

Устройство ленточного конвейера схема
Схема ленточного конвейера
 Устройство
Устройство
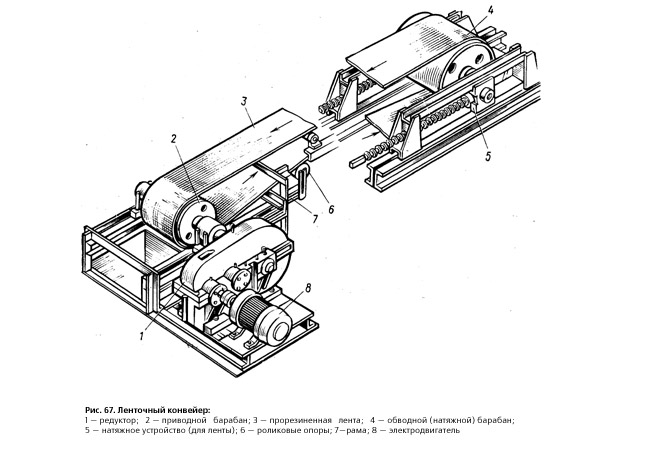
Ленточный конвейер – это транспортирующий механизм непрерывного действия, в котором грузонесущий и тяговый орган представлен замкнутой (бесконечной) гибкой лентой. Лента движется благодаря силе трения ленты и приводного барабана, а вес конструкции и груза равномерно распределяется по стационарным роликоопорам.
B горной промышленности ленточными ковейерами перемещают полезные ископаемые и породы от места добычи по выработкам горных предприятий и для подъема их на поверхность с последующей транспортировкой к обогатительным фабрикам или на погрузочную площадку внешнего транспорта, a породу — в отвал. Ленточными конвейерами можно доставлять полезные ископаемые от горных предприятий непосредственно к потребителю. Это может быть уголь для теплоэнергоцентрали или руда на металлургический завод.
Простейшая кинематическая схема ленточного конвейера выглядит следующим образом :

Рис. 1 Схема ленточного конвейера
Ленточный конвейер общего назначения построен на принципе, когда бесконечная гибкая лента, с ее рабочей и холостой ветвями, опираясь на роликовые опоры, огибает приводной и натяжной барабаны, расположенные по концам конвейера. В конструкции коротких конвейеров, которые используют для транспортировки штучных грузов, часто рабочая ветвь ленты скользит по деревянному или металлическому настилу.
Лента приводится в движение приводным барабаном. Необходимое натяжение сбегающая ветвь ленты получает от натяжного барабана с помощью натяжного устройства. Для погрузки сыпучего материала, который подлежит перемещению, используются загрузочная воронка, устанавливаемая обычно у концевого барабана в начале конвейера.
Материал разгружается с ленты двумя способами, это может быть разгрузка с приводного барабана и называется концевой или промежуточной, для чего используют передвижную разгрузочную тележку, либо стационарные плужковые сбрасыватели. Для направления потока доставленного к месту разгрузки материала используется разгрузочная коробка.
Чтобы очистить ленту с рабочей стороны от остатков груза устанавливают щетки из капрона или резины, либо неподвижный скребок. Установка очистного устройства крайне необходимо в тех случаях, когда возможно прилипание остатков транспортируемого материала на роликах холостой ветви и образование трудноудаляемой неровной корки, что приводит к неравномерному вращению роликов и ускоренному износу ленты.
Когда возникает необходимость очистки внутренней поверхности холостой ветви ленты от случайно попавших остатков груза, в районе натяжного барабана устанавливается дополнительный сбрасывающий скребок. Очищать ленту после приводного барабана необходимо с целью предотвращения осыпания прилипших частиц материала от вибрации, в результате чего под опорами холостой ветви возникают завалы, затрудняющие эксплуатацию конвейерной линии.
Привод ленточного конвейера

Рис. 2. Схема привода ленточного конвейера.
Составляющими звеньями привода ленточного конвейера являются электродвигатель (1), зубчатоременная передача (2), редуктор (3), зубчатая муфта (4), приводной барабан (5). Кинематическая схема привода ленточного конвейера построена на том, что асинхронный электродвигатель вращает с помощью ременной передачи быстроходный входящий вал цилиндрического редуктора. Входящий вал редуктора вращение передает на промежуточный вал при помощи косозубой передачи.
В свою очередь промежуточный вал при помощи прямозубой зубчатой передачи вращает выходной вал редуктора. С помощью компенсирующей зубчатой муфты крутящий момент от выходного вала редуктора передается к валу приводного барабана конвейера.
Конструкция конвейера полностью зависит от типа применяемых лент. Если сравнить ленточный конвейер со стальной лентой одинакового назначения с конвейером общего назначения, схема будет отличаться от последних теми элементами конструкции, которые зависят от повышенной жесткости ленты.
Также будут отличия и в конструкции барабанов у конвейеров со стальной лентой, они будут иметь большие размеры, ролики будут выполняться в форме дисков на одной оси, и другие отличия. Когда конвейеры с проволочными лентами становится возможным применение опор, состоящих из горизонтальных роликов. Конвейеры с проволочными лентами работают при высоких температурах до 1100°.
Электропривод синхронного вращения
Электрическая схема ленточного конвейера имеет определенные особенности, которые связаны с тем, что у конвейеров привод, порой состоит из одинаковых электродвигателей (два и более), и требуется согласованное вращение этих электродвигателей, а соединить их каким-то механическим валом не предоставляется возможности.
Для решения этой задачи применяют электрическую связь роторов асинхронных (АД) или синхронных (СД) двигателей, которую называют электрическим валом.
Один из вариантов такой специальной схемы рассматривается здесь.
Устройство ленточного конвейера;
Общие сведения
Ленточными конвейерами называют машины непрерывного действия, несущим и тяговым элементом которых является гибкая лента.
Ленточные конвейеры нашли широкое распространение в промышленности. Их применяют для перемещения сыпучих и штучных грузов на короткие, средние и дальние расстояния во всех областях современного промышленного и сельскохозяйственного производства; при добыче полезных ископаемых; в металлургии; на складах и в портах; применяют в качестве элементов погрузочных и перегрузочных устройств, а также в качестве машин, выполняющих технологические функции.
Широкое применение ленточных конвейеров обусловлено рядом достоинств:
– возможность транспортирования груза с высокими скоростями (до 6 ÷ 8 м/с);
– большая производительность ленточных конвейеров (до 30000 т/ч);
– большая длина транспортирования (3 ÷ 4 км одним конвейером и более 100 км в системе из нескольких конвейеров).
– благодаря гибкости ленты, ленточный конвейер может иметь сложные трассы с горизонтальными, наклонными участками и с изгибами в горизонтальной плоскости;
– удобство контроля за работой.
Длина 1 става конвейера может доходить до 3-5 км иногда до 14 км, дальность транспортирования более 100 км, но более 70% конвейеров имеет ограниченную длину до 500м.
К недостаткамленточных конвейеров относятся:
– высокая стоимость ленты (до 50%) и роли опор (до 30% от стоимости конвейера);
– фрикционный способ передачи тягового усилия, требующий первоначального натяжения;
– повышенное натяжение ленты при больших рабочих нагрузках и длительном сроке эксплуатации;
– сложность очистки от липких грузов;
– затруднена транспортировка пылевидных, горячих, тяжелых штуч ных грузов;
– невозможность использования для транспортировки горячих грузов;
– резкое падение производительности при увеличении угла подъема.
Величина предельного угла наклона конвейера зависит от свойств перемещаемого материала – главным образом от формы кусков, их крупности и влажности и допускается:
– для рядового угля, руды и породы – до 18 о ;
– для мелкокускового груза – до 19 ÷ 20 о , а в отдельных случаях (так, для продуктов мокрого обогащения) – до 21 ÷ 22 о ;
– для крупного сортированного груза угол наклона до 16 – 17 о ;
– для брикетов и штучных грузов соответственно до 10 ÷ 12 о .
При углах наклона больших, чем указанные, груз скатывается или скользит по ленте вниз.
При наклонной установке конвейера с подачей груза вниз предельный угол наклона снижается на 3 ÷ 5 о .
Классификация ленточных конвейеров:
– по области применения:
•Конвейеры общего назначения (для насыпных и штучных грузов)
•Специальные (для погрузочных машин, передвижные, переносные)
•Подземные
– по форме трассы:
•Простые (с одним прямолинейным участком, горизонтальным или наклонным с движением вверх или вниз)
•Сложные (с ломанной трассой)
•Криволинейные (пространственные)
– по углу наклона трассы
•Горизонтальные
•Пологонаклонные
•Крутонаклонные (более 22 0 )
•Вертикальные
– по направлению движения груза:
•Подъемные
•Спускные
– по форме ленты и размещению на ней груза
•С плоской лентой
•С желобчатой лентой
•С верхней рабочей стороной
•С нижней рабочей стороной
•С обеими рабочими сторонами.
– по типу тягового элемента
•С резинотканевой лентой
•С резинотросовой лентой
•Со стальной цельнокатаной лентой
•С проволочной лентой
Ленточный конвейер, схема представлена на рисунке 1, состоит из замкнутой гибкой ленты 1, огибающей ведущий (приводной) 2 и хвостовой (поворотный) 3 барабаны. Приводной барабан получает вращение от электродвигателя через редуктор. Тяговое усилие от барабана на ленту передается трением. Барабаны 4 являются вспомогательными, отклоняющими ленту. Благодаря их применению увеличивается угол охвата приводного и поворотного барабанов лентой, что улучшает условия сцепления ленты с поверхностями этих барабанов и уменьшает пробуксовывание ленты.
Рисунок 1 – Схема ленточного конвейера.
Натяжение ленты осуществляется натяжным устройством 10, расположенном в данной схеме, на хвостовом барабане.
Часть ленты, на которой располагается груз, называется рабочей, груженой или несущей ветвью, а свободная от транспортируемого материала – порожней ветвью.
Лента поддерживается роликовыми опорами 5 на груженой ветви и 6 на порожней ветви, установленными на раме 7.
Материал подается на ленту по загрузочному желобу 8 и перемещается к разгрузочному концу конвейера, где сбрасывается в направляющий лоток 9.
Грузонесущая ветвь ленты конвейера в поперечном сечении может иметь желобчатую (лотковую) (рисунок 2, а), реже плоскую (рисунок 2, б) форму. Порожняя ветвь – всегда плоская. Лотковая форма придается ленте роликовыми опорами.
Несущей ветвью является, как правило, верхняя, но в некоторых случаях для перемещения груза используется нижняя ветвь, а иногда и обе ветви ленты одновременно.
Материал поступает на ленту вблизи хвостового барабана либо в промежуточных пунктах, расположенных по длине конвейера.

Рисунок 2 – Расположение роликоопор в поперечном сечении:
а – с желобчатой формой ленты грузонесущей ветви;
б – с прямым расположением ленты.
В последнем случае погрузочные пункты оборудуются стационарными или передвижными загрузочными воронками.
Разгрузка материала производится с концевого барабана, где лента меняет направление движения, или в промежуточных пунктах конвейера посредством специальных сбрасывающих устройств.
Транспортирование груза ленточными конвейерами осуществляется в горизонтальном или наклонном (вверх или вниз) направлениях, при этом возможен переход от горизонтального перемещения к наклонному и наоборот.
Устройство ленточного конвейера: особенности конструкции транспортера
Конвейер является машиной непрерывного транспорта и имеет несколько предназначений: прием, очищение, сбрасывание сырья. По типу, они также разделяются на наклонные и вертикальные. О том, как устроен ленточный конвейер, мы и поговорим в этой статье.

Особенности ленточного конвейера
Ленточные конвейеры для зерна позволяют максимально бережно перемещать сырье и отличаются по многим параметрам, влияющим на их стоимость:
- производительность;
- тип привода;
- материал ленты;
- наличие системы очистки и защиты от плохих погодных условий.
На элеваторах используются как стационарные, так и мобильные ленточные конвейеры (передвижные, переносные, поворотные), но последние стоят в разы дороже. Первые могут применяться для перемещения зерна на расстояние 3-300 метров, в то время как вторые – 2-20 м. Но, имея несколько мобильных конвейеров, допускается последовательное их размещение, что значительно расширяет возможности любого производства по перемещению зерна даже на большие расстояния.
Устройство ленточного конвейера
Гибкая лента конвейера является одновременно тяговым и грузонесущим органом. Она двигается за счет силы трения, которая образуется между ней и барабаном привода. По всей длине под лентой располагаются роликовые опоры, которые снижают сопротивление, облегчая тем самым работу приводному механизму. С грузонесущей стороны обычно размещается в 3-4 раза больше роликов, чем с обратной (порожняковой), которая предназначена для недопущения прогиба ленты.

Для очистки от шелухи, мусора, песка и грунта, на конвейеры: скребковые или ленточные дополнительно устанавливаются специальные скребки. С загрузочной стороны устанавливается специальная приемная воронка с высокими бортами, которая направляет поток зерна и минимизирует потери и осыпание. Рама конвейера изготавливается из металла.
Привод устройства состоит из электрического двигателя, тормоза, редуктора, нескольких муфт и приводного барабана. В зависимости от конструкции, барабанов может быть несколько.
Для транспортировки зерна в различных условиях, ленточные конвейеры могут различаться по виду несущей поверхности:
- прямая, гладкая лента;
- лента с желобами;
- с поперечными перегородками;
- с бортами вдоль ленты.
Если длина трасы превышает 40-50 метров, во избежание постоянных проблем с натяжением и снижением эффективности привода при полной загрузке, используются модульные системы.
Ленточный конвейер – устройство, применение
Перед тем как рассказать об устройстве ленточного конвейера, давайте ознакомимся с этим видом промышленного оборудования.
Практически во всех отраслях промышленности используются ленточные конвейеры, иначе называемые ленточные транспортеры (от англ. belt conveyor), которые обеспечивают непрерывность процессов транспортировки различных видов грузов и материалов. Их применение позволяет доставлять до нужного объекта штучные грузыиматериалы, имеющие сыпучую/кусковую структуры. Транспортировка, какв горизонтальном, так и в наклонном положении (при угле наклона 18°), обеспечивается за счет особой конструкции устройства. Благодаря использованию специальных транспортеров в карьерах и шахтах, осуществляется доставка не только добываемых природных ископаемых к погрузочному пункту или на предприятие, но и людей.

Горизонтальные и комбинированные трассы, по которым производится транспортировка, могут достигать длины в 10-12 км. Производительность конвейеров измеряется кубометрами перемещаемых грузов в час. В некоторых областях достаточным количеством считается несколько кубометров, а в других необходимо осуществлять транспортировку нескольких тысяч кубометров в час. По ширине конвейерные ленты встречаются как узкие (30 см), так и достаточно широкие (2 м).
Различают конвейерные ленты, перемещающие грузы с разной скоростью, от 0,5 до 5 м/с. В соответствии с принятыми нормативами при ручной разборке грузов, скорость движения ленты должна быть минимальной. Выбор ленты зависит от тех, параметров, которые необходимы для транспортировки конкретного вида грузов. Таким образом, во внимание принимаются степень трения об ленту, скорость и способ загрузки конвейера, а такжеего угол наклона. Различают два вида лент: ПВХ-лента или резинотканевая.
Устройство ленточного конвейера
Основными частями ленточного конвейера являются рама, приводной барабан, натяжной барабан, ролики конвейера, транспортерная лента.
На раме закреплены ролики, по которым транспортерная лента скользит, и перемещает груз в пространстве. Для натяжения ленты служит два больших ролика, называемых барабанами. Один из них – натяжной, закреплен на подшипниковом узле и служит для регулировке натяжении ленты. Другой – приводной барабан конвейера, закреплен на противоположном конце конвейера и имеет специальный вал, который соединен с электродвигателем через редуктор. Собственно с помощью передачи вращательного движения от электродвигателя или мотор-редуктора к приводному барабану, и происходит движение ленты транспортера.
Преимущества ленточных конвейеров перед другими способами транспортировки налицо. Во-первых, благодаря значительной скорости движения ленты обеспечиваются высокая эффективность и производительность промышленных процессов. Во-вторых, подобный конвейер потребляет относительно мало энергии. В-третьих, надежная конструкция устройства даже при длительном сроке эксплуатации обеспечивает качественное выполнение задач.
Транспортировку штучных грузов обычно производят на конвейерах, имеющих ленты гладкого типа. Для мелких грузов и сыпучих материалов предусмотрена возможность перемещения по ленте с рифленой структурой основания. Именно такой тип устройства ленточного конвейера обеспечивает максимальное КПД. Существует несколько видов рифления – в виде ромбов, треугольников, пирамидальный тип и др. Транспортируемый груз можно перемещать под наклоном до 45° за счет поперечно установленных перегородок высотой до 20 см. Эффективная работа предприятия возможна, благодаря наличию конвейеров, имеющих разные типы лент: резинотканевую, брезентовую, сетчатую, специальную пищевую. В зависимости от характеристик конкретного груза/товара процесс транспортировки осуществляется на специально предназначенном для него конвейере.
Установка транспортеров возможна не только в отапливаемых помещениях, но и в зданиях, не имеющих обогрева, и на открытом воздухе. Для оптимальной работы транспортеров рекомендуется их эксплуатация при температуре от-50 до +45 °С. Вспомогательное оборудование, установленное на конвейере, позволяет осуществлять процессы транспортировки грузов при температуре, достигающей 200°С, обеспечивая надежную работу встроенных механизмов.
Большинство ленточных конвейеров оснащено специальными устройствами, предупреждающими падение грузов, и очищающими поверхность от просыпавшихся материалов. Постоянное расширение областей применения возможно благодаря новым технологиям, позволяющим улучшить конструктивно-технологические параметры конвейеров. Усовершенствование процессов работы транспортеров снижает оборачиваемость ленты, уменьшает количество промежуточных перегрузок и повышает срок эксплуатации ленточных конвейеров. Появление лент из морозостойких материалов и особых сортов смазки, предназначенных для холодных условий, область применения и особенности устройства ленточных конвейеров расширяется вплоть до районов, относящихся к Крайнему Северу.

