

Угол заточки ленточных пил по дереву
Заточка ленточных пил
Приступая к заточке ленточных пил Вы должны знать, что от правильности выполнения данного процесса, зависит то, насколько качественным будет ваш пиломатериал — доски, брус, рейки и т.д. Заточка ленточных пил, процесс ответственный, но не очень сложный. Соблюдая рекомендации приведенные ниже, вы быстро научитесь этому нехитрому, но очень полезному в лесопилении процессу.
В первую очередь надо осмотреть ленту на наличие видимых трещин, обломанных зубьев. Для этого берёте ленту в руки зубьями от себя и перемещая руки, слегка заламывая ленту начинаете просмотр. При обнаружении дефектов ленту необходимо отправить на ремонт, либо просто выбросить.
Во вторую очередь ленту необходимо очистить от грязи и налипшей на неё древесной смолы. После всех этих процедур лента готова к заточке.
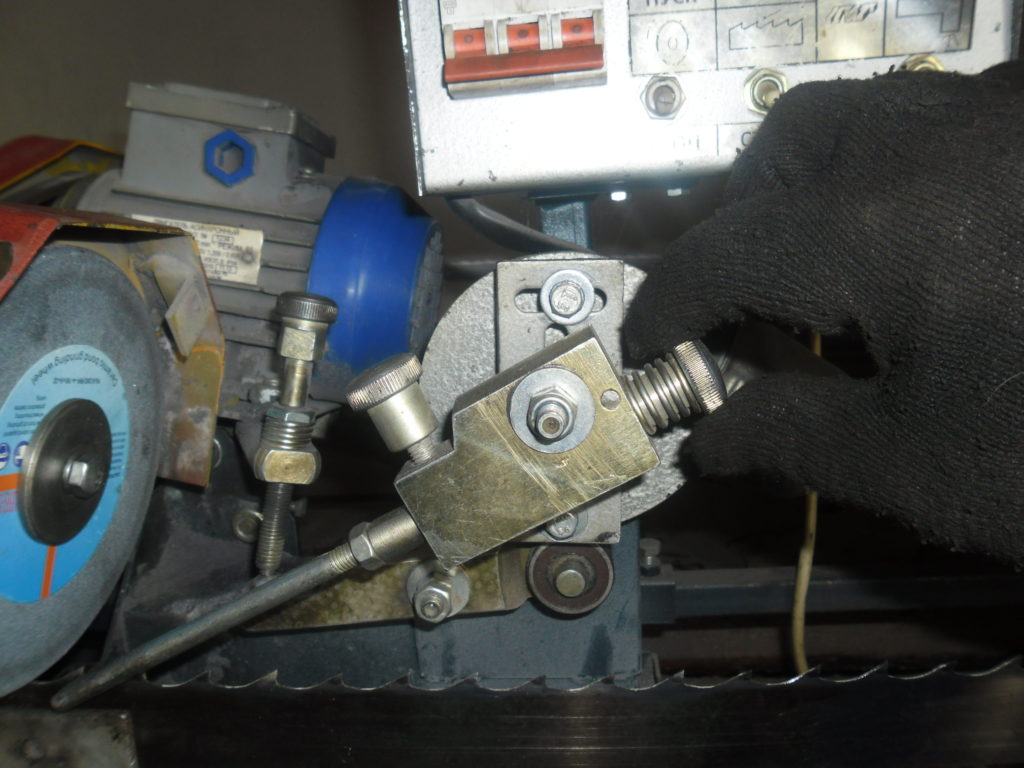
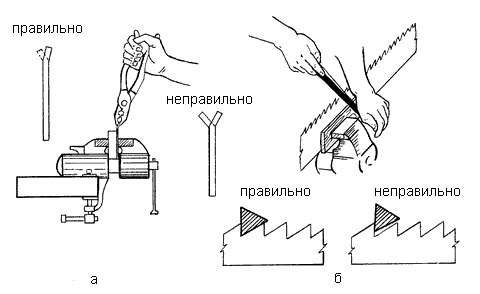
Аккуратно берёте ленту во избегании травм, так как зубья имеют остроту способную повредить Вам руки и вставляете на станок для заточки. Ленту необходимо установить на все держатели на станке и специальным зажимом зафиксировать.
В паз между зубьями опускаем штангу толкателя, с помощью этой штанги регулируется подача ленты. Сверху на ленту опускается точильный камень, он фиксируется штоком, регулирующим глубину заточки.
Перед началом запуска заточного станка выставляете угол заточки, для летнего леса этот угол 55-60 градусов, а для зимнего 70-80. Угол выставляется путём поворота станины на которой закреплён камень, согласно делениям, на корпусе станка.
Обратите внимание, камень для заточки имеет фаску под углом 45 градусов и во время подготовки к процессу заточки Вы должны поправить камень если фаска не соответствует вышеуказанному углу. Правка производится инструментом алмаз или простым крупным камнем.

Сразу заметим, что правка простым камнем сложнее и требует некоторых навыков, так же не соответствует правилам техники безопасности.
Запуск заточного станка
Вы подготовили станок и пилу для начала заточки, теперь приступим к самому процессу заточки ленточной пилы.
Первым делом включаете подачу на самой низкой скорости, для этого предусмотрены тумблеры для включения двигателя и регулятор скорости подачи, он уменьшает либо увеличивает обороты двигателя.
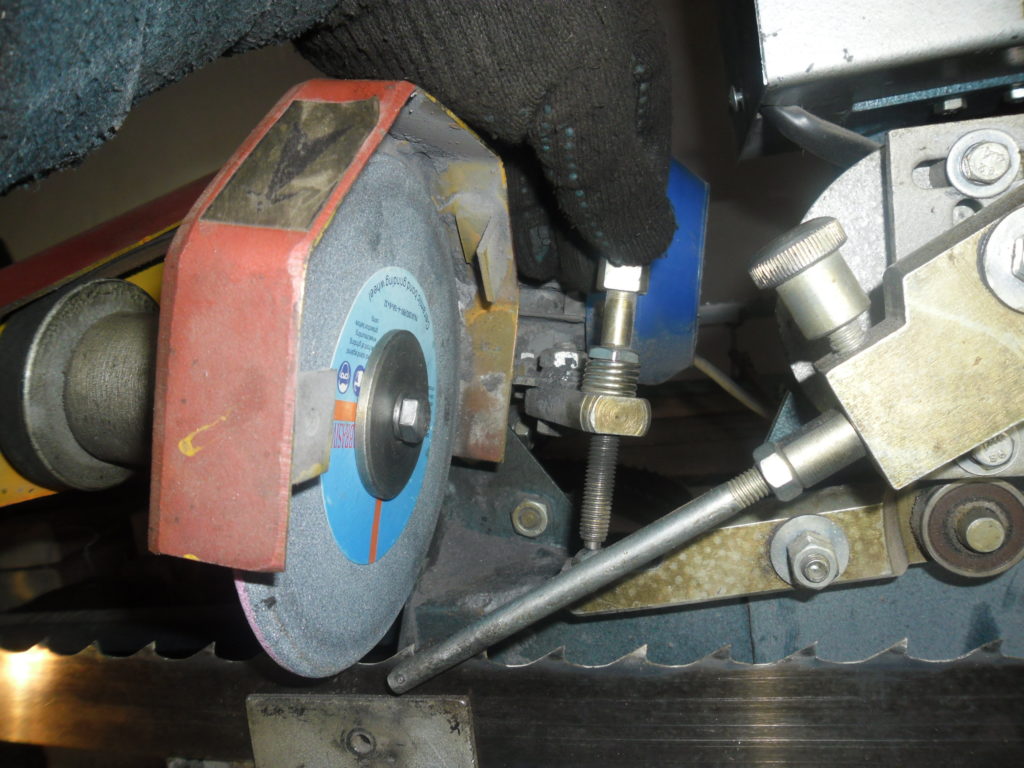
При помощи винта на штанге подачи отводим зуб пилы вперед либо назад и следим что бы камень ровной стороной (без фаски) начал касаться прямой стороны зуба.
Затем включаем второй тумблер, который приводит в движение двигатель с камнем. Понемногу без резких движений начинаете опускать камень с помощью винтового штока который его фиксирует, до тех пор, пока камень не будет полностью проходить карман от одного зуба к другому.
Ни в коем случае нельзя допускать посинения ленты поэтому старайтесь сильно не опускать камень, так же задвигать шток подачи назад либо вперёд иначе камень у Вас просто «съест» зуб. Заточка ленточных пил, должна проходить плавно согласно заводскому профилю зуба.
 Манипулируя винтами подачи и штока опускания камня надо добиться полного отсутствия заусенцев на кончике зубьев. Законченной работой станка можно считать после прохождения ленточной пилы не менее двух кругов.
Манипулируя винтами подачи и штока опускания камня надо добиться полного отсутствия заусенцев на кончике зубьев. Законченной работой станка можно считать после прохождения ленточной пилы не менее двух кругов.
Заточка ленточных пил в зимний период
Зимняя заточка практически не отличается от летней с единственной разницей, угол наклона зубьев более прямой доходит до 90 градусов, в зависимости от промерзания древесины. Чем сильнее промерзает древесина, тем больше угол заточки, но имейте в виду что летом с таким углом усиливается нагрузка на пилу и возможен быстрый выход её из строя.
Заточка ленточных пил по дереву видео.
Ошибки при заточке и разводке ленточных пил
Мы хотели бы рассказать Вам о типичных ошибках, возникающих в процессе заточки и разводки ленты.
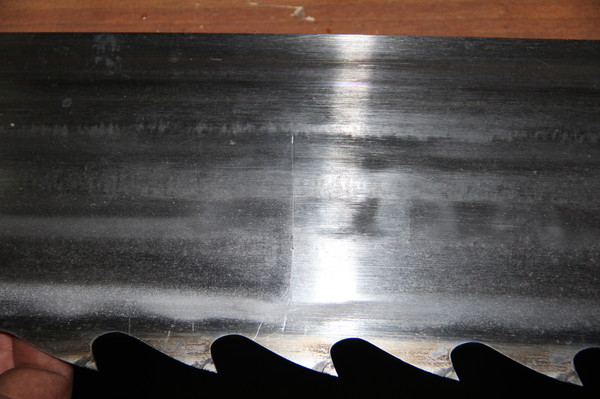
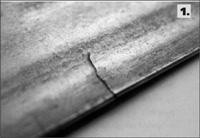
1. Подобные трещины возникают из-за неправильной установки направляющих роликов. В результате тыльная сторона пилы во время работы все время трется о бортик ролика.

3 и 3а. Визуально заметно, что при заточке заточной круг проходит неполный профиль зуба. Ошибка в установке угла наклона головки заточного станка или в профиле заточного камня, если используется не боразоновый диск CBN.

Кроме того, причина может крыться в выработке эксцентрика заточного станка. Трещины появились в том месте, которое не было проточено.

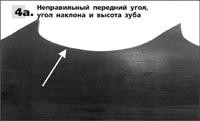
4 и 4а. Нулевой угол атаки – лента во время работы сильно дребезжит, что приводит к вибрации пилящей головы. В этом случае на теле пилы появляются трещины в месте, обозначенном кругом.

Причиной является неправильная установка головки заточного станка. При очень маленькой (4а) высоте зуба лента начинает “волнить” из-за того, что пазух недостаточно большой, чтобы выбрасывать опилки, которые в этом случае очень мелкие (пыль).
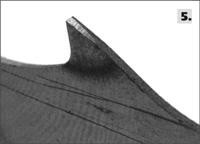
5. Зуб не заточен до конца. Причиной этого является неосевая установка головки заточного станка по отношению к прижиму. Лента быстро затупится.
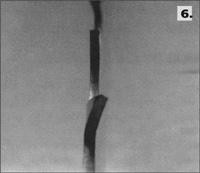
6. Слишком большая разводка зуба. Режущая кромка зуба (верхушка) не равноудалена от кромки пазуха ленты, которая очень быстро притупляется. Появляются значительные рывки головы во время распила.
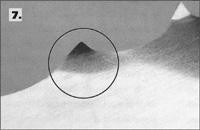
7. Грот разводного инструмента установлен слишком низко, что вызывает заметные отклонения ленты ниже пазуха зуба. Такая лента делает «волну» в пропиле, несмотря на правильные показания разводного инструмента.
Дарьюш Куява
Начальник отдела обслуживания клиентов
Wood-Mizer, Польша
Заточка и разводка ленточных пил
Для того чтобы обработка разнообразных материалов производилась правильно, необходимо ухаживать и следить за состоянием ленточнопильных приспособлений. С этой целью используются станки для заточки и разводки ленточных пил. Своевременный уход обеспечит длительную эксплуатацию инструментов.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.

Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления.

Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
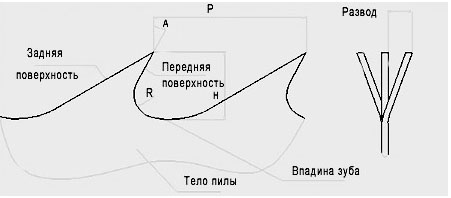
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.

Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.

Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Заточка ленточных пил по дереву: профиль, зубья и угол заточки. Разводка инструмента и методы затачивания










Ленточнопильные станки предназначены для резки различных материалов, в том числе и древесины различного уровня твердости. Их рабочая часть представляет собой замкнутую стальную ленту, имеющую зубчики.
Цена затачивания пил ленточного типа в специальных мастерских сравнительно невелика. Но нередко быстрота и качество исполнения заказа не сильно радуют. Исходя из этого, работу можно сделать своими силами.

Ленточные пилы нуждаются в периодической заточке.
Конструктивные особенности ленточных пил
- Ленточные приспособления, предназначенные для резки дерева, производят из легированной инструментальной стали , которая обладает твердостью от 40 до 46 HRC.
- Ширина реза (пропила) у ленточных инструментов гораздо меньше, чем у дисковых аналогов . При разделке дешевого дерева данный момент не столь заметен, но при резке ценных и экзотических сортов древесины он важен критически.
- Станок может пилить заготовки любого размера . При этом ленточный инструмент работает быстро и создает рез высокого качества.
- Отходов (стружка, опилки) при использовании такого типа пил очень мало .
Обратите внимание!
Чтобы станок работал всегда стабильно и качественно, следует к его обслуживанию подходить предельно ответственно.
Заточка и разводка ленточных пил по дереву должна осуществляться своевременно и грамотно.
Профиль, зубья и угол заточки
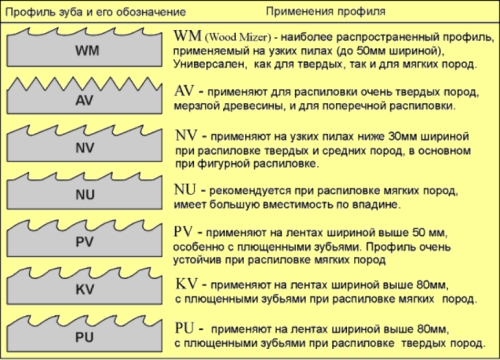
Международная классификация профилей зубьев.
Ленточные приспособления имеют разную геометрию зубчиков, что зависит от вида и характеристик разрезаемых материалов. Инструмент для древесины может быть столярным и делительным. Есть и третий тип, предназначенный для распилки бруса, бревен. Все эти подвиды имеют свои параметры и форму зубчиков.
Угол заточки ленточных пил по дереву выбирается компанией-производителем исходя из нескольких моментов. Главный из них – чем материал тверже, тем передний угол должен быть меньше. Ниже приведена таблица с основными параметрами пил.
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента

Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Обратите внимание!
Осуществляя разводку, следует отгибать не весь зубчик, а только его треть либо две трети от вершины.
Компании-производители советуют осуществлять операцию так, чтобы диапазон отгибания укладывался в 0.3-0.7 миллиметра.
Производится работа с помощью специализированного разводящего инструмента.
Заточка пилы

Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
- Нужда в операции определяется зрительно. При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость).
- Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах.
- Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские.
- Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Обратит внимание!
Теоретическая инструкция заточки ленточных пил по дереву оповещает, что осуществлять ее следует или по передней стороне зубцов, или как по задней, так и по передней.
В реальной жизни же большинство специалистов и самодеятельных мастеров производят операцию лишь по задней стороне, т.к. это более удобно.
Методы затачивания

На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ – это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.

Инструмент, наточенный по граням.
Метод второй – это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.

Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.

Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков – это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
Обратите внимание!
Есть распространенное мнение среди самодеятельных мастеров, что особой нужды снимать возникающие в ходе обработки заусенцы нет.
Оно в корне неверно, так в полотне могут возникнуть микроскопические трещины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.
Вывод
Перед тем, как заточить пилу по дереву грамотно, следует узнать, как это сделать. Существует несколько методов обслуживания. Зависят они от разновидности пилы, ее профиля, формы зубчиков. Видео в этой статье продолжает информировать вас по ее теме.

