

Технология горячей объемной штамповки
Сущность метода горячей объёмной штамповки
Преимущества и недостатки.
Масса слитков составляет от 200 кг до 350т. Наибольшее распространение имеют слитки массой более 1 т. Для ковки применяются слитки многогранные (чаще всего шести восьмигранные) или цилиндрические.
По способу изготовления поковок различают свободную ковку и горячую объёмную штамповку.
Горячая объёмная штамповка – это вид обработки материалов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа. Течение металла ограничивается поверхностями плоскостей, изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую плоскость (ручей) по конфигурации поковки.
В качестве заготовок для горячей штамповки в подавляющем большинстве случаев применяют прокат круглого квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные заготовки, хотя иногда штампуют и от прутка с последующем отделением поковки непосредственно на штамповочной машине. Заготовки отрезают от прутка различными способами: на кривошипных пресс-ножницах, газовой резкой и т д.
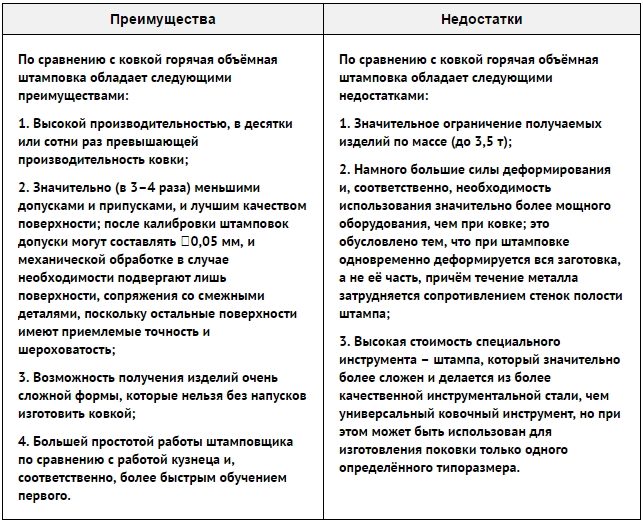
По сравнению с ковкой штамповка имеет ряд преимуществ. Горячей объёмной штамповкой можно получать без напусков поковки сложной конфигурации, которые ковкой изготовить без напусков нельзя, при этом допуски на штамповочную поковку в 3 – 4 раза меньше, чем на кованную. В следствии этого значительно сокращается объём последующей механической обработки, штамповочные поковки обрабатывают только в местах сопряжения с другими деталями, и эта обработка может сводиться только к шлифованию.
Производительность штамповки значительно выше – составляет десятки и сотни штамповок в час.
В то же время штамповочный инструмент штамп – дорогостоящий инструмент и является пригодным только для изготовления какой то одной, конкретной поковки. В связи с этим штамповка экономически целесообразна лишь при изготовлении достаточно больших партий одинаковых поковок.
Кроме того, для объёмной штамповке поковок требуется гораздо больше усилий деформирования, чем для ковки таких же поковок. Поковки массой в несколько сот килограммов для штамповки считается крупными. В основном штампуют поковки массой 20 – 30 килограмм. Но благодаря созданию мощных машин в отдельных случаях штампуют поковки массой до трёх тонн.
Горячей объёмной штамповкой изготовляют заготовки для ответственных деталей автомобилей, тракторов, сельскохозяйственных машин, самолётов, железнодорожных вагонов, станков и так далее.
Конфигурация поковок чрезвычайно разнообразна, в зависимости от неё поковки обычно разделяются на группы. Например, штампованные поковки, можно разделить на 2 группы: удлинённой формы, характеризующиеся большим отношением длинны к ширине, и круглые или квадратные в плане.
Наличие большого разнообразия форм и размеров штампованных поковок, а также сплавов, из которых их штампуют, обуславливает существование различных способов штамповки.
Так как характер течения металла в процессе штамповки определяется типом штампа, то этот признак можно признать основным для классификации способов штамповки. В зависимости от типа штампа выделяют штамповку в открытых штампах и в закрытых штампах.
Штамповка в открытых штампах характеризуется переменным зазором между подвижным и неподвижным частями штампа. В этот зазор вытекает заусенец (облой), который закрывает выход из полости штампа и заставляет металл целиком заполнить всю полость. В конечный момент формирования заусенец выжимаются излишки металла, находящийся в плоскости, что позволяет не предъявлять особо высоких требований к точности заготовок по массе. Заусенец затем обрезается в специальных штампах. Штамповкой в открытых штампах получают поковки всех типов.
Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остаётся закрытой. Зазор между подвижной и не подвижной частями штампа при этом постоянный и большой, так что образование заусенца в нём не предусматривается. Устройство таких штампов зависит от типа машины, на которых штампуют. Закрытый штамп может быть с одной или двумя взаимно перпендикулярными плоскостями разъёма, то есть состоять из трёх частей.
При штамповке в закрытых штампах надо строго соблюдать равенство объёмов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше нужного. Значит процесс получения заготовки усложняется, поскольку отрезка заготовок должна сопровождаться высокой точностью. Существенным преимуществом штамповки в закрытых штампах является уменьшение расхода металла, поскольку нет отхода заусениц. Поковки полученные в закрытых штампах имеют более благоприятную микроструктуру, так как волокна обтекают контур поковки, а не прорезаются в месте выхода металла заусениц. При штамповке в закрытых штампах металл деформируется в условиях всестороннего неравномерного сжатия при больших зажимающих напряжениях, чем в открытых штампах. Это позволяет получить большие степени деформации и штамповать малопластичные сплавы.
К закрытой штамповке можно отнести штамповку выдавливанием и прошивкой, так как штамп в этих случаях выполняют по типу закрытого и отхода металла заусениц не предусматривает. Деформирование металла при горячей штамповке вдавливанием и прошивкой происходит так же, как при холодном прямом и обратном выдавливании.
Горячая объемная штамповка – все нюансы технологии
Под штамповкой понимают операцию, в процессе которой материал подвергается пластической деформации, предполагающей изменение его начальных размеров и формы. Одним из типов такой деформации является горячая объемная штамповка (стакан, чаша, детали другого вида).
1 Горячая объемная штамповка – технологический процесс (сущность процесса)
ГОШ представляет собой востребованный вариант обработки металлов давлением, в ходе которой поковка из определенной заготовки образуется при помощи штампа (при изменении температуры от нагретой до ковочной). Выступы и поверхностные полости (они производятся в отдельных зонах штампа) ограничивают течение металла. На финальной стадии штамповки они создают замкнутый единый ручей (полость), соответствующий конфигурации поковки.
Заготовками для процесса выступает квадратный, периодический, круглый или прямоугольный прокат, (например, горячекатаный лист). В некоторых случаях штамповку выполняют непосредственно из прутка, а затем, на штамповочном агрегате, отделяют поковку. Но чаще заготовки требуемых размеров нарезают из прутка изначально. Область применения горячей объемной штамповки и оборудование для нее обуславливают то, что использовать данный метод обработки металлов имеет смысл при массовом и серийном производстве, так как отмечается:

- уменьшение отходов материала;
- увеличение производительности труда;
- возможность получения изделий, которые имеют крайне сложную конфигурацию;
- высокое качество поверхности готового изделия, а также точность формы.
В целом под стандартным техпроцессом горячей штамповки понимают комплекс операций, имеющих прямое отношение к изменению геометрических параметров и формы начальной заготовки.
Он охватывает все процедуры, которые начинаются в момент подачи в обработку металла и заканчиваются выпуском готовой поковки. Разрабатывают технологический процесс ГОШ в определенной последовательности:
- выбирается вариант штамповки (с закрытым или открытым ручьем) и создается чертеж поковки;
- устанавливаются переходы процесса, а также размеры и формы заготовки;
- выбирается (по показателям требуемой мощности) кузнечно-штамповочная установка (пресс, молот, ГКМ и т. д.);
- выполняется формирование штампов;
- определяется способ нагрева и интервал температур, при которых будет производиться операция;
- устанавливается тип отделочных и завершающих этапов штамповки.

На финальной стадии выполняется расчет экономических и технических показателей технологического процесса.
На данный момент штамповка (объемная) выполняется по технологическому процессу, отличающемуся существенным разнообразием. Конкретная его схема определяется используемым оборудованием, выбором изделия, которое необходимо получить, формой поковки. По форме поковки могут быть такими:
- Удлиненными: рычаги, всевозможные валы, шатуны и так далее. Их штампуют плашмя (исходная заготовка протягивается). Обязательно нужно перед окончательной штамповкой произвести фасонирование заготовки свободной ковкой, в заготовительных ручьях, на ковочных вальцах.
- Дисковыми (диски): фланцы, шестерни, крышки, ступицы и другие квадратные либо круглые поковки с относительно малой длиной. Их штампуют по технологии осадки (с использованием штамповочных переходов) в торец начальной заготовки.
2 Какими бывают штамповочные ручьи?
Для ГОШ применяются следующие виды ручьев:
- протяжные: дают возможность увеличить протяженность отдельных зон заготовок (добиваются этого снижением площади их сечения посредством слабых частых ударов с одновременным кантованием);
- заготовительные: с их помощью в штампах производится фасонирование, под которым понимают перераспределение в заготовке металла, позволяющее получить такую форму, которая бы обеспечила небольшое количество отходов материала;
- пережимные: позволяют за несколько ударов снизить в местах, где требуется уширение, вертикальную величину заготовки;
- подкатные: применяются для одинакового распределения металла в поковке и вдоль оси заготовки за счет увеличения (местного) диаметра последней;
- гибочные: используются в тех случаях, когда поковка характеризуется осью изогнутого вида, из такого ручья поковка поступает в следующую зону обработки с 90-градусным поворотом.

Непосредственно же к штамповочным относят следующие типы ручьев:
- Предварительный (у профессионалов он именуется черновым). Ручей необходим для того, чтобы поковки и заготовки сложной формы были максимально идентичны друг другу. Он описывается меньшими поперечными параметрами, немного большей глубиной, увеличенными уклонами и радиусами скругления по сравнению с чистовым ручьем. Предварительного ручья может и не быть.
- Чистовой. Он дает возможность получить готовую горячую поковку, которая по своим размерам крупнее на показатель усадки холодной поковки. В чистовом ручье в процессе ГОШ отмечаются максимальные усилия, поэтому он находится в центре штампа.

3 Схемы штамповки – как все происходит?
Тип штампа устанавливает процесс течения металла. По типу и принято классифицировать схемы штамповки. Их всего две:
- В закрытых штампах. При деформировании полость штампа находится в закрытом состоянии. Зазор между неподвижной и подвижной зонами штампа характеризуется минимальными размерами, которые остаются в процессе ГОШ неизменными. Вариант устройства закрытого штампа определяется видом штамповочной установки. Чаще всего верхняя часть штампа имеет выступ, а нижняя – полость (штамповка на прессах). Другой вариант (штамповка на молотах) – выступ в нижней части, полость в верхней. При использовании таких штампов очень важно следить за идентичностью объемов поковки и заготовки. Если не соблюдать данного требования, углы полости не будут заполняться металлом (при его недостатке), или же высота поковки получится больше запланированной при избытке металла. Отметим, что штамп закрытого вида может иметь две плоскости разъема, которые перпендикулярны друг другу. Кроме того, заготовки нужно отрезать очень точно, чтобы штамповка проходила по оптимальной схеме.
- В открытых штампах. Они имеют переменный зазор, в который вытекает облой (некоторый объем металла). Он позволяет заполнить полость полностью остальным металлом, так как перекрывает выход из полости. Также в облой попадают излишки металла на конечной стадии процесса деформирования (это снижает запросы к точности заготовок по весу). Штамповка в открытых штампах выполняется в четыре стадии: осадка заготовки, соединение стенок штампа с заготовкой, вытекание “лишнего” металла в канавку при его обжатии и удаление из полости избыточного металла. Достоинством открытых штампов можно считать то, что в них производят любые виды поковок.

Закрытые штампы тоже имеют свои преимущества:
- структура поковок является более благоприятной (волокна не перерезаются в облой в точке вытекания металла, а обтекают поковочный контур), благодаря чему достигается уникальная точность поверхности деталей, для которых впоследствии не применяются никакие виды шлифования;
- так как облоя при такой схеме нет, расход металла значительно снижается;
- есть возможность получать сплавы с малым показателем пластичности и с более высоким уровнем деформации, которая выполняется при высоких напряжениях неравномерного всестороннего сжатия.
Горячая объемная штамповка металла: суть и преимущества технологии
Горячая штамповка, которая предполагает деформирование металлической заготовки в нагретом состоянии, используется для того, чтобы изменить не только конфигурацию этой заготовки, но и ее размеры. Чаще всего такая технологическая операция применяется для того, чтобы изменить геометрические параметры не в одной плоскости, а в нескольких измерениях. В таких случаях эта процедура носит название «горячая объемная штамповка».

Горячая штамповка обычно применяется в массовых производствах, где требуется большой объем работ
Сущность технологии
Сущность процесса горячей штамповки заключается в том, что готовое изделие из металла получают из нагретой до определенной температуры заготовки, воздействуя на нее давлением, для чего используется специальный штамп. При выполнении горячей штамповки температура заготовки изменяется от состояния просто нагретой поверхности до ковочной. Чтобы ограничить течение нагретого металла в ненужном направлении, на отдельных участках внутренней поверхности штампа выполняют специальные полости и выступы. Таким образом, внутренняя поверхность штампа формирует замкнутую полость (ручей), конфигурация которой полностью соответствует форме готового изделия.
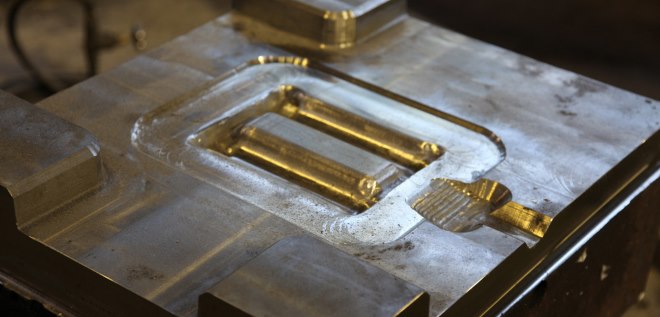
Так выглядит нижняя часть простого одноручьевого штампа
Горячая объемная штамповка (ГОШ) выполняется на металлических брусках различного профиля – квадратного, прямоугольного, круглого или периодического. В отдельных случаях производство готовых изделий по технологии горячей штамповки может выполняться из сплошного металлического прутка. Изначально его часть формируется в поковку с требуемыми геометрическими параметрами, а затем ее отделяют при помощи резки. Однако, как правило, заготовки для горячей штамповки нарезают из металлического прутка.
Наибольшую эффективность штамповка деталей, предполагающая их предварительный нагрев, демонстрирует при серийном и массовом производстве. В частности, в использовании данной технологии для производства металлопродукции крупными и массовыми сериями есть целый ряд преимуществ.
- Отходы металла, из которого производится продукция, уменьшаются.
- Увеличивается производительность труда.
- При помощи данной технологии можно изготавливать изделия даже очень сложной конфигурации.
- Готовые изделия, полученные методом горячей штамповки металла, отличаются не только особой точностью геометрических параметров, но и высоким качеством поверхности.

Схема технологического процесса изготовления детали типа «шатун» методом горячей объемной штамповки
Технологический процесс горячей штамповки включает в себя большой перечень операций, выполняемых начиная с момента загрузки детали из металла в зону обработки и заканчивая выгрузкой из оборудования готового изделия. Проектирование такого процесса подразумевает соблюдение следующего алгоритма:
- выбрать метод, по которому будет изготовляться изделие: на штампах с открытым или закрытым ручьем;
- разработать подробный чертеж готовой поковки;
- установить, за сколько переходов можно сделать готовое изделие;
- для каждого перехода разработать чертеж формируемой поковки;
- в зависимости от требуемой мощности для каждого этапа технологического процесса выбрать соответствующее оборудование и сформировать штампы;
- перед горячей штамповкой нагреть заготовку, выбрав способ нагрева и режимы его выполнения;
- в зависимости от требований к качеству готового изделия определить перечень финишных операций, которым будет подвергнута поковка.
На завершающей стадии разработки технологического процесса необходимо выполнить расчет его экономических и технических показателей.
Преимущества и недостатки горячей объемной штамповки
Обработка металла, выполняемая методом горячей штамповки, может осуществляться по различным технологиям, особенности реализации которых зависят от целого ряда параметров: типа используемого оборудования, геометрических параметров и материала изготовления формируемого изделия. По технологии ГОШ можно изготавливать следующие типы деталей.
В качестве таких изделий могут выступать валы различного назначения, шатуны, рычаги и другие детали подобной конструкции. Для их производства используют штамповочный пресс. Обрабатываются они методом горячей штамповки плашмя, при этом исходная заготовка подвергается операции протяжки. Заключительным этапом производства является фасонирование методом свободной ковки, выполняемое в заготовительных вальцах ковочных вальцов.
Это шестерни, фланцы, ступицы, крышки и другие детали круглой или квадратной конфигурации, отличающиеся относительно небольшой длиной. Чтобы изготовить продукцию данного типа, используют технологию осадки, которая выполняется в торец обрабатываемой заготовки. Для реализации такой технологии требуется использовать штамповочные переходы.

Примеры изделий, изготовленных методом горячей объемной штамповки
Штамповочные ручьи
При обработке предварительно нагретых изделий из стали, как и при горячей штамповке латуни, применяют штамповочные ручьи, которые могут быть:
- протяжными (с их помощью увеличивают длину отдельных участков обрабатываемых деталей: по той части заготовки, которую необходимо удлинить, наносятся частые, но несильные удары, одновременно выполняется кантование обрабатываемой детали);
- заготовительными (их целью является фасонирование обрабатываемой заготовки: металл перераспределяется в ее общем объеме для того, чтобы придать готовому изделию такую форму, которая обеспечивает минимальный отход материала);
- пережимными (их выполняют для уменьшения высоты отдельного участка заготовки с одновременным увеличением его ширины);
- подкатными (ручьи, в которых металл заготовки равномерно распределяется по ее оси, при этом увеличивается диаметр отдельных ее участков);
- гибочными (в них заготовка поступает с изогнутой осью, формируется поковка, угол изгиба которой составляет 90°).
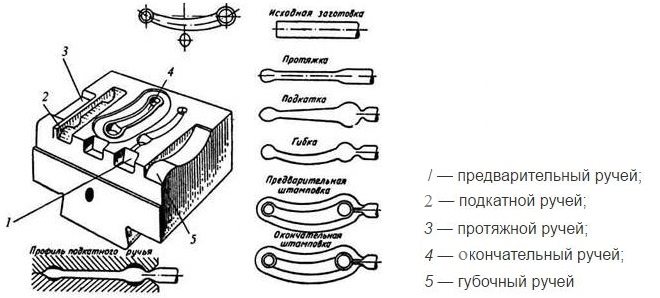
Этапы сложной штамповки в нескольких ручьях
К штамповочным ручьям, в которых изготовляемый элемент приобретает требуемую форму, относятся:
- предварительные, или черновые, в которых форма обрабатываемой заготовки максимально приближается к конфигурации поковки (особенности такого ручья, который может и не использоваться при выполнении горячей штамповки, заключаются в том, что он имеет несколько увеличенную глубину, также в нем, по сравнению с параметрами чистового изделия, увеличены уклоны и радиусы скругления);
- чистовые, в которых деталь приобретает конечную форму, но ее размеры увеличены на величину усадки металла при его остывании (поскольку в таких ручьях на заготовку необходимо оказывать максимальные усилия, располагают их в центральной части штампа).
Технологические схемы штамповки
Из используемых на сегодняшний день схем выполнения горячей штамповки следует выделить только две.
Это технологическая операция, выполняемая в штампе, зазор между подвижной и неподвижной частями которого минимален. Горячую штамповку по данной методике можно выполнять на прессах, когда выступом оснащена верхняя часть штампа, а полостью – нижняя, или на молотах, когда полость находится в верхней части рабочего инструмента, а выступающая часть – в нижней. Применение штампов данного типа требует того, чтобы объемы поковки и готовой детали точно совпадали. Штампы закрытого типа могут иметь не одну, а две плоскости разъема, располагающиеся под прямым углом друг к другу.
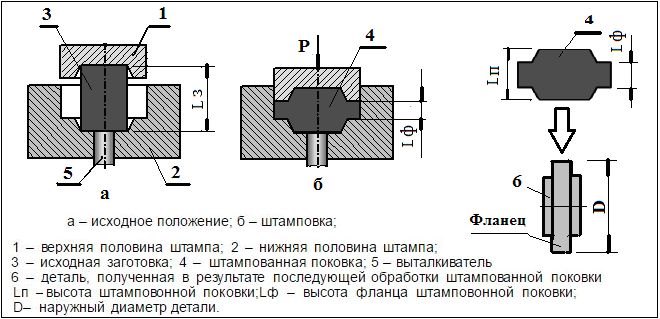
Штамповка в одноручьевом закрытом штампе
Между подвижной и неподвижной частями штампа для горячей штамповки открытого типа имеется специальный зазор, в который выдавливаются излишки металла, образующиеся в процессе его деформирования. Штампы открытого типа, что является их большим преимуществом, можно применять для поковок любого вида.
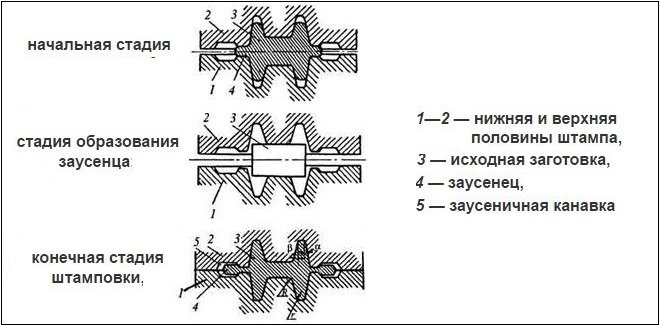
Схема штамповки в открытых штампах
Применение штампов закрытого типа также имеет свои преимущества, которые заключаются в следующем.
- Готовые детали отличаются более однородной внутренней структурой и высоким качеством наружной поверхности.
- За счет отсутствия облоя уменьшается расход металла.
- Можно производить изделия из металлов, отличающихся невысокой пластичностью, поскольку такая обработка осуществляется под воздействием высокого напряжения и неравномерного всестороннего сжатия.
Виды и способы современной штамповки металла
Штамповка металла: особенности технологии. Альтернативные методы пластичной деформации металла. Холодная и горячая листовая и объемная штамповка. Технологические операции холодной штамповки. Используемое оборудование прессы и автоматические линии.

Штамповка металла – это технологическая операция, которая представляет собой контролируемый процесс изменения формы и размеров заготовки под действием давления. Процесс отличается высокой производительностью, а потому широко используется в различных отраслях промышленности.
Технология имеет богатую историю, однако ее механизация началась в 50-х годах XIX века: к процессу стали подключать станки, что увеличило производительность и повысило качество изделий. Современное штамповочное оборудование позволяет изготавливать различные детали: от мелких элементов часового механизма до составных частей летательных аппаратов.
В серийном производстве активно применяется листовая штамповка. С помощью данной технологии обрабатывают металл, пластик и другие материалы. Процесс отличается высокой производительностью, стабильностью и точностью.
Холодная штамповка считается наиболее прогрессивным методом обработки давлением. Как следует из названия, это производственные операции без предварительного нагрева заготовки. Такой подход позволяет повысить прочность и чистоту поверхности изделия.
Виды штамповочных технологий
За время своего существования появилось немало методов штамповки. Массовое производство требует особого подхода, где на первое место ставится скорость и качество изготовления изделий. Ручная штамповка сейчас используется исключительно в частном порядке, для создания единичных экземпляров.
Прежде чем рассматривать способы обработки давлением, рассмотрим прочие виды штамповки:
- Магнитно-импульсная. Для изменения формы деталей используются кратковременные импульсы электрического тока.
- Изотермическая штамповка деталей. Используется для деформирования легированных и жаропрочных сортов стали. Особенность изотермического процесса заключается в том, что контактную форму нагревают до температуры деформации заготовки. В качестве рабочего оборудования используют гидравлические прессы.


- Штамповка взрывом. Разновидность импульсного способа. Активно используется в сфере производства летательных аппаратов. Принцип работы основан на передаче воздействия взрывной волны через воздух или воду. В результате заготовка деформируется, приобретая очертания используемой матрицы.
Помимо производственных функций, энергию взрыва используют в качестве привода подвижных частей оборудования. Метод был разработан в Харьковском авиационном институте в 1949 году.
Технологический процесс, при котором изделие получают путем давления на расплавленный металл, называют жидкой штамповкой. Ввиду высокой стоимости матриц и пунсонов метод целесообразно использовать только в массовом производстве.
Листовая штамповка
Процесс обработки заготовок делят на две категории, которые отличаются рабочей температурой:
- Холодная штамповка. Данный метод считают наиболее эффективным. Его применяют для изготовления кузовных деталей транспорта. Грамотная разделка помогает рационально использовать основной материал. Наилучших показателей можно добиться, используя углеродистые и легированные стали, а также листовую медь и алюминий.

- Горячая штамповка. Как следует из названия, данный метод подразумевает предварительный нагрев заготовки. Для этого используют пламенные или электрические печи. Технологические операции данного метода абсолютно не отличаются от холодного способа производства. Единственный нюанс заключается в толщине листового металла: данный показатель не должен превышать 5 мм. С помощью данного метода производят элементы корпуса в судостроительной промышленности.
Объемная штамповка
Горячая штамповка характеризуется повышенной температурой, при которой протекает процесс. Степень нагрева зависит от используемых материалов. В отличие от штамповки жидкого металла агрегатное состояние заготовки остается неизменным.
Рассмотрим особенности каждого процесса.
Технология горячей объемной штамповки (ГОШ)
Горячую объемную деформацию деталей выполняют под воздействием температуры и давления на заготовку. Для получения необходимой формы материал нагревают и помещают в закрытые штампы. Между используемыми пресс-формами отсутствует зазор. Таким образом, готовое изделие формируется в закрытой полости, которая называется ручьем или гравюрой. Подход характеризуется низким процентом облоя, однако требует внимания на стадии заготовок.

Готовые изделия отличаются точностью размеров и качеством поверхности.
- Определяется тип штампа.
- Разрабатывается подробный чертеж.
- Технологи рассчитывают количество переходов от заготовки до готового изделия.
- Для каждого промежуточного этапа готовят индивидуальный чертеж.
- Подбирают пресс-формы для переходов.
- Определяют параметры и способ нагрева заготовки.
- Исходя из требований к детали определяют необходимые финишные процедуры.
По завершении разработки проекта экономисты рассчитывают себестоимость выполнения работ.
По сравнению с горячей ковкой ГОШ обладает гораздо большей производительностью и точностью работ. Требования к подготовке оператора оборудования не отличаются строгостью: среднее время обучения специалиста составляет 6 месяцев. К недостаткам относят ограничение по массе конечного изделия и высокую стоимость штамповочного оборудования.
Метод холодной объемной штамповки
Основным недостатком технологии считают чрезмерные усилия, которые необходимо прилагать для получения готового изделия. По сравнению с ГОШ этот показатель выше в 10–15 раз. Высокие механические нагрузки негативно влияют на продолжительность эксплуатации штампов.
Суть и назначение холодной штамповки листового металла
Холодная штамповка – самая популярная технология изготовления различных деталей из металла и полимеров. Универсальность метода заключается в том, что он позволяет производить конструкции любой величины: от кухонных принадлежностей до элементов крупных судов.
Холодную листовую пластичную деформацию ценят за следующие преимущества:
- Безграничные возможности для механизации и автоматизации процесса.
- Низкая себестоимость производства.
- Высокий коэффициент использования материала.
- При изготовлении тонкостенных элементов не снижается прочность конструкции.
- Отсутствует необходимость в финишной обработке готовой продукции.
Высокое качество и технологичность имеют обратную сторону: для наладки оборудования требуются квалифицированные специалисты. Кроме того, проектирование процесса является трудоемкой операцией.
Операции холодной штамповки
- Резка. Операция подразумевает разделку материала по прямой или сложной линии. В качестве рабочего оборудования используют различные типы ножниц или гильотин. Резку можно выполнять как на начальной, так и на финишной стадии производства.
- Пробивка. Получение отверстия произвольной формы.

- Вырубка. Разделка конструкции по замкнутому контуру. При этом отделенная часть является деталью, а не отходом, как при пробивке.
- Отбортовка. Операция создания бортика по наружному или внутреннему контуру. Чаще всего процедуру проводят на торцевой части труб, в местах установки фланцев.
- Вытяжка. Преобразования плоского изделия в полую объемную деталь. Процесс может сопровождаться изменением толщины стенок.
- Обжим. Уменьшение размеров торцевой части путем обжатия в конической матрице.
- Гибка. Придание изогнутой конфигурации плоским деталям. Наиболее распространенной является V- и U-образная гибка.
- Формовка. Изменение локальной формы детали с сохранением размеров наружного контура.
Классификация оборудования для штамповки
Штамповочное производство и оборудование для него регламентированы требованиями межгосударственных стандартов. Кроме того, ГОСТ устанавливает предельно допустимый расход материалов и утверждает правила разработки проектов.
Рассмотрим оборудование, которое применяется на производственных предприятиях.
Кривошипно-шатунные прессы
Принцип действия оборудования основан на преобразовании кривошипно-шатунным механизмом крутящего момента в возвратно-поступательное движение ползуна.
Подобное оборудование относят к механизмам простого типа. Они могут быть двойного или тройного действия.
Гидравлические прессы
Радиально-ковочные прессы
Представляют собой формовочный пресс для изготовления деталей цилиндрической конфигурации. В комплектацию станка входит индукционная печь для предварительного нагрева болванок.
Оборудование используется для получения поковок квадратного, круглого или прямоугольного сечения.
Электромагнитные прессы
Продукт современных технологий. В качестве движущей силы используется энергия электромагнитного поля, которая давит на сердечник с проволочной обмоткой. В процессе перемещения он воздействует на исполнительную часть станка.
Автоматические штамповочные линии
Современные станкостроительные предприятия предлагают широкий выбор автоматических штамповочных линий и комплексов для решения различных задач. Станки представляют собой высокотехнологичное оборудование, изготовленное под руководством квалифицированных инженеров-технологов.
Современные комплексы оснащают системами ЧПУ с центральным сенсорным дисплеем, что сводит функции оператора к минимуму.
Штамповка металла – востребованная технология, которая позволяет производить детали с высокими эксплуатационными характеристиками. Как вы считаете, могут ли полуавтоматические станки конкурировать с числовым программным управлением или такое оборудование является устаревшим? Поделитесь вашим мнением в блоке комментариев.

