу большого радиуса можно при диаметре не более 75 мм.

Радиус на более толстых трубах выполняется не изгибанием, а сегментацией — когда колено нарезается сегментами и сваривается.
Загибы малого радиуса в большинстве случаев необходимы на водопроводных трубах Ø 15–38 мм. Часто важен сам факт изгиба под нужным углом, чем его качество. В обиходе мастеров имеется две разновидности трубогибов для выполнения этой задачи — трёхточечный и поворотный.
Как сделать поворотный трубогиб своими руками
Этот вид инструмента часто можно встретить в «ручном» исполнении. Усилие прикладывается оператором через рычаг. Приспособление просто изготовить, имея навык слесаря и сварщика. Для этого понадобятся основные элементы — рычаг, два колеса с блоков (с желобами) разных диаметров, стальная пластина и другие металлические детали.
Сначала нужно изготовить мощную вилку (металл не менее 5 мм) под толщину колёс. Для этого необходим расчёт. Предположим, что нам необходимо гнуть трубу с наружным диаметром 25 мм. В нашем распоряжении имеются колёса (подшипники) двух диаметров: r1 = 250 и r2 = 100 мм (радиусы 125 и 50 мм соответственно). Радиус большего колеса будет внутренним радиусом колена.
Конструкция вилки будет такой:
 Конструкция вилки трубогиба
Конструкция вилки трубогиба
Главный размер вилки рычага — расстояние между колёсами (d = 25) — посадочное место трубы и должно быть равно её диаметру плюс 1–2 мм. В нашем случае это 25 мм.
Примечание. Если колёса имеют желоб, в расчёт берётся внутренняя точка жёлоба.
Следующий шаг — определяем расстояние между осями колёс (а) по формуле:
Далее следует определить достаточный размер вилки, исходя из расстояния между осями колёс (с). Здесь нужно придерживаться только ориентировочного зазора между малым колесом и задней стенкой вилки (принять 10 мм), а также запаса металла на крепление стационарной оси большого колеса (принять 30 мм):
Величина зазора между полками вилки (в) будет равна толщине колеса плюс 1–2 мм (принять в = 30 мм).
Малое колесо будет установлено на оси, неподвижно закреплённой на полках вилки. Постарайтесь применить на этой оси подшипник — это заметно облегчит работу по сравнению с простым («сухим») креплением.
Если стоит задача сделать трубогиб для нескольких диаметров труб (от 15 до 38 мм), расстояние между полками вилки должно быть достаточным для установки максимально толстой трубы. Полку вилки сделайте длиннее и просверлите отверстия для стационарной оси для каждого из диаметров.
Узел 1 — крепление рычага к вилке — по возможности выполните надёжным резьбовым соединением с обваркой. Просто приварить «в торец» ручку рычага будет ненадёжно, т. к. именно через эту точку передаётся вся нагрузка.
В качестве основы для площадки трубогиба подойдёт стальная пластина 350х200 мм или более при толщине от 8 мм. Продумайте сразу, каково будет назначение станка — стационарный или переносной. Предусмотрите монтажные отверстия в пластине Ø 12–20 мм.
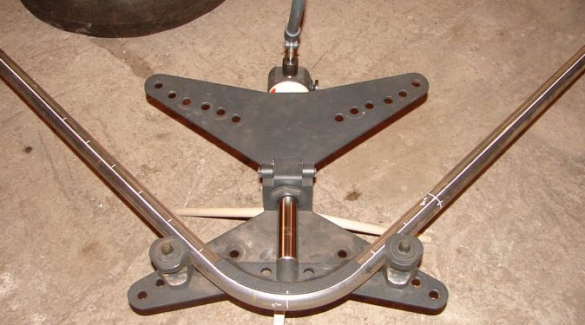
 Конструкция площадки: 1 — упор; 2 — монтажные отверстия; 3 — рычаг; 4 — направление усилия в момент загиба; 5 — ось, закрепленная на вилке; 6 — труба; 7 — стационарная ось
Конструкция площадки: 1 — упор; 2 — монтажные отверстия; 3 — рычаг; 4 — направление усилия в момент загиба; 5 — ось, закрепленная на вилке; 6 — труба; 7 — стационарная ось
Стационарную ось можно выполнить из обычного штыря, приварив его в центре пластины, но лучше использовать подшипник или подшипниковую втулку. Упор закрепляется по месту, после сборки поворотного механизма. Если станок рассчитан на один диаметр, упор (уголок 50х50 мм) можно просто приварить к платформе. Если диаметров несколько, опытным путём установить местоположение упора под каждый из них, сделать отверстия в соответствующих местах и подобрать стержни (крепление «на палец»).
Как работает трубогиб, видео
В точности исполненный станок дополняется фиксаторами для гнутья тонкостенных труб. Такой подход актуален на производстве, где работа ведётся в основном одним-двумя видами труб.
Видео: трубогиб на производстве
Эту базовую модель можно усовершенствовать — сделать колёса подвижными вдоль оси крепления, тем самым расширив диапазон радиусов. Для этого понадобятся более остроумные решения и точное исполнение деталей.
Усовершенствованный ручной трубогиб своими руками, видео
Заводские станки и инструменты для задания малых радиусов имеют тот же неизменный принцип, но скомпонованы по-другому. Более удобные и совершенные крепления, которые переставляются легко и быстро, механизированный труд, точное исполнение и бережное отношение к заготовке — то, что нужно профессионалу, который привык работать много и качественно.
Ручной электрический трубогиб
Качественно изготовить основные детали комплектных станков — систему упоров и рычаги — можно только в заводских условиях.
Соблюдая основные правила и сам принцип гнутья трубы, можно применять любые имеющиеся в распоряжении детали для усовершенствования станка.
Трубогиб: обзор и разбор вариантов самодельных конструкций, расчет, чертежи, реализация

Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют. Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:

Но немалая часть самодельных трубогибов гнет по принципу «как вышло, так и будет». Вместе с тем те, кому довелось видеть внутренности самолета или ракеты, наверняка обратили внимание на пучки и хитросплетения труб, гнутых, порой самым причудливым образом, чисто и ровно «как так и было». Но никаких «высокосмических» секретов в соотв. производственном оборудовании нет. На аэрокосмических заводах гнутьем труб занимаются рабочие низших разрядов или вовсе ученики. Секреты – в правильных пропорциях некоторых особенностях изготовления трубогибочных станков и устройств и в выборе подходящего для определенной работы их типа. В данной статье эти «секреты» раскрываются, с упором на трубогиб для профильной трубы, поскольку, с одной стороны, именно профтрубы нужнее всего в частном хозяйстве, а с другой – их гибка существенно сложнее, чем круглых.
Примечание: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
На военных советах принято прежде всего докладывать о противнике. Так что и мы «разбор полетов» начнем с того, чего нужно избежать.
Типичные дефекты гнутья труб показаны слева на рис.:

Дефекты сгибания круглых и профильных труб
Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте. На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины. Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.
Характерный дефект гнутья прямоугольных профтруб – «пропеллер» (в центре на рис.), когда труба в процессе гибки закручивается по оси. Арку или полуарку, согнутую с «пропеллером», исправить до пригодности в дело чаще всего невозможно. Причина «пропеллера» – несимметричное распределение технологических нагрузок во время гибки, и гибочное оборудование для профильных труб должно обеспечивать их правильно растекание по заготовке.
Еще один характерный дефект, но уже круглых тонкостенных труб из мягких металлов (меди, алюминия) – «плюшка» (справа на рис.), наружный и/или внутренний продольный рубец; чаще всего при этом на глаз заметно и сплющивание трубы, откуда и название. Микротрещина в «плюшке» где-то обязательно да будет. Хроническая протечка в домовом водоразборе или теряющий фреон кондиционер это не дешевая «запара», а утечка из топливного трубопровода просто опасна. Строительные конструкции, включающие трубчатые элементы с «плюшкой», склонны к внезапному разрушению. Причина «плюшки» гнутых труб – неправильный выбор и/или настройка трубогиба.
Главные правила
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:

- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Примечание: для некоторых типов трубогибочных устройств, напр. дорновых и 3-роликовых, см. далее, начальный (стартовый) «хвост» вроде бы не нужен. Но его роль в данном случае играет еще не изогнутый остаток заготовки, поэтому обрезать исходную трубу заранее точно в размер нельзя, выйдет брак. Отрезок на единичное «бесхвостое» изделие, напр. завиток для холодной ковки, вырезается в запасом на «задний хвост» такой же, как «передний». Запас идет в отход, поэтому изделия без прямых отрезков в начале и/или в конце лучше гнуть партиями последовательно из одной трубы, тогда в отход пойдет только самый последний «хвостик».
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
Выбор прототипа
По всему комплексу указанных выше показателей производится выбор трубогиба определенной конструкции. Из доступных или частично доступных для самостоятельного изготовления таковыми являются приспособления, инструменты и станки для изгибания труб:
- ручной гибочный рычаг – гибка на средние и большие радиусы круглых труб со стенками нормальной толщины. Тонкостенные трубы плющит и мнет, на профильных дает «пропеллер» при незначительном качании рычага вбок. Непременно дает допустимые дефекты. Изгиб на домонтаж или, с дополнительным контрольным шаблоном, по профилю на домонтаж. Прост, дешев, энергонезависим. Постоянной производственной площади для размещения не требуется. Мобилен: можно переносить вручную на дальние расстояния. Низкая производительность, высокая трудоемкость изгиба и утомляемость работника. Достаточно высокие требования к физической силе, квалификации, выносливости и добросовестности оператора. Сфера применения – единичные нестандартные части строительных конструкций;
- гибочная плита (доска) – подобна рычагу, но для малых и средних радиусов. Мобильность вручную ограничена стройплощадкой. Производительность выше, а трудоемкость, утомляемость и требуемая квалификация работника ниже, чем для рычага. Применяется преим. в ходе строительных работ для изготовления на площадке частей трубопроводов и трубчатых вводных и/или вентиляционных устройств;
- гибочный шаблон (кондуктор) – обладает свойствами, похожими на таковые гибочного рычага, но предназначен для изгибания труб тонкостенных, из мягких металлов и профильных. Возможен бездефектный изгиб по профилю в размер. Очень низкая производительность (особенно – по стальным трубам) вследствие «отстоя» на релаксацию металла, см. далее. Если некуда торопиться (скажем, зимой к летнему строительному сезону), может заменить вальцовый трубогиб. Возможно также изготовление многорадиусных архитектурных форм (с контршаблоном). Требуемая квалификация работника в обработке металла – начальная;
- роликовые (обкатные) трубогибы – ручная гибка труб до 30-40 мм по радиусному профилю на домонтаж и в размер. Радиусы изгиба – малые. Сложность и трудоемкость изготовления невысокие. Отдельной производственной площади не требуется, требования к квалификации оператора минимальные. Производительность невысокая. Возможен бездефектный изгиб тонкостенных труб из мягких металлов. Мобильны вручную. Преим. область применения – изгибы общего назначения (см. выше) в ходе слесарных и ремонтно-строительных работ. Сложность и трудоемкость самостоятельного изготовления невысокие;
- арбалетные (обжимные) трубогибы – по свойствам похожи на роликовые, но повышенной производительности для круглых труб из мягких металлов со стенками средней толщины. Возможна оперативная перенастройка по ходу работы. Мобильны ограниченно (перевозятся авторанспортом) или устанавливаются стационарно. Самостоятельное изготовление неоправдано, см. далее. Чаще всего применяются при монтаже домашних и квартирных медных и алюминиевых трубопроводов. В производственных условиях – для выполнения изгибов общего назначения на стальных трубах диаметром до 60 мм;
- дорновые (обводные) трубогибы – также похожи на роликовые, но возможен изгиб с переменным радиусом без стартового хвостовика. Требования к физической силе работника достаточно высокие. Основное назначение – изготовление мелких фрагментов архитектурно-декоративного назначения и для художественной ковки. Сложность и трудоемкость изготовления своими силами весьма высокие.
- вальцовые (прокатные или протяжные) трубогибочные станки – высокопроизводительная гибка любых труб по большим и средним радиусам. Устанавливаются стационарно в специально подготовленном помещении или на оборудованной площадке; реже – перевозятся к месту работы. Гибка – бездефектная по профилю; возможно – по профилю в размер. Основное назначение – производство радиусных строительных дуг из профтрубы до 80 мм шириной.
Описание конструкций
Изложенного выше материала достаточно для предварительного выбора конструкции необходимого для данной конкретной работы трубогибочного оборудования. Для уточнения к окончательному решению даем более развернутые описания.
Рычаг
Устройство ручного гибочного рычага – проще некуда, см. рис. Однако таким вот примитивным приспособлением века и тысячелетия выгибались детали, порой ставящие в тупик и современных технологов. Трубу можно уложить и просто на землю, подложив под нее деревянные чурбачки и закрепив вбитыми в грунт скобами. Работать рычагом лучше с придерживающим заготовку подсобником, сверяясь в ходе гибки по заранее подготовленному шаблону.

Ручной гибочный рычаг для труб
Плита
Гибочная плита (опорно-упорный ручной трубогиб) известна так же давно, как и рычаг. Конструкция в некотором роде гениальная: в качестве гибочного рычага используется сама изгибаемая труба, а вместо «дырки» (хомута на рычаге) его противоположность – прочный опорно-упорный штырь или несколько их. В общем, все по законам Мерфи: если никак не получается, как надо, попробуй сделать все наоборот.
Устройство гибочной плиты понятно по рис. (слева):

Гибочная плита (опорно-упорный ручной трубогиб) и ее “грунтовая” модификация для изготовления дуг каркаса теплицы
Наиболее употребительная разновидность – 4х4. На плите можно делать на доомонтаж (с допустимыми дефектами) все общеупотребительные изгибы. Мешающие упоры просто снимаются; недостающие подставляются. Шаг установки опорно-упорных штифтов берется таким, чтобы между ними входила самая толстая из используемых труб. Бетонную плиту можно залить прямо на грунт в каком-то непотребном месте стройплощадки, напр. где будет фундамент сарая (внутри, не под лентой!) или, допустим, выгребная яма. Марка готового раствора – от М250; армирование не менее чем 2-ярусное. Лунки до штифты формируются деревянным палками, обернутыми пленкой или обильно смазанными солидолом (хуже). Штифты для бетонной плиты нужно делать с хвостовиками длиной в толщину плиты; можно применять и простые круглые штифты из отрезков толстостенной трубы или стального прутка.
«Земляная» модификация гибочной плиты показана в центре и справа на рис. Опоры/упоры – вбитые в грунт трубы или деревянные колья. На таком «станке» можно за раз выгнуть до 5-6 тепличных дуг из трубы до 16х15х2. Важная особенность: трубу нужно обводить по упорам медленно, в несколько приемов, иначе вследствие отдачи напряжения возможен брак – обратная волна. Пленка на ней будет все время протираться, а качественно смонтировать поликарбонатное покрытие вряд ли получится. Уложенные дуги оставляют в «станке» на сутки (лучше – до недели), чтобы остаточные напряжения в металле трубы «рассосались» (релаксировали) и профиль дуг не «сплеснул» за допустимые пределы.
Примечание: на основе гибочной плиты можно сделать универсальный опорно-упорный ручной станок для гибки труб и прутков, см. видео:
Видео: самодельный универсальный гибочный станок
Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.

В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.

По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).
Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.

Привод опорных валов может быть как ручным, так и электрическим.

Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.


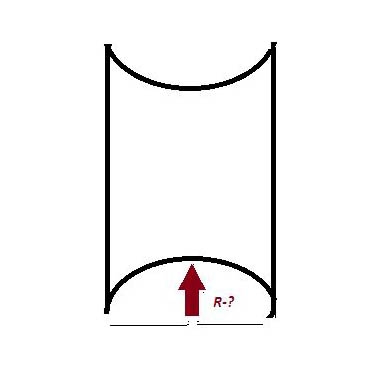
Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.


Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.
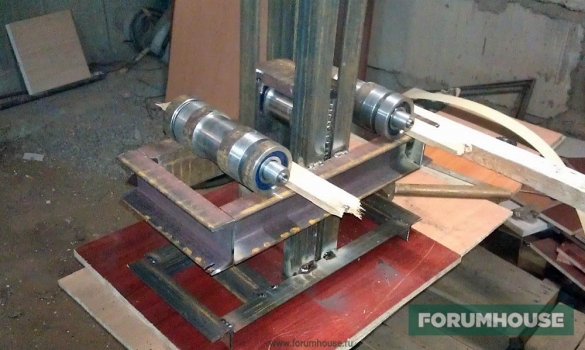
Изготовление электромеханического трубогиба
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.

Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.

Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
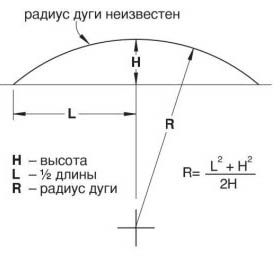
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
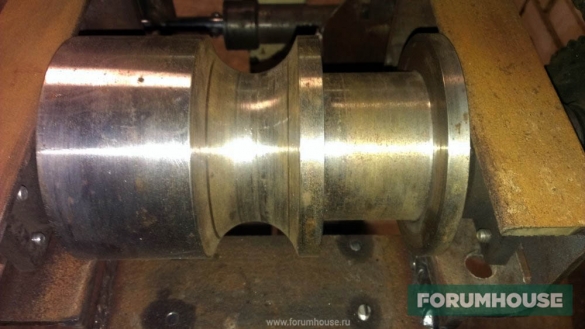
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.

Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.

Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.

Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.
В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.

В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
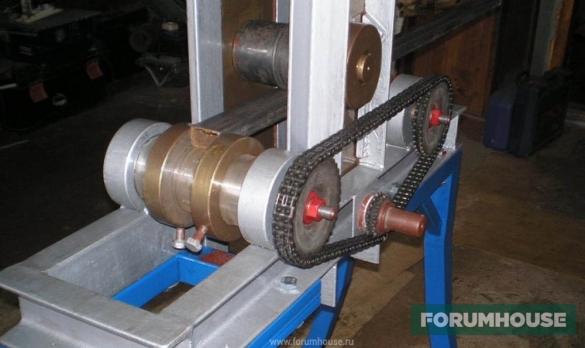
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.
На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.
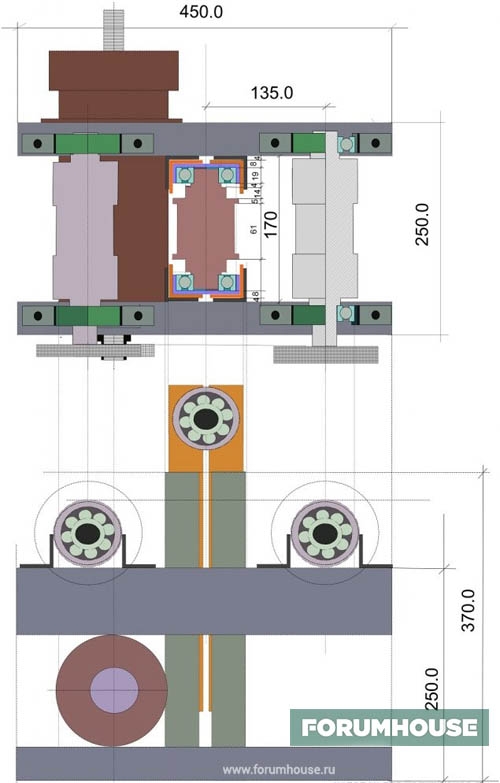

При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.

В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.

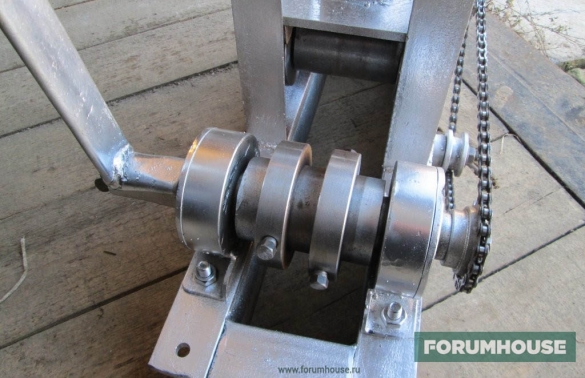
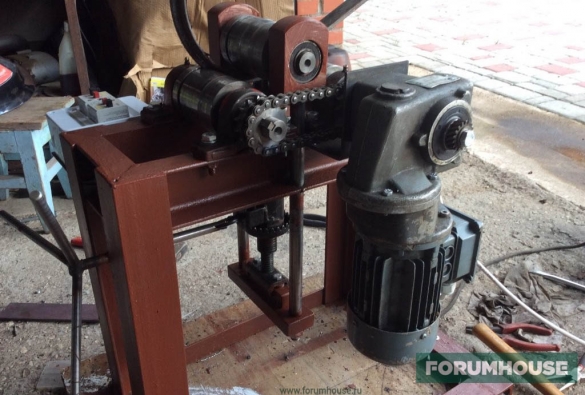
Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).

Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.

Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).

Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Если вы всерьез заинтересовались самостоятельным изготовлением трубогибочного станка, рекомендуем посетить раздел нашего портала, который посвящен данному вопросу. Там вы найдете не только ценные рекомендации, но и готовые чертежи, успешно применяемые на практике. Если изготовление трубогиба кажется вам занятием неоправданным, то познакомьтесь с информацией о том, как гнуть квадратные трубы простыми способами. О том, как устроены самодельные приспособления для загибки арматуры, вы узнаете из соответствующей статьи. А видеосюжет, посвященный строительству домашней теплицы, расскажет вам о том, как правильно использовать гнутые металлические конструкции по их прямому назначению.

