

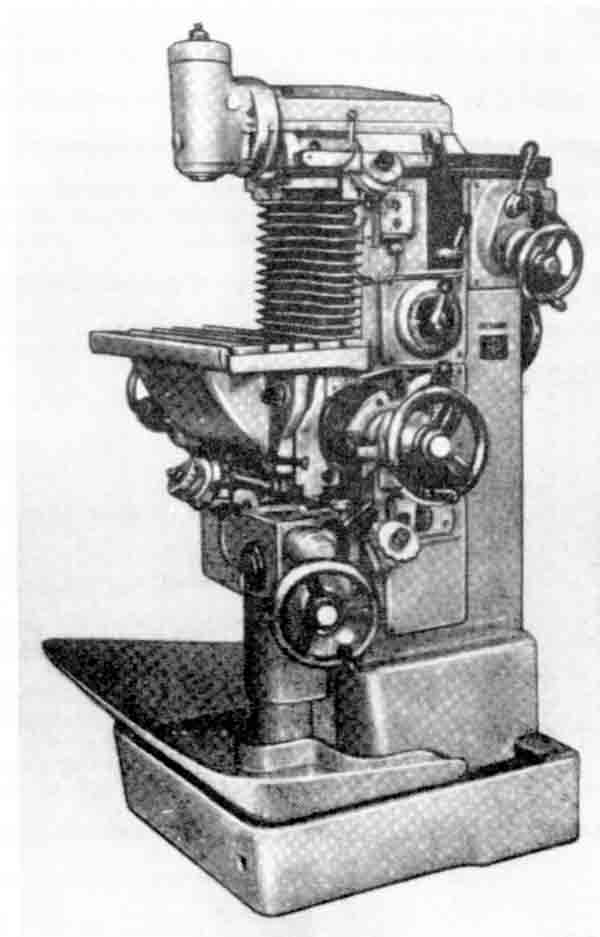
6В75 универсально фрезерный станок
6В75 универсально фрезерный станок

Станок в основном предназначен для чистовых фрезерных работ, а также позволяет производить .расточные работы. Особо пригоден в инструментальных цехах.
Кинематическая схема

Привод станка осуществляется от электродвигателя типа А41-4 мощностью N=1,7 кВт и числом оборотов n = 1420 об/мин.
Движение от электродвигателя передается при помощи клиноременной передачи на приемный вал коробки скоростей.
Отсюда движение передается в двух направлениях:
на горизонтальный и вертикальный шпиндели
на коробку подач и дальше на суппорт и горизонтальные салазки
Станина

Станина станка состоит из двух основных частей: постамента 1 и станины 2.
Постамент станка пустотелый, одновременно служит резервуаром для охлаждающей жидкости.
Станина станка имеет коробчатое сечение. В верхней внутренней части станины смонтирована коробка скоростей 3, которая позволяет сообщать горизонтальному и вертикальному шпинделям по 6 различных чисел оборотов.
В нижней внутренней части помещена коробка подач 4, которая позволяет сообщать суппорту 5 и горизонтальным салазкам 6 также по 6 различных подач.
На валу 7 смонтировано предохранительное устройство шарикового типа, .которое предохраняет цепь подач от перегрузки.
Регулировка поджатая пружины предохранительного устройства производится с помощью гайки 8.
В самом низу станины 2, в специальной нише, расположено электрооборудование станка.
На верхней части станины в горизонтальных направляющих перемещается бабка 9 горизонтального шпинделя 10.
По вертикальным направляющим станины перемещается суппорт 5.
На задней часта станины внизу крепится кронштейн 11, ;на котором устанавливается электродвигатель привода станка.
Суппорт
Суппорт служит для продольного и вертикального ‘перемещения обрабатываемых изделий как вручную, так и механическим путем.
Ручная подача осуществляется непосредственно маховичками 12 и 13.
Механическая подача осуществляется от вала 7, получающего вращение от коробки подач.

Величина механической подачи устанавливается с помощью рукояток 2 (черт. 3), а управление суппортом и горизонтальными салазками прбизводится рукояткой 3 (черт. 3).
Для автоматического отключения продольной механической подачи предусмотрены конечные упоры 15 (черт. 3) и передвижные упоры 16 (черт. 3), с помощью которых можно регулировать величину хода салазок.
Для автоматического отключения вертикальной подачи также предусмотрены конечные упоры 17 (черт. 3) и передвижные упоры 18 (черт. 3), с помощью которых можно регулировать величину хода суппорта.
Точное перемещение суппорта и салазок производится соответственно с помощью лимбов 19 и 20 (черт.-З).
Для особо точных работ используются индикатор и мерительные плитки.
Для установки индикатора предусмотрен специальный зажим 21 (черт. 3).
Мерительные плитки устанавливаются на специальную полочку 22 (черт. 3), ограниченную упором 23 (черт. 3).
При появлении осевого люфта в маточной гайке 18 последний может компенсироваться, по мере надобности, специальной гайкой 19.
Угловой универсальный стол

Угловой универсальный стол служит для обработки деталей, обрабатываемые поверхности которых расположены наклонно относительно их базовой плоскости.
Угловой универсальный стол состоит из .плиты 1, на которую крепится угольник 2, на угольник крепится консоль 3, а на консоль—стол рабочий 4.
Конструкция стола позволяет производить:
а) наклоны стола относительно вертикальной и горизонтальной осей станка;
б) поворот рабочего стола в горизонтальной или наклонно расположенной плоскостях.
Установка стола в различных положениях, а также поворот его осуществляется вручную при ослабленных болтах 5, 6, 7.
Отсчет угла наклона стола относительно горизонтальной плоскости определяется «по шкалам, нанесенным на основании стола и угольнике.
Круглый стол

Круглый стол применяется во всех (случаях, когда требуется выполнение работ, связанных с делением или обработкой поверхностей по определенным радиусам.
На основании 1 устанавливается стол 2, который крепится на основании с помощью червячной шестерни 3 и винтов 4.
Вращение стола производится рукояткой 5, которая насажена на конец червяка 6.
Крепление стола -на основании производится двумя рукоятками 7.
Отсчет угла поворота стола производится по шкале стола с помощью указателя 8.
Для более точного отсчета величины угла поворота стала имеется лимб 9, цена одного деления которого равна 1 минуте, и нониус на эксцентриковой втулке 10, цена одного деления которого равна 5 секундам.
Крепление эксцентриковой втулки в основании производится с «помощью винта 11.
Для предохранения лимба от проворачивания служит винт 12.
Тиски параллельные

Для крепления мелких деталей на станке в качестве универсального приспособления применяются параллельные тиски.
Они состоят из круга поворотного 1, на который устанавливается основание 2.
Зажим изделия производится между неподвижной губкой 3 и подвижной губкой 4 с помощью винта 5 и маточной гайки 6, укрепленной в основании губки.
Поворотный круг позволяет производить поворот основания на 360°.
Отсчет поворота основания производится но шкале, нанесенной на цилиндрической части поворотного круга.
При работах, не связанных с поворотом изделия, для придания тискам большей жесткости рекомендуется тиски устанавливать без поворотного круга. В этом случае крепление основания к станку производится с помощью двух болтов, которые вводятся в прорези 7.
Делительная головка

Делительная головка предназначена:
а) для непосредственного деления посредством диска 1, закрепленного на шпинделе головки;
б) для косвенного деления при помощи комплекта делительных дисков 2, которые устанавливаются на валу червяка;
в) для деления это градусам, пользуясь шкалой 3 и нониусом с точностью отсчета 2 минуты.
При непосредственном делении червяк 4 должен быть выведен из зацепления с шестерней 5. Вывод червяка из зацепления осуществляется поворотом эксцентриковой втулки за гайку 6.
При косвенном делении червяк должен быть включен и закреплен рукояткой 7. Деление ‘производится вращением рукоятки 8, а отсчет деления осуществляется по гнездам дисков фиксатором 9.
После каждого поворота шпинделя в процессе деления, он должен быть закреплен в корпусе головки рукояткой 10. Регулировка осевого зазора между червяком и втулкой осуществляется гайками 11. При этом необходимо предварительно снять рукоятку 8 и отвернуть гайку 6.
Осевой и радиальный зазоры шпинделя регулируются гайками 12.
Электрическая схема

Питание от сети подается на вводной пакетный выключатель «ВП|». При включении выключателя «ВП1» напряжение подается на контакты «К» магнитного пускателя и на трансформатор «ТР», при этом загорается сигнальная лампа «ЛС»—сеть включена.
Нажатием кнопки «Пуск» через контакты «К» магнитного пускателя включается в работу электродвигатель «ГМ». При этом катушка пускателя получает питание по цепи: «Л32»—«К»—«6», «СТОП»— «5»—«ПУСК»—«Л 12»-
Когда кнопка «ПУСК» отпущена, катушка пускателя продолжает получать питание через свой блок-контакт, который шунтирует пусковую кнопку.
Включение электродвигателя «2М» возможно только после пуска электродвигателя «1М» с помощью пакетного выключателя «ВП2».
Останов станка осуществляется нажатием кнопки «СТОП».
Электродвигатели «1М» и «2М» защищены от токов короткого замыкания плавкими предохранителями «1П».
Питание на светильник местного освещения подается от трансформатора посредством включения выключателя «В».
Трансформатор защищен от токов короткого замыкания плавким предохранителем «2П».
Фрезерный станок СФ-676 широкоуниверсальный инструментальный

Фрезерный станок CФ676 – это универсальный станок, который применяют в инструментальных и ремонтных цехах на предприятиях машиностроения. В основном используется для мелкосерийного и индивидуального вида производства.
Широкоуниверсальный станок СФ676 позволяет выполнять всевозможные фрезерные работы. Помимо этого, он пригоден для разметочных, расточных, сверлильных и других подобных работ. На нем можно обрабатывать детали самых сложных конфигураций с необычайной точностью, благодаря тому, что на станке возможно использовать огромное разнообразие инструментов и приспособлений.
Используя CФ676 вы максимально снижаете вспомогательное время, обрабатываете детали экономично и эффективно. Все это благодаря техническим характеристикам аппарата, ряда оборотов, подач и режимов резания.


Основные технические данные
Основная спецификация широкоуниверсального фрезерного станка СФ676:
- Коробка скоростей — 751001
- Коробка подач — 752001
- Суппорт — 763001
- Шпиндельная бабка — 766К001. Конус 7:24 40 (35,45); КМ4 (2,3) по требованию Заказчика.
- Станина — 767001
- Электрооборудование — 67690000
- Комплект инструмента и принадлежностей — 7680000
- Головка вертикальная (съемный узел) — 764К001. Конус 7:24 40 (35,45); КМ4 (2,3) по требованию Заказчика.
- Стол угловой горизонтальный (съемный узел) — 7681К001
- Освещение LED 24V – 3 светодиода CL;
- Маслостанция типа Y-6 с коллектором на 8 регулируемых дозаторов;
- Защита направляющих оси Z (комплектующие ПО Техмаш).
Дополнительная спецификация широкоуниверсального фрезерного станка СФ676:
- Блок цифровой индикации с прямой системой отсчета на координаты X, Yили X,Y,Z (комплектующие ОАО СКБ ИС);
- Освещение герметичное LED 24V – 5 светодиодов CL;
- Маслостанция типа Y-8 с коллектором на 8 регулируемых дозаторов;
- Съемные горизонтальные столы с пазами по требования Заказчика;
- Хобота с серьгами под специальную продукцию;
- ВФГ 764К001 с различными конусами.
Станок широкоуниверсальный инструментальный фрезерный 6Т75
Назначение станка по металлу 6Т75
Станок предназначен для горизонтального фрезерования изделий цилиндрическими, дисковыми и фасонными, вертикально-торцевыми, концевыми и шпоночными фрезами. На станке могут выполняться, также, сверлильные, расточные и долбежные работы
Технические характеристики станка 6Т75
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок широкоуниверсальный инструментальный фрезерный 6Т75 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 6Т75 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию – Станок широкоуниверсальный инструментальный фрезерный 6Т75 составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок широкоуниверсальный инструментальный фрезерный 6Т75 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок широкоуниверсальный инструментальный фрезерный 6Т75 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Широкоуниверсальный фрезерный станок модели 6Б75В: Методические указания к лабораторной работе по курсу «Металлорежущие станки»
Страницы работы




Фрагмент текста работы
Санкт-Петербургский Институт машиностроения
Кафедра «Резание, станки и инструмент»
Широкоуниверсальный ФРЕЗЕРНЫЙ СТАНОК
МОДЕЛИ 6Б75В
Методические указания к лабораторной работе по курсу
Для студентов технологического факультета всех форм обучения
Широкоуниверсальный фрезерный станок модели 6Б75В. Методические указания к лабораторной работе для студентов технологического факультета всех форм обучения. Содержат описание станка, его технические характеристики и компоновку, устройство основных узлов, описание кинематической схемы и кинематических цепей, настраиваемых при обработке деталей различных видов.
Составители: асс. А.В.Никитин
к.т.н., доц. В.П.Оленичев
Рецензент: к.т.н., проф. Е.П.Калинин
Методические указания обсуждены на заседании кафедры «Резание, станки и инструменты» апреля 2006 г. Протокол № .
Зав. кафедрой РСИ д.т.н., проф. Д.В.Васильков
Методические указания одобрены методическим советом технологического факультета мая 2006г. Протокол № .
Председатель учебно-методической комиссии технологического факультета
к.т.н., доц. А.М.Александров
1. Назначение и область применения станка
Станок 6Б75В является широкоуниверсальным фрезерным станком, предназначен для выполнения разнообразных фрезерных работ (фрезерование плоскостей, пазов, уступов, некруглых отверстий, фрезерование фасонных поверхностей фасонными фрезами и т.п.) в различных плоскостях и под различными углами наклона в широком диапазоне режимов резания. Кроме того, наличие горизонтального и вертикального шпинделей и при использовании большого числа принадлежностей и приспособлений позволяет проводить на станке дополнительные работы: сверлильные, расточные, долбежные, шлифовальные, зуборезные, фрезерование винтовых канавок, нанесение рисок.
2. Устройство станка
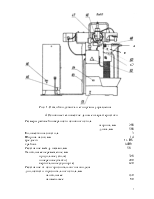
Общий вид станка с обозначением основных узлов и составных частей изображен на рис. 1. На рис.1 обозначены:
А – Стол
В – Бабка шпиндельная
З – Головка вертикальная
И – Пульт управления
1, 3. Упоры отключения механической вертикальной подачи суппорта
2. Маховик ручного перемещения суппорта в вертикальном направлении
4. Рукоятка зажима суппорта в вертикальном направлении
5. Маховик ручного продольного перемещения основного стола
7. Рукоятка зажима шпиндельной бабки
8. Маховик ручного перемещения шпиндельной бабки
9. Упоры отключения механической подачи шпиндельной бабки
10. Выключатель местного освещения
11. Болты зажима серьги
12. Диск набора частоты вращения шпинделя
15. Рукоятка включения частоты вращения шпинделя
17. Рукоятка переключения диапазона частот вращения шпинделя
20. Переключатель направления вращения шпинделя
21. Включение насоса охлаждения
23. Автоматический выключатель
24. Переключатель диапазона подач
26. Упоры отключения механической продольной подачи стола
27. Рукоятка перемещения гильзы вертикальной головки
29. Зажим инструмента в вертикальном шпинделе
30. Упор величины перемещения гильзы вертикальной головки
31. Кнопка перемещения стола влево
32. Кнопка перемещения шпиндельной бабки вперед
34. Кнопка «Пуск шпинделя»
35. Кнопка ускоренных перемещений стола, суппорта и хобота
36. Кнопка перемещения шпиндельной бабки назад
37. Кнопка перемещения стола вправо
38. Кнопка перемещения суппорта вверх
39. Кнопка перемещения суппорта вниз
40. Кнопка «Все стоп»
41. Кнопка «Стоп подачи»
42. Рукоятка зажима стола в продольном направлении
47. Рукоятка зажима гильзы вертикальной головки
49. Фиксатор вертикальной головки в нерабочем положении
60. Регулятор величин поперечных, продольных и вертикальных подач в верх- нем диапазоне
61. Регулятор величин поперечных, продольных и вертикальных подач в нижнем диапазоне
66. Кнопка обеспечения зацепления шестерен коробки скоростей
67. Винт зажима суппорта
3. Общая компоновка станка
Станок состоит из основных узлов, обозначения которых даны на рис.1.
На чугунном основании станины Д закреплена колонна, на которой установлены все узлы станка. По горизонтальным направляющим станины перемещается хобот Б, в котором находятся шпиндельная бабка В коробка скоростей и горизонтальный шпиндель. С одной стороны к хоботу прикреплен электродвигатель привода главного движения, с другой – имеется фланец для установки вертикальной головки З.
По вертикальным направляющим колонны перемещается суппорт Е, по направляющим которого перемещается стол А .
Пульт управления станком И установлен на верхней части колонны.
Бак охлаждения с электронасосом размещен в основании станины.
Электроаппаратура управления станком расположена в отдельном шкафу

