

Типовая технологическая карта сварки
Типовая технологическая карта сварки
ТЕХНОЛОГИЧЕСКИЕ КАРТЫ
НА СВАРКУ ТИПОВЫХ УЗЛОВ КАРКАСНЫХ ЗДАНИЙ
Утверждаю Главный инженер треста П.В.Помыкалов
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Настоящие технологические карты разработаны на сварку основных монтажных узлов примыканий железобетонных элементов несущих конструкций каркасных зданий и являются обязательным документом при производстве сварочных работ.
Целью технологии является повышение производительности труда, снижение трудозатрат и улучшение качества сварочных работ.
Сварка монтажных узлов должна производиться по разработанной технологии, устанавливающей последовательность сборочно-сварочных работ, режимы сварки, порядок наложения сварных швов и применение новых, более прогрессивных сварочных материалов и оборудования.
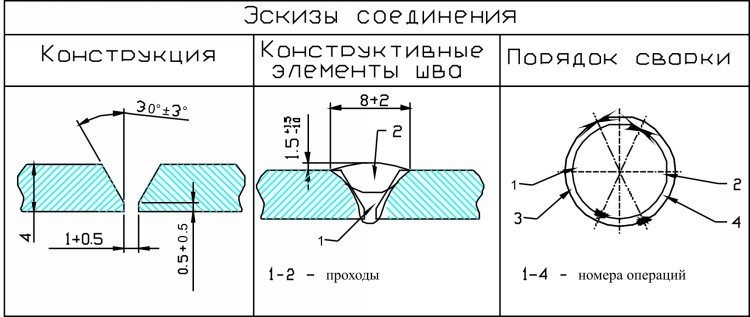
В технологических картах сварки даны эскизные изображения узлов в аксонометрии и технологические требования к сварке данного узла.
Обозначения сварных швов на эскизах приняты в соответствии с ГОСТ 5264-69, ГОСТ 2.312-72.
Пример: – видимый шов углового соединения, мм,
где 8 – размер катета шва,
– обозначение длины шва,
В графах технологических карт указаны способы сварки, режимы сварки данного узла, количество соединительных деталей на узле, суммарная длина сварочных швов, типы применяемых электродов или марки проволоки и расходы их на узел. Технологические карты разработаны для выполнения ручной дуговой сварки и предназначены для рабочих-сварщиков, инженерно-технических работников строительных организаций, связанных с монтажом зданий.
ТРЕБОВАНИЯ К МАТЕРИАЛАМ
1. Качество сталей, электродов, сварочной проволоки, применяемых при изготовлении и монтаже конструкций, должно соответствовать указаниям проекта, удовлетворять требованиям СНиП I-B.12-62 “Металлы и металлические изделия”, а также соответствующим стандартам и техническим условиям и удостоверяться сертификатами или паспортами заводов-поставщиков.
2. Стали, электроды, сварочную проволоку, не имеющих сертификатов или паспортов, разрешается применять после проведения в необходимом объеме установленных ГОСТами лабораторных исследований, выявления их качества, марок и соответствия требованиям СНиП III-В.5-62, действующим стандартам, техническим условиям и требованиям проекта.
3. Обязательным требованием к электродам и сварочной проволоке является наличие на мотках или катушках проволоки заводских бирок, а на упаковках электродов – заводских ярлыков.
4. Для сварки монтажных узлов следует применять электроды по ГОСТ 9466-75 и ГОСТ 9467-75.
5. Сварочные материалы (электроды, проволока и т.п.) должны храниться в сухих отапливаемых помещениях при температуре 18°С. В процессе работы электроды следует хранить в специальных пеналах, обеспечивающих герметичность.
6. Влажность обмазки не должна превышать 0,5% для электродов типа Э42, Э46; 0,3% – для электродов типа Э42А, Э50А.
7. При хранении более 3 месяцев на складе или более 5 суток на месте производства работ электроды следует подвергать прокалке в электрическом шкафу (печи).
Прокалку электродов типа Э42, Э46 следует производить при температуре 180-200°С в течение 1-2 часов.
8. Сварочную порошковую проволоку ПП-АН-3 перед употреблением следует прокаливать при температуре 230-250°С в течение одного часа.
9. Сварочные материалы и сварочное оборудование в зависимости от сварки различных марок сталей приведены в таблицах 1, 2, 3.
Переменный или постоянный
ТД-500, ТС-300, 500,
ТСК-500, ПСО-500
Постоянный на электроде +
ПСО-500, ВДУ-504, ВКСМ-1000
ст.5, 18ГС, 25Г2С, 35ГС
ПСО-500, ВДУ-504, ВКСМ-1000
Существующие марки электродов
Коэф. наплавки, г/(А·ч)
Род тока, полярность
Переменный или постоянный, полярность любая
Постоянный, полярность обратная
Постоянный или переменный при напряжении не ниже 80 В
Переменный или постоянный, полярность любая
Постоянный, полярность обратная
Постоянный или переменный при напряжения не ниже 80 В
Рекомендуемые марки электродов, повышающие производительность труда и технологичность выполнения сварочных работ
Коэфф. наплавки г/(А·ч)
Род тока, полярность
Постоянный, полярность обратная
Переменный или постоянный, полярность любая
Постоянный, полярность обратная
СВАРОЧНЫЕ РАБОТЫ НА МОНТАЖЕ
Сварочные работы на монтаже производитель работ должен выполнять с соблюдением следующих требований:
1. Наружные поверхности закладных деталей и прилегающие к ним зоны металла шириной не менее 20 мм очищать от ржавчины, бетона, снега, наледи и т.п. до чистого металла.
2. Заземлять сварочное оборудование, защищать от попадания на него влаги, иметь исправные сварочные провода.
3. Устанавливать режимы сварки согласно технологическому процессу. В технологических картах режимы сварки даны при выполнении швов в нижнем положении; для прочих положений ток должен быть уменьшен на 10-20%.
4. Выполнять прихватку и сварку соединительных элементов согласно технологическим требованиям, зазоры между прилегаемыми элементами в нахлесточных или тавровых соединениях не должны превышать 0,5 мм.
5. Не допускать вставок или прокладок, не предусмотренных проектом.
6. Выполнять катеты сварных швов до 8 мм за один проход. При многослойной сварке число слоев указывеется в технологическом процессе.
7. Выполненные работы по сварке ежесменно вносить в журнал производства сварочных работ (согласно СНиП III-В.3-62*). Журнал ведется мастером или прорабом, не реже одного раза в декаду контролируется специалистом треста по сварке, о чем делается отметка в журнале.
8. Очистить по окончании сварки все швы от шлака, брызг и покрыть антикоррозийным составом, указанным в проекте.
СВАРКА В ЗИМНИХ УСЛОВИЯХ
Сварку монтажных связей из сталей класса А-I (ст.3 по ГОСТ 5781-61) и листовых сталей (ст.3 по ГОСТ 380-71) производить при температуре окружающего воздуха до -30°С; из сталей класса А-II (ст.5 по ГОСТ 5781-61) и сталей класса А-III (ст.25Г2С, 35ГС по ГОСТ 5781-61) – до -20°С с соблюдением следующих условий:
1. Силу сварочного тока следует повышать на 4-5% на каждые 10° понижения температуры.
2. При многослойной сварке первым слоем шва заполняется разделка кромок на 20-30% больше нормального.
3. Для сварки малоуглеродистых сталей желательно применять электроды с более повышенными пластическими свойствами – типа Э42А, Э50А.
4. При перерывах в работе сварщика охлажденные электроды не следует вносить в теплые помещения для предотвращения увлажнения обмазки.
5. При ветре и снегопаде защищать места сварки щитом.
6. Правку деформированных сварных конструкций ударами при температуре -10°С и ниже производить не разрешается. Для этой цели применяются домкраты и специальные приспособления.
7. Очистку сварных швов следует производить после полного их остывания.
8. Сварщик должен иметь соответствующую спецодежду, исключающую влияние низких температур на его работоспособность.
КОНТРОЛЬ КАЧЕСТВА
Контроль качества сварки имеет важное значение. Правильная организация технического контроля предусматривает не только проверку качества и приемку готовой продукции, но и систему мероприятий, имеющих основной целью предупредить возможность образования дефектов в этих конструкциях. Контроль качества сварки проводят на всех стадиях производства, начиная с получения материалов и кончая сдачей готовой продукции, руководствуясь при этом СН 393-69, СНиП III.В-3-62.
1. Технический контроль по сварке включает:
проверку исходных материалов или предварительный контроль;
операционно-производственный контроль или контроль в процессе сборки и сварки;
проверку качества сварных швов – заключительный контроль.
2. Предварительный контроль включает в себя проверку основного металла, сварочных материалов (наличие сертификатов), квалификацию сварщика, сварочного оборудования, инструмента и оснастки.
К выполнению работ по сварке допускаются только дипломированные сварщики, которые ежегодно сдают теоретические и практические испытания в соответствии с правилами аттестации сварщиков.
3. В процессе сборки и сварки ведется производственно-технический операционный контроль, который включает:
проверку режимов сварки;
проверку техники сварки и технологичность исполнения;
качество сварных соединений в процессе их выполнения.
4. Заключительный контроль включает:
качество сварных швов и соответствие их размеров;
наличие дефектов в сварных швах.
Наиболее доступным способом выявления дефектов сварных швов при первичном контроле является визуальный (внешний осмотр). По внешнему виду швы должны удовлетворять следующим требованиям:
иметь гладкую мелкочешуйчатую поверхность;
наплавленный металл должен быть плотным по всей длине шва.
Основные дефекты сварных швов, причины их образования и способы устранения
Дефекты сварного шва
Неравномерное сечение шва
1. Низкая квалификация сварщика
2. Неправильный режим сварки
Заварка дефектных участков в соответствии с допусками
Несоответствие размеров швов, предусмотренных проектом
Низкая квалификация сварщика
Ослабленные швы заварить
1. Смещение электрода в сторону от оси шва
2. Неправильный наклон электрода
3. Завышена сила сварочного тока
Подварить электродами малого диаметра
Непровар корня шва
1. Неправильная сборка под сварку
2. Занижена сила сварочного тока
Удалить дефектные места и повторно заварить
Смещение электрода в сторону от оси шва
Дефект удалить и заварить по оси шва
1. Резкий обрыв дуги
2. Завышенная сила сварочного тока
Наплывы или натеки
1. Завышенная сила сварочного тока
2. Неправильный наклон электрода
Участки наплывов удалить и заварить
1. Неочищенный металл от масла, ржавчины, грязи
2. Электроды имеют повышенную влажность обмазки
3. Повышенная скорость сварки
4. Сварка длинной дугой
Дефектные места вырубить и заварить вновь. Электроды перед сваркой просушить и прокалить, металл очистить от грязи, ржавчины и др. Допускается на длину шва 100 мм не более 3 пор диаметром 2 мм с расстоянием 10 мм
1. Завышенный зазор
2. Повышенная сила сварочного тока
3. Избыток в металле углерода, серы, фосфора
Границы трещин засверлить, дефекты вырубить и заварить вновь
Выполнение сварных соединений должно осуществляться под руководством лица, имеющего специальную подготовку по производству сварочных работ.
Приемка работ по сварке соединений должна осуществляться до покрытия антикоррозийным составом.
Все сварные узлы, закрываемые в процессе монтажа последующими конструкциями, подлежат приемке по акту на открытые работы.
В случае требования проекта сварные швы могут быть подвергнуты гаммаграфированию для выявления внутренних дефектов и сплавления.
ТЕХНИКА БЕЗОПАСНОСТИ
1. К выполнению сварочных работ допускаются электросварщики, имеющие специальные удостоверения на право производства ответственных металлоконструкций.
2. При электросварочных работах электросварщикам необходимо пользоваться спецодеждой в соответствии с “Типовыми отраслевыми нормами бесплатной выдачи спецодежды”.
3. Металлические части электросварочных установок, не находящиеся под напряжением, во время работы (корпуса сварочных трансформаторов, электросварочных генераторов, выпрямителей, зажим вторичной обмотки сварочного трансформатора, к которому подключается обратный провод), а также свариваемые изделия должны быть заземлены в соответствии с требованиями СНиП III-А.П-70.
4. Электрододержатель должен иметь надежную изоляцию, допускать быструю замену электрода без прикосновения к токоведущим частям, иметь надежное соединение со сварочным проводом. Рукоятка электрододержателя должна быть выполнена из теплоизоляционного диэлектрического материала.
5. Сварочные агрегаты, аппараты, установленные на открытой площадке, должны быть закрыты от атмосферных осадков навесными щитами, а также защищены от механических повреждений.
6. Запрещается производить электросварочные работы под открытым небом во время дождя и грозы.
7. Включать в электросеть и отключать от нее сварочное оборудование, а также ремонтировать его должны только электромонтеры.
8. Выполнять сварочные работы на высоте с лесов, подмостей и люлек разрешается только после проверки этих устройств руководителем работ, а также принятия мер против загорания настилов и падения расплавленного металла на работающих или проходящих внизу людей.
9. Сварщики, работавшие на высоте, должны быть снабжены проверенными и испытанными монтажными поясами, а также пеналами или сумками для хранения электродов.
10. Сварка должна производиться с применением проводов сечением 50-70 мм марки ПРГД.
11. Напряжение на зажимах генераторов, применяемых для сварки, в момент зажигания дуги не должно превышать 80-90 В и 70 В – для сварочных трансформаторов.
12. При работе с открытой дугой электросварщики должны быть обеспечены для защиты лица и глаз шлемами или щитками (по ГОСТ 13-69) с защитными стеклами (светофильтрами Э2, Э3 по ГОСТ 9497-60). От брызг расплавленного металла и загрязнения светофильтр защищается простым стеклом.
Подсобные рабочие, работающие совместно с электросварщиками, также обеспечиваются светофильтрами (B-1, В-2, В-3) с защитными стеклами ТС 1 по ГОСТ 9497-60).
ТЕХНОЛОГИЧЕСКАЯ КАРТА СВАРКИ. СВАРНЫЕ МОНТАЖНЫЕ УЗЛЫ КРЕПЛЕНИЯ СВЯЗИ СП К КОЛОННАМ
СВАРНЫЕ МОНТАЖНЫЕ УЗЛЫ КРЕПЛЕНИЯ СВЯЗИ СП К КОЛОННАМ
Образец заполнения технологической карты сварки
Техпроцесс состоит из множества этапов, каждый из которых должен быть просчитан с точностью до миллиметра. Все эти данные сложно запомнить или кратко записать, поэтому была придумана карта технологического процесса сварки. Она позволяет улучшить качество работ: сварщик получит полую информацию о типе сварки, специалисты проведут тщательный контроль сварного соединения, будет выбран оптимальный комплект оборудования и комплектующих. Соответственно снизится количество брака и завод понесет меньшие убытки. И все это возможно, если у вас есть технологическая карта на сварку.

В этой статье мы расскажем, что это такое, как составляется техкарта для сварочных работ, приведем пример, благодаря которому вы научитесь быстро и легко читать технологические карты, а впоследствии и составлять их.
Определение
Что такое технологическая карта на сварочные работы (она же ттк на сварку, технологическая карта сварки или просто техкарта)? Говоря простыми словами, это просто документ-инструкция, выдаваемая сварщику для правильного выполнения работ. Также техкартой может пользоваться специалист по контролю качества. В техкарте прописывается всё: от типа сварки до геометрических расчетов.
Проще говоря, техкарта — это «сборник» всех технологических особенностей, которые нужно учесть при сварке. Правильно разработанная техкарта позволяет улучшить качество сварного соединения и, в целом, сделать работу сварщика или прочих специалистов продуктивнее и лучше.
Технологическая карта была придумана и внедрена не так уж давно, а именно в конце 80-х годов прошлого века. Это связано с большим технологическим прорывом в сфере сварки, когда появились новые современные технологии и стали доступны редкие металлы.
Данные в техкарте
Итак, в технологической карте в обязательном порядке указываются общие сведения о металле, который нужно сварить, данные о разделке металла и их очистке, данные о размерах сварных швов. Также указывается прогрев металла, если он необходим, последовательность формирования сварных швов.
Еще указывается, какое оборудование будет использоваться и какие комплектующие необходимы для выполнения сварки. Некоторые мастера уверены, что оборудование и комплектующие можно подбирать, основываясь на своем опыте или тематических журналах, но это неверно. Позже мы расскажем, как подбирается комплект оборудования.
Особенности
На крупных производствах (например, если это сборочно-сварочный цех) разработкой техкарты занимаются отдельные специалисты, а на мелких заводах эту работу часто поручают сварщикам. Тем не менее, любая разработка техкарты должна начинаться с тщательного анализа металла, который нужно сварить. Именно от металла зависит выбор типа сварки, комплектующих и прочие параметры. Если вы с самого начала правильно проанализируете металл, то затем у вас не возникнет никаких ошибок. Режим сварки подбирается по нормативным документам, а не по опыту варщика. Это тоже важно понимать.
Каждая технологическая карта по сварке металлоконструкций должна иметь свой индивидуальный номер (шифр), с помощью которого ее можно будет найти в архиве. Также этот номер будет указываться при разработке полной техдокументации и в характеристиках проекта на сварку. Также на техкарте должна стоять подпись специалиста, который эту кару составлял.
Пример технологической карты
Ниже вы можете видеть образец заполнения технологической карты. Сейчас мы подробнее разберем все, что тут написано, а вы запомните (или лучше запишите) то, что прочтете.

 Образец взят с сайта zibon.ru
Образец взят с сайта zibon.ru
Итак, первая графа «Способ сварки». Здесь, как не трудно догадаться, нужно написать, такой тип сварки был выбран для выполнения работ (ручная дуговая, контактная, полуавтоматом в среде газа и т.д.). В нашем случае мы указали «ручная дуговая сварка покрытыми электродами». Далее указаны цифры «(111)», это код сварки. Его можно указывать в техкарте, чтобы не писать подробно словами.
Мы приведем несколько наиболее распространенных кодов:
- 141 — ручная аргонодуговая сварка неплавящимся электродом
- 131 — механизированная аргонодуговая сварка плавящимся электродом
- 135 — механизированная сварка плавящимся электродом в среде активного газа
Далее графа «Основной материал (марка)». Здесь пишем марку металла, который нам нужно сварить. Обычно марка указывается в проекте детали, оттуда ее можно переписать в техкарту. Дополнительно укажите группу металлов. Ниже таблица с основными группами.




Затем идет графа «Наименование (шифр) НТД». Здесь вы должны указать, какие нормативные документы были использованы при разработке данной технологической карты. Остальные графы заполняются подобным образом, думаем, все логически понятно.
В нашем случае заполняется типовая технологическая карта на сварку газовых трубопроводов. Но если вам нужна техкарта на другие работы (например, на сварку стальных труб), то она будет заполняться таким же образом, просто поменяется заголовок.
Вместо заключения
Операционная технологическая карта сборки и ручной дуговой сварки (или любого другого типа сварки) — обязательный элемент любых профессиональных сварочных работ. Без нее вы наверняка сделаете шов неправильно, поскольку не будете знать всех нюансов. А специалисты по контролю качества не смогут предъявить к работе необходимые требования.
Кстати, существуют и технологические карты не на весь сварочный процесс, а на его отдельные этапы. Например, есть технологическая карта ультразвукового контроля сварных соединений (также технологическая карта узк). Это необходимо, если работа сложная и состоит из огромного количества информации, которую нужно указать в техкарте. Если бы в таком случае техкарта была одна на всю сварку, то она состояла бы из десятков страниц, что неудобно.
Карта технологического процесса сварки
Сварка – сложный процесс, выполнение которого должно производится в строгой последовательностью определенных действий, которые связаны с подготовкой металла, выполнением сварного соединения и последующим контролем. Сварной шов, если не уделить ему должного внимания, является уязвимым местом в любой сварной конструкции. Причиной этому может послужить недостатки в разработке технологии сварки или вообще ее отсутствие, недостаточный контроль, неудачный выбор сварочного оборудования и материалов. Как результат — большое количество брака и убытки понесенные организацией для его устранения. Предотвратить убытки можно корректно разработав инструкцию на выполнение сварочных работ и проконтролировав ее исполнение.
Так что же такое технологическая карта на сварку? Карта технологического процесса сварки или как ее еще называют технологическая карта сварки — это документ, который является результатом разработки технологии сварки конкретного соединения, в котором прописаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. Технологическая карта сварки была утверждена и введена в активное действие первого января 1984 года, более 30 лет назад. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта по сварке должна содержать следующие данные:
 1. Сведения о основном металле.
1. Сведения о основном металле.
2. Сведения о качестве и подготовке соединения под сварку: данные о разделке (величина зазора, величина притупления, угол наклона разделки и т.д.), о количестве и расположении прихваток, данные о предварительной очистке кромок, размеры шва.
3. Данные о фиксации свариваемого изделия и о возможном подогреве. А также последовательность выполнения проходов в сварном шве.
4. Сведения об используемом сварочном оборудовании и сварочных материалах. Подбор сварочных материалов и оборудования основывается на различных сведениях, полученных из литературы, в том числе профессиональной сварочной (журналы, статьи), на собственном опыте, а также на отзывах организаций.
5. Сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др. Нарушение рекомендованных режимов сварки может привести к охрупчиванию металла шва и околошовной зоны.
6. Сведения о форме сварного соединения, способах и объемах контроля качества сварного соединения.
Разработка карты технологического процесса сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Каждая технологическая карта по сварке получает свой идентификационный номер, который в дальнейшем используется для указания в технической документации и спецификациях проекта. Визирует карту технологического процесса сварки сам разработчик, он же ставит свою подпись внизу формуляра.
При строительстве объекта на производстве должен находиться комплект технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
На каждом предприятии, при организации сварочного производства обязательно составляются карты технологического процесса сварки, иначе сложно выдержать параметры, предъявляемые к качеству выполняемой работы. Некоторые предприятия не могут позволить себе содержание дорогостоящего инженерного состава сварочного производства. Инженерный центр «Mavego» минимизирует Ваши затраты на содержание инженерно-технических работников и на основании договора и технического задания, в кратчайшие сроки разработает комплект технологических карт сварки, а также подберет оборудование и материалы.
Для получения качественного результата проделанной работы при производстве сварочных работ, сварщик должен руководствоваться документом, в котором корректно описаны все этапы выполнения сварки на объекте строительства. Несоблюдение рекомендаций приведенных в технологической карте может привести к разрушению сварного соединения при эксплуатации, что может повлечь за собой необратимые последствия.
Технологическая карта сварочных работ: что это и из чего она состоит?

Поскольку сварка представляет собой сложный процесс, выполнение производится в соответствии со строгой последовательностью действий. Чтобы сварной шов не стал уязвимым местом, необходимо уделить достаточное внимание технологии сварки.
С этой целью разрабатывается карта технологического процесса сварки – документ, указывающий самые важные параметры сварного соединения и технологию выполнения сварочного процесса.
Что такое технологическая карта?
Технологическая карта – это утвержденный документ, описывающий последовательность проведения сварочных работ. Она является, по сути, инструкцией по технике выполнения сварки.
Карта необходима при прокладке газопроводов и трубопроводов, при выполнении монтажных работ, сборке некоторых деталей транспортных средств и т.д. В ней также содержатся указания касательно методов для проведения контроля выполненных работ.
В зависимости от решаемой задачи, технологическая карта может быть типовой или стандартной. В любом случае она должна выполнятся в соответствии с существующими ГОСТами.
Пример применения данной карты

В качестве примера техпроцесса выполнения сварки можно рассмотреть карту сварки решетчатых конструкций. К таким конструкциям относятся фермы. Для их изготовления используют металл толщиной до 10 мм.
Сварочные швы должны быть хаотично ориентированы в пространстве. Их длина не должна превышать 20-40 см.
Выполняется сварка обычно шланговым полуавтоматом в защитном газе, порошковой или самозащитной проволокой или вручную штучными электродами. Использовать автоматическую сварку нецелесообразно. Она является неэкономичной независимо от типа производства.
При серийном производстве ферм выгодно использование точечной сварки.
Не следует последовательно сваривать швы, расположенные близко друг другу. В таких случаях необходимо предварительно охладить часть металла, на которой будет располагаться второй шов.
Это уменьшит перегрев и область пластических деформаций металла. В результате шов будет качественным и долговечным.
Чтобы минимизировать напряжения в узлах фермы, их необходимо сваривать от середины конструкции к краям. Если технологической картой предусмотрено наличие швов с большим и маленьким сечением, тогда первыми необходимо делать большие швы.
Какие данные должна содержать технологическая карта?
Технологические карты являются важнейшим средством нормализации и типизации производства. Они составляются с учетом использования прогрессивной технологии, комплексной механизации процесса и лучших примеров организации труда.
Единой формы технологической карты нет. Ее можно разработать и утвердить самостоятельно.
Такой проект будет учитывать все необходимые тонкости при выполнении поставленного задания в соответствии с потребностями предприятия. В то же время документ должен отвечать существующим государственным стандартам и нормам.
Данный документ подлежит утверждению в обязательном порядке. В нем должно быть указано название объекта, в котором будет проводиться сварка. Кроме технических данных, документ может включать информацию о составе рабочей группы и сроки выполнения задания.
Иногда отмечаются этапы выполнения поставленных заданий и общие трудозатраты. Могут указываться также затраты на ресурсы: электроэнергию, материалы, заработную плату.
Оформляется данный нормативный документ в виде таблицы с указанием всех перечисленных вопросов. Затем она утверждается руководителем предприятия или главным инженером и техническими службами.

Типовая карта на сварочные работы должна включать в себя:
- данные об используемом материале;
- информацию о сварном соединении, его параметры и расположение;
- данные о фиксации изделия;
- сведения о возможном подогреве конструкции;
- данные о параметрах сварки, включая: ток, напряжение дуги, скорость сварки, полярность, скорость подачи проволоки и т.д.;
- информацию о методах контроля шва;
- сведения об оборудовании и материалах, которые используются.
Разработка карты начинается с анализа выполняемого задания. Затем определяются условия сварки. Согласно с полученными данными выбираются нормативные документы, в соответствии с которыми будет осуществляться сварочный процесс.
В независимости от решаемых задач, будь то сваривание труб, сварка глушителя выхлопной системы автомобиля или других металлических конструкций, использование технологической карты является обязательным.
Данные нормативные документы должны использоваться на каждом предприятии. При строительстве объекта должен быть разработан комплект карт для всех сварных соединений. Хранится такая документация у главного инженера.
В технической документации указывается методика подготовки и контроля соединений. Осмотр выполненной работы осуществляется технической службой в соответствии с нормативными документами.
Это позволяет организовать последовательное функционирование всех служб и исключает любую путаницу. В результате, даже при наличии большого количества сварных швов, все они будут проверены, что гарантирует высокое качество выполняемых работ.
Несмотря на то, что технологические документы должны разрабатываться предприятием индивидуально для каждой задачи, на сегодняшний день они изготавливаются по типовым схемам. На данный момент уже создано большое количество шаблонов и изобретать что-то новое нет необходимости.
Практически все карты для трубопроводов, решеточных- и металлоконструкций и схожи между собой. Их отличает только наполнение.
Пример оформления технокарты
Рассмотрим использование технологической карты на примере работы с металлическими конструкциями. В первом пункте будет обозначена сфера использования техпроцесса. Тут указываются материалы, подлежащие сварке, нормативные расстояния между объектами, углы их наклона и количество необходимых швов.
Во втором пункте отмечены особенности работы с металлоконструкцией.

Тут обычно указываются такие данные:
- действия для подготовки изделий к работе с ними;
- виды соединений;
- пошаговое руководство выполнения сварки;
- техника безопасности при выполнении работы;
- количество рабочих;
- экономическая составляющая.
В данном пункте содержится исчерпывающая информация о выполнении работы. Тут можно не только ознакомиться с последовательностью действий, но и оценить затраты на выполнение поставленного задания.
Далее в строки вносятся данные с характеристиками используемых материалов. Именно эти параметры определяют требования, предъявляемые к работе. Тут могут указываться и некоторые дополнительные данные.
Отдельная строка посвящена нормативам сварки. Тут приводятся рекомендации и нормы техпроцесса. В данной графе детально указаны все действия для выполнения поставленной задачи.
Каждый шаг подробно расписан. Сварщик обязан строго придерживаться отмеченных рекомендаций. Отступление от них может привести к несоответствию выполненных работ заявленным требованиям.
Именно этот раздел является наиболее подробным. От правильного соблюдения всех указанных действий будет зависеть результат работы.
В последних строках указываются методики для контроля работы. Ниже ставится подпись ответственного разработчика карты. В дополнениях может быть указано все необходимое оборудование для выполнения задания.
Еще одним типовым технологическим документом является карта сварки труб. Она включает в себя такие же пункты, в металлических конструкциях. В первую очередь отмечается применимость данной карты к соответствующей области.
- особенности выполнения техпроцесса;
- критерии по оценке и приемке работ;
- техника безопасности;
- виды задач.
Главной составляющей документа является подробное руководство и последовательность выполнения операций. Отмечаются особенности визуальной оценки материалов пред выполнением работы. Отдельным пунктом указываются действия сварщика при обнаружении дефектов, превышающих установленные нормы.
В разделе, посвященном технике безопасности, указаны действия рабочего во время и перед выполнением работы. Описаны требования к рабочей площадке и используемому оборудованию.
Требования к качеству работ содержат перечисления методов проверки сварных швов и допустимые отклонения. При неудовлетворительных результатах контроля указывается порядок и способ исправления дефектов.
Операционно-технологические карты содержат все технические характеристики, необходимые для проведения сварки.
Чтобы в результате выполнения сварочных работ получить качественный результат, сварщик должен руководствоваться технологической картой. От ее правильного и корректного составления зависит надежность конечного изделия.
Отступление от норм и требований к сварке, указанных в нормативных документах, приведет к нарушению сварного соединения. Это может сказаться не только на качестве и надежности, выполненных работ, но и повлечь за собой необратимые последствия.

