

Сортамент угловой равнополочной стали
Сортамент равнополочных уголков и ГОСТ 8509-93
Параметры одного из самых востребованных видов металлопроката – уголка стального равнополочного – определяет ГОСТ 8509-93. Использование ГОСТа при производстве такой продукции не только унифицирует ее виды, но и улучшает взаимодействие производителей и потребителей. Размеры и вес равнополочных стальных уголков, которые изготовлены в полном соответствии с нормативным документом, позволяют использовать данные характеристики для точного расчета расхода материала, что очень важно при осуществлении строительных и ремонтных работ.

Фото уголка стального равнополочного
Разновидности стальных уголков равнополочного типа
Уголок равнополочный в зависимости от способа изготовления и используемого для его производства сырья подразделяется на несколько категорий. Все геометрические параметры, а также допустимые отклонения по ним регламентируются двумя нормативными документами:
- ГОСТом 8509-93 (производство горячекатаных уголков равнополочного типа);
- ГОСТом 19771-93 (изготовление равнополочных стальных уголков, полученных методом гибки).
Ознакомиться с требованиями ГОСТ и сортаментом стальных горячекатаных и гнутых равнополочных уголков можно, скачав соответствующие документы в формате pdf по ссылкам ниже.
Отличие равнополочных и неравнополочных изделий состоит в том, что у первых полки имеют одинаковые размеры (ширину), а у вторых – разные. Горячекатаные угловые профили изготавливают по следующей технологии: раскаленную заготовку прокатывают между валами специального прокатного стана, где она, подвергаясь давлению, формируется в изделие с требуемой геометрической формой и размерами.
Для того чтобы изготовить уголок металлический гнутого типа, листовой прокат соответствующего размера сгибают на оборудовании профилегибочного типа или на трубных станах. Горячекатаные профили благодаря особенностям их производства отличаются более высокой прочностью, но и у гнутых уголков есть свои преимущества: высокая точность размеров, легкий вес, широкий сортамент.

Равнополочный уголок является востребованным материалом как в промышленном строительстве, так в частном хозяйстве
В сортаменте равнополочных уголков присутствуют изделия из:
- стали повышенной прочности;
- легированной, высоколегированной стали;
- сплавов, отличающихся повышенной жаропрочностью, жаростойкостью и устойчивостью к коррозии.
Наиболее распространенным материалом для производства гнутого уголка является также углеродистая сталь, характеристики которой должны соответствовать ГОСТу 380-94.
Основные характеристики
По таблице сортамента стальных уголков равнополочного типа можно узнать различные их параметры: массу одного погонного метра; площадь поперечного сечения профиля и другие размеры. Для вычисления массы горячекатаного или гнутого профиля плотность материала, из которого он изготовлен, принимается за 7850 кг/м 3 .
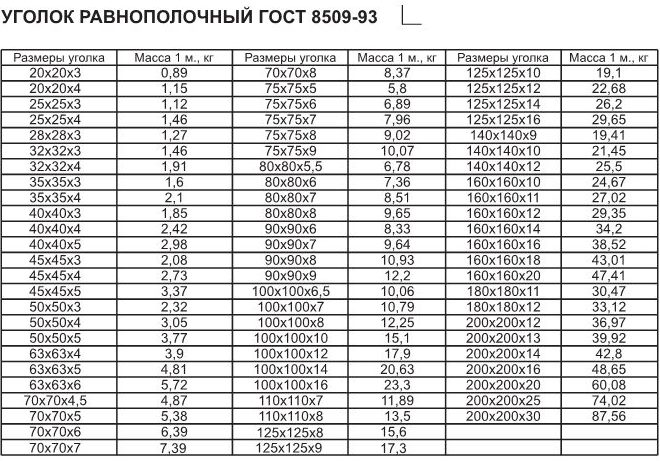
Масса погонного метра уголка равнополочного
Радиусы закругления профиля равнополочных стальных уголков, приведенные в таблице с сортаментом, не являются контролируемыми параметрами, но они необходимы для калибровки изделий. В таблице сортамента приняты следующие обозначения размеров и других параметров, которыми характеризуется уголок стальной:
- t – толщина стенок полок;
- X0, Y0 – расстояния от наружных граней полок уголка до центра его тяжести;
- R – радиус закругления;
- b – ширина полки;
- r – радиус закругления граней полок;
- I – момент инерции;
- i – радиус инерции;
- F – площадь сечения профиля;
- Ixy – момент инерции, который развивают центробежные силы.
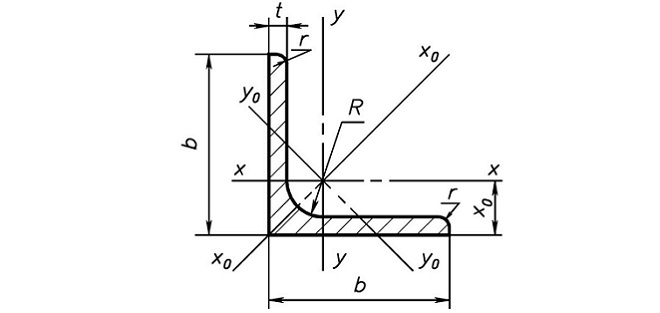
Обозначения основных геометрических параметров горячекатаного уголка. Ниже таблица сортамента данного вида металлопроката
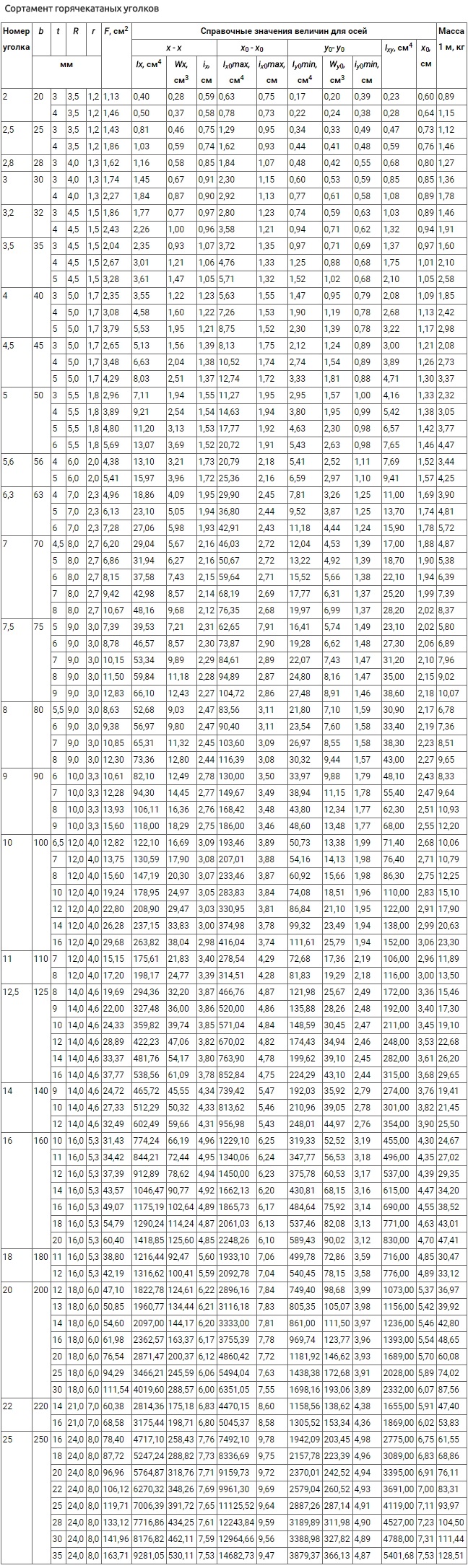
Таблица 1: Сортамент горячекатаных уголков
Равнополочные стальные уголки могут быть обычной точности (маркируются литерой «В») и повышенной (в маркировке присутствует буква «А»). ГОСТом допускаются следующие отклонения ширины полок:
- для продукции № 2–4,5 – ±1 мм;
- № 5–9 – ±1,5 мм;
- № 10–15 – ±2 мм;
- № 16–20 – ±3 мм;
- № 22–25 – ±4 мм.
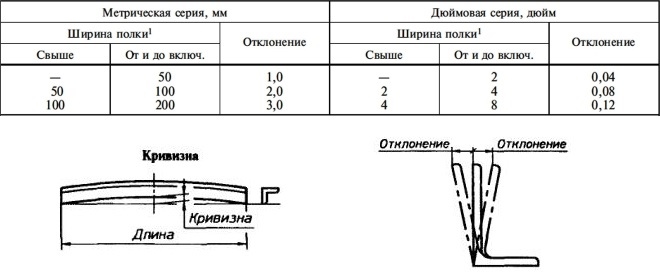
Полки уголка должны быть перпендикулярными по отношению к друг другу в пределах допусков согласно таблице
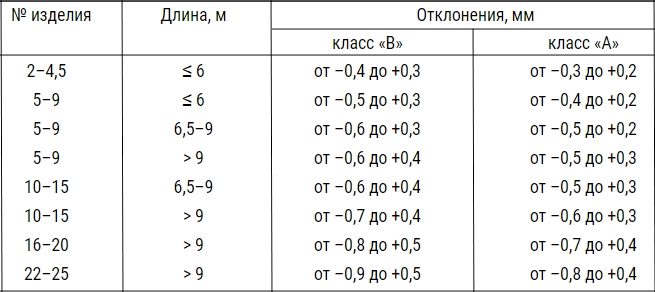
Толщина полки равнополочного стального уголка в соответствии с ГОСТом может иметь следующие отклонения, измеряемые в миллиметрах (см. таблицу).
Заказчик партии равнополочных стальных уголков может договориться с изготовителем продукции о том, что вместо допустимых отклонений по толщине стенки будет использоваться допуск на отклонения по массе изделия, который может составлять для профилей:
- № 2–7,5: от –5 до +3% (классы «А» и «В»);
- с № свыше 7,5: ±2,5% (класс «А»), от – 5 до +3% (класс «В»).
Отклонения в размерах уголка в зависимости от класса
Согласно положениям ГОСТа, стальные уголки, относящиеся к категории равнополочных, могут отпускаться заказчику длиной 3–12 м. По предварительной договоренности заказчика с производителем данная продукция может отпускаться и с длиной, превышающей 12 метров. Так, ГОСТ оговаривает возможность отпуска равнополочных стальных уголков следующих размеров в продольном направлении:
- мерной длины;
- мерной величины с включением в партию изделий немерной длины (количество таких уголков не должно превышать 5% от общего объема);
- длины, которая кратна мерной;
- длины, кратной мерной, при содержании в партии уголков немерной длины (их количество не должно превышать 5% от общего объема);
- немерной длины;
- длины, находящейся в немерном интервале.
Познавательный ролик советских времен, подробно освещающий нюансы производства сортового металлопроката.
Для длины мерных стальных уголков и изделий, длина которых кратна мерной, ГОСТ устанавливает следующие допустимые отклонения:
- не больше 4 метров – 30 мм;
- от 4 до 6 метров – 50 мм;
- свыше 6 метров – 70 мм;
- от 4 до 7 метров (по требованию заказчика) – 40 мм;
- свыше 7 метров (по предварительному согласованию с заказчиком) – 5 мм на каждый дополнительный метр изделия.
Параметры по ГОСТ 19771-93
В соответствии с ГОСТом 19771-93, стальные угловые профили изготавливают трех категорий точности:

Процесс формирования профиля гнутого стального уголка
В таблице, в которой представлен весь сортамент гнутых равнополочных уголков, указываются основные параметры таких изделий: масса 1 погонного метра, площадь сечения и др. В таблицах по сортаменту приводятся данные для стальных уголков двух категорий:
- изготовленных из обычной углеродистой стали, полуспокойной и кипящей, а также сплавов, у которых сопротивление на разрыв соответствует показателям до 460 Н/мм 2 ;
- произведенных из обычной спокойной и полуспокойной углеродистой стали и сплавов, сопротивление на разрыв у которых превышает 460 Н/мм 2 .
В таблицах, в которых приведены параметры равнополочных стальных уголков данных категорий, приняты следующие обозначения:
- S – толщина полки;
- Y0, X0 – расстояния между наружными гранями уголка и его центром тяжести;
- R – радиус закругления профиля;
- b – ширина полки;
- I – момент инерции;
- i – радиус инерции профиля;
- F – площадь сечения профиля;
- n=b-S-R/S – отношение расчетной величины свеса полки к ее толщине.
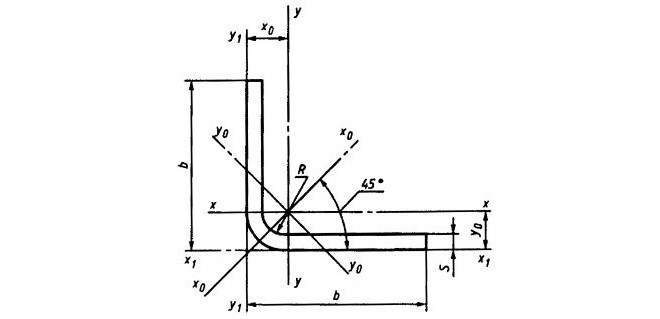
Обозначения основных геометрических параметров гнутого уголка. Ниже таблица сортамента данного вида проката
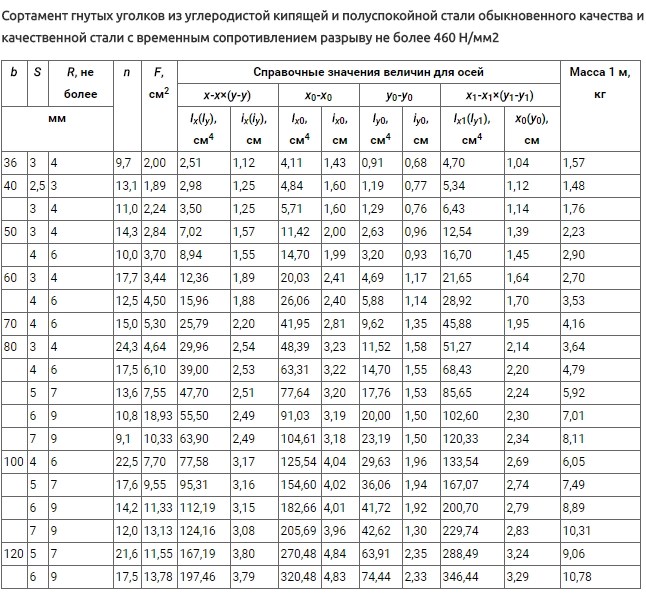
Таблица 2: Параметры уголков из кипящей и полуспокойной стали
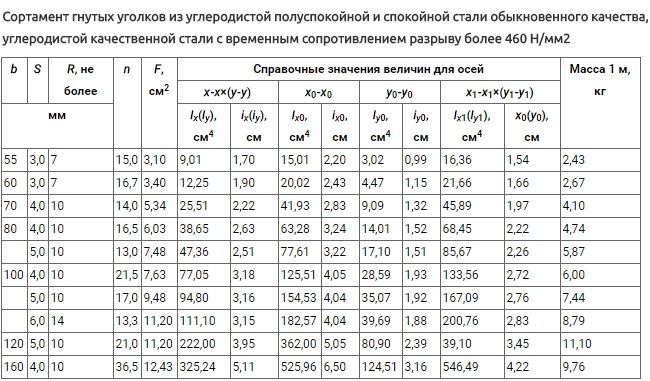
Таблица 3: Параметры и справочные величины для уголков из спокойной стали
Приведенные в таблицах значения площади сечения профиля стального равнополочного уголка, а также вес одного метра изделия рассчитаны с учетом номинальных табличных размеров (при расчетах не учтены допустимые отклонения, которые при производстве металлопродукции неизбежны). Масса одного погонного метра рассчитана с учетом того, что плотность металла, из которого выполнен уголок, равна 7850 кг/м 3 .
Ширина полок стальных уголков в зависимости от того, какой точности соответствует их профилирование, может иметь следующие отклонения:
- высокой точности (до номера 2,5): ±0,75 – ±1,5 мм;
- высокой точности (соответствующие нумерации свыше 2,5): ±1 – ±1,75 мм;
- повышенной точности: ±1,25 – ±2,5 мм;
- обычного класса точности: ±1,5 – ±3 мм.
Равнополочные стальные уголки, выпускаемые в соответствии с указанным ГОСТом, могут отпускаться заказчику следующей длины (в интервале 3–12 м):
- мерной;
- немерной;
- длины, которая кратна мерной;
- мерной, при этом в партии присутствуют изделия немерной длины, количество которых не превышает 7% от общего объема;
- кратной мерной, при этом в партии есть уголки немерной длины, но их количество составляет не больше 7% от общего объема.
Обладая демократичной ценой, горячекатаный и гнутый уголок из обычной углеродистой стали отличается хорошей сопротивляемостью нагрузкам различного типа. Такие характеристики позволяют успешно использовать эти изделия во многих сферах. Стальные уголки данного типа применяют для создания каркасных металлоконструкций различного назначения, а также с их помощью выполняют армирование бетонных конструкций.
При выборе равнополочного стального уголка следует иметь в виду, что он отличается низкой коррозионной устойчивостью. Поэтому в тех случаях, когда устойчивость создаваемой металлоконструкции к коррозии важна, такой уголок рекомендуется заменить на оцинкованные или алюминиевые изделия, которые прослужат намного дольше.
Уголок равнополочный – сортамент горячекатаной и гнутой продукции
Первые государственные стандарты начали разрабатывать в 1925 г, еще в СССР. ГОСТы не только позволяют обеспечить производство продукции определенного качества, но и, по большому счету, способствуют надежному взаимодействию между изготовителем и потребителем того или иного товара. Руководствуясь существующим стандартом сортамента равнополочного уголка, непосредственные потребители могут заранее закладывать в свои различные расчеты (технические, бухгалтерские и прочие) конкретные параметры этого проката, а производители – быть уверенными, что их металл будет востребован.
1 Виды угловой равнополочной стали
Уголок равнополочный исходя из технологии его производства и используемого для изготовления сырья делится на несколько видов, соответствующих своим определенным ГОСТам и сортаменту (ГОСТ, определяющий размеры, форму и предельные отклонения от регламентируемых параметров). При изготовлении этого фасонного металлопроката из стали применяются сортаменты двух стандартов:
- ГОСТ 8509-93 – распространяется на горячекатаные уголки;
- ГОСТ 19771-93 – на гнутые уголки, производимые на профилегибочном оборудовании из листового горячекатаного и холоднокатаного проката.

Металлопродукцию первого вида чаще всего делают из обыкновенной углеродистой стали и в соответствии с техническими условиями, которые регламентируются ГОСТом 535-2005. Марки и качество применяемой стали должны отвечать требованиям ГОСТ 380-94.
В соответствии с обоими сортаментами уголок равнополочный изготовляют двух основных категорий.

Это может быть металлопрокат, произведенный в соответствии с техническими требованиями ГОСТ 19281-89 из стали, имеющей повышенную прочность. Марки и качество сплавов регламентируются этим же стандартом. Также в соответствии с обоими сортаментами равнополочный угловой прокат производят из легированной стали согласно ГОСТ 4543-71 или высоколегированных, жаростойких, жаропрочных и коррозионно-стойких сплавов согласно ГОСТ 5632-72. Гнутый уголок согласно ГОСТ 19771-93 еще изготовляют из проката обычной углеродистой стали, соответствующей требованиям ГОСТ 380-94. Вся вышеперечисленная металлопродукция по качеству поверхности, требованиям к концам и кромкам должна отвечать техническим условиям, указанным в ГОСТ 535-2005.
2 Сортамент по ГОСТ 8509-93
Масса 1 м, размеры, справочные данные для осей и площадь сечения в поперечном разрезе равнополочного углового проката из стали должны соответствовать отраженным на рисунке ниже, а также в таблице 1. Справочные значения, площадь сечения и величина веса 1 м были рассчитаны по номинальным табличным размерам, без учета допустимых отклонений, которые неизбежны при изготовлении металлопродукции. При вычислении массы погонного метра за плотность стали принималась теоретическая величина 7850 кг/м 3 .
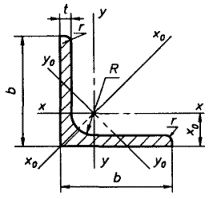
Радиусы закругления из таблицы 1 и указанные на рисунке на профиле уголка не контролируются и даны только для создания калибра. Условные обозначения:
- t – толщина полки;
- x, y – расстояния между центром тяжести уголка и наружными гранями его полок;
- R – радиус закругления уголка;
- b – ширина полки;
- r – закругление полок;
- I – момент инерции;
- F – площадь сечения;
- i – радиус инерции;
- Ixy – момент инерции центробежных сил.
По точности прокатки уголок равнополочный изготавливают двух видов: В – обычной точности; А – высокой. Допустимые отклонения ширины полок:
- для уголков № 2–4,5 – ±1 мм;
- 5–9 – ±1,5 мм;
- 10–15 – ±2 мм;
- 16–20 – ±3 мм;
- 22–25 – ±4 мм.

Отклонения толщины полки (мм):
- для уголков № 2–4,5 длиной до и 6 м класса точности В – –0,4–+0,3, А – –0,3–+0,2;
- 5–9 длиной до и 6 м точности В – –0,5–+0,3, А – –0,4–+0,2;
- 5–9 длиной 6,5–9 м точности В – –0,6–+0,3, А – –0,5–+0,2;
- 5–9 свыше 9 м точности В – –0,6–+0,4, А – –0,5–+0,3;
- 10–15 длиной 6,5–9 м точности В – –0,6–+0,4, А – –0,5–+0,3;
- 10–15 свыше 9 м точности В – –0,7–+0,4, А – –0,6–+0,3;
- 16–20 свыше 9 м точности В – –0,8–+0,5, А – –0,7–+0,4;
- 22–25 свыше 9 м точности В – –0,9–+0,5, А – –0,8–+0,4.
С согласия потребителя возможно изготовление проката, у которого отклонения по толщине заменены предельными допусками по весу:
- для уголков № 2–7,5 точности А и В – –5–+3 %;
- более 7,5 точности А – ±2,5 %, В – –5–+3 %.
Уголки производят длинами 3–12 м. Разрешается изготовление длиннее 12 м. Выпускают следующих длин: немерных; мерных; произвольных в пределах немерных; кратных мерным; мерных с немерными, количество которых не превышает от объема всей партии уголка 5 %; кратных мерным вместе с немерными, количество которых не превышает от объема всей партии 5 %.
3 Сортамент по ГОСТ 19771-93
По точности профилирования угловой прокат изготовляют: В – обычной точности; Б – повышенной; А – высокой. Поперечное сечение продукции должно соответствовать отраженному на рисунке ниже. Масса 1 метра, размеры, справочные данные для осей и площадь сечения в поперечном разрезе равнополочного гнутого углового проката должны соответствовать следующему: для продукции из полуспокойной и кипящей обычной углеродистой стали, а также качественных сплавов с сопротивлением разрыву до и включая 460 Н/мм 2 – приведенным в таблице 2; для изделий из спокойной и полуспокойной обычной углеродистой стали, а также качественных сплавов с сопротивлением разрыву свыше 460 Н/мм 2 – приведенным в таблице 3.

Обозначения к таблицам 2, 3 и рисунку:
- S – толщина полки;
- y, x – расстояния между центром тяжести уголка и наружными поверхностями его полок;
- R – радиус закругления уголка;
- b – ширина полки;
- i – радиус инерции;
- I – момент инерции;
- F – площадь сечения;

 – отношение расчетного (теоретического) свеса полки к ее толщине.
– отношение расчетного (теоретического) свеса полки к ее толщине.
Справочные значения, площадь сечения и величина веса 1 м были рассчитаны по номинальным табличным размерам, без учета допустимых отклонений, которые неизбежны при изготовлении металлопродукции. При вычислении массы погонного метра за плотность стали принималась теоретическая величина 7850 кг/м 3 .

Допустимое отклонение ширины полок исходя из точности профилирования:
- при высокой до 2,5 варьируется в границах ±0,75–±1,5 мм;
- высокой свыше 2,5 – ±1– ±1,75 мм;
- повышенной – ±1,25–±2,5 мм;
- обычной – ±1,5–±3 мм.
Уголок равнополочный производят длинами 3–12 м: кратными мерным; немерными; мерными; мерными с немерными, количество которых не превышает от объема всей партии уголка 7 %; кратными мерным вместе с немерными, количество которых не превышает от объема всей партии 7 %.
Сортамент уголков равнополочных
 Сортамент уголков равнополочных включает в себя много информации. Часть данных необходима только опытным инженерам-конструкторам, которые делают сложные расчеты. К таким характеристикам относится момент инерции и радиус инерции. Эти данные используются при выполнении расчетов.
Сортамент уголков равнополочных включает в себя много информации. Часть данных необходима только опытным инженерам-конструкторам, которые делают сложные расчеты. К таким характеристикам относится момент инерции и радиус инерции. Эти данные используются при выполнении расчетов.
Момент инерции вычисляется по сложной формуле, но гораздо проще использовать уже готовые данные, которые занесены в таблицу, чем каждый раз считать все заново. Сложные характеристики металлопроката иногда помогают подобрать нестандартное сечение и спрогнозировать его правильную работу в конструкции.
Основные параметры в сортаменте уголков равнополочных
В практическом строительстве сортамент уголков равнополочных позволяет подобрать необходимое сечение горячекатаного профиля. В частности, вентилируемые фасады зданий обычно крепятся с помощью уголков. Правильно подобрать уголок, распределить нагрузку позволяет сортамент.
С помощью сортамента можно узнать геометрические параметры равнополочного уголка, вес погонного метра, площадь поперечного сечения, геометрический центр масс, а также расположение отверстий в некоторых уголках. Согласно сортаменту уголков равнополочных, некоторые позиции имеют отверстия в одной из полок. Диаметр отверстий регламентируется сортаментом, который определяет прочность уголка. Самовольное увеличение диаметра отверстий может снизить прочностные характеристики уголка.
Конструирование из уголка включает в себя определение размеров полки, которая подходит проектному решению, подсчет длины элементы и его общего веса в ведомости расхода стали. Исходя из конструктивных соображений, принимается длина уголка, которая умножается на вес погонного метра. В результате получается вес всего изделия.
Уголок сортамент ГОСТ
Все данные сортамента уголков равнополочных отображаются согласно ГОСТ 8509-93 «Уголки стальные горячекатаные равнополочные. Сортамент» или ДСТУ 2251-93 «Кутики сталеві гарячекатані рівнополичні. Сортамент».
Для того чтобы разобраться во всех данных таблицы, давайте разберем эскиз, на котором изображены условные обозначения, которые используются в сортаменте.
 b – ширина полки;
b – ширина полки;- t – толщина полки;
- R – радиус внутреннего закругления;
- r – радиус закругления полок;
- z – расстояние от центра тяжести до наружной грани полки;
- Ix – момент инерции по оси х-х;
- Ix0 – момент инерции по оси х-х;
- Iy0 – момент инерции по оси y-y;
- ix – радиус инерции по оси х-х;
- ix0 – радиус инерции по оси х-х;
- iy0 – радиус инерции по оси y-y;
- а1 – расстояние от полки до центра первого отверстия;
- а2 – расстояние между центрами отверстий;
- dmax – максимальный диаметр отверстий.
Уголок равнополочный стальной: сортамент, ГОСТ 8509-93
Современная строительная промышленность обладает постоянным спросом на различные виды профилей, особенно равнополочного уголка. Это и понятно. Несмотря на простоту формы, в нем сочетаются такие качества как повышенная удельная прочность, удобство проведения сварных работ, низкая стоимость. Конструкции при соблюдении правил проектирования отличаются жесткостью и относительно малой массой по сравнению с тем же прутком.

Виды уголков
Равнополочный уголок представляет собой два листа одинаковой ширины, соединенных между собой под углом 90 градусов. Материалом для изготовления служат различные виды стальных и алюминиевых сплавов. Реже в изготовлении уголков используют магниевые сплавы. Уголки полностью стандартизированы. Их типоразмеры, способ производства и состав определяются соответствующими ГОСТами.
Сортамент углового профиля подразделяется исходя из следующих особенностей:
- Технология изготовления (катанные и гнутые).
- Тип применяемого материала.
Рассмотрим теперь каждый пункт более подробно.
Уголок гнутый равнополочный
Сортамент гнутого углового профиля регламентируется ГОСТ 19771-93. Его особенностью является получение требуемой формы методом гибки. Данный процесс представляет собой одну из разновидностей холодной обработки давлением. Для осуществления этой операции применяют стандартное штамповочное и прессовое оборудование.
Такой тип производства накладывает свои отпечатки на прочность и параметры уголка. Среди них стоит отметить низкую производительность гибочной линии в сравнении с прокатной. Количество получаемых метров при гибки ниже примерно в 5-8 раз в зависимости от типа модели применяемого оборудования.
Также вторым недостатком гнутых профилей является затруднительность, а в некоторых случаях невозможность получения толстостенных уголков. Значительные напряжения, возникающие при данном процессе, способствуют образованию трещин, а, следовательно, резкому снижению несущей способности уголка. Поэтому при прочих равных условиях предпочтительно получение толстостенных угловых профилей методом прокатки.
Помимо этого, уголок полученный способом гибки ограничен в длине в отличие от прокатного. Этот параметр находится в рамках размеров матрицы и не может выходить за его пределы.
Среди плюсов гибочной линии отмечается высокая универсальность. Требуется меньшее значение времени и финансовых затрат для переналадки производства уголков с другими размерами.
Также штамповочное оборудование имеет значительно меньшие габариты и, что немаловажно, стоимость по сравнению с прокатным. В силу вышесказанного выходит, что такой тип технологии изготовления больше подходит для предприятий с невысоким объемом производства.
При холодной формовке деформация металла происходит исключительно на сгибе уголка. В совокупности с отсутствием воздействия повышенных температур это положительно сказывается на общей чистоте поверхности, и соответственно внешнем виде уголков.
По причине всего вышесказанного, равнополочный гнутый уголок нашел большее применение в производстве бытовой техники, обшивки несущих конструкций и светотехнике. Также его частично можно встретить в производстве малогабаритных станков и механизмов. То есть в тех областях, где внешний вид и эстетика первостепенна и при этом не требуется большой длины уголка.
Горячекатаный стальной равнополочный уголок
Его получают методом прокатки. Сортамент размеров и прочностные характеристики регламентируются ГОСТ 8509-93.
Особенность процесса прокатки – это непрерывность, которая значительно повышает его производительность. Обратной стороной медали этого является низкая универсальность, что означает длительность переналадки оборудования на изготовление уголков с другими размерными характеристиками. Также прокатная линия значительно превосходит штамповочную по стоимости и трудоемкости по наладке оборудования.
Прокатный способ позволяет получать сортамент углового профиля практически неограниченным по длине. Длина зависит исключительно от размеров производственного помещения.
Предварительный нагрев проката позволяет применять более массивные заготовки, и соответственно, получать уголки с более толстой толщиной стенки (свыше 6 мм). Такое увеличение площади сечения способствует повышению прочности и сопротивляемости воздействию деформации.
При прокатке горячим способом происходит измельчение зернистости стали, что положительно влияет на общую жесткость уголка. Хотя стоит заметить, данные процессы несущественно повышают склонность углового профиля к образованию трещин и значительно ухудшают его внешний вид.
На основании информации изложенной выше, нетрудно догадаться, что горячекатаный уголок получил главным образом применение в изготовлении несущих элементов конструкций и промышленного оборудования. Сюда относятся различные эстакады, металлические каркасы помещений, строительные леса. Иными словами, места где требуется повышенная жесткость и отсутствуют высокие требования к внешнему виду.
Виды материалов
В зависимости от требований к массе, жесткости и внешнему виду для изготовления применяют следующие виды материалов:
Большая часть всей заготовительной промышленности (около 75%) приходится на сортаменты углового профиля, материалом которых служит углеродистая сталь обычного качества. Регламентируется данный материал ГОСТом 380-2005.
Состав углеродистых сталей состоит из железа и углерода, при небольшом (меньше 1%) присутствии марганца и кремния. Также к ним не применяются высокие требования к содержанию вредных примесей, таких как фосфор и сера. Но при всем при этом такая сталь имеет достаточную для данной сферы прочность, обрабатываемость и, что немаловажно, стоимость. Наиболее востребованной маркой в производстве металлоконструкций из данного типа сталей является Ст3.
Также часто материалом для равнополочных уголков служат строительные стали, типа С255 и С245. Их механические свойства и химический состав регулируется ГОСТ 2772-88. По сравнению с углеродистыми сталями обычного качества к ним предъявляются повышенные требования по содержанию примесей.
При наличии более высоких нагрузок применяют сортамент профилей, изготовленного из прокатных сталей повышенной прочности (ГОСТ 19281-89). Они отличаются увеличенным содержанием марганца, алюминия и кремния в своем составе.
В ответственных металлоконструкциях — мосты, кран-балки длинного пролета — применяют сортамент уголков из низколегированной прокатной стали ГОСТ 19281-89. Такие, как 15ХСНД. Они выделяются более высоким содержанием углерода, а также дополнительно легированы хромом, никелем и кремнием.
В условиях, где в большей степени предъявляются требования к эстетическим свойствам и коррозионностойкости применяют уголки на основе алюминиевых сплавов. Их изготавливают как из конструкционного алюминия, так и дюралюминия. Свойства и химический состав материала полностью описан ГОСТом 4884-76 и ГОСТом 4784-76.
Применение магниевых сплавов имеет аналогичную цель, как и алюминиевых. Но в силу высокой стоимости их использование все больше и больше становится редкостью в промышленности.
Параметры углового профиля
Основными параметрами, которые следует учитывать при выборе сортамента уголка, являются толщина и размер полки. Именно их значение в большей степени определяет площадь сечения, от которого в свою очередь зависит прочность конструкции.
Недостаточно жесткий уголок под воздействием нагрузок деформируется, что приводит если не к полной, то, как правило, к частичной потери работоспособности конструкции. Повышенный запас прочности также нежелателен по причине неэффективности использования металла: завышенный вес и стоимость конструкции.
Также не менее важными параметрами являются:
- Радиус скругления между полками. Чем больше его значение, тем лучше для механических характеристик уголка по причине нахождения здесь повышенных напряжений. Именно в этом месте появляются первичные следы разрушения.
- Радиус скругления граней полок необходим для снижения концентрации напряжения.
- Момент и радиус инерции — эти параметры необходимы для определения максимальной нагрузки, которую способен выдержать уголок. Они характеризуют устойчивость непосредственно геометрии профиля сопротивляться воздействию деформации. Данные параметры указаны в специальных таблицах стандартного сортамента.
- Длина профиля. Изделия поставляют длиной от 3 до 12 метров, но по предварительной договоренности поставщика и заказчика они могут поставляться и большими размерами.


Обозначения из таблицы:
- t – толщина стенок полок;
- X0, Y0 – расстояния от наружных граней полок уголка до центра его тяжести;
- R – радиус закругления;
- b – ширина полки;
- r – радиус закругления граней полок;
- I – момент инерции;
- i – радиус инерции;
- F – площадь сечения профиля;
- Ixy – момент инерции, который развивают центробежные силы.
Маркировка
По ГОСТ 19771-93 профили изготавливают трех категорий:
Обозначение определенного сортамента выглядит следующим образом:
Уголок (Б-40х40х4 ГОСТ 8509-93)/(Ст.3сп ГОСТ 535-98), где
- Буква «Б» обозначает повышенную точность проката. Буква «А» на этом месте будет значить высокую точность.
- 40х40х4 – размеры и толщина полок. ГОСТ 8509 показывает нам, что уголок изготовлен методом прокатки.
Ст.3сп указывает тип материала, применяемого в производстве профиля.
ГОСТ 535-98 регулирует химический состав этого материала.

