

Угол при вершине метрической резьбы
Метрическая резьба
На сегодняшний день в сфере машиностроения часто применяются различные резьбовые соединения. Резьба это сложный технологический процесс требующий определенных навыков и умений. Для нарезания резьбы необходимо уметь настраивать станок, подбирать, затачивать и устанавливать режущий инструмент и конечно же уметь пользоваться резьбовыми измерительными приборами. В настоящее время часто применяется метрическая резьба (имеет треугольный профиль). Начнем все по порядку и для начала разберем общие понятия:
Профиль резьбы
Профиль метрической резьбы похож на равносторонний треугольник с углом 60°. Вершинки резьбы могут быть острыми и слегка срезанными, это зависит от заточки резца и глубины резания. Не рекомендуется делать метрическую резьбу с другим углом, так как это будет являться нарушения требований к метрической резьбе в частности к ее профилю. Видоизмененный профиль резьбы влияет на резьбовое соединение деталей например винт и гайка.


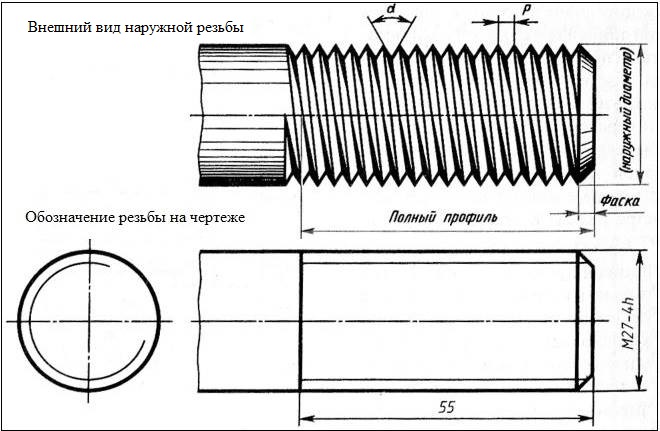
Профиль наружной резьбы рис. слева и внутренней резьбы рис. справа

Профиль метрической и профиль цилиндрической резьбы и ее развертывание
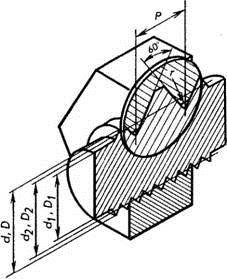
- d, d1, d2 – наружный, внутренний и средний диаметр болта
- D, D1, D2 – наружный, внутренний и средний диаметр гайки
- р – шаг; ω – угол подъема
Шаг резьбы
Шаг резьбы – это расстояние между двумя вершинками резьбы измеренными вдоль оси
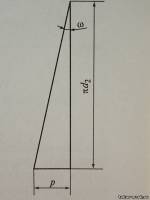
Угол подъема резьбы – это угол, образованный направлением выступа резьбы и плоскостью, перпендикулярной к оси резьбы. Определяется по формуле:
Ход резьбы – однозаходная резьба равен ее шагу. Если резьба имеет несколько заходов k , то ход резьбы рассчитывается по формуле: за один оборот гайка переместится в осевом направлении в k раз дальше.
Классификация резьб
По виду поверхности: цилиндрические и конические.
По признаку расположения резьбы: наружные и внутренние.
По направлению винтового выступа резьбы: правые и левые.
По числу заходов: однозаходные – образованные одним выступом и многозаходные – образованные двумя и более выступами резьбы.
Метрическая резьба: таблица размеров и параметры по ГОСТ
Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах. Она может наноситься на поверхности как цилиндрической, так и конической формы и использоваться для изготовления крепежных элементов различного назначения. Кроме того, в зависимости от направления подъема витков резьба метрического типа бывает правая или левая. Помимо метрической, как известно, есть и другие типы резьбы – дюймовая, питчевая и др. Отдельную категорию составляет модульная резьба, которую используют для изготовления элементов червячных передач.
От точности исполнения метрической резьбы зависит надежность разъемного соединения
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
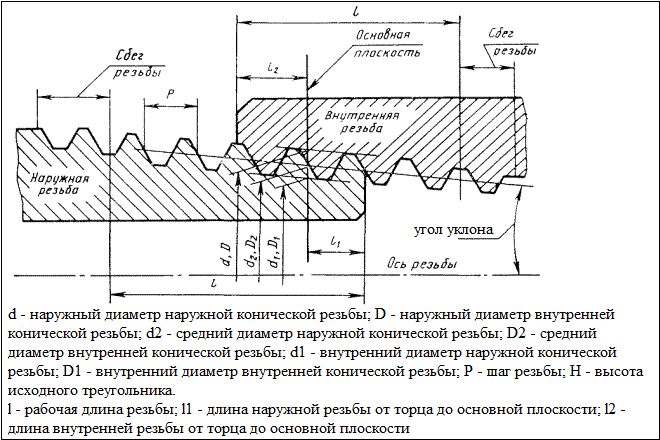
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
Внутренняя метрическая резьба
Наружная метрическая резьба
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами. Для обозначения этой важной характеристики используют букву P.
- Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
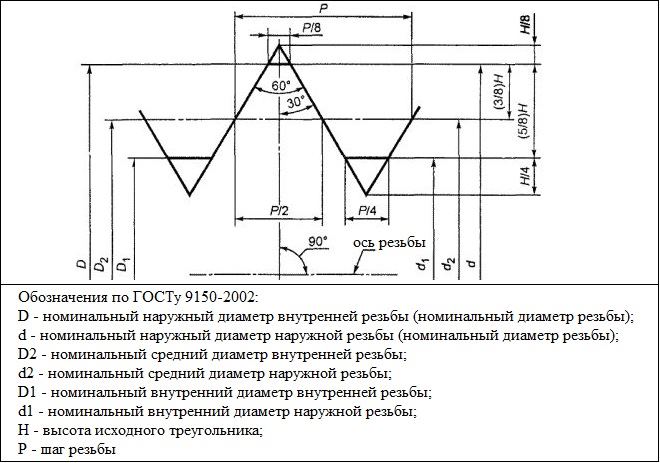
Геометрические параметры основного профиля метрической резьбы

Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
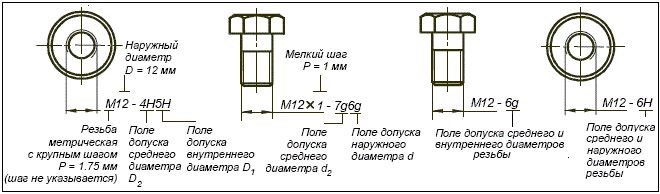
Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
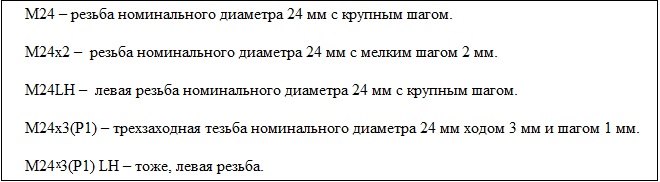
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
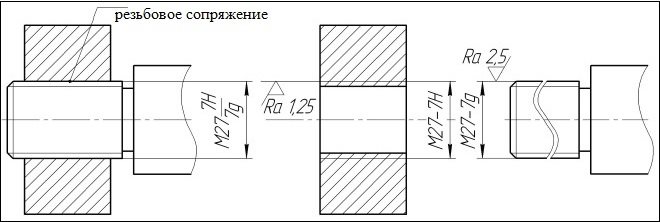
Пример обозначения посадки резьбового соединения на чертежах
Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
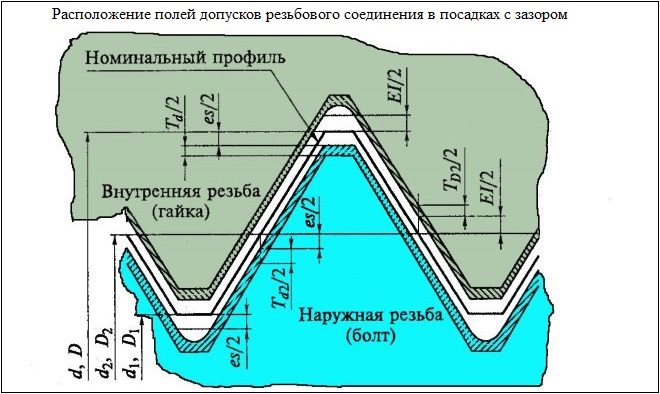
Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
Стандартные шаги метрической резьбы
Надежность крепежных соединений достигается за счет резьбы. Она представляет собой чередование впадин и выступов на внутренней и внешней поверхности вращающихся деталей. Существует множество разновидностей резьбы: дюймовая, трубная, шуруповертная и метрическая. В этой статье более подробно описана метрическая резьба и ее особенности, поскольку именно она является наиболее универсальной и востребованной из всех перечисленных.
Резьбовые соединения применяются везде, где нужен крепеж, и для передачи движения. У каждой разновидности резьбовых соединений есть ряд типовых характеристик:
- Профиль резьбы — рисунок «гребенки», которая проходит вдоль оси крепежа.
- Шаг резьбы — расстояние между двумя соседними вершинами, замеренное вдоль оси стержня элемента крепежа.
- Наружный диаметр — измеряется по верхним точкам профиля.
- Внутренний диаметр — размер вписанного цилиндра в углубления наружной резьбы, либо по точкам вершин внутренней.
- Ход резьбы — расстояние от одной вершины профиля до другой в проекции на ось крепежа.
- Угол профиля резьбы — угол между боковыми сторонами профиля.
Также существуют другие параметры резьбы: высота профиля, длина ввинчивания, количество витков. В метрической резьбе профиль состоит из равносторонних треугольников. Угол профиля метрической резьбы составляет 60º. Нормативы размеров стандартного шага устанавливает ГОСТ 8724-81 (ИСО 261-98) «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги». Согласно этому документу, на поверхностях диаметром 1–68 мм шаг резьбы может быть крупным или мелким. При диаметре поверхности крепежного элемента свыше 68 мм метрическая резьба может иметь только мелкий шаг. Каждому диаметру соответствует один вариант крупного шага резьбы, и несколько вариантов мелкого шага. Например, при диаметре 10 мм возможен крупный шаг в 1,5 мм и три варианта мелкого шага. Крупный шаг в обозначении метрической резьбы опускается, поскольку его значение всегда неизменно, и его можно узнать по таблице.
Полное наименование резьбы состоит из следующих данных:
- М — метрическая резьба.
- Диаметр резьбы в миллиметрах.
- Размер мелкого шага в миллиметрах.
- Направление хода (есть левосторонняя и правосторонняя резьба).
- Обозначение хода для многозаходной резьбы.
Шаг метрической резьбы определяют по таблице, или по маркировке крепежного элемента. Кроме табличных и справочных данных, существуют и практические способы определения шага резьбового профиля:
- Можно сравнить резьбу на разных изделиях, и определить искомое значение путем сопоставления.
- Для измерения шага применяют резьбовые калибры — специальные инструменты без шкалы. Калибры помогают определить различные параметры резьбового профиля: диаметры, высоту треугольника, длину шага.
- Если наружная резьба легко и без сопротивления ввинчивается во внутреннюю, так можно предположительно установить шаг наружного профиля.
- Проведите измерения: с помощью штангенциркуля определите длину резьбы и разделите полученное значение на число витков.
Еще один важный параметр резьбового соединения — поле допуска. Эта величина обозначает максимальную длину сопряжения сторон резьбовых профилей винта и гайки, и других разновидностей крепежных изделий. Существует три класса полей допусков. Если крепеж принадлежит к первому классу допусков, он является надежным и применяется в областях, где требуется высокая точность и надежная фиксация. Второй класс полей допусков — это наиболее часто используемый стандарт. Грубый класс допусков используется там, где не требуется большая точность резьбового соединения.
При выборе крепежа тип резьбового соединения имеет решающее значение. На территории Российской Федерации наиболее востребованы метизы с крупным шагом резьбы. Крепежные элементы с мелким шагом применяются для соединения изделий, подверженных вибрации, экспериментальным и переменным динамическим нагрузкам. Область применения метизов с мелким шагом резьбового профиля — автомобиле- и судостроение, производство станков, электроники и бытовой техники. В строительстве и других сферах в основном используется крепеж с крупным шагом метрической резьбы. Если требуется рассчитать, какие болты требуются для определенных строительных или иных задач, современные специалисты используют расчетные формулы, либо специальное программное обеспечение. Расчет параметров крепежа онлайн доступен на многих специализированных интернет-ресурсах бесплатно. Также существуют онлайн-калькуляторы для подсчета параметров метрической резьбы по набору исходных размеров. Необходимые размеры рекомендуется замерять с помощью штангенциркуля.
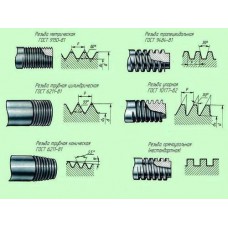
Под метрической резьбой также принято подразумевать любую резьбу, обозначение которой указано в миллиметрах. По форме профиля различают следующие типы резьбы:
- Дюймовая — профиль состоит из равнобедренных треугольников, угол при вершине у которых составляет 55о.
- Трубная цилиндрическая — разновидность дюймовой резьбы, соответствует стандартам ГОСТ 6357-81. Номинальный размер резьбы соотносится с внутренним диаметром трубы или условно определенного отверстия.
- Трапецеидальная — профиль выглядит как трапеция с равными боковыми сторонами и острым углом при основании. Этот вид резьбы применяется в подвижных соединениях и служит для передачи возвратно-поступательного движения. Трапецеидальная резьба бывает однозаходной и многозаходной.
- Упорная — разновидность трапецеидальной, профиль выглядит как не равнобочная трапеция. Соответствует нормам ГОСТ 10177-82.
- Прямоугольная — этот вид резьбы выполняется на ходовых винтах, испытывающих высокие нагрузки, для передачи поступательно-вращательного движения.
- Круглая — профиль выглядит как частный случай синусоиды. Этот тип резьбы отличается значительной устойчивостью к частому закручиванию и раскручиванию. Пример использования — цоколь лампочки (резьба Эдисона), шпиндели, вентили, сантехнический крепеж и арматурные изделия.
Кроме миллиметров для измерения резьбовых соединений также используют другие системы мер: дюйм, модуль — отношение шага в миллиметрах к числу пи, питч — отношение числа пи к шагу, длина которого указана в дюймах.
Виды резьб
Виды и характеристики резьб.
Классификация и основные признаки резьб:
- единица измерения диаметра (метрическая, дюймовая, модульная, питчевая резьба)
- расположение на поверхности (наружная и внутренняя резьба)
- направление движения винтовой поверхности (правая, левая);
- число заходов (одно- и многозаходная), например двузаходная, трёхзаходная и т. д.;
- профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.);
- образующая поверхность на которой расположена резьба (цилиндрическая резьба и коническая резьба);
- назначение (крепёжная, крепёжно-уплотнительная, ходовая и др.).
Основные параметры резьбы и единицы измерения
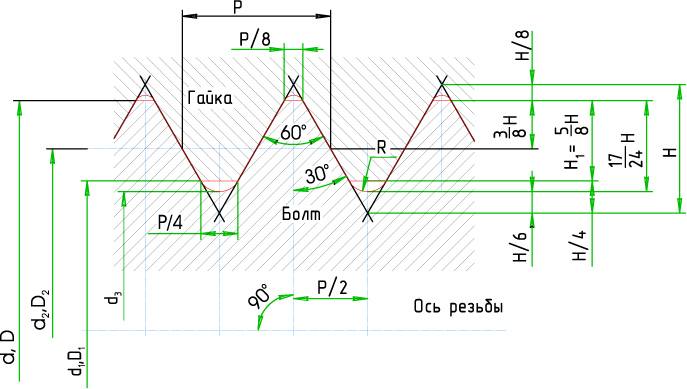
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали. ГОСТ 9150—81 и ГОСТ 8724—81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на рис. 1. Впадина наружной резьбы (рис. 2) может быть плоскосрезанной или закругленной: Rmax = 0,144Р, Rmin = 0,108Р, где R — радиус впадины; Р — шаг резьбы.
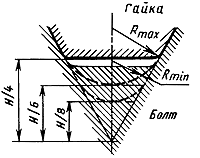 Рис. 2. Впадины резьбы болта и гайки.
Рис. 2. Впадины резьбы болта и гайки.
Резьбы определяются следующими основными параметрами: наружным, средним и внутренним диаметрами; шагом; углом профиля; углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1) —диаметр цилиндра, описанного относительно вершин наружной резьбы (или впадин внутренней резьбы).
Внутренний диаметр d1 — диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и dx для наружной и внутренней резьбы одинаковые.
Средний диаметр d2 — диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами двух рядом лежащих витков резьбы крепежа, измеренное вдоль оси. ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25. 600 мм и шаги 0,075. 6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25. 68 мм) и мелкий шаг (при диаметрах 1. 600 мм).
Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β — угол между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β = 0,5α. Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
Высота исходного треугольника Н — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения. Рабочая высота профиля Н1 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н = 0,866025×Р, Н1 = 0,54126×Р.
Ход Ph — величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°; Ph=P×n, где n — число заходов.
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка Н1 — наибольшая высота соприкосновения; наименьшая выcота соприкосновения обозначается Н1 min. Для резьбы с плоскосрезанным профилем Н1 и Н1 min определяют наибольшее и наименьшее перекрытие витков резьбы болта и гайки.
Угол подъёма резьбы (винтовой линии) 
Для многозаходных резьб в числителе этой формулы следует подставлять вместо Р произведение nP, где n — число заходов. Длина свинчивания (высота гайки Н) — длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль оси.
Обозначается метрическая резьба буквой M (от англ. metric system, метрическая система мер). Резьба с номинальным диаметром 32 мм с крупным шагом обозначается как М32; резьба с номинальным диаметром 16 мм с мелким шагом – М16×1,5; для обозначения левой резьбы в конце добавляются буквы LH.
 Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в долях метра (миллиметрах).
- ГОСТ 24705-2004 (ИСО 724:1993) — Резьба метрическая. Основные размеры.
- ГОСТ 9150-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Профиль.
- ГОСТ 8724-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги.
- ISO 965-1:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные характеристики.
- ISO 965-2:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности.
- ISO 965-3:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы.
- ISO 965-4:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальваницированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации.
- ISO 965-5:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска h до гальванизации.
- ISO 68-1 — Резьбы винтовые ISO общего назначения. Основной профиль. Метрическая резьба.
- ISO 261:1998 — Резьбы метрические ИСО общего назначения. Общий вид.
- ISO 262:1998 — Резьбы ISO метрические общего назначения. Выбранные размеры для винтов, болтов и гаек.
- BS 3643 — ISO metric screw threads.
- DIN 13-12-1988 — Резьбы метрические ИСО основные и прецизионные диаметром от 1 до 300 мм. Выбор диаметров и шагов.
- ANSI B1.13M, ANSI B1.18M — Метрическая резьба М с профилем базирующимся на стандарте ISO 68.
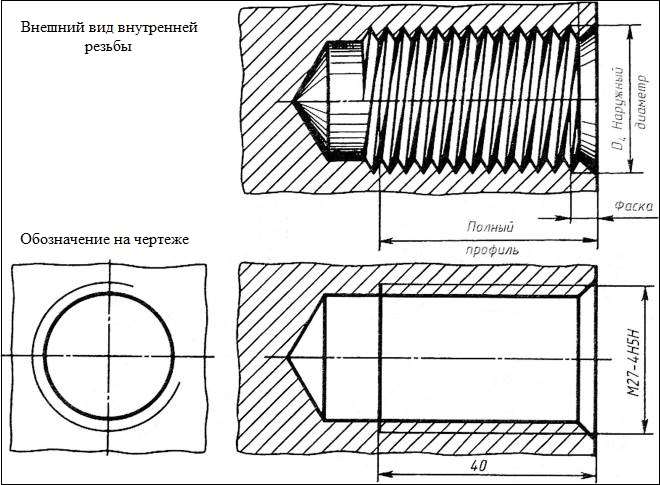
Условное обозначение: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36х1,5; такая же по диаметру и шагу но левая резьба М36х1,5LH.
Таблица стандартного шага метрических резьб
