

Режим термообработки стали 14г2
Режим термообработки стали 14г2




§ 78. Сварка термически упрочненных сталей
Термической обработкой (чаще всего закалка плюс отпуск) повышают механические свойства как углеродистых, так и легированных конструкционных, теплоустойчивых, жаропрочных и других сталей, например, марок 10Г2С1, 09Г2С, 14Г2, 15ХСНД, 12Г2СМФ, 15Г2СФ, 15ХГ2СФР, 15Г2АФ, 15ХГСА, 15ХГ2СФМР и др.
При содержании углерода более 0,12% термоупрочненные стали в процессе сварки образуют закалочные микроструктуры, а в зоне термического влияния происходит разупрочнение металла, если сварное соединение не подвергается после сварки термической обработке. Изменения температуры нагрева и твердости сварного соединения термически упрочненной стали даны на рис. 101. Из рисунка видно, что зона термического влияния при сварке термически упрочненной стали, склонной к закалке, разделяется на следующие участки: 1 — неполного расплавления (участок металлической связи), 2 — закалки и перегрева с температурами нагрева выше 920 — 950°С, 3 — неполной закалки с температурами нагрева от 720 до 920°С, 4 — участок разупрочнения с температурами нагрева ниже 720°С.
На участке закалки твердость металла будет максимальной, на участке неполной закалки твердость снижена. Самая низкая твердость по сравнению с другими участками, а также с основным металлом будет на участке разупрочнения. Участок разупрочнения — самое слабое место сварного соединения при работе его на статическую нагрузку.
Ширина участка разупрочнения влияет на работоспособность сварного соединения: она будет тем выше, чем меньше ширина этого участка. Ширина участка разупрочнения зависит от скорости охлаждения и от стойкости основного металла к изменению температуры.
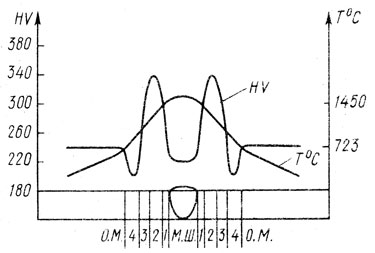
Рис. 101. Схема изменения температуры в сварном соединении термически упрочненной стали: М. Ш. — металл шва; 1, 2, 3, 4 — участки сплавления, закалки, неполной закалки, отпуска (разупрочнения); О. М. — основной металл
Для снижения ширины разупрочненного металла как и всей зоны термического влияния следует применять режимы сварки с низкой погонной тепловой энергией.
Так как газовая сварка термически упрочненных сталей вызывает образование широкого участка разупрочнения, то она не может быть рекомендована, если нельзя выполнить последующую термическую обработку.
Марка: 14Г2
Классификация: Сталь конструкционная низколегированная для сварных конструкций
Применение: для крупных листовых конструкций, работающих до температур —70°С.
Назначение режимов термической обработки.
tнагр = tАс3 +(30…50) = 820 + (30…50) =850…870 0 С;
время нагрева и выдержки для размера сечения 40 мм составляет при норме 1 мин./мм:
1 мин./мм ´ 40 мм = 40 мин;
Охлаждающая среда – минеральное масло.
По справочным материалам для стали 40ХН с целью обеспечения s0,2 ³ 800 МПа назначаем температуру отпуска 550 0 С. В качестве нагревательных устройств принимаем:
Выбор нагревательных устройств.
Закалка: камерная печь серии СНО с электрическим нагревом и воздушной атмосферой типа СНО-4.8.2,5/10, tmax=1000 0 С.
Отпуск: шахтная печь серии ПН с электронагревом и воздушной атмосферой типа ПН-32, tmax=650 0 С.
Составим технологическую маршрутную карту на операции термообработки.
Таблица 3. Маршрутная карта термической обработки
Задание № 2
Выбрать марку стали, вид и режим термической обработки для зубчатых колес диаметром 60 мм коробки перемены передач. Твердость поверхности зубьев должна быть не менее HRC 58; толщина поверхностного твердого слоя 0,8…1,0 мм.
Предел текучести в сердцевине должен быть не менее 600 МПа.
Требуется:обосновать выбор марки стали, упрочняющей термической обработки. Назначить режимы проведения обработки, нагревательные устройства. Составить технологическую маршрутную карту термической обработки детали.
Решение:В соответствии с заданием выбираем поверхностное упрочнение: цементация, закалка и низкий отпуск. Типовая глубина упрочняемого слоя в данном случае составит 1,5…1,8 мм, что удовлетворяет заданным условиям. Выбираем сталь марки 20Х.
Упрочнение детали осуществляется проведением цементации, закалки и низкого отпуска. В соответствии со справочными данными это позволяет получить для стали 20Х предел текучести s0,2 = 700 МПа.
Принимаем на основе анализа цементуемую сталь 20Х.
Назначение режимов термообработки.
Температура нагрева – 930 0 С; время цементации составит 9 часов; науглероживающая среда – эндогаз.
Температура нагрева – 850 0 С; среда охлаждения – минеральное масло.
Закаленные детали подвергают отпуску при 160…180 0 С в течение 1 часа.
Выбор нагревательных устройств.
Шахтная печь Ц-105. Вид нагрева – электрический. Атмосфера – науглероживающая. Максимальная температура 950 0 С.
Камерная печь СНО-4.8.2,5/10. Вид нагрева – электрический. Атмосфера – воздушная. Максимальная температура 1000 0 С.
Шахтная печь ПН-32. Вид нагрева – электрический. Атмосфера – воздушная. Максимальная температура 650 0 С.
Составляем технологическую маршрутную карту на операции цементации и термической обработки цементованных деталей.
Таблица 3.1 Маршрутная карта термической обработки
Режим термообработки стали 14г2
Термическую обработку применяют для устранения напряжений, оставшихся в изделии после сварки, а также для улучшения структуры металла сварного шва. После сварки или в процессе сварки применяют такие виды термической обработки, как отжиг, нормализация, отпуск.
 Нагрев при отжиге изделия в предварительной печи ведут постепенно. Для низко и среднеуглеродистых сталей температура достигает 600-680°С. При этой температуре сталь становится пластичной, и напряжения снижаются. После нагрева следует выдержка при достигнутой температуре из расчета 2,5 минуты на 1 мм толщины свариваемой детали, но не менее 30 минут. Затем изделие охлаждается вместе с печью.
Нагрев при отжиге изделия в предварительной печи ведут постепенно. Для низко и среднеуглеродистых сталей температура достигает 600-680°С. При этой температуре сталь становится пластичной, и напряжения снижаются. После нагрева следует выдержка при достигнутой температуре из расчета 2,5 минуты на 1 мм толщины свариваемой детали, но не менее 30 минут. Затем изделие охлаждается вместе с печью.
Существуют и другие виды отжига: местный и полный отжиг. Режимы отжигов выбирают согласно справочной литературе. Для разных сталей применяют свои технологические параметры отжига.
Нормализация отличается от отжига тем, что после отжига сваренную конструкцию охлаждают на спокойном воздухе. После нормализации сохраняется мелкозернистая структура металла, что позволяет обеспечить его относительно высокую прочность и твердость, но без напряженного состояния.
Стали с высоким содержанием углерода в процессе сварки закаливаются, возрастает их твердость и хрупкость. Такие изделия из углеродистых сталей подвергают нормализации с последующим отпуском. В этом случае нагревание производят до 400-700°С, и после этого сваренные детали медленно охлаждают.
При газовой сварке сталей термическая обработка служит средством повышения пластичности металла шва. В некоторых случаях участки шва нагревают до светло-красного цвета каления и в этом состоянии проковывают. Зерна металла измельчаются, пластичность и вязкость повышаются. Во избежание появления наклепа (новое напряженное состояние) проковку следует прекратить при остывании металла до темно-красного цвета. После проковки необходимо провести повторную нормализацию.
Режимы термообработки стали
- Посадка в «холодную» или нагретую печь до Т=200°С.
- Нагрев с производственной скоростью до Т=300°С.
- Выдержка при температуре 300+25°С на протяжении 1-2 часов.
- Нагрев со скоростью не более 70°С в час до Т=590°С.
- Выдержка при температуре 590°С ± 15°С назначается из расчета 1 час на каждые 25 мм наибольшего сечения сварного шва конструкции с округлением в большую сторону до целого часа.
В случае заварки выборок выборка берется из расчета 1 час на 25 мм глубины выборки. Началом выдержки следует считать время, когда показания печных или подставных термопар будут находиться в интервале 590°С ± 15°С. Примечание: При наличии в садке конструкций разных толщин выдержка назначается по максимальной толщине.
Термическая обработка аустенитных сталей, типа Х18Н10Т после сварки, для которых требуется испытание на МКК
- Посадка в «холодную» или нагретую печь до Т=300°С.
- Нагрев со скоростью не более 100-120°С в час до Т=850°С.
- Выдержка при температуре 850°С для толщин:
- ⌀ = 10 мм – 2 часа,
- ⌀ = 20 мм – 4 часа,
- ⌀ = 30 мм – 6 часов,
- ⌀ = 50 мм – 8 часов,
- свыше 50 мм – 10 часов,
- Охлаждение со скоростью не более 40°С в час до Т=200°С, дальнейшее охлаждение на воздухе.
Примечание: Время выдержки выбирается по наибольшей толщине в конструкции.
Термическая обработка для конструкций из углеродистых стали и сталей 08Х13 после сварки электродами ЭА-39519
- Посадка в «холодную» или нагретую печь до Т-300°С.
- Нагрев с производственной скоростью до Т=300°С.
- Выдержка при температуре 300°С — 1 час.
- Нагрев со скоростью не более 50°С в час до Т=680°С.
- Выдержка при температуре 680°С ± 10°С для толщин:
- ⌀ = 4-50 мм – 3 часа,
- ⌀ = 60-80 мм – 5 часов,
- ⌀ = 90 мм – 8 часов.
- Охлаждение со скоростью не более 40°С в час до Т=200°С, дальнейшее охлаждение на воздухе.
Примечание: Время выдержки выбирается по наибольшей толщине в конструкции.
Термическая обработка для конструкций из углеродистых и низколегированных сталей марок СТ3сп, Ст3пс, 20, 25, 30, 25Л, ЗОЛ, 20К, 22К, 09Г2С, 15ГС, 16ГС, 20ГСЛ, 10ХСНД, 08ГДНФЛ
- Посадка в «холодную» или нагретую печь до Т=200°С.
- Нагрев с производственной скоростью до Т=300°С.
- Выдержка при температуре 300°С ± 25°С на протяжении 1-2 часов.
- Нагрев со скоростью не более 70°С в час до Т=590°С.
- Выдержка при температуре 590°С ± 15°С назначается из расчета 1 час на каждые 25 мм наибольшего сечения сварного шва конструкции с округлением в большую сторону до целого часа.
В случае заварки выборок выборка берется из расчета 1 час на 25 мм глубины выборки. Началом выдержки следует считать время, когда показания печных или подставных термопар будут находиться в интервале 590°С ± 15°С. Примечание: При наличии в садке конструкций разных толщин, выдержка назначается по максимальной толщине.
Промежуточная термическая обработка для конструкций из стали ОбХ12НЗД и О6Х12НЗД-Л, после сварки электродами ЦЛ-51
- Посадка в «холодную» или нагретую печь до Т=200°С.
- Нагрев со скоростью не более 70°С в час до Т=620°С ± 10°С.
- Выдержка при температуре 620°С ± 10°С для толщин:
- ⌀ = 40-70 мм – 4 часа,
- ⌀ = 80 мм – б часов,
- ⌀ = 100 мм – 8 часов,
- ⌀ = 200 мм 10 часов,
- ⌀ = З00 мм – 18 часов.
- Охлаждение со скоростью не более 40°С в час до Т=150°С, дальнейшее охлаждение на воздухе.
Примечание: Время выдержки выбирается по наибольшей толщине в конструкции.
Окончательная термическая обработка для конструкций из стали ОБХ12НЗД и О6Х12НЗД-Л, после сварки электродами ЦЛ-51
- Посадка в «холодную» или нагретую печь до Т=200°С.
- Нагрев со скоростью не более 70°С в час до Т=630°С ± 10°С.
- Выдержка при температуре 630°С ± 10°С для толщин:
- ⌀ = 40-70 мм – 4 часа,
- ⌀ = 80 мм – 5 часов,
- ⌀ = 100 мм – 6 часов,
- ⌀ = 200 мм – 10 часов,
- ⌀ = 300 мм – 18 часов.
- Охлаждение со скоростью не более 40°С в час до Т=150°С, дальнейшее охлаждение на воздухе.
Примечание: Время выдержки выбирается по наибольшей толщине в конструкции.
Термическая обработка для конструкций из стали 08Х13 и 12Х13, после сварки электродами марки Э-12Х13
- Посадка в нагретую печь до Т=300°С.
- Нагрев со скоростью не более 70°С в час до Т=710°С.
- Выдержка при температуре 710°С ± 10°С для толщин:
- ⌀ = 4-8 мм – 3 часа,
- ⌀ = 10-15 мм – 4 часа,
- ⌀ = 20-30 мм – 5 часов,
- ⌀ = 40 мм – 6 часов,
- Охлаждение со скоростью не более 40°С в час до Т=200°С, дальнейшее охлаждение на воздухе.
Примечание: Время выдержки выбирается по наибольшей толщине в конструкции.
Термическая обработка (термообработка) стали, сплавов, металлов.
Вы здесь
Каталог

Термическая обработка (термообработка) — это технологический процесс изменения структуры сталей, сплавов и цветных металлов посредством широкого диапазона температур: поэтапных нагреваний и охлаждении с определенной скоростью. Такая обработка очень сильно изменяет свойства сталей, сплавов, металлов в сторону улучшения показателей, но при этом не изменяя их химический состав. Можно сказать, что основная цель термической обработки – это улучшение свойств и характеристик изделий из него.
Виды (стадии) термической обработки стали
Отжиг — термическая обработка (термообработка) металла, представляющая собой процесс нагревания до заданной температуры, а затем процесс медленного охлаждения. Отжиг бывает разных видов в зависимости от уровня температур и скорости процесса.
Нормализация — термообработка, принципиально похожая на отжиг. Основное отличие в том, что процесс отжига предполагает печь, а при нормализации охлаждение стали проходит на воздухе.
Закалка — этап термообработки, основанный на нагревании сырья до такого уровня температуры, который является выше критического (перекристаллизация стали). После выдержки в такой температуре в заданном интервале времени происходит охлаждение, быстрое, с заданной скоростью. Закаленной стали (сплавам) свойственна неравновесная структура и поэтому применяется такой вид термообработки как отпуск.
Отпуск — стадия термообработки, необходимая для снятия в стали и сплавах остаточного напряжения или максимального его снижения. Снижает хрупкость и твёрдость металла, увеличивает вязкость. Проводится после стадии закалки.
Старение — иначе еще называется дисперсионное твердение. После стадии отжига металл опять нагревают, но до более низкого уровня температур и с медленной скоростью остужают. Цель такой термообработки в получении особенных частиц упрочняющей фазы.
От степени необходимой глубины обработки различают термообработку поверхностную, которая затрагивает лишь поверхность изделий, и объемную, когда термическому воздействию подвергается весь объем сырья.
В отраслевой промышленности, в частности – в машиностроении, термическую обработку чаще всего проходит сталь следующих марок:
– сталь 45 (замещаемость 40Х, 50, 50Г2)
– сталь 40Х (замещаемость 38ХА, 40ХР, 45Х, 40ХС, 40ХФ, 40ХН)
– сталь 20 (замещаемость 15, 25)
– сталь 30ХГСА (замещаемость 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА)
Термообработка стали 45
Конструкционная углеродистая. Этап предварительной термической обработки называется нормализация, проходит на воздухе, а не в печи. довольно легко проходит механическую обработку. Точение, фрезеровку и т. д. Получают детали, например, типа вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки.
После закалки, которая является конечной стадией термообработки, детали достигают высокого уровня прочности и отличных показателей износостойкости. Подвергаются шлифовке. Высокое содержание углерода (0,45%) обеспечивает хорошую закаливаемость и, соответственно, высокую твёрдость поверхности и прочность изделия. Сталь 45 калят «на воду», когда после калки деталь охлаждают в воде. После охлаждения деталь подвергается низкотемпературному отпуску при температуре 200-300 градусов по Цельсия. При такой термообработке стали 45 достигает твердость порядка 50 HRC.
Изделия: Кулачки станочных патронов, согласно указаниям ГОСТ, изготовляют из сталей 45 и 40Х. Твёрдость Rc = 45 -50. В кулачках четырёх-кулачных патронов твёрдость резьбы должна быть в пределах Rс = 35-42. Отпуск кулачков из стали 45 производится при температуре 220-280°, из стали 40Х при 380-450° в течение 30-40 мин.
Расшифровка марки стали 45: марка 45 означает, что в стали содержится 0,45% углерода,C 0,42 – 0,5; Si 0,17 – 0,37;Mn 0,5 – 0,8; Ni до 0,25; S до 0,04; P до 0,035; Cr до 0,25; Cu до 0,25; As до 0,08.
Термообработка стали 40Х
Легированная конструкционная сталь. Для деталей повышенной прочности такие как оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки и прочих деталей повышенной прочности. Сталь 40Х также часто используется для производства поковок, штампованных заготовок и деталей трубопроводной арматуры. Однако последние перечисленные детали нуждаются в дополнительной термической обработке, заключающейся в закалке через воду в масле или просто в масле с последующим отпуском в масле или на воздухе.

Расшифровка марки стали 40Х. Цифра 40 указывает на то, что углерод в стали содержится в объеме 0,4 %. Хрома содержится менее 1,5 %. Помимо обычных примесей в своем составе имеет в определенных количествах специально вводимые элементы, которые призваны обеспечить специально заданные свойства. В качестве легирующего элемента в данном случае используется хром, о чем говорит соответствующая маркировка.
Термообработка стали 20
Термообработка стали 20 – сталь конструкционная углеродистая качественная. Широкое применение в котлостроении, для труб и нагревательных трубопроводов различного назначения, кроме того промышленность выпускает пруток, лист. В качестве заменителя стали 20 применяют стали 15 и 25.
По требованиям к механическим свойствам выделяют пять категорий.
– I категория: сталь всех видов обработки без испытания на ударную вязкость и растяжение.
– II категория: образцы из нормализованной стали всех видов обработки размером 25 мм проходят испытания на ударную вязкость и растяжение.
– III категория: испытания на растяжение проводят на образцах из нормализованной стали, размером 26-100 мм.
– IV категория: образцы для испытаний на растяжение и ударную вязкость изготавливают из термически обработанных заготовок размером не более 100 мм. Требования третьей и четвертой категории предъявляют к калиброванной, горячекатаной и кованной качественной стали.
– V категория. Испытания механических свойств на растяжение проводят на образцах из калиброванных термически обработанных (высокоотпущенных или отожженных) или нагартованных сталей.
Химический состав стали 20: углерод (C) – 0.17-0.24 %, кремний (Si) – 0,17-0,37%, марганец (Mn) – 0,35-0,65 %;содержание меди (Cu) и никеля (Ni) допускается не более 0,25%, мышьяка (As) – не более 0,08%, серы (S) – не более 0,4%, фосфора (Р) – 0,035%.
Структура стали 20 представляет собой смесь перлита и феррита. Термическая обработка стали 20 позволяет получать структуру реечного (пакетного) мартенсита. При таких структурных преобразованиях прочность возрастает, и пластичность уменьшается. После термического упрочнения прокат из стали 20 можно использовать для изготовления метизной продукции (класс прочности 8.8).
Технологические свойства стали 20: Температура начала ковки стали 20 составляет 1280° С, окончания – 750° С, охлаждение поковки – воздушное. Сталь 20 нефлокеночувствительна и не склонна к отпускной способности. Свариваемость стали 20 не ограничена, исключая детали, подвергавшиеся химико-термической обработке. Рекомендованы способы сварки АДС, КТС, РДС, под газовой защитой и флюсом.

Сталь 20 применяют для производства малонагруженных деталей ( пальцы, оси, копиры, упоры, шестерни) , цементуемых деталей для длительной и весьма длительной службы (эксплуатация при температуре не выше 350° С) , тонких деталей, работающих на истирание. Сталь 20 без термической обработки или после нормализации используется для производства крюков кранов, вкладышей подшипников и прочих деталей для эксплуатации под давлением в температурном диапазоне от -40 до 450°С . Сталь 20 после химико-термической обработки идет на производство деталей, которым требуется высокая поверхностная прочность ( червяки, червячные пары, шестерни) . Широко применяют сталь 20 для производства трубопроводной арматуры, труб, предназначенных для паропроводов с критическими и сверхкритическими параметрами пара, бесшовных труб высокого давления, сварных профилей прямоугольного и квадратного сечения и т. д.
Термообработка стали 30ХГСА
Относится к среднелегированной конструкционной стали. Сталь 30ХГСА проходит улучшение – закалку с последующим высоким отпуском при 550-600 °С, поэтому применяется при создании улучшаемых деталей (кроме авиационных деталей это могут быть различные корпуса обшивки, оси и валы, лопатки компрессорных машин, которые эксплуатируются при 400°С, и многое другое), рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали, работающие при низких температурах.
Сталь 30ХГСА обладает хорошей выносливостью, отличными показателями ударной вязкости, высокой прочностью. Она также отличается замечательной свариваемостью.
Сварка стали 30ХГСАтоже имеет свои особенности. Она осуществляется с предварительным подогревом материала до 250-300 °С с последующим медленным охлаждением. Данная процедура очень важна, поскольку могут появиться трещины из-за чувствительности стали к резким перепадам температуры после сварки. Поэтому по завершении сварных работ горелка должна отводиться медленно, при этом осуществляя подогрев материала на расстоянии 20-40 мм от места сварки. Также, не более, чем спустя 8 часов по завершении сварки сварные узлы стали 30ХГСА нуждаются в закалке с нагревом до 880 °С с последующим высоким отпуском. Далее изделие охлаждается в масле при 20-50 °С. Отпуск осуществляется нагревом до 400 – 600 °С и охлаждением в горячей воде. Сварку же необходимо выполнять максимально быстро, дабы избежать выгорания легирующих элементов.
После прохождения термомеханической низкотемпературной обработки сталь 30ХГСА приобретает предел прочности до 2800 МПа, ударная вязкость повышается в два раза (в отличии от обычной термообработки стали 30хгса), пластичность увеличивается.
Термообработка стали 65Г
Сталь конструкционная рессорно-пружинная. Используют в промышленности пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпусы подшипников, зажимные и подающие цанги и другие детали, к которым предъявляются требования повышенной износостойкости, и детали, работающие без ударных нагрузок. (заменители: 70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2).

Термообработка стали 40
Сталь конструкционная углеродистая качественная. Использование в промышленности: трубы, поковки, крепежные детали, валы, диски, роторы, фланцы, зубчатые колеса, втулки для длительной и весьма длительной службы при температурах до 425 град.
Термообработка стали 40ХН
Сталь конструкционная легированная Используется в отраслевой в промышленности: оси, валы, шатуны, зубчатые колеса, валы экскаваторов, муфты, валы-шестерни, шпиндели, болты, рычаги, штоки, цилиндры и другие ответственные нагруженные детали, подвергающиеся вибрационным и динамическим нагрузкам, с предъявляемыми требованиями повышенной прочности и вязкости. Валки рельсобалочных и крупносортных станов для горячей прокатки металла.
Термообработка сталь 35
Сталь конструкционная углеродистая качественная. Используется в отраслевой промышленности. Это детали невысокой прочности, подвергающиеся невысокому уровню напряжения: оси, цилиндры, коленчатые валы, шатуны, шпиндели, звездочки, тяги, ободы, траверсы, валы, бандажи, диски и другие детали.
Термообработка стали 20Х13
Сталь коррозионно-стойкая жаропрочная. Используется в энергетическом машиностроении и печестроении; турбинные лопатки, болты, гайки, арматура крекинг-установок с длительным сроком службы при температурах до 500 град; сталь мартенситного класса Сталь марки 20Х13 и другие стали мартенситного класса: жаропрочные хромистые стали мартенситного класса применяют в различных энергетических установках, они работают при температуре до 600° С. Из них изготовляют роторы, диски и лопатки турбин, в последнее время их используют для кольцевых деталей больших толщин. Существует большое количество марок сталей данного класса. Общим для всех является пониженное содержание хрома, наличие молибдена, ванадия и вольфрама. Они эффективно упрочняются обычными методами термообработки, которая основана на у – a-превращении и предусматривает получение в структуре мартенсита с последующим улучшением в зависимости от требований технических условий. (заменители: 12Х13, 14Х17Н2)

