

Частота вращения шпинделя фрезерного станка
MoscowShpindel.ru
Наши товары
Информация
Какая может быть частота вращения шпинделя?
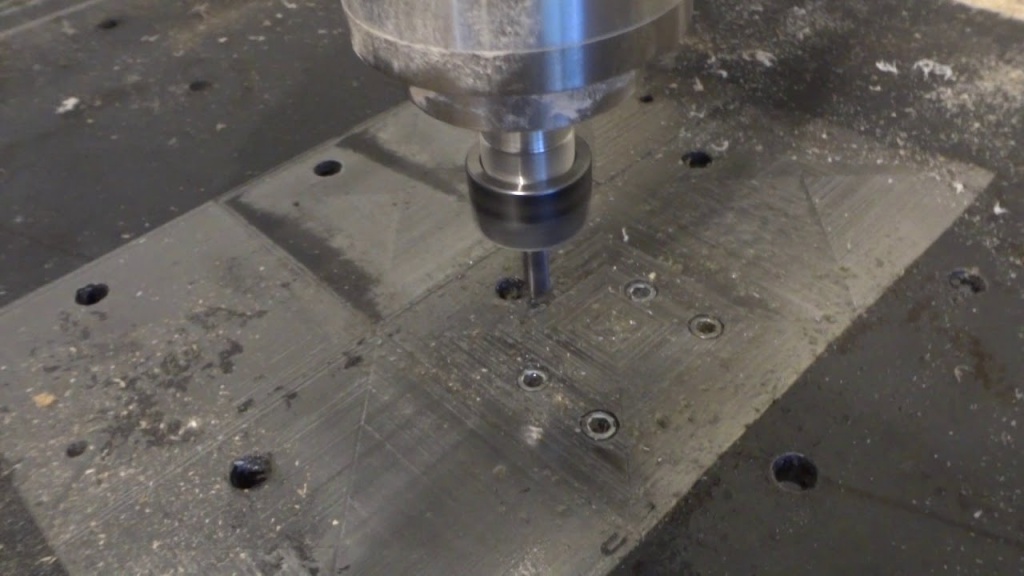
Шпинделем принято называть вращающуюся часть станка, фрезерного или токарного. Если рассматривать токарный станок, то на шпинделе, в патроне закрепляется заготовка, а если рассматривать фрезерный – то вращается фреза. Так как размеры заготовок и фрез могут очень отличаться друг от друга, то и обороты шпинделя могут варьироваться в очень больших пределах.
Напомним, что определяющим параметром для расчета скорости вращения шпинделя, является скорость резания, из чего следует что чем больше размер заготовки для токарной обработки и чем больше диаметр фрезы, тем меньшие требуются обороты. Для токарных станков характерны обороты от 100 и менее до 3000 об/мин, которые сравнительно легко получить, используя самые обычные асинхронные двигатели вместе с коробкой передач или преобразователем частоты.
То же касается и обычных вертикальных фрезерных станков, у которых обороты редко превышают 3000…5000 об/мин, так как они в основной своей массе предназначены для силового фрезерования фрезами крупного диаметра.
По-иному обстоит дело для шпинделей современных обрабатывающих центров и более простых портальных фрезерных станков, а также гравировальных машин. Недавно появившаяся технология высокоскоростной обработки материалов получила массовое распространение ввиду появления приемлемых по цене высокоскоростных шпинделей.
Основной целью, к которой стремятся производители высокоскоростных шпинделей и станков является повышение производительности операций фрезерования, и в особенности фрезерования мелким инструментом с диаметром меньше 3мм.
Рассмотрим основные категории высокоскоростных шпинделей, которые встречаются на фрезерных станках:
- шпиндели высокой мощности от 5 кВт и более: применяются в основном на обрабатывающих центрах или крупных станках, имеют диапазон оборотов до 12000…18000 об/мин и предназначены для высокопроизводительной обработки, в том числе труднообрабатываемых материалов.
- шпиндели средней мощности 1.5…5 кВт: применяются на среднеразмерных портальных фрезерных станках. Такие станки чаще всего применяют для резки различного рода пластиков, дерева и мягких металлов. Верхний диапазон оборотов этих шпинделей лежит в диапазоне 18000…24000 об/мин.
- шпиндели малой мощности 0.8 кВт и менее: применяются на малоразмерных фрезерных и гравировальных станках, а также на сверлильных станках для производства печатных плат. Верхний предел оборотов таких шпинделей доходит до 40000 об/мин, а для некоторых моделей – до 60000…70000 об/мин.
Выше мы рассмотрели шпиндели, построенные на основе асинхронной трехфазной машины и классических подшипниках. Дальнейший рост скорости вращения в такой схеме затруднен ввиду наличия механического трения и конечной точности изготовления подшипников. Поэтому на самых высококлассных шпинделях используют газодинамические подшипники, питаемые сжатым воздухом. Также существуют модели шпинделей построенных на основе воздушной турбины. Шпиндели такой конструкции при правильной эксплуатации исключительно надежны и имеют долгий срок службы.
Однако вернемся к шпинделям, построенным на основе асинхронной машины. Асинхронный двигатель имеет один существенный недостаток – невозможность работы на частотах значительно ниже номинальной. С понижением частоты вращения падает и выходной момент шпинделя. Хотя современные преобразователи и могут улучшить ситуацию, принципиально изменить ее нельзя. Ситуацию осложняет специфическое применение асинхронного двигателя в качестве шпинделя, так как обычно пониженные обороты нужны для вращения крупного инструмента, которому требуется как раз более высокий момент.
Практические значения нижней границы оборотов лежат в диапазоне 20…30% от максимальных заявленных оборотов шпинделя, они сильно зависят от выполняемой задачи и нагрузки на двигатель. Также заметим, что заявленные максимальные обороты не являются физическим пределом. Все высокоскоростные шпиндели можно легко разгонять до 120% от номинальных оборотов и даже выше, но при этом следует помнить, что ресурс подшипников может резко снизиться.
Резюмируя все вышеизложенное можно сказать, что не существует универсального шпинделя с большим диапазоном оборотов. Правильно подобрать размер, мощность и максимальные обороты шпинделя можно лишь четко обозначив задачу, для решения которой он будет использоваться.
Определить расчетную частоту вращения шпинделя
Определение режимов резания
При основных видах лезвийной обработки
Лабораторная работа № 9
Основные понятия
Режимы резания
При назначении элементов режимов резания учитывают характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования.
Элементы режима резания обычно устанавливают в следующем порядке:
Глубина резания t: при черновой (предварительной обработке) назначают по возможности максимальную t, равную всему припуску на обработку или большей части его; при чистовой (окончательной) обработке – в зависимости от требований точности размеров и шероховатости обработанной поверхности.
Подача S: при черновой обработке выбирают максимально возможную подачу, исходя из жесткости и прочности системы СПИД, мощности привода станка, прочности твердосплавной пластинки и других ограничивающих факторов; при чистовой обработке – в зависимости от требуемой степени точности и шероховатости обработанной поверхности.
Скорость резания V рассчитывают по эмпирическим формулам, установленным для каждого вида обработки.
Стойкость Т – период работы инструмента до затупления, приводимый для различных видов обработки.
Сила резания. Под силой резания обычно подразумевают ее главную составляющую Рz, определяющую расходуемую на резание мощность Ne и крутящий момент на шпинделе станка. Силовые зависимости рассчитывают по эмпирическим формулам, значения коэффициентов и показателей степени в которых для различных видов обработки приведены в соответствующих таблицах.
Определение режимов резания
При точении
Определим режимы резания для чернового наружного точения цилиндрической поверхности на токарном станке в следующей последовательности:
1.2.1. Определить глубину резания t, мм:
 , (9.1)
, (9.1)
где D – диаметр заготовки, мм;
d – диаметр детали, мм;
i – число проходов.
1.2.2. Назначить подачу S, мм/об, в зависимости от вида
обработки, режима обработки (черновой, чистовой),
жесткости системы СПИД и др. факторов, согласно
таблицы 9.1 приложения Д.
Выбирают модель токарного станка, на котором будет выполняться точение, и корректируют значение выбранной подачи S по паспортным данным этого станка.
2.2.3. Рассчитать теоретическую скорость резания VД, м/мин, допускаемую режущим инструментом по формуле:
 , (9.2)
, (9.2)
где Т – стойкость инструмента, при одноинструментальной
обработке принимают в пределах 30÷60 мин;
Сv ,m, х, у – коэффициенты, значения которых определяются
по таблице 9.2 приложения Д.
t – глубина резания, мм;
Кv – поправочный коэффициент, который определяется
 , (9.3)
, (9.3)
где Kmv – коэффициент, учитывающий влияние материала
заготовки, определяется по таблице 9.3
Knv – коэффициент, учитывающий состояние поверхности
– для чугунной заготовки Knv=0,8;
Kиv – коэффициент, учитывающий влияние материала
инструмента, определяется по таблице 9.5
Определить расчетную частоту вращения шпинделя
 (9.4)
(9.4)
где VД – действительная скорость резания, рассчитанная по
формуле (9.2), м/мин;
D – диаметр заготовки, мм;
Найденную расчетную частоту вращения шпинделя nр скорректировать по паспорту станка, выбранного ранее: принять частоту вращения шпинделя n, имеющуюся на станке, ближайшую меньшую или большую, если она не превышает 5% от полученной nр.
1.2.5. Рассчитать фактическую скорость резания V,м/мин,
по выбранной частоте вращения шпинделя n:
 , (9.5)
, (9.5)
где D – диаметр заготовки, мм;
n – частота вращения шпинделя, имеющаяся на станке,мин -1 .
1.2.6. Рассчитать составляющую силы резания Рz, Н,
(рис.9.1) по формуле:
 , (9.6)
, (9.6)
где t – глубина резания, мм;
V – фактическая скорость резания, м/мин;
Сp ,n, х, у – коэффициенты, значения которых определяются
по таблице 9.6 приложения Д.
Кp – поправочный коэффициент, который определяется
 , (9.7)
, (9.7)
где Kmp – поправочный коэффициент, который определяется
по таблице 9.7 приложения Д;
Kφp,Kγp,– коэффициенты, учитывающий влияние
Kλp, Krp геометрических параметров режущей части
инструмента, определяются по таблице 9.8

Рисунок 9.1. Силы, действующие на резец при точении
1.2.7. Определить мощность резания Np, кВт, по формуле:
 , (9.8)
, (9.8)
где Pz – составляющая силы резания, Н;
V – фактическая скорость резания, м/мин.
Полученное значение мощности резания Np сравнивнить с мощностью электродвигателя выбранного станка N, с учетом
коэффициента полезного действия электродвигателя h:
 (9.9)
(9.9)
В случае если не выполняется условие (9.9), необходимо перейти к меньшему значению частоты вращения шпинделя n и повторно выполнить расчеты, начиная с пункта 1.2.4.
1.2.8. Рассчитатт крутящий момент для осуществления процесса резания Мкр, кН×мм:
 , (9.10)
, (9.10)
крутящий момент на шпинделе станка Мст, кН×мм:
 , (9.11)
, (9.11)
где Pz – составляющая силы резания, Н;
D – диаметр заготовки, мм;
N, η – мощностью электродвигателя выбранного станка и
n – частота вращения шпинделя, имеющаяся на станке,мин -1 .
1.2.9. Определить основное время Т, мин:
 , (9.12)
, (9.12)
где i – число проходов;
L – расчетная длина обрабатываемой поверхности
 , (9.13)
, (9.13)
где  – длина обрабатываемой поверхности, мм;
– длина обрабатываемой поверхности, мм;
 – длина пути врезания резца, мм:
– длина пути врезания резца, мм:
 , (j – главный угол резца в плане);
, (j – главный угол резца в плане);
 – длина перебега резца, мм: =1÷3.
– длина перебега резца, мм: =1÷3.
Скорость вращения шпинделя и подачи фрезерно-гравировального станка с ЧПУ: как её выбрать?

При составлении технологической карты токарной или фрезерной обработки специалисту нужно найти оптимальный баланс между производительностью станка и требованиями к чистоте поверхности готовой детали. Основные параметры, на которые он может повлиять — это частота вращения шпинделя и скорость подачи. Выбор режимов обработки проводится расчетным или опытным путем.
Сложность работы на портальных фрезерно-гравировальных станках состоит в их многозадачности. В одной управляющей программе может быть несколько видов обработки: контурная резка, фрезерование пазов и сквозных отверстий, гравирование. При этом материалы — дерево, пластик и композиты, различаются сопротивлением резанию и структурой. Многие начинающие операторы сталкиваются с такими неприятными моментами как прижог, недостаточная чистота обработки, преждевременный износ режущей кромки. Ниже мы постараемся дать общие рекомендации о настройке скорости шпинделя и подачи без сложных расчетов.

Что такое скорость вращения шпинделя и подача?
Скорость вращения — один из основных параметров шпинделя. Он выражается в оборотах в минуту (об/мин) или герцах (Гц). В портальных станках с ЧПУ не используется сложных по конструкции механических коробок передач и скорость регулируется электронными компонентами. С увеличением скорости вращения растет производительность станка и снижается ресурс режущего инструмента. Последнее связано с выделением избыточного количества тепла, которое не успевает рассеиваться. В результате перегрева падает твердость режущих кромок, и они теряют свою остроту.
Скорость подачи, или линейного перемещения, измеряется в миллиметрах в минуту (мм/мин) и влияет на объем снимаемого материала в единицу времени. На портальных станках без механизма вращения заготовки регулируются скорости перемещения портала, каретки и вертикального движения шпинделя. При составлении управляющих программ стараются задать максимально возможные подачи, при этом должно выполняться условие сохранения целостности фрезы. Избыточная скорость приводит к появлению сколов на режущих кромках поломка или деформация хвостовика.
Распространенные ошибки при выборе режимов резания
Одно из важных условий правильной работы станка — согласование скоростей вращения и подачи фрезы между собой. Некоторые начинающие станочники при выборе режимов резания допускают ошибки в попытках сохранить инструмент.
Работа на минимальных скоростях приводит к снижению качества обработки. Если величина подачи сопоставима с толщиной режущей кромки, то вместо снятия стружки фреза надавит на заготовку и будет только шлифовать ее своей поверхностью. Чтобы понять, что в этот момент происходит с обрабатываемой поверхностью, представьте, что вы включили реверс на шпинделе, в котором зажато спиральное сверло, и пытаетесь «продавить» отверстие. На высоких оборотах будет наблюдаться прижог обрабатываемой поверхности и режущей кромки, отгибание фрезы.
Обратная ситуация, когда при высокой подаче шпиндель работает на малых оборотах, заставит фрезу снимать слишком толстую стружку. Из-за высокой нагрузки откалываются режущие кромки, а на обрабатываемой поверхности будут оставаться заметные «следы».
Для каждой фрезерной операции существует оптимальное соотношение скоростей подачи и вращения инструмента, на которых обработка будет проходить с достаточной скоростью и точностью. Это не фиксированные величины, а диапазоны. Поломка или преждевременный износ будут наблюдаться при критической ошибке.
Обработка чаще всего состоит из двух этапов: чернового, направленного на максимальный съем материала и чистового, при котором достигается требуемая шероховатость поверхности. Для чистового прохода снижают скорость подачи при сохранении оборотов шпинделя, а в станках со сменой режущего инструмента его выполняют другой, чистовой, фрезой.
Рекомендации по выбору режимов резания
Существует несколько типичных ситуаций, при которых можно воспользоваться общими рекомендациями.
Слишком большие обороты шпинделя
Иногда минимальные обороты станка все равно оказываются слишком высокими. Обычно это наблюдается при обработке твердых материалов фрезами больших диаметров. Можно использовать следующие варианты решения:
- Заменить фрезу из быстрорежущей стали на твердосплавную, по возможности — с покрытием, которое работает при повышенных температурах.
- Уменьшить диаметр фрезы. При этом снизится окружная скорость, с которой движется режущая кромка.
- Использовать технологию HSM. Высокоскоростная обработка позволяет повысить частоту вращения шпинделя и скорость подачи без увеличения износа режущего инструмента. Первый проход выполняется на полную ширину фрезы, а все последующие — на ¼ диаметра.
Слишком малая скорость подачи
В ситуациях, когда привода перемещения не могут обеспечить требуемую скорость подачи, можно поступить следующим образом:
- Уменьшать скорость вращения шпинделя вплоть до минимально допустимой мощности.
- Использовать фрезу с меньшим количеством зубьев. Такое решение дает хорошие результаты при работе с вязкими материалами, поскольку улучшаются условия отвода стружки с обрабатываемой поверхности. Замена фрезы с 3 зубьями (заходами) на однозаходную фактически означает увеличение скорости подачи в 3 раза (на каждый зуб).
- Использовать фрезу большего диаметра.

Налипание стружки при фрезеровании алюминия
Из-за относительно низкой температуры плавления алюминий имеет свойство налипать на поверхность фрезы. Многие начинающие фрезеровщики пытаются решить эту проблему регулированием оборотов шпинделя или скоростей перемещения. В результате оптимальный для фрезы режим резания становится неоптимальным для владельца предприятия: скорость обработки оказывается слишком низкой.
Главная причина налипания стружки — недостаточная подача или неправильный состав СОЖ. Если у станка нет возможности подавать смазочно-охлаждающую жидкость, необходимо организовать вакуумное удаление стружки или продувку сжатым воздухом.
Работа с глубокими отверстиями
Если глубина отверстия в 6 и более раз превышает его диаметр, оно считается глубоким. Неопытные станочники часто сталкиваются с такими проблемами как уход инструмента с оси и его поломка. Существует несколько приемов, которые позволят выполнить обработку точно и без потерь:
- Пользоваться сверлами, а не фрезами. По возможности они должны иметь параболические канавки, которые обеспечивают лучший отвод стружки.
- Подавать СОЖ под давлением. Жидкость будет вымывать стружку из отверстия.
- По возможности производить последовательную обработку двумя сверлами с разными диаметрами: проходить половину глубины отверстия меньшим диаметром и рассверливать до чертежного. Затем пройти отверстие до конца.
- При работе одним сверлом как можно чаще вынимать его из отверстия для удаления стружки.
- Увеличить скорость подачи, чтобы стружка представляла собой непрерывную спираль.
Как фрезеровать пазы?
При фрезеровании торцов деталей и внутренних поверхностей пазов цилиндрическими фрезами важно выбрать правильное соотношение ширины и глубины снимаемого материала в соответствии с максимальными скоростными возможностями станка. При увеличении глубины фрезерования нагрузка на канавки распределяется более равномерно, но вместе с этим наблюдается более сильный отгиб режущего инструмента. Кроме того, ухудшаются условия удаления стружки. При увеличении ширины снимаемого материала существует возможность увеличения скорости вращения шпинделя. Однако есть некоторые граничные значения частот, при которых скорость съема материала начинает падать.
Единственный способ получения оптимального сочетания этих двух параметров — тестирование станка в разных режимах. При этом материал «пробной» и «рабочей» заготовок должен быть одинаковым.
Сотрудники компании MULTICUT посвятили много времени изучению режимов обработки разных материалов. Выбор базовой комплектации станков собственного производства выполнялся с учетом полученного опыта. Сотрудники компании готовы оказать консультационную и практическую помощь в освоении оборудования и выборе оптимальных режимов резания. Любой желающий может поработать на действующем станке MULTICUT в демонстрационном центре и получить советы опытных мастеров. Получить консультации и справки можно, позвонив по контактному телефону.
Скорость вращения шпинделя
Частота вращения шпинделя относится к характеристикам фрезерного станка и имеет обозначение в об/мин. Это скорость, с которой вращается шпиндель вместе с цанговым патроном и фрезой.
Шпиндели принято разделять на ременные и моторшпиндели (электрошпиндели). Первые характеризуются меньшим крутящим моментом. Конструкция классического шпинделя с ременным приводом имеет в составной части шпиндельный вал с подшипниками. Данный вал способен зажимать либо разжимать фрезу. Мощность и динамика передаются шпинделю от наружного мотора, который инсталлирован рядом с приспособлением посредством ременной передачи. Мощность, вращающий момент и скорость шпинделя зависят от характеристик внешнего двигателя и самой ременной передачи. За счет внешней инсталляции можно варьировать размеры мотора, тем самым изменяя обороты и мощность шпинделя, как в меньшую, так и в большую сторону. Применение шпинделей с ременной передачей возможно для задач, где требуемая скорость вращения шпинделя не превышает значение 12 000 – 15 000 об/мин. Из минусов – это ограничение по скорости в сравнении с электрошпинделем. Также натяжение ремня формирует излишнюю нагрузку на задние подшипники шпинделя, тем самым исчерпывая их ресурс.
Электрошпиндель — это приспособление, которое имеет в своей конструкции три ключевых звена: электрический асинхронный двигатель, патрон для зажима фрезы и подшипник. Предельные частоты вращения электрошпинделей – до 180 тысяч об/мин. Эти шпиндели являются более дорогостоящими по сравнению с ременными.

По количеству оборотов, шпиндели подразделяются:
- Высокой мощности от 5 кВт и более: применяются в основном на крупногабаритных станках. Обороты составляют 12000…18000 об/мин. Предназначены для высокопроизводительных работ. Такое количество оборотов является большим минусом при работе с твёрдосплавными фрезами при фрезеровании тонкими фрезами, что существенно снижает общий КПД фрезерного станка.
- Средней мощности 1.2…5 кВт: используются во фрезерных станках средних габаритов. Применяются для фрезерования пластиков, дерева и мягких металлов. Обороты составляют 18000…24000 об/мин. Идеально подходят для мелких гравировальных работ.
- Малой мощности 0.8 кВт и менее: используются во фрезерных станках малых габаритов. Обороты составляют до 60000…70000 об/мин.
Скорость вращения вычисляется по формуле:
 , где
, где
d – диаметр режущей части инструмента (мм),
П – число Пи, постоянная величина равная 3.14;
V – скорость резания (м/мин) – это путь, пройденный точкой режущей кромки фрезы в единицу времени.
d – диаметр режущей части инструмента (мм),
П – число Пи, постоянная величина равная 3.14;
V – скорость резания (м/мин) – это путь, пройденный точкой режущей кромки фрезы в единицу времени.
Если у станка есть преимущество в виде преобразователя частоты (т.е. можно с легкостью варьировать скорость вращения шпинделя), то скорость мотора выбирается исходя из выбора диаметра фрезы и материала заготовки. Но важно знать, что при стремительном снижении скорости вращения потерю момента не миновать. В некоторой степени эта потеря возмещается инвертором благодаря функции поддержания крутящего момента при понижении скорости вращения шпинделя. Можно использовать данные из таблицы при выборе параметров соотношения количества оборотов двигателя к диаметру фрезы:

