

Структура стали после высокого отпуска
Отпуск стали
Закаленная сталь очень твердая, но она хрупкая, у нее низкая пластичность и большие внутренние напряжения. В таком состоянии изделие не работоспособно, не надежно в эксплуатации. Поэтому для уменьшения внутренних напряжений и повышения пластичности после закалки всегда следует еще одна операция термической обработки, которая называется отпуск.
Отпуск – заключительная термическая операция, состоящая в нагреве закаленного сплава ниже температуры фазового превращения (для углеродистой стали это ниже температуры Ас1), выдержке и охлаждении на воздухе. Целью отпуска является получение более равновесной структуры, снятие внутренних напряжений, повышение вязкости и пластичности, создание требуемого комплекса эксплуатационных свойств стали.
Различают три вида отпуска.
1. Низкий отпуск углеродистой стали проводят при температуре 150-200 0 С. При этом из мартенсита выделяется часть избыточного углерода с образованием мельчайших карбидных частиц. Но поскольку скорость диффузии здесь еще мала, некоторая часть углерода в мартенсите остается.
Целью низкого отпуска является снижение внутренних напряжений и некоторое уменьшение хрупкости при сохранении высокой твердости, прочности и износостойкости изделий. Структура стали в результате низкого отпуска представляет собой мартенсит отпуска или мартенсит отпуска и вторичный цементит. Закалке и низкому отпуску подвергают режущий и мерительный инструмент, а так же изделия, которые должны обладать высокой твердостью и износостойкостью (например, штампы для холодной штамповки или валки прокатных станов). Закалке и низкому отпуску подвергают стали с 0,7 – 1,3 %С.
2. Средний отпуск проводят при температуре 350 – 450 0 С. При этом из мартенсита уже выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональные искажения кристаллической решетки железа снимаются, она становится кубической. Мартенсит превращается в феррито-цементитную смесь с очень мелкими, в виде иголочек, частицами цементита, которая называется трооститом отпуска.
При этом происходит некоторое снижение твердости при значительном увеличении предела упругости и улучшения сопротивляемости действию ударных нагрузок. Закалку и средний отпуск проводят для пружин, рессор, ударного инструмента. Средний отпуск применяют для стали с содержанием углерода 0,5–0,65%.
3. Высокий отпуск проводят для среднеуглеродистых сталей с содержанием углерода 0,3 – 0,45%. Он заключается в нагреве закаленной стали до температуры 550 – 650 0 С. Цель высокого отпуск – достижение оптимального сочетания прочности, пластичности и вязкости. Структура стали после закалки и высокого отпуска – сорбит отпуска (мелкая смесь феррита и зернистого цементита, более крупного по сравнению с цементитом троостита отпуска). Термическая обработка, состоящая из закалки и последующего высокого отпуска, является основным видом термической обработки изделий из конструкционных сталей, подвергающихся в процессе эксплуатации действию высоких напряжений и ударных, часто знакопеременных нагрузок. Закалку с последующим высоким отпуском называют улучшением.
Время выдержки при низком отпуске составляет от 1 до 10-15 часов, так как при таких низких температурах диффузия углерода идет медленно. Для среднего и высокого отпуска обычно достаточно 1-2 часа. Для дисков газовых и паровых турбин, валов, цельнокованых роторов в теплоэнергетике требуется до 8 часов, потому что их структура должна быть максимально стабильной.
Изменение механических характеристик углеродистой стали при отпуске показано на рис. 43.
Рис.43. Изменение механических свойств стали при отпуске
Таким образом, с повышением температуры и продолжительности отпуска увеличиваются пластические свойства стали, но снижаются ее твердость и прочность. В практике термической обработки стали режим отпуска назначают в соответствии с требуемыми свойствами, которые определяются условиями работы детали.
Отпускная хрупкость.
Отпускной хрупкостью называют резкое падение ударной вязкости при отпуске при определенных температурах.
Различают два вида отпускной хрупкости – низко температурную и высоко температурную. Первая развивается в температурном интервале 250-4000С. Ее называют необратимой или отпускной хрупкостью первого рода. Ударная вязкость закаленной стали после отпуска в этом интервале меньше, чем после отпуска ниже 2500С (рис. 44).
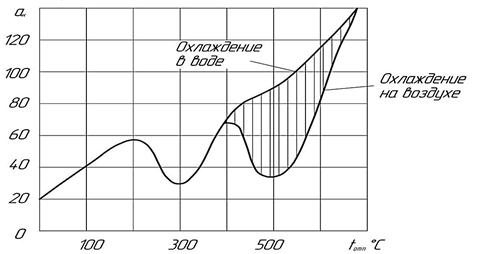
Рис. 44. Зависимость ударной вязкости от температуры отпуска
Если охрупченную сталь, отпущенную при 250-400 0 С, отпустить при более высоких температурах для перевода в вязкое состояние, то повторный отпуск в интервале 250-400 0 С не возвращает сталь в хрупкое состояние. Поэтому такую отпускную хрупкость называют необратимой.
Необратимая отпускная хрупкость в большей или меньшей степени свойственна всем сталям и не зависит от скорости охлаждения с температур отпуска. Ее причину связывают с неоднородным выделением карбидов по границам зерен при распаде мартенсита.
Второй провал на кривой ударной вязкости приходится на интервал температур отпуска примерно 450-600 0 С при медленном охлаждении (рис.44). При этом быстрое охлаждение с температур высокого отпуска, например в воде, предотвращает развитие отпускной хрупкости. Если же сталь вновь нагреть в этот интервал и медленно охладить, то отпускная хрупкость возвращается. Новый нагрев выше 600 0 С с быстрым охлаждением устраняет хрупкость и т.д. Поэтому это явление называют обратимой или отпускной хрупкостью второго рода.
Развитие отпускной хрупкости второго рода связывают с повышенной концентрацией фосфора на границах зерен. Наиболее широко используемые легирующие элементы – хром, никель, марганец усиливают эффект обратимой хрупкости, а введение молибдена и вольфрама уменьшают его. Особенно сильно на снижение склонности к отпускной хрупкости влияет молибден при введении его в сталь более 0,2%.
Отпуск закаленной стали. Структура и свойства закаленной стали после отпуска
Отпуск закаленных углеродистых сталей
Образующийся при закалке стали мартенсит, представляет собой неустойчивую структуру, характеризующуюся высокой твёрдостью, хрупкостью и высоким уровнем внутренних напряжений. По этой причине закалённую сталь обязательно подвергать отпуску.
Отпуском называют термическую операцию, заключающуюся в нагреве закалённой стали до температур, не превышающих точку Аc1 (т.е. не выше линии PSK), выдержке и последующем охлаждении чаще всего на воздухе. Отпуск является окончательной операцией термической обработки, в результате которой сталь получает требуемые механические свойства. Кроме того, отпуск частично или полностью устраняет внутренние напряжения, возникшие при закалке.
Окончательные свойства стали в большей степени зависят от температуры отпуска. Различают три вида отпуска стали в зависимости от температуры нагрева.
Низкий (низкотемпературный отпуск) проводят при температурах не выше 250. 300°С. При таких температурах происходит частичное обезуглероживание мартенсита и выделение из него некоторого количества избыточного углерода в виде частиц е – карбида железа. Образующаяся структура, состоящая из частичного обезуглероженного мартенсита и е-карбидов, называется отпущенным мартенситом. Выход некоторого количества углерода из решетки мартенсита способствует уменьшению её искажения и снижению внутренних напряжений. При таком отпуске несколько повышается прочность и вязкость без заметного снижения твёрдости. В целом изменение свойств при низком отпуске незначительно. Так закалённая сталь с содержанием углерода 0,5. 1,3 % после низкого отпуска сохраняет твёрдость в пределах 58. 63 HRC, а следовательно, обладает высокой износостойкостью. Однако такая сталь не выдерживает значительных динамических нагрузок.
Низкому отпуску подвергают режущий и мерительный инструмент из углеродистых и низколегированных сталей, работающий без значительного разогрева рабочей части, а такие детали, прошедшие поверхностную закалку или цементацию. Цель такого отпуска – некоторое снижение внутренних напряжений.
Средний (средне-температурный) отпуск выполняют при температурах 350. 500°С и применяют преимущественно для рессор, пружин, некоторых видов штампов. При таких температурах происходит дальнейшее обезуглероживание мартенсита, приводящее к его превращению в обычный а-раствор,т.е. в феррит. Одновременно происходит карбидное превращение по схеме; Fe2C ® Fе3С,
В результате образуется феррито-цементитная смесь, называемая троститом отпуска. Наблюдается снижение твёрдости до величины 40. 50 HRC, а также снижение внутренних напряжений.
Такой отпуск обеспечивает высокий предел упругости и предел выносливости, что позволяет применять его для различных упругих элементов.
Высокий(высокотемпературный) отпуск проводят при 500. 600°С. Структурные изменения при таких температурах заключаются в укрупнении (коагуляции) частиц цементита. В результате этого образуется феррито-цементитная смесь, называемая сорбитом отпуска. Также, как и
тростит отпуска, эта структура характеризуется зернистым строением в отличии от пластинчатых структур тростита и сорбита закалки. Твёрдость стали после высокого отпуска снижается до 25. 35 HRC, Однако уровень прочности при этом ещё достаточно высок , В то же время обеспечивается повышенная пластичность и особенно ударная вязкость, практически полностью снимаются внутренние напряжения,, возникшие при закалке.
Таким образом, высокий отпуск на сорбит обеспечивает наилучший комплекс механических свойств, позволяющий применять его для деталей, работающих в условиях динамических нагрузок. Такой же отпуск рекомендуется для деталей машин из легированных сталей, работающих при повышенных температурах.
Термическую обработку, состоящую из закалки на мартенсит и последующего высокого отпуска на сорбит, называют термическим улучшением. Вообще термическому улучшению подвергают детали из среднеуглеродистых (0,3. 0,5%С) конструкционных сталей, к которым предъявляют высокие требования по пределу текучести, пределу выносливости и ударной вязкости. Однако износостойкость улучшенной стали вследствие её” пониженной твёрдости невысока.
Скорость охлаждения после отпуска оказывает большое влияние на величину остаточных напряжений. Чем медленнее охлаждение, тем меньше остаточные напряжения. Так охлаждение на воздухе даёт напряжения в 7 раз меньше, а охлаждение в масле в 2,5 раза меньше по сравнению с охлаждением в воде. По этой причине изделия сложной формы во избежание их деформации после отпуска следует охлаждать медленно (на воздухе), а детали из некоторых легированных сталей, склонных к отпускной хрупкости, рекомендуется охлаждать в масле (иногда даже в воде).
Легирующие элементы, входящие в состав легированных сталей, особенно такие, как Мо5 W, Cr, Ti, V и Si, сильно тормозят диффузионные процессы, происходящие при отпуске закалённой стали. Поэтому после отпуска при одинаковой температуре легированная сталь сохраняет более высокую твёрдость и прочность. Это делает легированные стали более теплостойкими, способными работать при повышенных температурах.
Поверхностная закалка ТВЧ.
Многие ответственные детали работают на истирание и одновременно подвергаются действию ударных нагрузок. Такие детали должны иметь высокую поверхностную твердость, хорошую износостойкость и в то же время не быть хрупкими, т. е. не разрушаться под действием ударов.
Высокая твердость поверхности деталей при сохранении вязкой и прочной сердцевины достигается методом поверхностной закалки.
Из современных методов поверхностной закалки наибольшее распространение в машиностроении находят следующие: закалка при нагреве токами высокой частоты (ТВЧ); пламенная закалка и закалка в электролите.
Выбор того или иного метода поверхностной закалки обусловливается технологической и экономической целесообразностью.
Закалка при нагреве токами высокой частоты. Такой метод является одним из самых высокопроизводительных методов поверхностного упрочнения металлов. Открытие этого метода и разработка его технологических основ принадлежит талантливому русскому ученому B. П. Вологдину.
Высокочастотный нагрев основан на следующем явлении. При прохождении переменного электрического тока высокой частоты по медному индуктору вокруг последнего образуется магнитное поле, которое проникает в стальную деталь, находящуюся в индукторе, и индуктирует в ней вихревые токи Фуко. Эти токи и вызывают нагрев металла.
Особенностью нагрева ТВЧ является то, что индуктируемые в стали вихревые токи распределяются по сечению детали не равномерно, а оттесняются к поверхности. Неравномерное распределение вихревых токов приводит к неравномерному ее нагреву: поверхностные слои очень быстро нагреваются до высоких температур, а сердцевина или совсем не нагревается или нагревается незначительно благодаря теплопроводности стали. Толщина слоя, по которому проходит ток, называется глубиной проникновения и обозначается буквой δ.
Толщина слоя в основном зависит от частоты переменного тока, удельного сопротивления металла и магнитной проницаемости. Эту зависимость определяют по формуле
δ = 5,03-10 4 корень из (ρ/μν) мм,
где ρ – удельное электрическое сопротивление, ом мм 2 /м;
μ, – магнитная проницаемость, гс/э;
Из формулы видно, что с увеличением частоты глубина проникновения индукционных токов уменьшается. Ток высокой частоты для индукционного нагрева деталей получают от генераторов.
При выборе частоты тока, кроме нагреваемого слоя, необходимо учитывать форму и размеры детали с тем, чтобы получить высокое качество поверхностной закалки и экономно использовать электрическую энергию высокочастотных установок.
Большое значение для качественного нагрева деталей имеют медные индукторы.
Наиболее распространены индукторы, имеющие с внутренней стороны систему мелких отверстий, через которые подается охлаждающая вода. Такой индуктор является одновременно нагревательным и охлаждающим устройством. Как только помещенная в индуктор деталь нагреется до заданной температуры, ток автоматически отключится и из отверстий индуктора поступит вода и спреером (водяным душем) охладит поверхность детали.
Детали можно также нагревать в индукторах, не имеющих душирующих устройств. В таких индукторах детали после нагрева сбрасываются в закалочный бак.
Закалка ТВЧ в основном производится одновременным и непрерывно-последовательным способами. При одновременном способе закаливаемая деталь вращается внутри неподвижного индуктора, ширина которого равна закаливаемому участку. Когда заданное время нагрева истекает, реле времени отключает ток от генератора, а другое реле, сблокированное с первым, включает подачу воды, которая небольшими, но сильными струями вырывается из отверстий индуктора и охлаждает деталь.
При непрерывно-последовательном способе деталь неподвижна, а вдоль нее перемещается индуктор. В этом случае проипоследовательный нагреве закаливаемого участка детали, после чего участок попадает под струю воды душирующего устройства, расположенного на некотором расстоянии от индуктора.
Плоские детали закаливают в петлевых и зигзагообразных индукторах, а зубчатые колеса с мелким модулем – в кольцевых индукторах одновременным способом. Макроструктура закаленного слоя мелкомодульного зубчатого колеса автомобиля, изготовленного из стали марки ППЗ-55 (сталь пониженной прокаливаемости). Микроструктура закаленного слоя представляет собой мелкоигольчатый мартенсит.
Твердость поверхностного слоя деталей, закаленных при нагреве ТВЧ, получается на 3-4 единицы HRC выше, чем твердость при обычной объемной закалке.
Для повышения прочности сердцевины детали перед закалкой ТВЧподвергают улучшению или нормализации.
Применение нагрева ТВЧ для поверхностной закалки машинных деталей и инструмента позволяет резко сократить продолжительность технологического процесса термической обработки. Кроме того, этот метод дает возможность изготовлять для закалки деталей механизированные и автоматизированные агрегаты, которые устанавливаются в общем потоке механообрабатывающих цехов. В результате этого отпадает необходимость транспортирования деталей в специальные термические цехи и обеспечивается ритмичная работа поточных линий и сборочных конвейеров
Структура стали после закалки и отпуска
Сталь после закалки: структура и свойства
Сталь в обычном виде – довольно мягкий и податливый к обработке металл. Особая прочность некоторым маркам (это так называемые стали обыкновенного качества, производимые согласно требованиям ГОСТ 380) и не требуется: тех показателей, что были получены после выплавки, вполне хватает, например, канализационным люкам или оградительным решёткам. Но есть категории сталей – конструкционные и инструментальные, которым изначальных прочностных показателей мало. Их надлежит подвергать термической обработке. Основным её видом считается закалка.

Закалка: сущность операции
Как известно, любая сталь представляет собой твёрдый раствор углерода в основной структуре α-железа. При этом марка определяет процентное содержание углерода (например, марка «сталь 65» означает, что в её составе содержится 0,65% С, сталь У13 содержит около 1,3% С, и так далее). Однако этот элемент – довольно химически активный, поэтому в процессе выплавки (при 1600…2000 °С) он активно связывается железом, образуя в результате цементит Fe3C. Всё остальное представляет собой феррит – достаточно мягкую структурную составляющую. Большое количество феррита в малоуглеродистых сталях обуславливает их повышенную пластичность, причём даже в холодном состоянии. Это не касается сталей:
- легированных (они производятся согласно требованиям ГОСТ 4543);
- подшипниковых по ГОСТ 801;
- рессорно-пружинных по ГОСТ 2052 и ГОСТ 14959;
- всех типов инструментальных, как легированных, так и нелегированных.
Чтобы понять эффективность закалки, необходимо обратиться к структуре стали после выплавки и последующей горячей прокатки на необходимый профиль – полосу, пруток или специальный профиль (уголок, швеллер и т.п.).
Любая сталь имеет кристаллическую структуру, которую составляет бесконечное множество кристаллов. Если лить сталь с последующим охлаждением расплава, то эти кристаллы превращаются в многогранные образования, называемые зёрнами. Поскольку при этом происходит активное насыщение кислородом, между смежными кристаллами возникают пустоты, которые в процессе охлаждения слитка постепенно заполняются серой, фосфором и прочими легкоплавкими неметаллическими включениями. Это не только снижает пластичность (фосфор и сера – весьма хрупкие химические элементы), но и способствует появлению весьма грубых скоплений зёрен, что делает металл неравномерным по своей плотности. Обрабатывать такие изделия невозможно – слиток начнёт раскалываться. Поэтому сразу после выплавки выполняется прокатка, в ходе которой исходные дефекты залечиваются, и структура становится более однородной. Соответственно, увеличивается плотность, а также исчезают поверхностные трещины.

Температура заготовки в зависимости от цвета при нагреве
Пластическая деформация положительно влияет только на макроструктуру. За изменение микроструктуры отвечает закалка – совокупность технологических методов термической обработки, суть которых состоит в увеличении прочностных показателей стали. Смысл закалки заключается в том, чтобы зафиксировать ряд высокотемпературных составляющих микроструктуры (придающих стали стойкость) для обычных условий эксплуатации изделий. Соответственно, сталь, не изменяя своего химического состава, резко повысит уровень своих некоторых механических характеристик:
- предела временного сопротивления σв, МПа;
- предела текучести σт, МПа;
- предела усталости σи, МПа;
- твёрдости по Бринеллю HB или Роквеллу НRC.
При этом некоторые показатели – в частности, ударная вязкость, относительное удлинение, – после закалки становятся ниже. Если это критично с точки зрения последующей эксплуатационной стойкости детали (а в большинстве случаев так и происходит), то правильно после её закалки выполнить ряд дополнительных операций: отпуск, старение и др.
Температурные изменения в структуре
Закалка проводится весьма часто для продукции, изготовленной из качественных конструкционных сталей, содержащих более 0,4% С, и практически всегда – для конструкционных легированных сталей, поскольку именно для них обычно и предъявляются повышенные прочностные требования.
Выбор режима закалки зависит от предназначения детали. Наиболее распространены следующие технологии:
- Термообработка малоуглеродистых конструкционных сталей (менее 0,2% С), для которых необходимо сочетание поверхностной твёрдости с достаточно вязкой сердцевиной. В этом случае сначала выполняют цементацию — насыщение поверхности дополнительным количеством углерода, а уже потом сталь закаливают;
- Термообработка среднеуглеродистых сталей с 0,3…0,6% С. Они применяются для производства ответственных машиностроительных изделий сложной формы, которые работают в условиях знакопеременных нагрузок. Нормализация всегда выполняется после закалки;
- Химико-термическая обработка, которая выполняется относительно высоколегированных сталей, где глубинные слои могут оставаться вязкими. Основные варианты исполнения такой обработки – цианирование, нитридирование, сульфурирование – производятся также после закалки.

3 формы кристаллов железа в сверхвысокоуглеродистой стали
Все конструкционные стали относятся к виду доэвтектоидных: процентное содержание углерода в них не превышает 0,8%. В структуре стали после закалки в зависисмотси от условий нагрева имеются следующие составляющие:
- В диапазоне температур до 723 °С – феррит и перлит (перлит представляет собой механическую смесь феррита и цементита, куда подмешиваются и карбиды легирующих элементов).
- Выше этой температуры и до 850…900 °С– смесь феррита с аустенитом, причём область устойчивого существования структуры зависит от процента углерода, и постепенно снижается от диапазона 950…723 °С до 0.
- Ниже этой температурной линии структура является уже чисто аустенитной.
Для отображения динамики структурных изменений в конструкционных сталях при их нагреве широко применяется известная диаграмма «железо-углерод», по которой устанавливают режимы закалки и последующего отпуска. Часто тут же приводятся и фотографии структурных составляющих.
Режимы закалки
Поскольку при закалке растут не только прочностные характеристики, но и хрупкость, технология правильного ведения процесса состоит в том, чтобы, с одной стороны, зафиксировать так можно большее количество остающегося аустенита, а другой стороны, снизить негативные проявления таких изменений. Особенно это важно для деталей сложной формы, где уже имеются концентраторы напряжений.
Задача решается ускоренным охлаждением деталей, нагретых выше температуры аустенитного превращения на 30…50 °С, с последующим отпуском. В качестве охлаждающей среды используется вода или масло, а итогом такого охлаждения является появление в микроструктуре мартенсита – пересыщенного твёрдого раствора углерода в железе. Мартенсит — значительно более твердая структура, с иным типом кристаллической решётки и игольчатой структурой кристаллов. Он считается так называемой метастабильной фазой, которая в обычных условиях существовать не может.
Закалка подразделяется на следующие виды:
- Изотермическую, при которой выполняется непрерывное охлаждение в масле, либо в расплавах солей хлоридов бария и натрия. В результате аустенитное превращение протекает полностью, а в закалённом продукте исключаются трещинообразование и коробление. Изотермическая закалка и отпуск обязательны для конструкций сложной формы и значительных габаритных размеров.
- Ступенчатую, при которой после закалки в ванне до окончания мартенситного превращения и выравнивания температурных перепадов по всему сечению, продукцию извлекают из закалочной ёмкости, и в дальнейшем охлаждают уже на спокойном воздухе.
- Сквозную, применяемую для деталей небольших размеров. В результате получается наивысшая равномерность механических свойств.

Три вида отпуска после закалки
Особенности закалки инструментальных сталей заключаются в том, что они работают при гораздо повышенных эксплуатационных нагрузках: например, для тяжелонагруженного инструмента они достигают 3000…3500 МПа. Поэтому крайне важно обеспечить удовлетворительное сочетание всех прочностных параметров. Принципиальным отличием всех режимов закалки инструментальных сталей является обязательность отпуска непосредственно после закалки.
Наилучший результат дают следующие режимы закалки:
- Изотермическая.
- Закалка с самопроизвольным отпуском, при которой нагретую деталь кратковременно извлекают из охлаждающей среды (масла), очищают от образовавшейся плёнки окислов, после чего вновь опускают в масляную ванну.
- Чистая, при которой нагрев ведут в печах с контролируемой атмосферой, свободной от окислов.
- Светлая, когда продукция нагревается в щелочных расплавах.
Нагрев под закалку проводят преимущественно в электропечах или в газовых печах, атмосфера которых содержит инертный газ. Так обеспечивается качество и полнота мартенситного превращения, исключаются неравномерность свойств и поверхностные дефекты.
3 вида отпуска стали для улучшения её качеств
Характерным примером финальной обработки металла является отпуск стали. Он представляет собой нагрев детали на определенное время с медленным остыванием. Это помогает устранить внутренние дефекты сплава, которые негативно влияют на устойчивость, прочность, пластичность. Но какие дефекты помогает устранить этот способ термической обработки? Можно ли выполнить отпуск стали в домашних условиях? Правда ли, что в случае неправильного нагрева можно ухудшить физические свойства металла?

Описание процесса
Отпуск стали (ОС) — это разновидность термической обработки, при которой происходит постепенный нагрев металла с последующим его остыванием. В большинстве случаев отпускную процедуру выполняют на заключительном этапе сразу же после закалки. ОС может выполняться как до, так и после формирования детали из стального полуфабриката. Позволяет устранить внутренние напряжения внутри металла, которые негативно влияют на его физическую структуру, свойства.
Внутренние напряжения на химическом уровне — это нарушения кристаллической структуры металла. Из-за них происходит неравномерное распределение углерода, легирующих добавок по металлическому сплаву. Отпуск позволяет перераспределить эти элементы более равномерно. Это улучшает физико-химические свойства материала (пластичность, прочность, сохранение формы, химическая инертность). Нагрев осуществляется с помощью специальных печей в защитной среде (масляные, селитровые или щелочные ванны). Способ охлаждения деталей после нагрева — воздушный (обычно) или жидкостной (редко).
Качество отпуска стали зависит от следующих физических параметров термической процедуры:
- Температура нагрева. ОС может выполняться при температурах от 100 до 700 градусов, а чем выше будет температура нагрева, тем выше лучше будет качество обработки. Объясняется эта зависимость тем, что при более высоких температурах происходит более глубокое изменение структуры кристаллической решетки. В основном за счет процессов полигонизации, рекристаллизации.
- Длительность нагрева. Длительность ОС обычно составляет от 1 до 3 часов, хотя существуют и более длительные форматы. Все основные процессы в материале проходят в первые 20-40 минут. Дополнительная выдержка нужна для равномерного распределения атомов углерода, железа, легирующих добавок по всей толщине материала.
- Скорость остывания. Здесь правило предельно простое — чем медленнее будет проходить остывание, тем выше будет качество материала. Чтобы замедлить остывание, металлурги используют различные уловки, хитрости. Главная хитрость — это помещение материала в масляную, селитровую или щелочную среду, которая замедляет остывание материала. Теоретически остывание можно выполнять и без применения жидкостных сред, однако скорость остывания будет высокой, что негативно скажется на качестве ОС.

Виды отпуска стали
Главный технический параметр ОС — это температура нагрева. Различают 3 типа ОС — высокий, средний и низкий. Конечно, высокотемпературный отпуск является оптимальным средством обработки, поскольку чем выше температура нагрева, тем более активно будет происходить рекристаллизация металла. Однако низко- и среднетемпературные способы обработки также имеют практическую пользу, которую не стоит недооценивать. Ниже мы рассмотрим каждый тип ОС по отдельности.
Высокий
Высокий отпуск стали — это вариант отпускной обработки при температуре от 500 до 700 градусов. Данный способ является самым эффективным, поскольку при таком нагреве происходит полигонизация и рекристаллизация материала, что позволяет устранить все напряжения внутри металла. Обычно длится от 2 до 3 часов. В случае обработки сложных конструкций рекомендованное время может увеличиваться до 6 часов.
Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому методика не годится для обработки деталей, которые во время эксплуатации будут испытывать сверхвысокую нагрузку. Высокотемпературная методика распространяется на все виды стали, однако обратите внимание, что в случае некоторых легированных сплавов во время обработки может возникнуть так называемая обратимая высокотемпературная хрупкость.
Средний
Основная особенность среднего отпуска — активная диффузия углерода без полигонизации и рекристаллизации сплава. В случае среднетемпературной обработки улучшается упругость материала, повышается его релаксационная стойкость. Температура отпуска стали в данном случае находится в пределах от 350 до 500 градусов. Средний срок проведения обработки — 2-4 часа. Оптимальная среда — маслянистая или щелочная. Средняя обработка хорошо подходит для прочных деталей сложной формы — рессоры, пружины, ударные конструкции. Однако на практике данная технология используется редко в связи с рядом ограничений:
- В температурной диапазоне от 250 до 300 градусов находится так называемый островок хрупкости первого рода, которого следует избегать. Одновременно с этим при температуре выше 500 градусов находится другой островок хрупкости второго рода (его тоже рекомендуется избегать). Об особенностях этих островков мы расскажем ниже. А небольшое отклонение температуры в большую или меньшую сторону во время отпуска может привести к фатальным последствиям.
- Методика не имеет преимуществ в сравнении с альтернативными технологиями (низкой и высокой). Одновременно с этим слабые печи для обработки обычно не могут нагревать рабочую среду до таких температур, а более сильные печи могут нагреваться до более высоких температур, что неудобно с практической точки зрения.

Низкий
Низкий отпуск стали — методика обработки стального сплава или изделия, при которой нагрев осуществляется до температуры от 100 до 250 градусов. Срок обработки обычно составляет 1-3 часа в зависимости от типа детали, ее габаритов. Во время низкотемпературной обработки происходит диффузия частиц углеродистых компонентов без полигонизации и рекристаллизации атомной решетки. Это позволяет повысить некоторые физические характеристики материала — прочность, пластичность, твердость, химическую инертность.
Низкий отпуск — универсальная технология, однако по факту ее применяют в основном для отпуска изделий из низколегированных и высокоуглеродистых сталей (ножи, посуда, простые детали). Также нужно избегать нагрева материала выше температуры 250 градусов (в противном случае он попадет в островок хрупкости первого рода, что чревато необратимой порчей металла).
Сводная таблица
Обработка инструментальных сплавов
Высокий, средний и низкий отпуск стали годятся только для температурной обработки сплавов, содержащих менее 0,7% углерода. Для сплавов с более высоким содержанием углерода (их называют инструментальными) используются другие способы. Рассмотрим основные технологии:
- Не рекомендуется делать отпуск быстрорежущих инструментальных сплавов, поскольку они содержат молибден, кобальт, вольфрам, ванадий. Эти элементы устойчивы к нагреву, поэтому они не меняют своих физико-химических свойств при отпускном нагреве. Вместо отпуска рекомендуется делать многоступенчатую закалку: для этого материал поэтапно нагревается до 800, 1050 и 1200 градусов — после этого выполняется резкое охлаждение сплава в масляной среде.
- Обработку обычных инструментальных сплавов рекомендуется выполнять в два этапа. Сначала происходит закалка материала в расплавах солей при температуре 450-500 градусов. После этого выполняется второй этап — двойной отпуск при температуре 550-600 градусов (не более 1 часа). Обратите внимание, что при нагреве инструментальных сплавов возможность возникновения отпускной способности второго рода исключается.

Что такое отпускная хрупкость
Отпускная температура влияет на качество обработки — чем выше будет температура, тем выше будет качество обработки. Однако ученые-металлурги установили, что это правило имеет 2 исключения, когда повышение температуры приводит не к улучшению, а к ухудшению качества материала. Эти два исключения на практике часто называют островками отпускной хрупкости. К счастью, было придумано несколько эффективных, безопасных способов обойти эти островки, поэтому проблема отпускной способности не является значимой в современной металлургии. Рассмотрим каждый из островков по отдельности + узнаем о том, как их обойти.
Необратимая низкотемпературная хрупкость
Другое название — хрупкость первого рода. Возникает при длительной обработке материала при температуре от 250 до 300 градусов, а распространяется данная хрупкость на все типы стальных сплавов. Объяснение феномена: при нагреве в данном температурном диапазоне углерод начинает активно распределяться по поверхности кристаллической решетки. Однако распределение углерода происходит крайне неравномерно — это приводит к нарушению кристаллической структуры металла, что приводит к серьезному повышению хрупкости. Как ясно из названия, данная хрупкость является необратимой (то есть островки сохраняют стабильность в течение неограниченного времени, а испорченный материал годится только на переплавку). Методика борьбы с данной хрупкостью тривиальна — нужно использовать либо низкую, либо среднюю термическую обработку — но не «промежуточную» между ними.
Обратимая высокотемпературная хрупкость
Другое название — хрупкость второго рода. Возникает только при комбинации сразу трех факторов одновременно. Первый фактор — металл нагревается выше температуры 500 градусов (то есть данная хрупкость характерна для высокой отпускной обработки). Второй фактор — сталь является легированным сплавом с высоким содержанием хрома, марганца или никеля. Третий фактор — очень низкая скорость остывания. Объяснение феномена: при комбинации трех факторов также происходит неравномерное распределение атомов углерода, хрома, марганца и никеля, что приводит к нарушению кристаллической решетки сплава. Существует много способов борьбы с данной хрупкостью — рассмотрим два из них:
- Способ №1: после образования хрупкости происходит повторный нагрев материала до заданной температуры — только нагрев осуществляется в масляной среде, а охлаждение металла после отпуска осуществляется очень быстро.
- Способ №2: во время отпускной обработки в сплав дополнительно вносится вольфрам (около 1% от общей массы) либо молибден (0,3-0,4%) — после этого выполняется высокий отпуск по стандартной технологии.

Можно ли выполнить отпуск стали в домашних условиях?
Чаще все термообработка распространяется на различные простые детали, домашнюю утварь — ножи, вилки, металлические чашки, детали автомобилей и так далее. Однако домашняя металлургия обладает множеством ограничений, о которых простой человек может не знать. Рассмотрим основные проблемы, с которым может столкнуться человек во время отпуска стали в домашних условиях:
- Большинство домашних печей не могут выполнить нагрев до высоких температур. Поэтому в домашних условиях можно сделать только низкий или средний отпуск. Теоретически можно попытаться переоборудовать или «усилить» свою печь, чтобы повысить температуру нагрева, однако сделать это человеку без опыта будет сложно.
- Для проведения термической обработки необходимо использовать защитную среду (масло, щелочи, селитра). Но каждое вещество имеет свои температурные особенности. Простой пример: соединения на основе селитры могут взрываться при нагреве до высоких температур, что может быть опасно для жизни, здоровья домашнего металлурга.
- Выполнение отпуска без применения защитной среды может быть фатально для самого металла. Дело в том, что без использования защитной среды металл будет остывать быстро, что может повлиять на качестве стали (повышение хрупкости, образования изгибов, пластическая деформация, появление ржавчины).
- Также не стоит забывать о низкотемпературной хрупкости первого рода (от 250 до 300 градусов). В случае неправильного температурного режима из-за нее может серьезно пострадать качество металла вплоть до полного разрушения сплава.
Заключение
Подведем итоги. Отпуск стали — это технологическая процедура, которая заключается в нагреве металла до определенной температуры с последующим остыванием в защитной среде. Эта обработка позволяет улучшить качество металла — повышение прочности, нормализация пластичности, улучшение физико-химических свойств материала. В зависимости от температуры различают несколько типов отпуска — высокий, средний, низкий. Высокотемпературная обработка — оптимальна, поскольку она позволяет выполнить не только диффузию углерода, но и рекристаллизацию, полигонизации материала.
Низкотемпературная технология подходит для обработки простых деталей, низкокачественных сплавов. Инструментальные стальные сплавы (с большим содержанием углерода) не подходят для стандартного отпуска — вместо него рекомендуется делать многоступенчатую закалку. Во время обработки нужно избегать островков отпускной хрупкости, которые могут серьезно ухудшить свойства стали.
Используемая литература и источники:
- Техминимум отжигальщика на томильных и отжигательных печах / М.М. Эфрос. — М.: Главная редакция литературы по черной металлургии
- Основы технологии автоматизированных машиностроительных производств: моногр. / А.В. Скворцов, А.Г. Схиртладзе. — М.: Высшая школа, 2010
- Статья на Википедии

