

Производство стали мартеновским способом
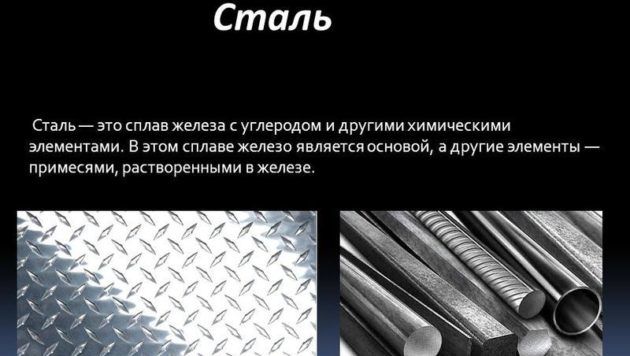
Производство стали
Сталь является одним из самых распространенных материалов на сегодняшний день. Она представляет собой сочетание железа и углерода в определенном процентном соотношении. Существует огромное количество разновидностей этого материала, так как даже незначительное изменение химического состава приводит к изменению физико-механических качеств. Сырье для производства стали сегодня представлено отработанными стальными изделиями. Также было налажено производство конструкционной стали из чугуна. Страны-лидеры в металлургической промышленности проводят выпуск заготовок согласно стандартам, установленным в ГОСТ. Рассмотрим особенности производства стали, а также применяемые методы и то, как проводится маркировка полученных изделий.

Особенности процесса производства стали
В производстве чугуна и стали применяются разные технологии, несмотря на достаточно близкий химический состав и некоторые физико-механические свойства. Отличия заключаются в том, что сталь содержит меньшее количество вредных примесей и углерода, за счет чего достигаются высокие эксплуатационные качества. В процессе плавки все примеси и лишний углерод, который становится причиной повышения хрупкости материала, уходят в шлаки. Технология производства стали предусматривает принудительное окисление основных элементов за счет взаимодействия железа с кислородом.

Выплавка стали в электропечи
Рассматривая процесс производства углеродистой и других видов стали, следует выделить несколько основных этапов процесса:
- Расплавление породы. Сырье, которое используется для производства металла, называют шихтой. На данном этапе при окислении железа происходит раскисление и примесей. Уделяется много внимания тому, чтобы происходило уменьшение концентрации вредных примесей, к которым можно отнести фосфор. Для обеспечения наиболее подходящих условий для окисления вредных примесей изначально выдерживается относительно невысокая температура. Формирование железного шлака происходит за счет добавления железной руды. После выделения вредных примесей на поверхности сплава они удаляются, проводится добавление новой порции оксида кальция.
- Кипение полученной массы. Ванны расплавленного металла после предварительного этапа очистки состава нагреваются до высокой температуры, сплав начинает кипеть. За счет кипения углерод, находящийся в составе, начинает активно окисляться. Как ранее было отмечено, чугун отличается от стали слишком высокой концентрацией углерода, за счет чего материал становится хрупким и приобретает другие свойства. Решить подобную проблему можно путем вдувания чистого кислорода, за счет чего процесс окисления будет проходить с большой скоростью. При кипении образуются пузырьки оксида углерода, к которым также прилипают другие примеси, за счет чего происходит очистка состава. На данной стадии производства с состава удаляется сера, относящаяся к вредным примесям.
- Раскисление состава. С одной стороны, добавление в состав кислорода обеспечивает удаление вредных примесей, с другой, приводит к ухудшению основных эксплуатационных качеств. Именно поэтому зачастую для очистки состава от вредных примесей проводится диффузионное раскисление, которое основано на введении специального расплавленного металла. В этом материале содержатся вещества, которые оказывают примерно такое же воздействие на расплавленный сплав, как и кислород.
Кроме этого, в зависимости от особенностей применяемой технологии могут быть получены материалы двух типов:
- Спокойные, которые прошли процесс раскисления до конца.
- Полуспокойные, которые имеют состояние, находящееся между спокойными и кипящими сталями.
При производстве материала в состав могут добавляться чистые металлы и ферросплавы. За счет этого получаются легированные составы, которые обладают своими определенными свойствами.
Способы производства стали
Существует несколько методов производства стали, каждый обладает своими определенными достоинствами и недостатками. От выбранного способа зависит то, с какими свойствами можно получить материал. Основные способы производства стали:
- Мартеновский метод. Данная технология предусматривает применение специальных печей, которые способны нагревать сырье до температуры около 2000 градусов Цельсия. Рассматривая способы производства легированных сталей, отметим, что этот метод также позволяет проводить добавление различных примесей, за счет чего получаются необычные по составу стали. Мартеновский метод основан на применении специальных печей.
- Электросталеплавильный метод. Для того чтобы получить материал высокого качества проводится производство стали в электропечах. За счет применения электрической энергии для нагрева сырья можно точно контролировать прохождение процесса окисления и выделения шлаков. В данном случае важно обеспечить появление шлаков. Они являются передатчиком кислорода и тепла. Данная технология позволяет снизить концентрацию вредных веществ, к примеру, фосфора и серы. Электрическая плавка может проходить в самой различной среде: избыточного давления, вакуума, при определенной атмосфере. Проводимые исследования указывают на то, что электросталь обладает самым высоким качеством. Применяется технология для производства качественных высоколегированных, коррозионностойких, жаропрочных и других видов стали. Для преобразования электрической энергии в тепловую применяется дуговая печь цилиндрической формы с днищем сферического типа. Для обеспечения наиболее благоприятных условий плавки внутреннее пространство отделывается при использовании жаропрочного металла. Работа устройства возможна только при подключении к трехфазной сети. Стоит учитывать, что сеть электрического снабжения должна выдерживать существенную нагрузку. Источником тепловой энергии становится электрическая дуга, возникающая между электродом и расплавленным металлом. Температура может быть более 2000 градусов Цельсия.
- Кислородно-конвертерный. Непрерывная разливка стали в данном случае сопровождается с активным вдуванием кислорода, за счет чего существенно ускоряется процесс окисления. Применяется этот метод изготовления и для получения чугуна. Считается, что данная технология обладает наибольшей универсальностью, позволяет получать металлы с различными свойствами.
Способы производства оцинкованной стали не сильно отличаются от рассматриваемых. Это связано с тем, что изменение качеств поверхностного слоя проходит путем химико-термической обработки.
Существуют и другие технологии производства стали, которые обладают высокой эффективностью. Например, методы, основанные на применении вакуумных индукционных печей, а также плазменно-дуговой сварки.
Мартеновский способ
Суть данной технологии заключается в переработке чугуна и другого металлолома при применении отражательной печи. Производство различной стали в мартеновских печах можно охарактеризовать тем, что на шихту оказывается большая температура. Для подачи высокой температуры проводится сжигание различного топлива.

Схема мартеновской печи
Рассматривая мартеновский способ производства стали, отметим нижеприведенные моменты:
- Мартеновские печи оборудованы системой, которая обеспечивает подачу тепла и отвода продуктов горения.
- Топливо подается в камеру сгорания поочередно, то с правой, то с левой стороны. За счет этого обеспечивается образование факела, который и приводит к повышению температуры рабочей среды и ее выдерживание на протяжении длительного периода.
- На момент загрузки шихты в камеру сгорания попадает достаточно большое количество кислорода, который и необходим для окисления железа.
При получении стали мартеновским способом время выдержки шихты составляет 8-16 часов. На протяжении всего периода печь работает непрерывно. С каждым годом конструкция печи совершенствуется, что позволяет упростить процесс производства стали и получить металлы различного качества.
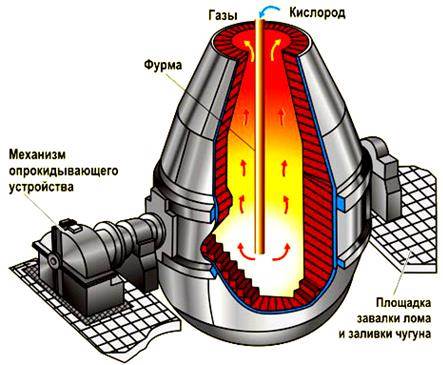
В кислородных конвертерах
Сегодня проводится производство различной стали в кислородных конвертерах. Данная технология предусматривает продувку жидкого чугуна в конвертере. Для этого проводится подача чистого кислорода. К особенностям этой технологии можно отнести нижеприведенные моменты:
- Конвертор – специальное оборудование, которое представлено стальным сосудом грушевидной формы. Вместительность подобного устройства составляет 100-350 тонн. С внутренней стороны конструкция выкладывается огнеупорным кирпичом.
- Конструкция верхней части предполагает горловину, которая необходима для загрузки шихты и жидкого чугуна. Кроме этого, через горловину происходит удаление газов, образующихся в процессе плавления сырья.
- Заливка чугуна и добавление другой шихты проводится при температуре около 1400 градусов Цельсия. Для того чтобы обеспечить активное окисление железа чистый кислород подается под давлением около 1,4 МПа.
- При подаче большого количества кислорода чугун и другая шихта окисляется, что становится причиной выделения большого количества тепла. За счет сильного нагрева происходит расплавка всего шихтового материала.
- В тот момент, когда из состава удаляется излишек углерода, продувка прекращается, фурма извлекается из конвертора. Как правило, продувка продолжается в течение 20 минут.
- На данном этапе полученный состав содержит большое количество кислорода. Именно поэтому для повышения эксплуатационных качеств в состав добавляют различные раскислители и легирующие элементы. Образующийся шлак удаляется в специальный шлаковый ковш.
- Время конверторного плавления может меняться, как правило, оно составляет 35-60 минут. Время выдержки зависит от типа применяемой шихты и объема получаемой стали.

Стоит учитывать, что производительно подобного оборудования составляет порядка 1,5 миллионов тонн при вместительности 250 тонн. Применяется данная технология для получения углеродистых, низкоуглеродистых, а также легированных сталей. Кислородно-конвертерный способ производства стали был разработан довольно давно, но сегодня все равно пользуется большой популярностью. Это связано с тем, что при применении этой технологии можно получить качественные металлы, а производительность технологии весьма высока.
В заключение отметим, что в домашних условиях провести производство стали практически невозможно. Это связано с необходимостью нагрева шихты до достаточно высокой температуры. При этом процесс окисления железа весьма сложен, как и удаления вредных примесей
Учебные материалы

Этим способом выплавляется более 50% стали. Существует порядка 140 лет (1865 г.). Мартеновская печь может развивать температуру до 2000°С, благодаря регенеративному использованию тепла.
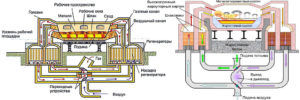
Мартеновская печь – это печь регенеративного типа, в которой тепло отходящих сгоревших газов используется для нагрева подаваемых в печь топлива (газа) и холодного воздуха через посредства газовых и воздушных регенераторов. Они представляют камеры с насадкой из шамотного огнеупора. Отходящие газы с температурой до 1600°С, проходя регенераторы и омывая насадку, отдают им свое тепло, нагревая кирпичи насадки до 1100-1200°С. В атмосферу отработанный газ–дым уходит с температурой только
Мартеновская печь – это также отражательная печь, что создает высокую температуру в центре печи (1600-1800°С).
Регенераторов по два по обе стороны печи – один (побольше) для подогрева воздуха, второй для подогрева газа. Переключение хода дымовых газов, топлива (газа) и воздуха через печь – регенератор – дымовая труба и наоборот осуществляется автоматически путем переключения клапанов и заслонок. На выходе из печи ставят термопары, которые и командуют автоматической линией переключения клапанов.
Для интенсификации металлургических процессов в печь подается кислород. Его сначала путем обогащения воздушного дутья до 25% подают вместе с воздухом через форсунку навстречу горючему газу – это ускоряет расплавку шихты. Затем, когда шихта расплавляется – период кипения, кислород через охлаждаемые водой трубы сверху подается прямо в расплавленный металл для повышения температуры ванны и лучшего удаления вредных примесей S и Р.
Задняя стенка печи на уровне пода печи имеет специальное отверстие – летку, для выпуска металла и шлака (под печи имеет наклон к летке).
Перед загрузкой шихты летка выбивается огнеупорной кладкой. Загрузка происходит через окна (спереди). Шихта идущая в мартен предварительно обрабатывается – крупные куски разбиваются и придают им определенный габарит. Чугунные ящики, в которых подается шихты, называются мульдами. Загрузка механизирована – заезжают и высыпают в печь.
После загрузки окна закрываются, подается газ (топливо). Газ из газопровода попадает в заслонку, получает направление и попадает в регенератор. Здесь по принципу противотока температура его доходит до 1100°С. Далее подогретый газ попадает в смесительную камеру, где смешивается с воздухом и на выходе из форсунок сгорает. Расплавленная ванна в мартене представляет собой две не смешиваемые жидкости: сверху шлак, а внизу металл.
Современные мартеновские печи обычно делают объемом 100, 150, 300, 400, 500 и 900 т (реже).
Футеровка бывает основная и кислая. В основной (большинство мартенов), в которой подина и стенки футерованы основным магнезитовым огнеупором, свод футерован кислым динасовым или нейтральным кирпичом. В кислых печах динасом футеруются подина и стенки (шихта содержит меньше S и Р и объем печи меньше, чем печи с основной футеровкой).
Существует три основных процесса плавки:
- Скрап-процесс (твердая завалка): шихта состоит на 55-75% из металлического лома (скрапа) и 45-25% из твердого чушкового чугуна (массой 45-55 кг).
- Чугунно-рудный процесс – жидкий чугун с добавкой железной руды. Этот процесс возможен только там, где имеются доменные печи.
- Скрап-рудный процесс, при котором шихта состоит на 60-70% из твердого чушкового чугуна и руды, на 40-30% из скрапа.
Процесс плавки длится 7-12 ч в зависимости от емкости печи и условий производства. В течение плавки делается анализ стали экспресс лабораторией не менее 4-х раз за одну плавку. Готовая сваренная сталь разливается в ковши. Ковши 300 тонные. Когда емкость печей достигает до 900 т, то делают желоба с разветвлениями чтобы заполнить сразу несколько ковшей. Далее ковши транспортируются в разливочный пролет. Разливка стали из ковша производится либо в специальные формы – изложницы (в слитки), либо в машинах непрерывного литья (разливки) заготовок.
Мартеновский способ производства высококачественной стали
В XIX–XX веках весь мир активно переживал процесс индустриализации. В это же время широкое распространение получил мартеновский способ производства стали.
Общая информация
Везде строились огромные промышленные комплексы, разрабатывалась сложная сельскохозяйственная и производственная техника, основные усилия многих государств были направлены на увеличение промышленных мощностей и получение большого количества нужных для развития материалов.
Одним из таких материалов была сталь, так как именно она является незаменимым компонентом в очень многих сферах применения.
Ее производство было поставлено основательно и исчислялось огромными цифрами ежегодно.
Хоть многие неискушенные люди и думают, что эта технология была наработкой советских ученых, но ее автором является французский инженер П. Мартен. Разработал он эту технологию в 1865 году.
В специальную печь, нагреваемую продуктами сгорания топлива, закладываются чугун, шихта, металлический лом, различные другие компоненты стали. Все это под воздействием высокой температуры расплавляется до однородного состояния, куда добавляют еще и другие нужные примеси. Следующим шагом после формирования нужной смеси является ее выпускание в ковши и разливание по формам.
Достоинствами подобного способа создания стали выступает возможность переработки любого исходного сырья, многообразные варианты используемого для нагрева печей топлива.
Технология позволяет получать качественную чистую сталь. Типичная печь Мартена имеет вместительность от 10 до 900 тонн жидкого материала, поэтому с использованием этого способа несложно создавать детали довольно внушительного размера.

Конструкция
Элементами мартеновской печи выступают (стандартный вариант сборки):
- Под печи.
- Передняя и задняя стенки.
- Свод.
- Загрузочные окна, через которые в печь подается материал для обработки.
- Мощные бетонные опоры.
- Откосы по направлению к стенкам.
- Воздушный канал, который еще называют головками.
- Газовый канал для подачи нагревающего материала – газа.
- Вертикальные каналы.
- Важной частью конструкции являются так называемые шлаковики воздушного и газового регенераторов.
Передняя стенка печки оборудована загрузочными окнами, сюда подается шихта. Задняя стенка имеет отверстие для выгрузки уже готовой стали.
Принцип работы мартеновской печи
Если кратко рассмотреть принцип функционирования такой печи, то выглядит он следующим образом. В загруженную печь подается мощный поток заранее нагретого воздуха и газа.
Проходя через насадки регенераторов, такой поток приобретает температуру приблизительно в 1000–1200 градусов по Цельсию. Потом происходит сгорание этого топлива, благодаря чему рабочая температура в установке повышается еще больше – до 1,9–2 тыс. градусов.
Пройдя через одну пару насадок регенераторов, поток продуктов сгорания топлива направляется в другую пару головок. Здесь он отдает свое оставшееся тепло и спускается в дымоход, как отработанный материал.
Попеременное задействование насадок регенераторов помогает добиться того, что они не претерпевают перегрева, перегрев способен негативно сказаться на работе всей печи. В случае когда какие-то насадки не в состоянии нагреться до нужной рабочей температуры, в действие вступает автоматическое перенаправление горящего пламени от топлива именно в эту головку.
Благодаря такому подходу все насадки работают с одинаковой нагрузкой, периодически, меняясь, совей ролью. Подающие головки выполняют функции выкачивающих элементов продукты сгорания и наоборот. Мартеновский способ производства все еще применяется в металлургии, но процент, выработанной благодаря ему стали, быстро уменьшается, уступая место более современным технологиям.
Предусмотренные в конструкции печи шлаковики нужны для того, чтобы прочищать газы из регенераторов от пыли, частиц шлака и других загрязнений. Только после прохождения шлаковиков газ поступает на другие участки устройства, благодаря чему его срок службы существенно увеличивается, а продукция выходит более качественной. Чем больше температуры рабочего газа, тем эффективнее движется производство.
Разновидности мартеновского процесса
Процесс выплавки стали в мартеновской печи бывает нескольких основных типов. Это зависит от того, шихта какого состава загружается в печь. Существует несколько вариантов:
- скап-рудный процесс;
- кислый метод;
- двухванный.
Скап-рудный процесс
Применяется на объектах, оборудованных доменными печами. Состав стали в этом случае выглядит так: 55–75% чугуна, железная руда, скрап. Такой мартеновский способ производства помогает получать стали с низким уровнем опасных для здоровья примесей, таких как сера, фосфор и ряд других веществ.
Начинается производство этим способом с загрузки твердых компонентов шихты (известняка, лома, железной руды) в печь и ее прогрева. Следующим шагом выполняется заливка жидкого чугуна. Происходит стремительный процесс плавление шихты и все примеси очень активно окисляются.
И при невысоких рабочих температурах фосфор, кремний, марганец, углерод и другие примеси очень активно окисляются и переходят в шлак.
Однократного скачивания шлака достаточно, чтобы получить качественную сталь. Но иногда, к примеру, если обрабатывается фосфористый чугун, то скачивание шлака проводится по несколько раз.
Кислый мартеновский процесс
Реализуется с помощью высокочистой шихты, он способен давать сталь с очень низким содержанием неметаллических примесей, того же водорода или кислорода. Именно из-за слишком больших требований к чистоте шихты кислый процесс применяется не так часто.
Такой метод плавления работает с применением кислого шлака, а это исключает возможность убрать с металла фосфор, серу и другие опасные вещества. Работа в кислой печи требует применения чугуна с количеством примесей не более 0,025%.
В этом случае металлический лом заранее перерабатывается в основных печах, откуда он в жидком виде переливается ковшом в кислую мартеновскую печь. Благодаря использованию двух печей (основной и кислой), подобный процесс часто называют дуплекс-процессом.
Получаемая в результате сталь отличается высокими механическими свойствами, обладает хорошей пластичность, вязкостью и применяется исключительно для изготовления важнейших и ответственных деталей в технике – роторов турбин, валов больших двигателей, в производстве артиллерийских установок.

Двухванный сталеплавильный агрегат
Еще одна разновидность мартеновской печи, имеющей две ванны, соединенные между собой каналом для перехода материала из одной емкости в другую. Процесс стальной выплавки происходит следующим образом:
- В одной ванне залит чугун и проводится его продувка кислородом.
- В это же время во второй ванне проводится завалка и подогрев шихты в твердом виде, для чего используются уходящие из первого резервуара горячие газы.
- Постепенно процесс меняется и ванны также выполняют функции предыдущих.
При определенном количество чугуна в шихте (больше 65%) двухванная печь начинает работать без расхода топлива, чем-то копируя кислородный конвертор.
В качестве заключения стоит сказать, мартеновский способ производства стали в свое время стал настоящим прорывом и помог мировой индустрии совершить значительный рывок.
Сейчас доля его использования в мировой металлургии не превышает 2–3%, так как современные методы выплавки (тот же конвертерный процесс) гораздо более эффективны. Правда, в некоторых странах, он все еще занимает до 50% от всех объемов производства.
Видео по теме: Устройство мартеновских печей
Мартеновский способ получения стали.
Производство в мартеновских печах металлургических или машиностроительных заводов литой стали заданного химического состава. Сталь получается путём окислительной плавки загруженных в печь железосодержащих материалов — чугуна, стального лома, железной руды и флюсов в результате сложных физико-химических процессов взаимодействия между металлом, шлаком и газовой средой печи. М. п. наряду с другими видами производства стали —второе звено в общем производственном цикле чёрной металлургии; два других основных звена — выплавка чугуна в доменных печах и прокатка стальных слитков или заготовок.
Благодаря преимуществам, которыми мартеновский процесс отличался от других способов массового получения стали (большая гибкость и возможность применять его при любых масштабах производства; менее строгие требования к исходным материалам; относительная простота контроля и управления ходом плавки; высокое качество и широкий ассортимент выплавляемой стали; сравнительно небольшая стоимость передела).
Мартеновская печь, предназначенная для выплавки стали из доменного чугуна была создана французским металлургом Пьером Мартеном в 1864 г. Ее преимуществом перед существовавшими ранее печами, выплавлявшими металл, например, бессемеровским конвертором, было то, что в ней можно переплавлять металлический лом в сталь. Кроме того, мартеновская печь позволяла контролировать качество металла, вносить в него необходимые добавки и, таким образом, получать сталь различных марок с заданными свойствами.
Устройство мартеновской печи.
Мартеновская печь называется пламенной регенеративной, так как принцип ее работы основан на регенерации тепла, обеспечивающей высокую температуру печи, необходимую для ведения плавки.
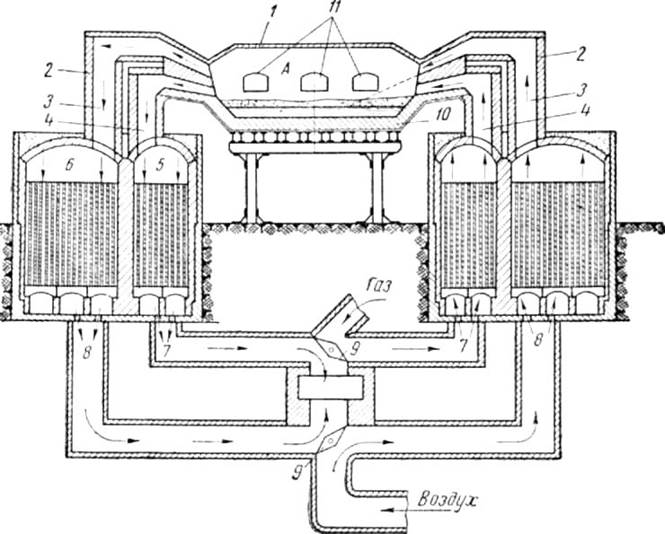
Важнейшей частью мартеновской печи является рабочее пространство А (рис. 1). Здесь происходят важнейшие физико-химические процессы: горение топлива, окисление примесей, расплавление шихты, образование металла и шлака. Сверху рабочее пространство ограничено сводом 1, снизу — подом (или подиной) 10, задней и передней стенками, а с боковых сторон — головками 2. В передней стенке сделаны завалочные окна 11 (их бывает от трех до семи в зависимости от величины печи). Через них загружают печь, берут пробы, наблюдают за процессом, а также наваривают или исправляют под. Завалочные окна закрываются огнеупорными заслонками. В задней стенке внизу имеется отверстие для выпуска металла и шлака, забитое огнеупорной пробкой, которую при выпуске пробивают. Головки печи расположены симметрично. В них находятся каналы 3 и 4, через которые в печь поступают газ и воздух и отходят продукты горения. В нижней части головки соединяются с регенераторами 5 и б, установленными попарно с обеих сторон печи (всего их четыре); при работе на жидком топливе можно ограничиться двумя регенераторами (по одному с каждой стороны). Регенераторы представляют собой камеры, выложенные огнеупорным кирпичом. Внутри регенератора имеется огнеупорная насадка с вертикальными каналами. В нижней части регенераторы соединены с каналами 7 и 8, по которым поступают воздух и газ и отходят продукты горения. Чтобы регулировать направление движения газа и воздуха в печь, а продуктов горения — к дымовой трубе, в каналах имеются перекидные клапаны 9.
Работа мартеновской печи начинается с ее загрузки. печь загружается завалочными машинами. При скрап-процессе вначале заваливают лом и известняк, затем чугун, при скрап-рудном процессе — сначала железную руду и известняк, а затем жидкий чугун. чугун заливают из ковша по желобу, устанавливаемому в завалочном окне. В зависимости от величины печи и степени механизации завалка длится от двух до трех часов. Одновременно с завалкой шихты в печь подают топливо и воздух (попеременно через правые и левые головки печи).
Подогрев продуктов горения обеспечивает при сгорании топлива в рабочем пространстве температуру около 2000° С. При работе на жидком топливе регенераторы подогревают только воздух, а нефть или мазут подаются форсунками, установленными в каналах головок печей.
Процесс получения стали в мартеновской печи делится на три периода.
Первый период — плавление — начинается вскоре после начала загрузки. После окончания загрузки расплавление идет интенсивнее, так как уменьшаются потери тепла.
Во время плавления надо вводить в печь наибольшее количество тепла. Это предохранит металл от растворения в нем газов и от излишнего окисления.
Период плавления характеризуется окислительными реакциями: окисляются кремний, марганец, железо, фосфор.
Одновременно образуется большое количество закиси железа FeO, которая является основным окислителем примесей — кремния, марганца, фосфора.
Второй период — окисление — характеризуется энергичным окислением углерода за счет FeO. Это окисление протекает по реакции
С + FeO= СО + Fe— Q
Образующиеся при этом газы, стремясь вырваться из ванны, приходят в состояние кипения, поэтому второй период плавки называют периодом кипения. Выгорание углерода длится 2—3 часа. По получении требуемого процента углерода заканчивается второй период плавки.
Третий период — раскисление. Цель раскисления та же, что и в конверторе, и применяются те же раскислители: ферросилиций, ферромарганец, алюминий. Более тяжелые раскислители загружают прямо в печь, более легкие — в желоб или в ковш. Иногда для проверки раскисленности стали делают пробу. Застывший раскаленный кусок стали подвергают ковке; при плохой раскисленности образуются трещины. Если в мартеновской печи выплавляют легированную сталь, после раскисления в нее вводят легирующие элементы: ферротитан, феррохром, высококремнистый ферросилиций и др. Для получения никелевой стали вводят чистый никель.
После окончания плавки сталь выпускают в ковш. Процесс плавки длится 5—8 часов, при скоростном сталеварении сроки сокращаются до 4,5—5,5 часа. Важнейшим фактором повышения производительности мартеновских печей является внедрение новой прогрессивной технологии, в первую очередь применение кислорода в мартеновской плавке.
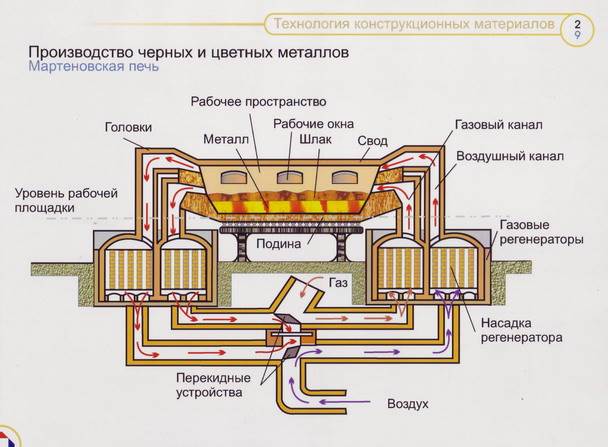
В передней стенки печи находятся окна для загрузки шихты, в задней окно для выпуска готовой стали. Топливом в мартеновских печах используется природный газ или мазут. При использовании газа, печь имеет несколько регенераторов. Задачей этих агрегатов является подогрев воздуха, который поступает в головку печи, где смешивается с топливом.
При этом регенераторы нагреваются поочередно. На головке печи образовывается факел, который нагревает рабочее пространство печи и шихту.
Мартеновская печь относится к типу отражательных печей. Ванна, где идет плавка, выложена огнеупорным кирпичом. Над ванной — сферический свод. Продукты горения топлива, а вместе с ними и тепло отражаются от свода и направляются в ванну, где и расплавляют металл. Такая конструкция обеспечивает равномерное распределение тепла по всей площади ванны.
Топливом в мартене служит газ. Раньше применяли- смесь доменного и коксового газов. В последние годы все шире используется природный горючий газ. Но прежде чем попасть в печь, газ и воздух нагревают в 4 регенераторах — камерах, выложенных огнеупорным кирпичом, а затем подают в верхнюю часть мартена. Здесь они смешиваются и сгорают, давая температуру до 1800—2000°С. Такая температура обеспечивает полное расплавление металла.
Для загрузки сырья в передней стене мартеновской печи имеются завалочные окна, закрываемые толстыми стальными задвижками. В задней стене — выпускное отверстие. Через него готовую сталь сливают в ковш. Когда идет плавка, выпускное отверстие забито «пробкой» из огнеупорной глины. Работа в мартеновской печи происходит в несколько этапов. Сначала в печь загружают холодные материалы (шихту)—железный лом, руду, известь. Их насыпают в стальные ящики — мульд ы. Завалочная машина своим длинным хоботом захватывает мульду, вносит через завалочное окно в печь, переворачивает, высыпая содержимое. Когда загрузка заканчивается, опускают заслонки над окнами и в печь вводят максимальное количество газа и воздуха, чтобы лом и другие материалы быстро прогрелись и расплавились. После этого к печам подвозят ковши с доменным чугуном. Его доставляют из миксера — огромного хранилища, куда сливают чугун из домен для хранения его в жидком виде. Мостовой кран поочередно поднимает ковши, наклоняет их, и по специальному желобу чугун льется в печь.
Выплавка стали продолжается много часов. За это время сталевар несколько раз длинной металлической «ложкой» зачерпывает из печи немного металла и отправляет его в цеховую экспресс-лабораторию, откуда сталевару сообщают, сколько в металле углерода, марганца, кремния, серы, фосфора и др. Сталевар тут же вводит в печь недостающие вещества, чтобы добиться нужного химического состава стали.
На последнем этапе происходит рафинирование стали (очищение ее от вредных примесей) и раскисление — удаление из металла кислорода. Для этого в ванну добавляют раскислители — ферросилиций, ферромарганец, алюминий. Самые большие в мире мартеновские печи — у нас в стране, на Ждановском металлургическом заводе. Они имеют объем ванны 900 м 3 .В последние годы в нашей стране созданы двухванные печи. В них применяют не воздух, а чистый кислород. Это дает такое большое количество тепла, что позволяет двухванным печам обходиться без регенераторов. Производительность двухванных печей в 2—4 раза выше, чем однованных, а расход топлива в 10—15 раз меньше.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
1. скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25…45 % чушкового передельного чугуна, процесс применяют на заводах, где нет доменных печей, но много металлолома;
2. скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55…75 %), скрапа и железной руды, процесс применяют на металлургических заводах, имеющих доменные печи.
Просмотр видеофильма «Выплавка стали в мартеновских печах» – https://www.youtube.com/watch?v=qbqLsoUyKE8
КОНВЕРТЕРНЫЙ СПОСОБ ПОЛУЧЕНИЯ СТАЛИ
Конвертерное производство — получение стали в сталеплавильных агрегатах-конвертерах путём продувки жидкого чугуна воздухом или кислородом. Превращение чугуна в сталь происходит благодаря окислению кислородом содержащихся в чугуне примесей (кремния, марганца, углерода и др.) и последующему удалению их из расплава. Выделяющееся в процессе окисления тепло повышает температуру расплава до необходимой для расплавления стали, то есть конвертер не требует топлива для работы. На начало XXI века более 60% стали в мире производится конвертерным способом[1].
технически чистым кислородом. В настоящее время чаще применяется кислород. Кислород подается в рабочее пространство конвертера через фурмы (под давлением около 1,5 МПа). Такой метод получения стали называют конвертерным или кислородно-конверторным. Более половины всей стали в мире получается конвертерным способом.
Существует три вида конвертеров: с донной продувкой, верхней и комбинированной. В настоящее время наиболее распространенными в мире являются конвертеры с верхней продувкой кислородом – агрегаты весьма производительные и относительно простые в эксплуатации. Однако в последние годы во всем мире конвертеры с донным и с комбинированным (сверху и снизу) дутьем начинают теснить конвертеры с верхней продувкой.
Конвертер представляет собой ёмкость, состоящую из трех частей: верхней — шлема, средней — цилиндра и нижней — днища. Днище может быть приставным, вставным или цельным с цилиндрической частью. В этом случае конвертер называют глуходонным. Метод характеризуется высокой производительностью: конверторный цех в составе трёх 400-тонных конвертеров может обеспечить годовой объём производства на уровне 10 миллионов тонн стали.
Это обеспечивает лучшие условия для ввода в полость конвертера кислородной фурмы, отвода газов, заливки чугуна и завалки лома и шлакообразующих материалов. Кожух конвертера выполняют сварным из стальных листов толщиной от 20 до 100 мм. К центральной части корпуса конвертера крепят цапфы, соединяющиеся с устройством для наклона. Механизм поворота конвертера состоит из системы передач, связывающих цапфы с приводом. Конвертер может поворачиваться вокруг горизонтальной оси на 360° со скоростью от 0,01 до 2 об/мин. Для большегрузных конвертеров емкостью более 200 т применяют двусторонний привод, например, четыре двигателя по два на каждую цапфу.
В шлемной части конвертера имеется летка для выпуска стали. Выпуск стали через летку позволяет исключить попадание шлака в металл. Летка закрывается огнеупорной глиной, замешанной на воде.
Завалку производят через горловину конвертера завалочными машинами с лотками в несколько приемов. Затем заливают жидкий чугун, который подвозят к конвертерам в чугуновозных ковшах. Заливку чугуна из ковшей ведут мостовыми кранами через горловину конвертера в наклонном его положении. Положение конвертера при завалке скрапа и заливке чугуна одинаково. После заливки чугуна конвертер поворачивают в вертикальное положение и в его рабочее пространство вводят кислородную фурму, одновременно включая подачу кислорода. Одновременно с началом продувки производят загрузку первой порции шлакообразующих материалов (извести, боксита или плавикового шпата), также при необходимости железной руды. Остальное количество шлакообразующих вводят обычно в течение первой трети продувки. Продувка в зависимости от вместимости конвертера и интенсивности подачи кислорода продолжается от 14 до 30 мин и должна быть закончена при заданных содержании углерода и температуре (1580-1650 °С) без превышения допустимых пределов по содержанию фосфора и сере. По окончании продувки кислородную фурму выводят из полости конвертера, который поворачивают в горизонтальное положение. Через горловину конвертера отбирают пробы металла и шлака, измеряют температуру металла термопарой погружения. В отобранной пробе металла экспресс-анализом определяют содержания углерода, марганца, фосфора и серы. В зависимости от результатов анализа состава металла, в первую очередь по содержанию углерода, а также замера температуры принимают решение о выпуске или корректировке плавки. Корректировка плавки при избыточном содержании углерода в металле состоит в кратковременной додувке. При недостаточной температуре металла проводят додувку, иногда с экзотермической добавкой. При недостаточном содержании углерода в металле вводят добавки молотого кокса или графита при выпуске стали в ковш. Выпуск стали из конвертера в сталеразливочный ковш производят через сталевыпускное отверстие (летку) конвертера. Его открывают после окончания продувки, получения анализов и проведения корректировки. Вместе с металлом в сталеразливочный ковш сливают часть шлака (толщина слоя 200-300 мм) для предотвращения быстрого охлаждения металла в ковше. Оставшуюся основную часть шлака сливают в шлаковую чашу. Преимущество кислородных конвертеров: здесь все процессы механизированы и автоматизированы, все чаще управление конвертерами поручается компьютерам.

