

Изготовление кокиля для литья стали
Pereosnastka.ru
Обработка дерева и металла
Кокилем называют металлическую литейную форму из чугуна, стали или алюминия. Перед заливкой кокили подогревают, рабочую поверхность их окрашивают. Заливают расплав. Кокиль в 3-5 раз быстрее песчано-глинистой формы отводит теплоту перегрева и затвердевания сплава. Интенсивность затвердевания отливки, а также ее отдельных частей регулируют главным образом температурой нагрева кокиля и толщиной теплоизоляционной краски. Из кокиля отливку удаляют горячей при температуре, составляющей 0,6-0,8 температуры солидуса сплава. Далее она охлаждается, на воздухе или в специальной камере. Кокиль охлаждают или подогревают до оптимальной температуры 200-300 °С. Цикл повторяется.
Таким образом время от заливки кокиля до удаления отливки и продолжительность охлаждения или подогрева кокиля определяют темп его работы. Как правило, оптимальную температуру кокиля поддерживают темпом работы.
В кокиле можно получать простые отливки без полостей (например, слитки, валки) и фасонные отливки со сложными полостями и отверстиями.
Полости в отливках оформляются песчаными, оболочковыми или металлическими стержнями. Кокили могут быть неразъемные (их называют вытряхные) и разъемные. Последние делают с вертикальной, горизонтальной или наклонной плоскостями разъема. Кокили с песчаными стержнями применяют преимущественно для получения чугунных и стальных отливок, с металлическими стержнями — для отливок цветных легких сплавов (алюминиевых, магниевых).
Металлические стержни удаляют из отливки до извлечения ее из кокиля, после образования достаточно прочной корки в отливке. Для того чтобы можно было извлечь сложный металлический стержень, его делают составным из нескольких частей, например, центральный стержень поршня состоит из трех частей. К концу затвердевания отливки прежде всего удаляют среднюю часть стержня, называемую клином, затем боковые, после чего удаляют стержни, раскрывают кокиль и извлекают отливку.
Для удаления во время заливки воздуха из полости кокиля предусматривают выпоры, вентиляционные риски по плоскости разъема или специальные-отверстия, называемые вантами.
Литниковые системы и прибыли по назначению и принципам расчета не отличаются от применяемых при литье в разовые формы. На практике часто используют расширяющиеся литниковые системы.
Литниковые каналы покрывают более толстым слоем краски (до 1 мм), чтобы уменьшить охлаждение сплава в них, а также снизить температуру рабочей поверхности литников и повысить стойкость кокиля.
Прибыли утепляют, чтобы увеличить время их затвердевания: при литье алюминиевых и магниевых сплавов наносят более толстый слой краски, чем на рабочую поверхность кокиля; при литье чугуна и стали прибыли выполняют в стержнях.
Особенности способа и область его применения.
1. Интенсивность теплообмена между отливкой и кокилем в 3-10 раз выше, чем при литье в разовые формы. Поэтому отливки получаются с более плотной мелкозернистой структурой, что существенно повышает свойства магниевых и алюминиевых сплавов.
2. Чугунные отливки, как правило, получаются с отбеленным поверхностным слоем и остаточными внутренними напряжениями, поэтому их необходимо отжигать.
3. В кокилях трудно изготовлять фасонные стальные отливки, так как с повышением интенсивности теплообмена между отливкой и кокилем увеличивается вероятность образования трещин в стали, а также вследствие низкой стойкости кокилей (200-300 заливок).
4. Трудоемкость изготовления отливок в кокилях меньше, чем при литье в разовые формы; качество поверхности и точность размеров отливок выше, меньше припуски на обработку, лучше условия труда.
Кокиль применяют для изготовления отливок, к которым предъявляют определенные технические требования, например, получить чугунный прокатный валок с отбеленным твердым износостойким поверхностным слоем можно только в кокиле; плотные без усадочной рыхлости с повышенными свойствами отливки из алюминиевых сплавов с широким интервалом температур затвердевания. Литье в кокиль применяют, если снижаются затраты производства на изготовление готовой детали с учетом стоимости кокиля, расхода металла в стружку и снижения затрат на механическую обработку. Этот способ литья целесообразно применять в массовом производстве и в крупносерийном, когда партия составляет 300-500 отливок.
Во многих случаях и особенно при литье стали и чугуна решающее значение имеет метод изготовления кокиля, который определяет его стоимость. Наиболее точные кокили изготовляют механической обработкой. Их применяют для литья алюминиевых и магниевых сплавов. Такие кокили дороги.
Для литья чугуна и стали применяют, как правило, литые, более экономичные, хотя и менее точные чугунные кокили без последующей механической обработки.
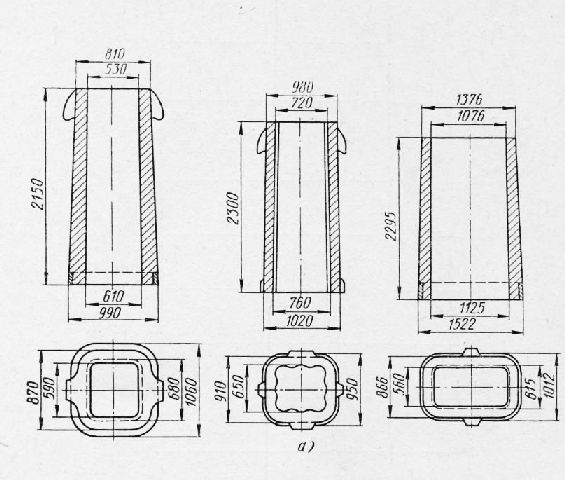
Изложницами называют металлические формы для получения слитков из сталей и цветных сплавов. Изготовляют изложницы из чугуна с пластинчатым и реже шаровидным графитом.
Структура чугуна состоит из 50-90% перлита и 50-10% феррита соответственно, совершенно не допускается присутствие цементита, способствующего разрушению изложниц.
Отношение массы изложницы к массе слитка примерно 1: 1., пытки использовать сталь для литья изложниц не дали положительных результатов. Стальные изложницы сильно коробятся и привариваются к слиткам.
Чугун для изложниц выплавляют в вагранках или используют жидкий металл, полученный непосредственно из доменной печи. Последний способ, впервые внедренный на Магнитогорском металлургическом комбинате, более целесообразен, так как стоимость изложниц ниже, а стойкость их выше, чем изготовленных из ваграночного чугуна.
На 1 т стали расходуется в среднем 0,015-0,02 т изложниц. При таком расходе в ближайшие годы потребуется ежегодно отливать около двух миллионов тонн изложниц. Применение доменного чугуна с высоким содержанием углерода и низким содержанием кремния, серы и фосфора, а также чугуна с шаровидным графитом способствуют повышению стойкости изложниц и снижению стоимости слитков.
Применяют два способа изготовления литейных форм для изложниц:
1) по «чистой» модели (способ предложен П. Н. Бидулей и И. И. Брагиным); 2) по модельному комплекту, состоящему из модели и стержневого ящика.
Первый способ более распространен. Он проще, точность изложниц выше.
«Чистой» моделью называют такую, по которой получают форму без стержней. «Чистая» модель изложницы представляет собой прототип изложницы. По ней изготовляют одновременно рабочую полость формы и стержень из песчано-глинистых, жидкостекольных и песчано-цементных смесей.
При использовании песчано-глинистых смесей формы и стержни сушат. Самотвердеющие жидкостекольные и цементные смеси не требуют сушки: в этом их основное преимущество.
Формовка. В поддоне, к которому прикреплен перфорированный каркас стержня, уплотняют (или наливают) формовочную смесь. Далее на поддон ставят протяжную плиту и в ее отверстие устанавливают «чистую» модель, после чего на протяжную плиту по штырям устанавливают основную опоку, высота которой равна высоте модели. Основная опока представляет собой жесткую сварную коробку с отверстиями для выхода газов. К опоке при помощи скоб и клиньев укрепляют протяжную плиту и приступают к формовке. Для формы и стержня применяют единую смесь. Вначале делают форму, затем стержень. Уплотняют их пескометом специальной конструкции с автоматическим управлением или пневматическими трамбовками. После уплотнения слоя смеси 100-120 мм над протяжной плитой в углу опоки ставят модель питателя и модель стояка и продолжают уплотнять смесь до половины высоты модели, где устанавливают модель второго питателя. После уплотнения формы, изготовляют стержень, укладывая по его высоте с шагом 400-500 мм сварные каркасы из проволоки, затем снимают краном форму с модели и модель со стержня. Протяжная плита предохраняет форму от раз-Рушения. Из формы извлекают модели питателей и стояка, рабочую поверхность формы и стержня окрашивают противопригарной краской.
Сушка. В тех случаях, когда применяют песчано-глинистую смесь, производят сушку. Стержень и форму сушат совместно в полусобранном виде в целях экономии объема печи. На поддон укладывают 3-4 чугунных бруска и на них ставят форму. Газы проходят через зазор (100-200 мм) между опокой и поддоном, одновременно высушиваются форма и стержень. В течение 5-6 ч температуру в сушиле поднимают до 350-370 °С, выдерживают 2-3 ч, после чего прекращают нагрев и через 1-2 ч извлекают формы из сушила. Общее время их сушки 8-12 ч.
Применение новых жидкоподвижных самотвердеющих смесей и самотвердеющих противопригарных красок с неорганическими связующими (например, этилсиликатными) дает возможность исключить трудоемкую операцию уплотнения форм и стержней и сушку их, повысить качество рабочей поверхности изложниц и на 2-3% снизить их стоимость.
Сборка форм. Заливка. Верхнюю опоку 8 изготовляют отдельно на плите. Собирают формы в кессонах. Заливают их из поворотных ковшей при ваграночной плавке чугуна и из стопорных при использовании доменного чугуна. Температура заливки 1200-1220 °С.
Аналогично изготовляют изложницы для сифонной разливки стали.
Охлаждение отливок. Затвердевание отливок изложниц длится 3-6 ч в зависимости от толщины стенки. В течение этого времени они находятся в кессонах.
После окончания затвердевания через 3-6 ч извлекают — выдавливают при помощи специальных мощных устройств каркас стержня (с поддоном) с тем, чтобы он не затруднял усадку отливки. Затем отливку медленно в течение 12-16 ч охлаждают в форме с опокой, после чего снимают опоку, но сохраняют вокруг отливки и внутри горячую формовочную смесь — «шубу». В «шубе» отливка охлаждается до 150-250 °С в течение 36-24 ч.
Таким образом, охлаждение отливки изложницы длится 42- 36 ч. Медленное охлаждение совершенно необходимо для предотвращения образования остаточных термических напряжений, снижающих стойкость изложниц.
Литье в металлическую форму (кокиль)
Лабораторная работа №2
Специальные виды литья (литье в кокиль и по газифицируемым моделям)
Цель работы
1. Познакомиться с методами литья: в металлические формы (кокили) и по газифицируемым моделям.
2. Получить отливки образцов для механических испытаний.
3. Изучить макроструктуру и определить ударную вязкость отливок, полученных литьём в кокиль и литьём по газифицируемым моделям.
Материалы и оборудование
1. Заливаемый сплав – силумин (сплав алюминия с кремнием).
2. Формовочная смесь – сухой кварцевый песок.
3. Тигель для жидкого металла.
4. Кокиль – металлическая литейная форма.
5. Газифицируемая модель (пенополистироловая).
6. Муфельная печь для получения расплава.
7. Маятниковый копёр МК-30 для проведения испытаний на ударную вязкость.
Порядок выполнения работы
1. Ознакомиться с основными сведениями по литью в кокиль и по газифицируемым моделям.
2. Выполнить экспериментальную часть.
3. Проанализировать полученный материал и сделать необходимые выводы.
Основные положения
Литье в металлическую форму (кокиль)
Кокиль – металлическая литейная форма, которая обеспечивает высокую скорость кристаллизации металла и формирования отливки. Кокиль изготавливают из чугуна, стали и других сплавов.
Способ литья в кокиль имеет преимущества перед литьём в песчаные формы. Кокили выдерживают большое число заливок (от нескольких сот до десятков тысяч) в зависимости от заливаемого в них сплава: чем ниже температура заливаемого сплава, тем больше их стойкость. При этом способе исключается применение формовочной смеси, повышаются технико-экономические показатели производства, улучшаются санитарно-гигиенические условия труда.
Высокая теплопроводность кокиля ускоряет процесс кристаллизации сплава и способствует получению отливок с высокими механическими свойствами. Высокая прочность металлических форм позволяет многократно получать отливки одинаковых размеров с небольшими припусками на механическую обработку. Минимальное физико-химическое взаимодействие металла отливки и формы повышает качество поверхности отливки.
К недостаткам этого способа литья относится высокая трудоёмкость изготовления и стоимость кокилей.
Существует опасность образования внутренних напряжений в отливке из-за отсутствия податливости металлической формы. В поверхностном слое кокильных чугунных отливок образуется структура цементита, что затрудняет их механическую обработку, поэтому необходима термическая обработка (отжиг) отливок.
В кокилях получают 45 % всех алюминиевых и магниевых отливок, 6 % стальных отливок, 11 % чугунных отливок. Этот способ литья экономически целесообразен в серийном и массовом производстве.
В зависимости от конфигурации и размеров отливки металлические формы делятся на неразъёмные и разъёмные.
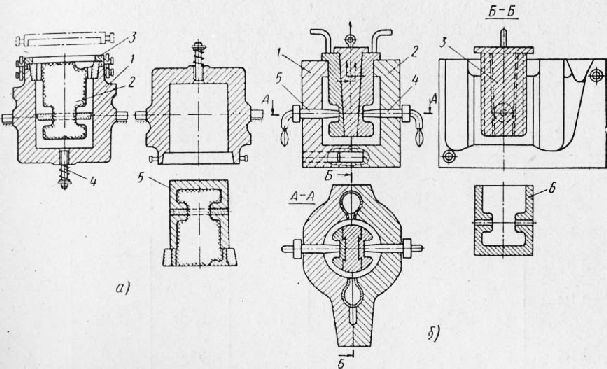
Внеразъёмных формах вся отливка целиком получается в одной форме (типа чашки). На рис. 2.1 изображена неразъёмная вытряхиваемая форма. Ее применяют для получения простых отливок, имеющих достаточные уклоны на боковых стенках (плиты, коробки и т. п.).
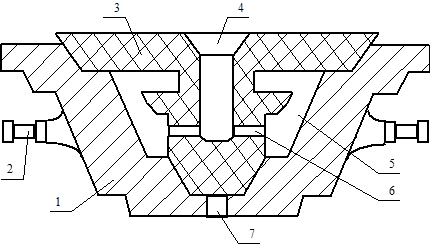
Рис. 2.1 Металлическая неразъёмная форма:
1 – корпус формы; 2 – цапфа для поворота формы при выбивке отливки;
3 – песчаный стержень; 4 – литниковая чаша со стояком; 5 – полость формы; 6 – питатели; 7 – вентиляционный канал
Внутреннюю и внешнюю поверхности отливки в неразъёмном кокиле формируют при помощи стержней. Литниковая система делается внутри стержня. Такие металлические формы обычно закрепляются при помощи цапф на специальных стойках. После заливки производится поворот формы на 180° и удаляется (вытряхивается) отливка вместе со стержнем.
Разъёмные формы состоят из двух или более частей и, в свою очередь, разделяются на формы с горизонтальной, вертикальной и комбинированной плоскостями разъёма.
Металлическую форму с горизонтальным разъёмом (рис. 2.2) применяют для таких же отливок, как и в неразъёмной форме, но с более сложной верхней поверхностью, образуемой рабочей частью верхней половины формы.
Рис. 2.2 Кокиль с горизонтальным разъёмом:
1 – нижняя часть формы; 2 – верхняя часть формы; 3 – центральный песчаный стержень; 4 – полость формы; 5 – нижний кольцевой стержень
Металлические формы с вертикальным разъёмом (см. рис. 2.3) применяют для изготовления более разнообразных и сложных отливок (корпусные детали, литые блоки цилиндров автомобильных двигателей, крупные поршни, крышки с массивными фланцами и т. д.).
Металлические формы с комбинированным разъёмом применяют для отливки сложных по конфигурации деталей. Внутреннюю конфигурацию и отверстия в отливках получают с помощью стержней, песчаных или металлических.
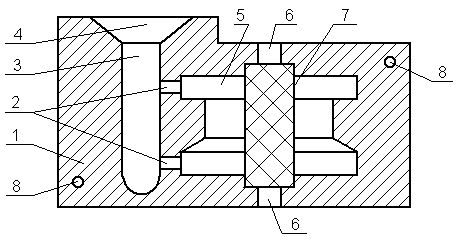
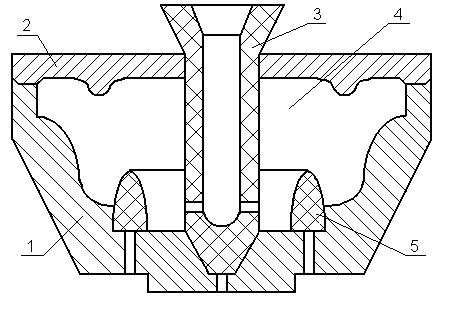
Рис. 2.3 Кокиль с вертикальным разъёмом, с песчаным стержнем:
1 – левая половина формы; 2 – каналы-питатели; 3 – стояк литниковой системы; 4 – литниковая воронка; 5 – полость формы; 6 – вентиляционные каналы; 7 – песчаный стержень; 8 – центрирующие отверстия
Песчаные стержни применяют для отливок из стали и чугуна. Они обладают повышенной податливостью, газопроницаемостью и огнеупорностью. Однако чистота внутренней поверхности отливок хуже, чем при применении металлических стержней.
Металлические стержни применяют для сплавов с низкой температурой плавления, алюминиевых, магниевых и др. Металлические стержни, не обеспечивают свободной усадки отливки при охлаждении, поэтому они удаляются из отливки ещё во время затвердевания, перед выбивкой всей отливки из формы. Для удаления газов из кокиля по линии разъёма изготавливают газовые каналы и выпоры. Газовые каналы делают обычно глубиной 0,2–0,5 мм. Через такие каналы не вытекает жидкий сплав, но легко удаляются газы.
Чтобы уменьшить скорость охлаждения отливок, избежать образования упрочнённого слоя на их поверхности и повысить стойкость кокиля, на его рабочую поверхность наносят теплоизоляционные покрытия. Их приготовляют из одного или нескольких огнеупорных материалов (кварцевой пыли, молотого шамота, графита, мела, талька и др.) и связующего материала (жидкого стекла, сульфидного щёлока и др.).
Механизировать и автоматизировать процесс кокильного литья легче, чем процесс литья в песчаные формы. Для механизации применяют кокильные машины – однопозиционные и карусельные. В этих машинах автоматизируют следующие технологические операции: открывание и закрывание кокилей, установку и удаление металлических стержней, выталкивание отливки из кокиля.
В металлических формах получают отливки чугунные от 10 г до 15 т, стальные от 0,5 г до 5 т и из цветных сплавов (медных, алюминиевых, магниевых) от 4 г до 400 кг.
Литье в кокиль – описание процесса
Способ изготовления деталей методом заливки расплавленного металла в специальную форму называется литьем. Он известен человечеству с давних времен. Среди разнообразных видов этого процесса литье в кокиль занимает особое место. Значительная часть литейных отливок изготовлена именно этим методом.

Процесс литья в кокиль
Кокильное литье – особый вид получения фасонных отливок методом залива расплавленного металла в специальные разъемные металлические формы, которые называют кокиль. Он состоит из 2х полуформ, плиты и вставки. Полуформы скрепляют с помощью замков. Для выравнивания и центрирования используют штыри.
Технология изготовления отливок при данном виде литья включает в себя несколько этапов.
- подготовительный этап:
- Очистка поверхностей от грязи, масляных пятен, ржавчины;
- нагрев кокильной формы перед заливкой в нее раскаленного металла;
- нанесение термоизолирующего покрытия;
- нанесение слоя краски. Это необходимо для регулирования скорости охлаждения и затвердевания металла, так как интенсивное охлаждение расплава отрицательно влияет на качество отливки.
- При нанесении термоизолирующего слоя используют различные огнеупорные материалы: асбест; графит; тальк; карбид; шамот. Термоизолирующее покрытие позволяет избежать появления раковин, скопления газов, пригара отливки к кокилю. При изготовлении крупных стальных деталей применяют футерованные формы, которые имеют толщину защитного покрытия 10 мм и более;
- установка стержней и втулок;
- закрытие кокиля на замки, рычаги, зажимы или другие запорные устройства;
- заливка расплавленного металла через литник;
- охлаждение формы и отливки до заданной температуры;
- открытие кокиля;
- извлечение отливки из формы;
- удаление литников и промывников.
Использование стержней в разъемных формах: – при использовании простых стержней в фасонных отливках получают полости простой конфигурации; – при использовании разъемных механических стержней получают полости более сложных конфигураций; – для образования замкнутых полостей используют песчаные стержни; – для получения полостей сложных очертаний и конфигураций используют металлические и песчаные стержни комбинируют.

Плюсы и минусы процесса кокильного литья
Литье в кокиль имеет явные преимущества перед другими видами аналогичного процесса, в том числе перед литьем в песчаные формы, так как оно:
- дает возможность многоразового использования форм;
- сокращает расходы на формовочные материалы;
- позволяет получить отливки повышенной точности, с меньшими припусками на механическую обработку;
- обеспечивает более чистовую поверхность литья, снижает шероховатость поверхности заготовки;
- позволяет повысить качество, прочность и другие механические свойства отливок;
- позволяет автоматизировать и механизировать процесс;
- является более экономичным и эффективным.

При том, что данный процесс имеет явные преимущества по сравнению с другими методами литья, стоит отметить некоторые недостатки:
- трудоемкость и сложность самого процесса изготовления кокилей;
- высокая стоимость изготовления кокилей, которая повышается в зависимости от сложности конфигурации формы;
- ограниченное число отливок, так как кокиль не вечный, имеет ограниченную износостойкость;
- невозможность изготовления отливок с более тонкими стенками, «отбел» чугуна, сложности при изготовлении стальных отливок (газовая пористость);
- неподатливость форм, что иногда приводит к деформациям и трещинам в заготовках, короблению стенок кокиля во время литья;
- необходимость использования стержней, вентканалов, газоотводов, термоизолирующих покрытий.
Особенности конструкции кокилей и материалы
Конструкции кокилей, которые используются в металлургическом производстве делятся на два вида:
- разъемные;
- неразъемные (вытряхные, название говорит само за себя).
Второй вид конструкции форм используется если отливки имеют простую конфигурацию.
Разъемные формы, в свою очередь, по форме плоскости разъема бывают:
- горизонтальные;
- вертикальные;
- наклонные;
- со створчатой плоскостью разъема;
- со сложной плоскостью разъема.
Каждая часть формы называется полуформой. Они бывают:
- коробчатые;
- с ребрами жесткости (что позволяет избежать коробления стенок формы).
Разъемные формы подразумевают использование дополнительных технологических элементов:
- стержней (металлических или песчаных);
- вставок;
- оснований;
- поддонов;
- толкателей;
- центрирующих штырей;
- втулок.
Способы подачи в форму раскаленного металла: сверху; сбоку; снизу (сифонный метод).
Для обеспечения технологического процесса кокиль оснащается:
- вентиляционной системой (система вентканалов, выпоры, зазоры);
- газоотводными каналами (чаще всего направленными вверх);
- системой нагрева и охлаждения (водоохлаждение включают после образования корки на отливке).
Материалы для изготовления кокилей
В кокиле во время литья происходят резкие перепады температур, обусловленные технологическим процессом, что может привести к необратимым изменениям в структуре формы.
В связи с этим материалы для изготовления кокилей должны обладать следующими качествами:
- термоустойчивость;
- иметь высокие механические свойства;
- быть высококачественными;
- высокопрочными;
- быть легкими в обработке;
- иметь доступную цену.
На практике, для изготовления кокильных форм, чаще всего используют следующие материалы:
- сталь низкоуглеродистая, легированная сталь и ее сплавы (Ст3, Ст10, Ст20, Ст15ХМЛ);
- чугун, в том числе и высокопрочный (СЧ20, СЧ25, ВЧ40, ВЧ45);
- медь и ее сплавы;
- алюминий и его сплавы.
Стержни чаще всего изготавливают из углеродистой или легированной стали, а песчаные – из песчано-масляной или песчано-смоляной смесей. Для остальных деталей кокильных форм – поддонов, толкателей, втулок, штырей, болтов, используют в основном конструкционную сталь.
Область применения кокильного литья
Благодаря кокильному литью серийное производство не только в РФ, но и во всем мире обеспечено литыми деталями более чем на 40%, по сравнению с другими видами литья.

Методом кокильного литья получают отливки из чугуна, стали и ее сплавов, магния, алюминия и их сплавов. всевозможного назначения и веса. Из отливок вытачивают различные детали, которые широко используются в машиностроении, вагоностроении, автомобилестроении, в тракторостроении, при укладке газопроводов и т.д.
Все отрасли промышленности и машиностроительного производства используют детали, изготовленные методом кокильного литья: поршни, блоки, цилиндры, корпуса электродвигателей, щеки подшипников, фланцы, рамы, фитинги, шнеки, зубчатые колеса и множество других частей машин и механизмов.
Современная промышленность нуждается в огромном количестве деталей, большая часть из которых – литые. Они могут иметь вес от нескольких грамм до сотен килограммов.
Литье в многоразовые металлические формы – кокили, является одним из самых прогрессивных и эффективных видов литья, так как они могут выдерживать от нескольких наливов до десятков тысяч использований (изготовление деталей из алюминия).
Возможность модернизации, механизации и автоматизации кокильного литья позволяет полностью покрыть дефицит литых изделий в промышленности и свести к минимуму использование тяжелого ручного труда.
Литье в кокиль типы и технология производства
Кокиль – металлическая форма, которая заполняется расплавом под действием гравитационных сил. В отличие от разовой песчаной формы кокиль может быть использован многократно. При этом способе литья либо совсем исключается применение, либо расходуется малое количество песчаных смесей лишь на изготовление разовых стержней. В связи с этим снижается загрузка формовочного участка, объемы формовочной смеси при производстве отливок, затраты на доставку и подготовку формовочных смесей. Кроме этого литье в кокиль обладает следующими преимуществами – повышенная размерная точность отливок, высокая производительность процесса, многократность использования литейных форм, возможность автоматизации процесса, экономное использование производственных площадей, возможность комбинированного использования кокилей и сложных песчаных стержней, стабильность плотности и структуры отливок, высокие механические и эксплуатационные свойства.

















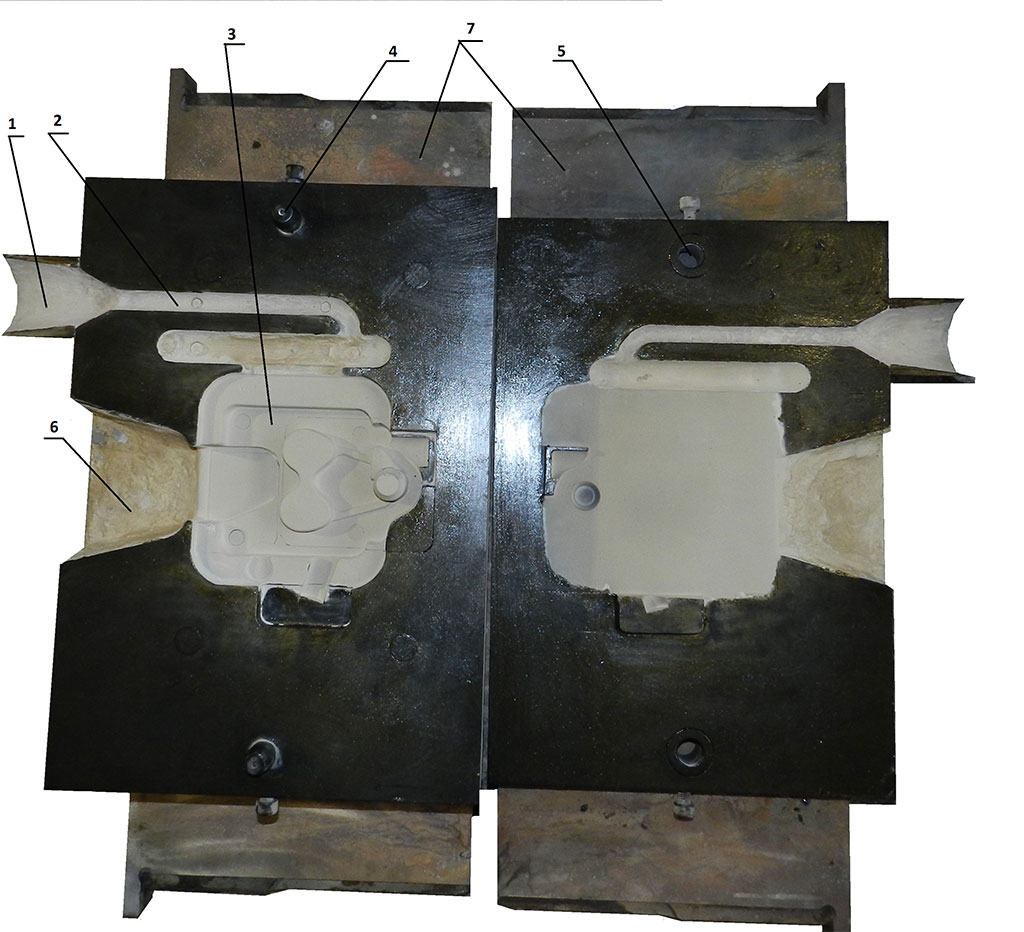
Классический кокиль состоит из двух полуформ ( рис 1 ), более сложные по конструкции могут включать в конструкцию дополнительные подвижные металлические вставки, поддон (основание) ( рис. 2 ). Полуформы взаимно центрируются по направляющим штырям и втулкам. Формообразующая кокиля проектируется и изготавливается с учетом усадки заливаемого сплава, припусков на механическую обработку и толщину облицовочного огнеупорного покрытия ( краски ).
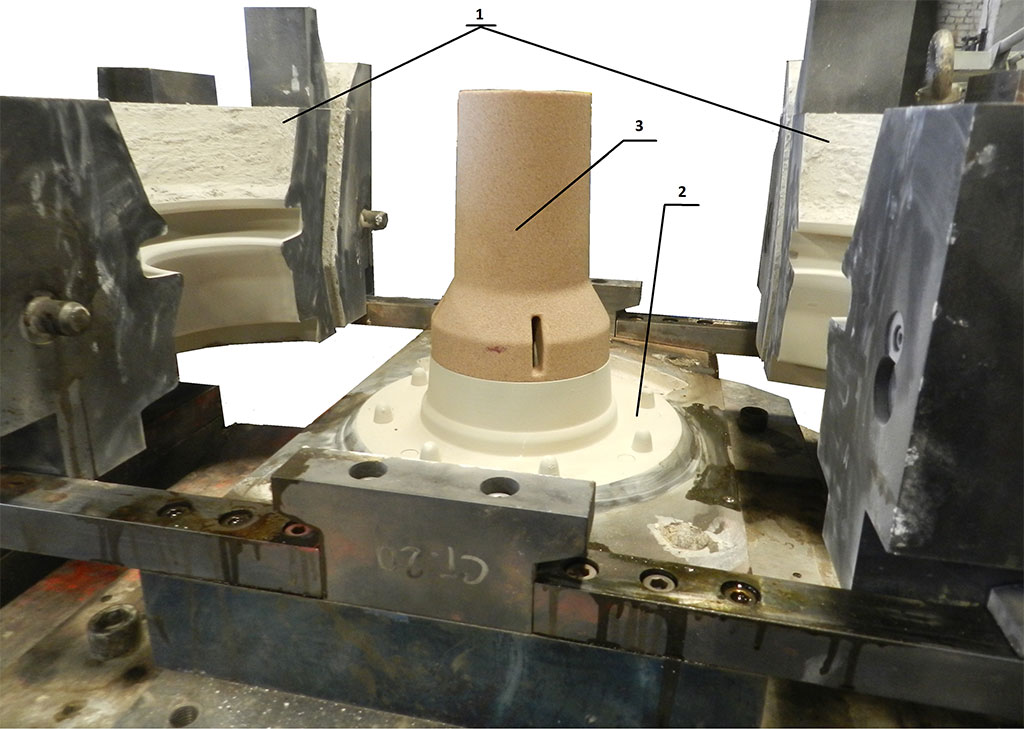
Полости и отверстия в отливке могут быть выполнены металлическими или песчаными стержнями, извлекаемыми из отливки после ее затвердевания и охлаждения до заданной температуры. Расплав подается в через литниковую систему, выполненную в его полуформах и поддоне. Питание массивных узлов отливки осуществляется через прибыли. В процессе заполнении кокиля расплавом воздух и газы удаляются из его рабочей полости через вентиляционные каналы, зазоры по плоскости разъема и между подвижными частями, выпоры которые образуют вентиляционную систему. Основные элементы кокиля – полуформы, плиты, вставки, стержни и т. д.- обычно изготовляют из стали реже из чугуна.
Литье в кокиль нашло применение в производстве изготовлении фасонных отливок из алюминиевых, магниевых и цинковых сплавов; реже – при литье медных сплавов, чугуна и стали. Масса отливок изменяется от десятков грамм до сотен килограмм.
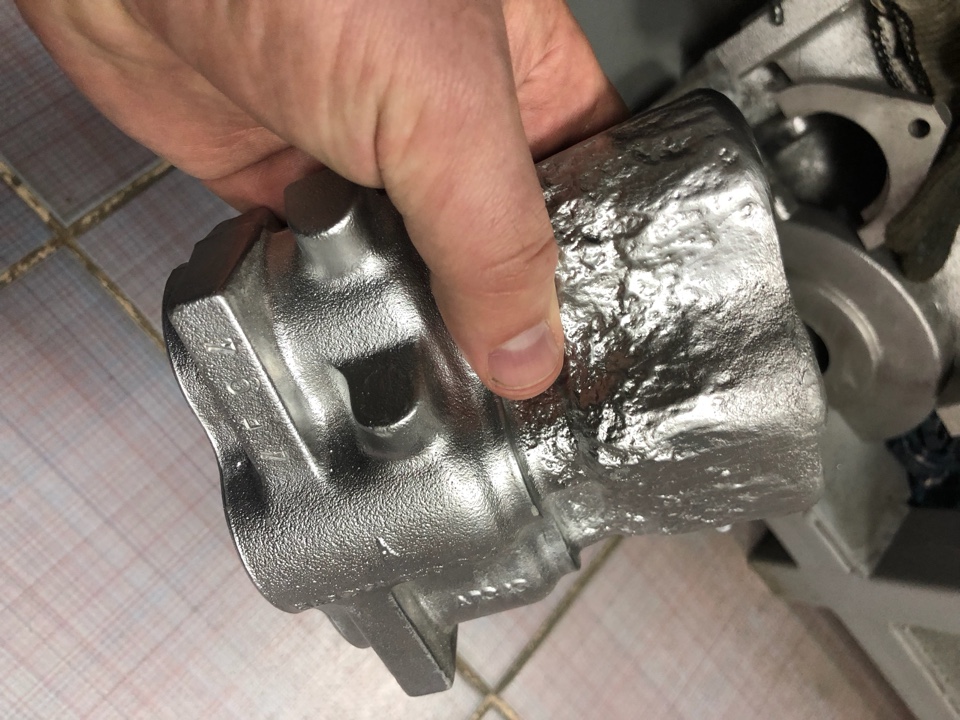
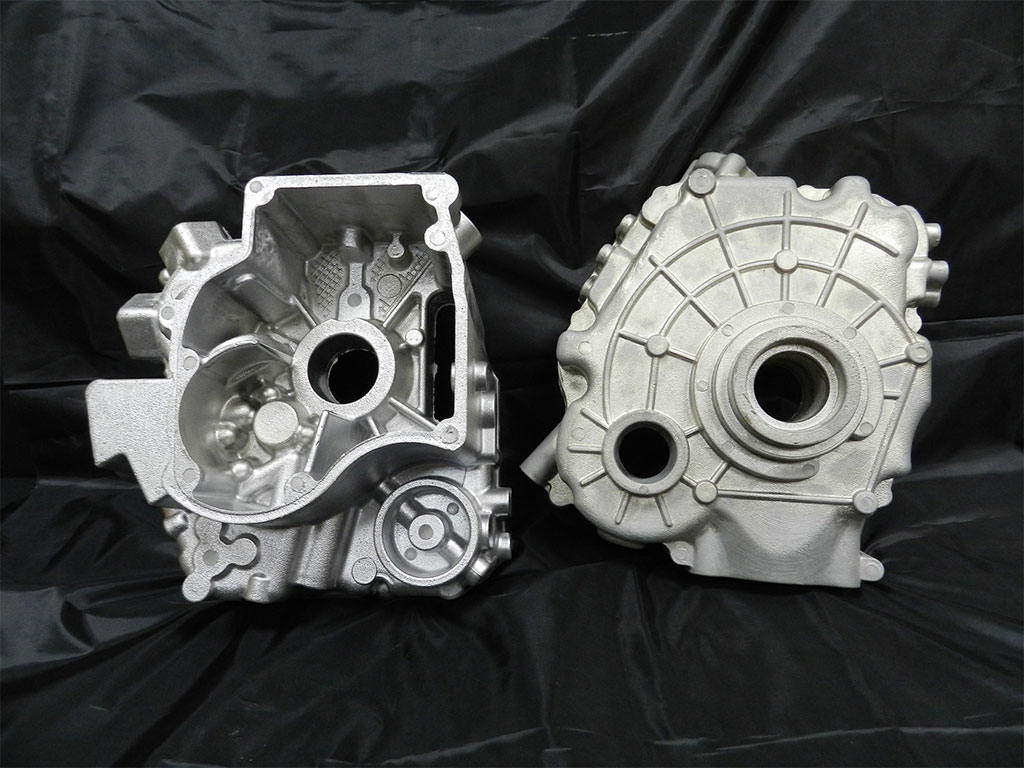
Конструкции отливок, получаемых в кокилях, очень разнообразны. Это простые по форме отливки типа опорных плит, колосников, болванок и втулок и сложные — типа картеров двигателей, головок блоков цилиндров, блоков цилиндров, ребристых корпусов электродвигателей, корпуса редукторов ( рис. 3 ). Литьем в кокиль получают детали с особыми эксплуатационными свойствами — повышенной герметичностью, износостойкостью (например, чугунные с поверхностным отбелом), окалиностойкостью и др.
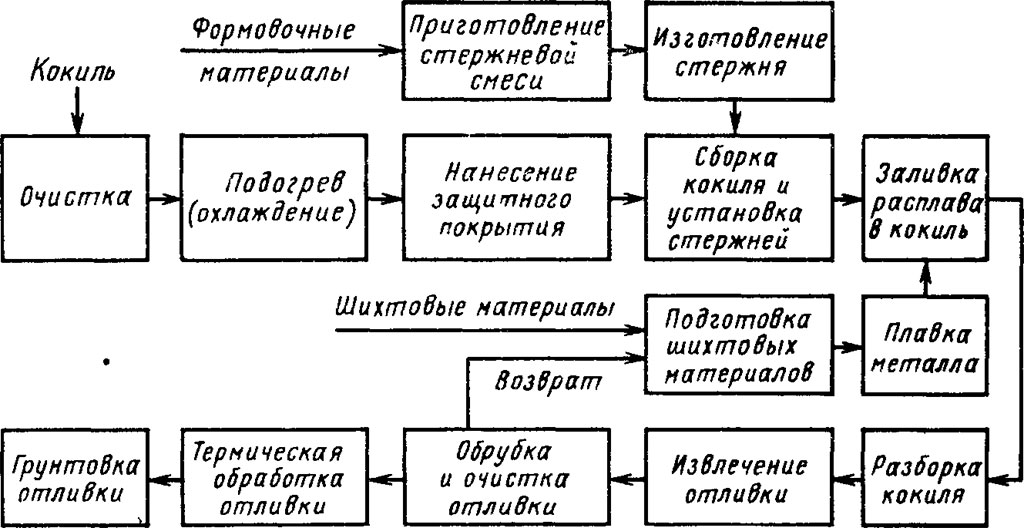
Основные операции технологического процесса
Общая схема технологических операций, выполняемые при литье в кокиль, приведена на рис. 4. Необходимость выполнения некоторых из них зависит от конкрет-ных условий — конструктивных особенностей отливки, литейных свойств материалов, особенностей технологического процесса производства и других факторов. Так, например, операции, связанные с изготовлением песчаных стержней и с термической обработкой отливок, могут вообще отсутствовать. Необходимость же осуществления других операций может возникнуть только через несколько циклов литья (в частности, нанесение защитного покрытия).
Перед заливкой расплава кокиль подготавливают к работе: поверхность рабочей полости и разъем тщательно очищают от следов загрязнений, ржавчины, копоти, масла; проверяют легкость перемещения подвижных частей, точность их центрирования и надежность крепления. Затем на поверхность рабочей полости и металлических стержней наносят слой огнеупорного покрытия облицовки и кокильной краски. Состав облицовок и красок зависит в основном от заливаемого сплава, а толщина их нанесения – от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее охлаждается отливка. Вместе с тем слой огнеупорного покрытия предохраняет рабочую поверхность формы от резкого повышения ее температуры при заливке, расплавлении и схватывании с металлом отливки. Таким образом, облицовки и краски выполняют две функции: защищают поверхность от резкого нагрева и схватывания с отливкой и позволяют регулировать скорость охлаждения отливки, а значит, и процессы ее затвердевания, влияющие на свойства металла отливки. Перед нанесением огнеупорного покрытия кокиль нагревают газовыми горелками или электрическими нагревателями до температуры около 150°С-180°С. Краски наносят на формообразующие части обычно в виде водной суспензии с применением пульверизатора, на прибыльную и литниковую систему краска наноситься кистью. Капли водной суспензии, попадая на поверхность нагретого кокиля, испаряются, а огнеупорная составляющая ровным слоем покрывает поверхность.
После нанесения огнеупорного покрытия, кокиль нагревают до рабочей температуры, зависящий в основном от состава заливаемого сплава, толщины стенки отливки, ее размеров и требуемых свойств. Обычно температура нагрева перед заливкой для алюминиевых сплавов составляет 250-300°С. Затем устанавливают песчаные или керамические стержни, если таковые необходимы для получения отливки; полуформы кокиля соединяют и скрепляют специальными зажимами, а при установке на кокильной машине с помощью ее механизма запирания, после чего заливают расплав. Часто в процессе затвердевания и охлаждения отливки, после того как отливка приобретет достаточную прочность, металлические стержни «подрывают», т.е. частично извлекают из отливки до ее извлечения из кокиля. Это делают для того, чтобы уменьшить обжатие усаживающейся отливкой металлического стержня и обеспечить его извлечение из отливки. После охлаждения отливки до заданной температуры кокиль раскрывают, окончательно извлекают металлический стержень и удаляют отливку. Из отливки выбивают песчаный стержень, обрезают литники и прибыли, проводят предварительный контроль качество отливки. Перед следующей заливкой осматривают рабочую поверхность кокиля и плоскость разъема. Обычно огнеупорную краску наносят на рабочую поверхность 1 – 2 раза в смену, изредка восстанавливая ее в местах, где она отслаивается от рабочей поверхности кокиля. После этого при необходимости, что чаще бывает при литье тонкостенных отливок или сплавов с низкой жидкотекучестью, кокиль подогревают до рабочей температуры, так как за время извлечения отливки и окраски рабочей поверхности он охлаждается. Если же отливка достаточно массивная, то, наоборот, кокиль может нагреваться ее теплотой до температуры большей, чем требуемая рабочая, и перед следующей заливкой его охлаждают.
Процесс литья в кокиль – малооперационный. Манипуляторные операции достаточно просты и кратковременны, а наиболее длительной по продолжительности операцией является охлаждение отливки в форме до заданной температуры. Практически все операции могут быть выполнены механизмами машины или автоматической установки, что является существенным преимуществом способа, и, конечно, самое главное преимущество – исключается трудоемкий и материалоемкий процесс изготовления формы: кокиль используется многократно.
Особенности формирования и качество отливок.
Кокиль – металлическая форма, обладающая по сравнению с песчаной значительно большей теплопроводностью, теплоемкостью, прочностью, но практически нулевыми газопроницаемостью и газотворностью. Эти свойства материала кокиля обусловливают рассмотренные ниже особенности его взаимодействия с металлом отливки:
- Высокая эффективность теплового взаимодействия между отливкой и формой: расплав и затвердевающая отливка охлаждаются в кокиле быстрее, чем в песчаной форме, т.е. при одинаковых гидростатическом напоре и температуре заливаемого расплава заполняемость обычно хуже, чем песчаной формы. Это осложняет получение в кокилях отливок из сплавов с пониженной жидкотекучестью и ограничивает минимальную толщину стенок и размеры отливок. Средняя толщина стенок кокильных отливок из алюминиевых сплавов составляет 3-7 мм. Вместе с тем повышенная скорость охлаждения способствует получению плотных отливок с мелкозернистой структурой, что повышает прочность и пластичность заливаемых сплавов. Однако в отливках из чугуна, получаемых в кокилях, вследствие особенностей кристаллизации часто образуются карбиды, отрицательно влияющие на свойства чугуна: снижается ударная вязкость, износостойкость, резко возрастает твердость в отбеленном поверхностном слое, что затрудняет обработку резанием таких отливок и приводит к необходимости подвергать их термической обработке (отжигу) для устранения отбела.
- Кокиль практически неподатлив и более интенсивно препятствует усадке отливки, что затрудняет извлечение ее из формы, может вызвать появление внутренних напряжений, коробление и трещины в отливке. Однако размеры рабочей полости кокиля могут быть выполнены значительно точнее, чем в песчаной форме. При литье отсутствуют погрешности, вызываемые расталкиванием модели, упругими и остаточными деформациями песчаной формы, снижающими точность ее рабочей полости и соответственно отливки. Поэтому отливки в кокилях получаются более точными.
- Физико-химическое взаимодействие металла отливки минимально, что способствует повышению качества поверхности отливки. Отливки в кокиль не имеют пригара. Шероховатость поверхности отливок определяется составами облицовок и красок, наносимых на поверхность рабочей полости формы, и соответствует значениям Rz=80-20 мкм, но может быть и меньше.
- Кокиль практически газонепроницаем, но и газотворность его минимальна и определяется в основном составами огнеупорных покрытий, наносимых на поверхность рабочей полости. Однако газовые раковины в кокильных отливках – явление не редкое. Причины их появления различны, но в любом случае расположение отливки в форме, способ подвода расплава и вентиляционная система должны обеспечивать удаление воздуха и газов из кокиля при заливке.
Эффективность производства и область применения
Эффективность производства кокильных отливок зависит от того, насколько полноценно и правильно используются преимущества этого процесса, учитываются его особенности и недостатки и условиях конкретного производства.
Выделяются следующие основные преимущества литья в кокиль:
- Повышение производительности труда в результате исключения трудоемких операций смесеприготовления, формовки, очистки отливок от пригара. Поэтому использование литья в кокиль, по данным различных металлургических предприятий, позволяет в 2 – 3 раза повысить производительность труда в литейном цехе, снизить капитальные затраты при строительстве новых цехов и реконструкции существующих за счет сокращения требуемых производственных площадей, расходов на оборудование, очистные сооружения и т.д.
- Повышение качества отливки, обусловленное использованием металлической формы, повышение стабильности показателей качества: механических свойств, структуры, плотности, шероховатости, точности размеров отливок.
- Устранение или уменьшение объема вредных для здоровья операций выбивки форм, очистки отливок от пригара, их обрубки, общее оздоровление и улучшение условий труда, меньшее загрязнение окружающей среды.
- Механизация и автоматизация процесса изготовления отливки, обусловленная многократностью использования кокиля. Для получения отливок заданного качества легче осуществить автоматическое регулирование технологических параметров процесса. Автоматизация процесса позволяет улучшить качество отливок, повысить эффективность производства, изменить характер труда литейщика, управляющего работой таких комплексов.
Следует также отметить и основные недостатки литья в кокиль:
- Высокая стоимость, сложность и трудоемкость его изготовления.
- Ограниченная стойкость, измеряемая числом годных отливок, которые можно получить в данном кокиле. Так средняя стойкость из стали 40Х составляет 20-35 тысяч, применение высококачественных жаропрочных сталей типа 4Х5МФС позволяю повысить среднюю стойкость до 200-300 тысяч съемов. От стойкости кокиля зависит экономическая эффективность процесса.
- Сложность получения отливок с поднутрениями, для выполнения которых необходимо усложнять конструкцию формы – делать дополнительные разъемы, использовать вставки, разъемные металлические или песчаные стержни.
- Невысокая податливость кокиля приводит к появлению в отливках напряжений, а иногда и наличие трещин.
Область применения напрямую зависит от материала его рабочей стенки, что отражено в табл. 1.

