

Шероховатость поверхности при точении
Шероховатость поверхностей при обработке инструментами
Классы шероховатости поверхности
Факторы, влияющие на качество поверхности
Шероховатость поверхности зависит от метода и режима обработки, качества применяемого режущего инструмента, жесткости технологической системы, физико-механических свойств обрабатываемого материала, вида применяемой смазывающе-охлаждающей жидкости, вибраций технологической системы и др.
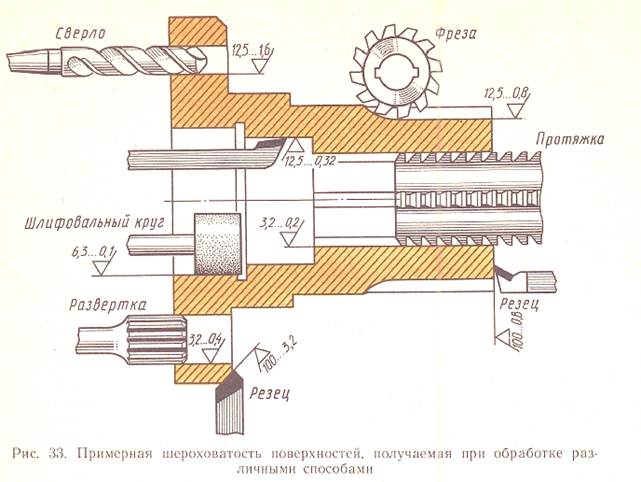
Каждому методу обработки (точение, шлифование и др.) соответствует свой диапазон получаемой шероховатости поверхности. В табл. 3.1 приведена шероховатость поверхности при различных методах обработки стали и серого чугуна и сопоставлены параметры шероховатости с параметрами средней экономической точности. Из сопоставления этих параметров можно увидеть их взаимосвязь: чем выше точность получаемого размера, тем меньше шероховатость поверхности.
Далее, на стр. 7 см. табл. 3.1.
Таблица значений шероховатости
Примечание: * – предпочтительные значения параметров Ra
Обозначений шероховатости поверхности на чертежах

*Обдирочное шлифование применяют в качестве предварительной обработки поверхностей отливок и поковок, не выдерживая допуска на размер.
**Этот метод не повышает точности размера, полученного на предшествующей обработке.
При обработке заготовок лезвийным инструментом шероховатость поверхности в значительной мере зависит от скорости резания и подачи. На рис. 3,5, а показано влияние скорости резания на шероховатость поверхности при точении стали (кривая 1) и чугуна (кривая 2). После обтачивания стальной заготовки со скоростью резания около 20 м/мин (кривая 1) наблюдается наибольшая шероховатость, что связано с явлением активного образования нароста на режущей части резца. При скорости резания свыше 80 м/мин образование нароста практически прекращается. Кроме того, при высоких скоростях резания значительно уменьшается глубина пластически деформированного слоя, что также снижает шероховатость поверхности.
На рис. 3.5, б показана зависимость шероховатости поверхности от подачи при точении заготовки из стали 45 резцом с радиусом закругления вершины 2,5 мм. Из рисунка видно, что изменение малых подач (до 0,2 мм/об) незначительно влияет на изменение шероховатости поверхности. Но при переходе в область подач свыше 0,2 мм/об микронеровности обработанной поверхности возрастают более интенсивно.
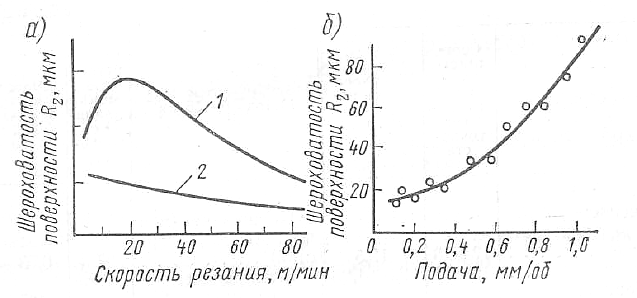
Рис. 3.5. Графики зависимостей шероховатости поверхности от скоростей резания и подач
С увеличением глубины резания шероховатость поверхности возрастает незначительно и практически ее можно не учитывать.
Значительное влияние па шероховатость поверхности оказывает состояние режущей части инструмента: микронеровности режущей кромки инструмента ухудшают шероховатость обработанной поверхности; это особенно заметно при обработке протяжками, развертками или широкими резцами. Затупление режущего инструмента приводит к увеличению шероховатости обработанной поверхности.
При обработке заготовок абразивным инструментом шероховатость поверхности снижается с уменьшением зернистости и повышением твердости шлифовального круга, повышением скорости резания, уменьшением продольной и поперечной подач.
При обработке стали с высоким содержанием углерода (С > 0 5%) получается более чистая поверхность, чем при обработке низкоуглеродистой стали.
Применение смазывающе-охлаждающей жидкости улучшает шероховатость обработанной поверхности. Одновременно повышается стойкость инструмента. На рис. 3.6 показано (по данным К. С. Колева) влияние охлаждения на микрогеометрию поверхности при точении стали Х4Н быстрорежущим резцом при подаче S = 0,67 мм/об: 1 — точение без применения охлаждения; 2 — охлаждение водной эмульсией (0,5 % соды и 0,1 % мыла).
Жесткость технологической системы значительно влияет на шероховатость и волнистость поверхности. Так, например, при точении нежесткого вала с установкой на центры наибольшая шероховатость поверхности получается примерно в средней части по длине вала. Недостаточная жесткость системы может быть причиной появления вибрации при резании и, как следствие, образования волнистой поверхности.
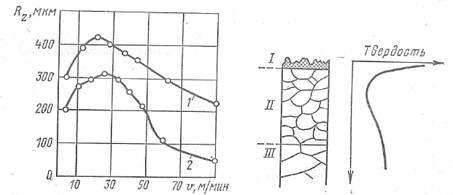
Физико-механические свойства поверхностного слоя деталей и заготовок в значительной мере зависят от воздействия тепловых и силовых факторов в процессе обработки. Поверхностный слой обработанной стальной заготовки состоит из трех зон (рис. 3.7): I – зоны резко выраженной деформации, характеризуемой искажением кристаллической решетки, дроблением зерен и повышенной твердостью; II – зоны деформации, характеризуемой вытянутыми зернами и снижением твердости по сравнению с первой зоной; III — переходной зоны (зоны постепенного перехода к структуре основного металла).
Исходные заготовки из стали, полученные ковкой, литьем или прокатом, имеют поверхностный слой, состоящий из обезуглероженной зоны и переходной зоны, т. е. зоны с частичным обезуглероживанием. Например, заготовки, полученные горячей штамповкой, имеют обезуглероженный слой в пределах 150—300 мкм, а полученные свободной ковкой — от 500 до 1000 мкм.
При обработке стальных заготовок резанием глубина деформации распространяется до 100—300 мкм. У чугунных заготовок глубина распространения деформации незначительна (до 15 мкм).
При механической обработке металлов деформация поверхностного слоя сопровождается упрочнением (наклепом) этого слоя. С увеличением глубины резания и подачи глубина наклепанного слоя возрастает. Так, например, при черновом точении глубина наклепа составляет 200—500 мкм, при чистовом точении 25—30 мкм, при шлифовании 15—20 мкм и при очень тонкой обработке 1—2 мкм.
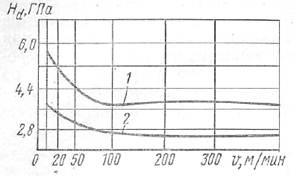
С увеличением скорости резания глубина наклепа уменьшается. Это объясняется уменьшением продолжительности воздействия сил резания на деформируемый металл. На рис. 3.8 показано (по данным К. С. Колева) влияние скорости резанияvпри точении стали ЗОХГС (кривая 1) и стали 20 (кривая 2) на наклеп Нd.
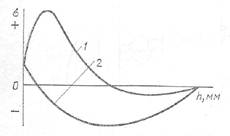
При шлифовании деталей доминирующим фактором является тепловой, служащий причиной появления в поверхностном слое обрабатываемого металла растягивающих напряжений. На рис. 3.9 показана схема распределения остаточных напряжений σ после шлифования на глубину h поверхностного слоя (кривая 1). Появление растягивающих напряжений связано с быстрым нагреванием поверхностного слоя в зоне контакта металла детали с шлифовальным кругом. После прохождения шлифовального круга поверхностный слой, охлаждаясь, стремится сжаться, вызывая растягивающие напряжения. При шлифовании с выхаживанием (т. е. с последующим выключением продольной подачи) значительно уменьшаются напряжения растяжения и увеличиваются напряжения сжатия (кривая 2).
Шероховатость поверхностей при токарной обработке
На поверхности, обработанной токарным резцом, образуются неровности в виде винтовых выступов и винтовых канавок (рис. 1, а), отчетливо заметные при крупной подаче s и обнаруживаемые лишь при помощи специальных приборов, если подача невелика.
Такие неровности расположены в направлении подачи и образуют поперечную шероховатость в отличие от продольной шероховатости (рис. 1, б), образуемой неровностями в направлении скорости резания v.
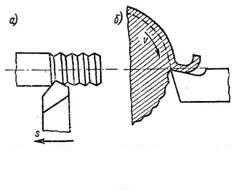 Рис. 1. Поперечная (а) и продольная (б) шероховатости, получающиеся при токарной обработке.
Рис. 1. Поперечная (а) и продольная (б) шероховатости, получающиеся при токарной обработке.
При токарной обработке наибольшее значение имеет поперечная шероховатость, характеризуемая формой и размерами винтовых выступов, образующих неровности. Высота таких неровностей зависит от очень многих факторов, участвующих в процессе резания и действующих в разных случаях по-разному, и поэтому не может, быть определена с помощью расчетов, а находится лишь опытным путем.
Причины образования шероховатостей
1. Термическая обработка материала. Если материал подвергнут термической обработке, то шероховатость его поверхности уменьшается, т.к. повышается однородность его структуры.
2. Величина подачи. При крупных подачах высота неровностей значительно отличается от расчетной и превышает ее в несколько раз.
3. Скорость резания. При скорости резания до 3-5 м/мин размеры неровностей незначительны; с увеличением скорости резания неровности возрастают; при повышении скорости резания до 60-70 м/мин высота неровностей уменьшается, и при скорости около 70 м/мин шероховатость поверхности получается наименьшей. Дальнейшее повышение скорости резания незначительно влияет на шероховатость обработанной поверхности.
4. Состав смазочно-охлаждающей жидкости, применяемой при токарной обработке. Наилучшие результаты получаются, если жидкость содержит минеральные масла, мыльные растворы и другие вещества, повышающие ее смазочные свойства.
5. Степень затупления резца. При небольшом затуплении резца обработанная поверхность часто получается даже несколько чище, чем при остром резце. При дальнейшем затуплении резца шероховатость поверхности увеличивается.
6. Материал режущего инструмента. Например, резцами из твердых сплавов очень трудно получить хорошую поверхность при обработке вязких материалов.
7. Вибрации, возникающие в процессе резания. Особое значение в этом случае приобретают чрезмерные зазоры в направляющих суппорта и в подшипниках, неточности зубчатых передач станка, плохая балансировка вращающихся частей станка, недостаточная жесткость обрабатываемой детали, углы резца, его вылет и т.д. Все эти вредные явления при токарной обработке вызывают продольную шероховатость поверхности.
Другие статьи по сходной тематике
Основные понятия о токарной обработке и токарных станках.
Стали марок AISI 409, 430, 439 — аналоги отечественных марок 08×13, 12×17 и 08×17Т
Гидравлические гильотинные ножницы, гильотинные ножницы с ЧПУ для раскроя и обработки листовых материалов.
Правила нанесения обозначений шероховатости поверхностей на чертежах
Шероховатость поверхности
Шерохотоватость поверхности – это показатели, которые обозначают определенное количество данных характеризующих состояние неровностей поверхности измеряемых сверхмалыми отрезками при базовой величине длины. Совокупность показателей, обозначающих возможную ориентацию направлений неровностей поверхностей с определенными значениями и их характеристикой, задается в нормативных документах ГОСТ 2789-73, ГОСТ 25142-82, ГОСТ 2.309-73. Совокупность требований указанных в нормативных документах распространяется на изделия, изготовленные с использованием различных материалов, технологий и методов обработки, за исключением имеющихся дефектов.

Высокое качество обработки деталей позволяет значительно снизить износ поверхностей, возникновение очагов коррозии, тем самым повышая точность сборки механизмов их надежность при длительной эксплуатации.
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.

Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:
При проведении качественного контроля проводится сравнительный анализ поверхности рабочего исследуемого и стандартного образцов путем визуального осмотра и на ощупь. Для проведения исследования выпускаются специальные наборы образцов поверхностей имеющих регламентную обработку согласно ГОСТ 9378-75. Каждый образец имеет маркировку с указанием показателя Ra и метода воздействия на поверхностный слой материала (шлифовка, точение, фрезерование т.д.). Используя визуальный осмотр можно достаточно точно дать характеристику поверхностного слоя при характеристиках Ra=0.6-0.8 мкм и выше.

Образцы шероховатости поверхности
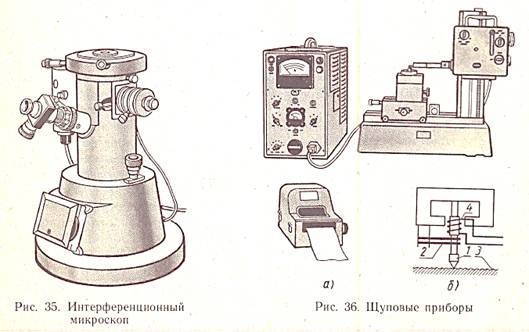
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т.д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2.5-0.16 мкм, Rz=10-0.8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2.5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т.д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2.5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5.0-1.25 мкм, Rz=20-6.3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0.63-0.08 мкм, Rz=3.2-0.4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.

Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т.д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Маркировка структуры поверхности
При нанесении обозначений в рабочей документации, чертежах применяются специальные знаки для характеристики материала, которые регламентируются стандартом ГОСТ 2.309-73.

Правила нанесения знаков на чертежах
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.

Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.
Особые условия
При массовом производстве определенных деталей иногда нарушается заданная форма или их сопряженность. Подобные нарушения увеличивают допустимый износ деталей, и ограничиваются специальными допусками, которые указаны в ГОСТ 2.308. Каждый вид используемого допуска имеет 16 определяющих степеней точности, которые оговариваются для деталей разной конфигурации с учетом используемого материала. Необходимо также учитывать, что используемые допуски размера и конфигурации для деталей имеющих цилиндрическую форму берутся с учетом диаметра деталей, а плоские детали с учетом толщины, а максимальная погрешность не должна превышать показатель допуска.
Правильное использование методики определения показателей шероховатости поверхностей позволяет достичь более высокой точности обработки и размера деталей при соблюдении параметров указанных в нормативных документах, которые дают возможность значительно повысить качество готового продукта.
Шероховатость поверхности после механической обработки
На шероховатость поверхности, обработанной резанием, оказывает влияние большое число факторов, связанных с условиями изготовления заготовки. В частности, высота и форма неровностей, а также характер расположения и направление обработочных рисок зависят от принятого вида и режима обработки; условий охлаждения и смазки инструмента; химического состава и микроструктуры обрабатываемого материала; конструкции, геометрии и стойкости режущего инструмента; типа и состояния используемого оборудования, вспомогательного инструмента и приспособлений.
Все многообразные факторы, обусловливающие шероховатость обработанной поверхности, можно объединить в три основные группы: причины, связанные с геометрией процесса резания; пластической и упругой деформациями обрабатываемого материала и возникновением вибраций режущего инструмента относительно обрабатываемой поверхности.
Процесс возникновения неровностей вследствие геометрических причин принято трактовать как копирование на обрабатываемой поверхности траектории движения и формы режущих лезвий. С геометрической точки зрения величина, форма и взаимное расположение неровностей (направление обработочных рисок) определяются формой и состоянием режущих лезвий и теми элементами режима резания, которые влияют на изменение траектории движения режущих лезвий относительно обрабатываемой поверхности. В различных условиях обработки пластические и упругие деформации обрабатываемого материала и вибрация искажают геометрически правильную форму неровностей, нарушают их закономерное распределение на поверхности и в значительной степени увеличивают их высоту. В ряде случаев пластические деформаций и вибрации вызывают появление продольной шероховатости, достигающей значительных размеров, и увеличение поперечной шероховатости.
Преобладающее влияние на формирование шероховатости поверхности оказывает (как правило) одна из трех указанных групп причин, которая и определяет характер и величину шероховатости. Однако в отдельных случаях шероховатость возникает в результате одновременного и почти равнозначного воздействия всех указанных причин и вследствие этого не имеет четко выраженных закономерностей.
Геометрические причины образования шероховатости
За один оборот заготовки резец перемещается на величину подачи S1 (мм/об) и переходит из положения 2 в положение 1 (рис. 1, а). При этом на обработанной поверхности остается некоторая часть металла, не снятая резцом и образующая остаточный гребешок m. Совершенно очевидно, что величина и форма неровностей поверхности, состоящих из остаточных гребешков, определяются подачей S1 и формой режущего инструмента.
Например, при уменьшении подачи до значения S2 высота Rz неровностей снижается до Rz (рис. 1, б). Изменение углов φ и φ1 в плане оказывает влияние не только на высоту, но и на форму неровностей поверхности (рис. 1, в).
При использовании резцов с закругленной вершиной достаточно большого радиуса r1 форма неровностей становится соответственно также закругленной (рис. 1, г). При этом увеличение радиуса закругления вершины резца до r2 приводит к уменьшению высоты Rz шероховатости (рис. 1, д).

Рис. 1. Геометрическике причины образования шероховатости при точении
Формула расчета подачи учитывающая геометрические причины образования шероховатости:
где So – подача на оборот; Ra – шероховатость, мкм; r – радиус при вершине инструмента, мм.
При изготовлении режущего инструмента и при его затуплении на режущем лезвии инструмента образуются неровности и зазубрины, определенным образом увеличивающие шероховатость обрабатываемой поверхности. Влияние неровностей лезвия инструмента на шероховатость обработанной поверхности особенно существенно при тонком точении с малыми подачами, когда неровности лезвия соизмеримы с величиной Rz. В отдельных случаях полного копирования профиля зазубрин лезвия на обрабатываемую поверхность может и не произойти, так как пластически деформированный металл стружки и обрабатываемой поверхности иногда затекает в зазубрины режущей кромки, частично затормаживаясь в их плоскости, и делает их как бы более мелкими. В результате этого рост высоты шероховатости обработанной поверхности в некоторых случаях отстает от увеличения глубины зазубрин режущего лезвия. Однако и в этих случаях влияние зазубрин лезвия на шероховатость обрабатываемой поверхности может быть значительным.
По имеющимся практическим данным при затуплении режущего инструмента и появлении на нем зазубрин шероховатость обработанной поверхности возрастает при точении — на 50—60%, фрезеровании цилиндрическими фрезами — на 100—115 %, фрезеровании торцовыми фрезами — на 35—45%, сверлении — на 30—40% и развертывании — на 20—30%. Указанное увеличение шероховатости обрабатываемой поверхности при затуплении режущего инструмента связано не только с геометрическим влиянием зазубрин, возникающих на режущем лезвии, но и с возрастанием радиуса округления лезвия. Увеличение радиуса округления лезвия повышает степень пластической деформации металла поверхностного слоя, что приводит к росту шероховатости поверхности. Для устранения влияния зазубрин и притупления режущего лезвия рекомендуются тщательная (желательно алмазная) доводка инструментов и своевременная их переточка.
Приведенные выше сведения о геометрических причинах возникновения неровностей при точении дают основание сделать следующие выводы.
1. Увеличение главного φ и вспомогательного φ 1 углов резца в плане приводит к росту высоты неровностей. При чистовой обточке целесообразно пользоваться проходными резцами с малыми значениями углов φ и φ 1, не следует без особой необходимости применять подрезные резцы.
2. Возрастание радиуса закругления вершины резца снижает высоту шероховатости поверхности.
3. Понижение шероховатости режущих поверхностей инструмента посредством тщательной (желательно алмазной) доводки устраняет влияние неровностей режущего лезвия на обрабатываемую поверхность. Наряду с уменьшением шероховатости обрабатываемой поверхности доводка заметно повышает стойкость режущего инструмента, а следовательно, и экономичность его использования.
Пластические и упругие деформации металла поверхностного слоя
При обработке резанием пластичных материалов металл поверхностного слоя претерпевает пластическую деформацию, в результате которой значительно изменяются размеры и форма неровностей обработанной поверхности (обычно шероховатость при этом увеличивается).
При обработке хрупких металлов наблюдается вырывание отдельных частиц металла, что также ведет к увеличению высоты и изменению формы неровностей.
Скорость резания является одним из наиболее существенных факторов, влияющих на развитие пластических деформаций при точении.
Шероховатость обработанной поверхности в значительной степени связана с процессами образования стружки и в первую очередь с явлениями нароста. В зоне малых скоростей (v = 2÷5 м/мин), при которых нарост не образуется, размеры неровностей обработанной поверхности незначительны.
С увеличением скорости размеры неровностей поверхности возрастают, достигая при 20—40 м/мин своего наивысшего значения, многократно превосходящего расчетную величину.
Дальнейшее повышение скорости резания уменьшает нарост и понижает высоту шероховатости обработанной поверхности.
В зоне скоростей (v > 70 м/мин), при которых нарост не образуется, шероховатость поверхности оказывается минимальной. В этом случае дальнейшее увеличение скорости резания лишь незначительно снижает высоту шероховатости поверхности.
При высокой скорости резания глубина пластически деформированного поверхностного слоя незначительна и размеры шероховатости приближаются к расчетным.
В случае обработки хрупких материалов (например, чугуна) наряду со срезом отдельных частиц металла происходят их сдвиг и беспорядочное хрупкое откалывание от основной массы металла, увеличивающее шероховатость поверхности. Повышение скорости резания уменьшает откалывание частиц, и обрабатываемая поверхность становится более гладкой.
При чистовой обработке металлов, когда состояние и точность обработанной поверхности имеют решающее значение, совершенно естественно стремление вести обработку в зоне скоростей, при которых нароста на инструменты не образуется, а шероховатость поверхности получается наименьшей.
Подача — второй элемент режима резания, оказывающий большое влияние на шероховатость, что связано не только с указанными выше геометрическими причинами, но и в значительной степени обусловлено пластическими и упругими деформациями в поверхностном слое.
Резание металлов осуществляется инструментом, лезвие которого всегда имеет некоторый радиус округления ρ. При внедрении резца в обрабатываемый материал происходит отделение стружки по плоскости скалывания А—А (рис. 2). При этом часть металла, лежащего ниже точки В, не срезается, а подминается округленной частью резца, подвергаясь упругой и пластической деформации.

Рис. 2. Схема отделения стружки резцом
После прохождения резца несрезанный слой металла частично упруго восстанавливается, вызывая трение по задней поверхности резца. Разница степени упругого восстановления металла выступов и впадин неровностей обычно увеличивает высоту шероховатости.
Наименьшая толщина tmin срезаемого слоя (при превышении tmin происходит резание, а при снижении — только пластическое и упругое смятие металла округленной поверхностью лезвия инструмента) зависит от радиуса округления режущего лезвия, свойств обрабатываемого материала и скорости резания (при сокращении радиуса округления р и увеличении скорости резания tmin уменьшается).
Неровности поверхности в этом случае образуются не столько под влиянием геометрических причин, сколько в результате упругих и пластических деформаций, скорости резания и радиуса округления режущего лезвия резца. В связи с этим для обеспечения наименьшей шероховатости обработанной поверхности и высокой производительности чистовое точение углеродистых конструкционных сталей следует проводить при s = 0,05÷0,12 мм/об.
При точении цветных сплавов хорошо доведенными или алмазными резцами tmin уменьшается, поэтому для снижения высоты шероховатости может оказаться полезным уменьшение подачи до 0,01—0,02 мм/об.
Наблюдениями многочисленных исследователей установлено, что при обычном точении влияние глубины резания на шероховатость ничтожно и практически может не приниматься во внимание. При уменьшении глубины резания до 0,02 мм (вследствие наличия на режущей кромке резца округления) нормальное резание прекращается и резец, отжимаясь от изделия, начинает скользить по обрабатываемой поверхности, периодически врезаясь в нее и вырывая отдельные участки. Поэтому глубину резания при работе обычными резцами не следует брать слишком малой.
При глубине резания меньше подачи глубина оказывает геометрическое влияние на высоту шероховатости. В этом случае уменьшение глубины резания снижает высоту шероховатости.
Обрабатываемый материал и его структура оказывает существенное влияние на характер и высоту неровностей обработанной поверхности. Более вязкие и пластичные материалы (например, малоуглеродистая сталь), склонные к пластическим деформациям* дают при их обработке резанием грубые и шероховатые поверхности.
Применение смазочно-охлаждающих жидкостей, предотвращающих схватывание, уменьшающих трение и облегчающих процесс стружкообразования, способствует снижению высоты неровностей поверхности.
Вибрации режущего инструмента, станка и заготовки
В процессе резания возникают вынужденные колебания системы станок—заготовка—инструмент, вызываемые действием внешних сил, и автоколебания системы, появление которых связано с периодическим упрочнением (наклепом) срезаемого слоя металла и изменением условий трения или резания. Вынужденные колебания системы обусловливаются дефектами отдельных механизмов станка (неточностью зубчатых передач, плохой балансировкой вращающихся частей, неудовлетворительной сшивкой ремня, чрезмерными зазорами в подшипниках и др.), являющимися причиной неравномерности его движения.
Вибрация лезвия режущего инструмента относительно обрабатываемой поверхности являются дополнительным источником увеличения шероховатости обработанной поверхности. Очевидно, что высота шероховатости поверхности будет тем значительнее, чем больше удвоенная амплитуда колебания лезвия инструмента относительно обрабатываемой поверхности.
Большое влияние на шероховатость обработанной поверхности оказывает состояние станка. Новые и хорошо отрегулированные станки, установленные на массивных фундаментах или на виброопорах, хорошо изолированные от вибраций другого оборудования, обеспечивает минимальную шероховатость.
Очень важным является создание достаточно высокой жесткости приспособлений для крепления заготовок и вспомогательных инструментов для установки режущего инструмента. Например, в случае обработки заготовок на револьверном станке из прутка с закреплением последнего в трехкулачковом самоцентрирующем патроне высота шероховатости обработанной поверхности на 30—40 % выше, чем при зажатии прутка в нормальном цанговом патроне, имеющем большую поверхность соприкосновения с заготовкой и создающем поэтому большую ее устойчивость.
Особенно сказываются вибрации технологической системы на шероховатость обработанной поверхности при тонком растачивании на алмазно-расточных станках. Неравномерность припуска, снимаемого при тонком растачивании, обусловливающая колебание сил резания, также может являться причиной вибрации технологической системы, увеличивающих шероховатость обработанной поверхности.
Формирование шероховатости поверхности при различных видах механической обработки (фрезеровании, сверлении, шлифовании, доводке и др.) подчиняется в общем тем же закономерностям, что и при точении. Характер этих закономерностей видоизменяется в зависимости от изменения соотношения влияния геометрических причин, пластических деформаций и вибраций, связанных с особенностями отдельных видов механической обработки.

