

Чем отличается токарный станок от токарно револьверного
Токарно-револьверные станки
Для обработки самых различных заготовок из металла применяются станки токарной группы. В отдельную группу относят токарно-револьверные станки, которые пользуются сегодня весьма большой популярностью.
Назначение токарно-револьверного станка схоже с оборудованием токарной группы, разница заключается в наличии многопозиционной поворотной головки. Этот конструктивный элемент позволяет существенно повысить эффективность работы станка, сократить время, требующееся на обработку одной заготовки. Кроме этого сегодня большой популярностью пользуется токарно-револьверный станок с ЧПУ, снабженный револьверной головкой с посадочными местами для нескольких режущих инструментов.

Общие характеристики
Появление револьверной головки стало неизбежным последствием развития металлообрабатывающей индустрии. Это связано с тем, что данная конструкция в сочетании с ЧПУ позволяет существенно ускорить обработку заготовок, повысить точность размеров и шероховатости поверхности. Рассматривая станок револьверный по металлу следует уделить внимание нижеприведенным моментам:
- Подобное оборудование зачастую приобретают лишь для установки в цехах, которые выпускают продукцию крупными партиями. Только в этом случае универсальные токарно-револьверные станки оправдывают свою высокую стоимость.
- Характеристика токарно-револьверного станка определяет возможность обработки при высокой скорости и большой подаче, так как в зону резания подается СОЖ для охлаждения инструмента и заготовки.
- Тот момент, что основные узлы токарно-револьверного станка расположены также, как и у других токарных станков, определяет вид и количество проводимых операций. Технические характеристики токарно-револьверного станка определяют возможность быстрой смены режущих инструментов. Поэтому за одну установку можно провести сразу несколько операций, при этом затрачиваемое время на смену режущего инструмента снижается в несколько раз.
При рассмотрении общих характеристик следует уделить внимание именно револьверной головке. Станок токарно-револьверный, модель может оснащаться самой различной револьверной головкой, позволяет устанавливать сразу несколько режущих инструментов в определенной последовательности. При этом количество инструментов может варьироваться в пределе от 4 до нескольких десятков. Конструкция этого узла довольно сложна, а смена режущего инструмента проходит путем поворота головки вокруг своей оси. Токарно-револьверный современный станок оснащается числовым программным управлением для того, чтобы повысить производительность и точность обработки.

Классификация
Универсальные или иные токарно-револьверные станки могут отличаться по самым различным параметрам, двумя основными признаками классификации назовем:
- Тип обрабатываемой заготовки: патронные и прутковые. В патроне могут крепиться валы большого диаметра, в прутковых прут достаточно большой длины, но с небольшим диаметром.
- По расположению оси заготовки выделяют вертикальные, горизонтальные и наклонные модели. Довольно большой популярностью пользуются модели с горизонтальным и вертикальным расположением заготовок, а вот с наклонной осью встречаются намного реже. Некоторые модели позволяет проводить наклон заготовки для точения или проведения других операций под углом.
Паспорт токарно-револьверного станка содержит всю необходимую информацию, которая может использоваться при выборе конкретной модели. Некоторые варианты исполнения снабжаются планшайбой с тремя или четырьмя кулачками, приводимыми в движение при помощи гидравлического привода. Этот момент определяет возможность проведения обработки заготовок с довольно большими размерами. Примером можно назвать заготовки, которые получаются путем ковки или литья.
Токарно-револьверный станок полуавтомат относится в отдельную группу оборудования, которое предназначено для обработки прутков различного диаметра. Среди особенностей этих станков по металлу можно выделить следующие моменты:
- Одношпиндельный токарно-револьверный станок этой группы имеет шпиндель с отверстием под пруток. При этом размер отверстия относительно невысокий.
- Дополнительное оснащение представлено узлом, который проводит подачу и фиксацию заготовки. При этом данный токарно-револьверный станок имеет устройство по отводу полученной заготовки после обработки, что позволяет максимально автоматизировать производство.
В продаже можно встретить модели, которые имеют самое различное количество шпинделей. При этом выделим следующие моменты:
- При горизонтальном расположении оси рабочей головки суппорт может вращать вокруг своей оси и выполнять возвратно-поступательное движение в направлении оси. Вращение проводится по нескольким позициям, которых может быть более одного десятка.
- В случае вертикальной или наклонной оси рабочей головки может присутствовать как поперечный суппорт, так и револьверный.
Кроме этого токарно-револьверный современный станок с ЧПУ имеет устройство, которое позволяет проводить высокоточную обработку с изменением положения револьверной головки. Основные узлы зачастую прячут под защитным кожухом, что позволяет существенно повысить безопасность обработки.
Виды выполняемых работ
Как ранее было отмечено, технические характеристики современного токарно-револьверного станка позволяют проводить самые различные операции. Деталями могут стать различные детали, представленные телами вращения. К наиболее распространенным видам проводимых операций относят:
- Точение по наружному диаметру: черной и чистовой проход.
- Точение, подрезка торцевой поверхности, а также отрезная операция при установке соответствующего режущего инструмента.
- Нарезание внутренней и наружной резьбы при использовании самого различного режущего инструмента.
- Образование канавок различной формы и глубины. При установке соответствующего режущего инструмента может проводится получение канавки определенной формы и глубины.
Рассматривая паспорт токарно-револьверного станка, можно уделить внимание тому, что нарезание резьбы может проходить при применении плашки или метчика. Для этого устройство крепления инструментов должно оснащаться специальными державками с функцией перемещение в осевом направлении.
Кроме обычной цилиндрической формы могут обрабатывать и следующие разновидности заготовок:
- Имеющие фасонный профиль. Если применяется полуавтомат, то точение и иная операция проводится по копировальной линейке или криволинейному шаблону. За счет этого существенно упрощается поставленная задача по обработке.
- Коническая поверхность. Как и в предыдущем случае, точение может проходить по специальному копиру. Кроме этого коническую поверхность получают путем выполнения одновременной продольной поперечной подачи, для чего устанавливается привод рабочей подачи.
Кроме этого в отдельную группу выделяют станок малогабаритный токарно-револьверный. Есть возможность проводить их установку в небольших мастерских.
Особенности токарно-револьверной группы
Особенности данной группы определяют увеличение показателя производительности в несколько раз. Конструкция многошпиндельных и других станков этой группы характеризуется следующими моментами:
- Все приспособления станка могут оперативно заменяться.
- Для ускорения процесса смены положения заготовки практически любой узел снабжается устройством быстрой подачи.
- Многорезцовые державки, применяемые в качестве оснастки также повышают производительность.
Не стоит забывать о том, что сложность конструкции усложняет и ремонт токарно-револьверного станка, а также требует своевременного проведения квалифицированного обслуживания.

Электрическая схема токарно-револьверного станка на примере 1П365
Принцип работы определяет важность в правильной настройки механизмов, которые есть в оборудовании. Настройка проводится следующим образом:
- Для каждой заготовки проводится создание технологического процесса, в котором должна содержаться информация в последовательности расположения инструментов и их виде.
- Создаваемый чертеж должен также содержать информацию о том, какой вылет должен быть у режущего инструмента. Стоит помнить о том, что для получения высокоточных деталей учитывается то, насколько инструмент выходит за пределы револьверной головки.
- Некоторые модели предусматривают установку упоров, которые ограничивают продольную и поперечную подачу. На моделях с ЧПУ упоров нет, так как положение всех узлов контролируется высокоточным приводом.
Основная характеристика подобных станков заключается в диаметральном размере заготовки. Большинство моделей предназначено для работы с заготовки, диаметр поперечного сечения которых находится в пределе от 16 до 63 сантиметров. Рассматривая назначение прудковых станков следует уделить внимание следующим характеристикам:
- Наибольший показатель диаметра поперечного сечения, который может находится над суппортом.
- Максимальная длина прудка. Этот параметр также может зависеть от того, в каком помещении размещается станок.
- Пределы перемещения подвижных элементов конструкции.
Эти параметры указываются в описании токарно-винторезных станков. Также учитываются и другие характеристики, о которых пойдет речь ниже.
Основные характеристики
Выбирая токарно-револьверный станок мини, многошпиндельный или одношпиндельный следует уделить внимание на следующие характеристики:
- Класс точности. Для определения возможности применения той или иной модели станка для получения заготовок учитывается то, какой класс точности может быть достигнут. Большинство моделей имеет класс точности Н.
- Наибольшие показатели размеров заготовки (длина и диаметр), а также размещения узлов относительно друг друга.
- Из какого материала изготовлена заготовка. Как правило, может обрабатываться углеродистая, легированная сталь, чугун или другие сплавы. С учетом материала выбирается инструмент и режимы резания.
- Максимальное количество оборотов в минуту. Деталь с определенными параметрами шероховатости и точности размеров можно получить только при раскручивании заготовок до определенной скорости. При этом следует учитывать количество передач.
- В описание производители также заносят информацию о том, с какой скоростью могут перемещаться отдельные узлы при быстрой подаче. Кроме этого есть и рабочая подача, которая также имеет определенную скорость.
- Мощность установленного мотора и их количество. Малогабаритный станок оснащается моторами меньшей мощности, так как заготовки имеют небольшие размеры и за один проход снимается меньше металла. Серийный метод производства определяет то, что устанавливаемые моторы должны выдерживать длительную работу.
- Габаритные размеры оборудования, а также его вес. Мини станок проще установить, так как нет необходимости в проведении предварительной подготовки основания. Крупногабаритное оборудование требует тщательной подготовки основания.
Стоит учитывать, что кинематическая схема токарно-револьверного станка также может существенно отличаться. Старые модели созданы так, что для нарезания определенной резьбы приходится проводить установку определенных сменных колес. Для наладки можно использовать чертеж токарно-револьверного станка.
Особенности устройства блока ЧПУ
Как ранее было отмечено, чаще всего токарно-револьверный станок узлы имеет те, которые могут работать от блока ЧПУ. Это связано с тем, что ЧПУ обеспечивает высокую производительность.ъ

Токарно-револьверный станок с ЧПУ
Среди особенностей современных моделей отметим следующие моменты:
- Зачастую обработка заготовок проводится под защитным кожухом. Эта особенность исключает возможность получения травмы в ходе эксплуатации подобных станков. Защитный кожух используется по причине того, что все узлы управляются блоком ЧПУ.
- При установке соответствующей оснастки и режущего инструмента обработка может вестись с высокой точностью. При этом вероятность погрешности очень мала. Примером можно назвать то, что устанавливаемые резцы должны иметь износостойкую режущую кромку, которая в последнее время изготавливается в виде пластин.
- Тот момент, что для выполнения различных операций не нужно проводить в ручную смену режущего инструмента, определяет существенно снижение времени, которое требуется для получения детали.
- Повышение производительности позволяет существенно снизить себестоимость получаемых деталей.
Однако ремонт токарно-револьверного станка с ЧПУ вызывает довольно много трудностей. Поэтому нужно проводить своевременное обслуживание для снижения вероятности появления серьезных проблем с оборудованием.
Многие токари знакомы с такими моделями как 1341, 1П365, 1П731, С193А. Все эти модели обширно устанавливаются в машиностроительных цехах. Совершенствование компьютеров привело к появлению более современных и эффективных моделей. Высокая автоматизация работы позволяет повысить точность и увеличить качество изделий. Так популярной моделью можно назвать станок 1В340Ф30 и 1П426ДФ3. Эти станки имеют многофункциональные блоки управления, зона резания закрыта защитным кожухом. Компоновка существенно отличается от тех, которые применялись при создании более ранних моделей.
В заключение отметим, что даже ремонт токарно-револьверного станка без блока ЧПУ вызывает довольно много трудностей из-за сложности конструкции револьверной головки. Ремонт токарно-револьверного станка, который изготовлялся еще на момент существования СССР, осложняется отсутствием требующихся запасных частей. Конечно, их можно изготовить своими руками, но при этом возникают серьезные трудности.
Основные типы токарных станков
Большую часть станочного парка составляют металлообрабатывающие токарные станки. Между собой они отличаются назначением, компоновкой, степенью автоматизации. Предназначены токарные станки для обработки внешних и внутренних поверхностей деталей различной формы, сверления отверстий и их обработки.
Токарные станки с ЧПУ могут дополняться устройствами для фрезерования, шлифования. По устройству шпинделя станки делятся на оборудование с вертикальной и горизонтальной компоновкой. Главные параметры токарных станков — максимальные диаметр заготовки и расстояние между центрами.
Также предлагаем широкий ассортимент режущего инструмента, предлагаемого в продажу в компании СтанкоМашКомплекс, можно ознакомится по ссылке.
Токарно-винторезные станки
Самая распространенная токарная группа станков предназначена для единичного и серийного выпуска продукции. На станках производятся все виды токарных работ. Нарезание всех видов резьбы выполняется специальными инструментами (метчиками, плашками, резцами).

Основными элементами токарно-винторезного станка являются: станина, передняя бабка с коробкой скоростей и вращающимся патроном, задняя бабка для закрепления обрабатывающего инструмента или поддерживания длинных заготовок, суппорт для зажима резцов, кинематика, обеспечивающая перемещение.
Установка заготовок возможна в патроне, патроне и удерживающем центре задней бабки, на оправке, в двух центрах. При зажиме в патроне, максимальный рекомендованный вылет заготовки составляет два-три диаметра. При большей длине выступающей части применяют задний центр. Обработка длинных валов, для обеспечения соосности нескольких сопрягаемых поверхностей, производится между двумя центрами. Оправки служат для обработки заготовки с предварительно выполненными центровыми отверстиями.
Недостатки: основным недостатком является зависимость от квалификации токаря, сложно обеспечивать выполнение серийности деталей
Токарно-револьверные станки
Служат для серийного производства деталей из штучных заготовок или пруткового материала. На направляющих станины установлен суппорт, на который устанавливается револьверная головка, предназначенная для установки режущего инструмента В зависимости от технологической карты обработки конкретной детали, инструменты расположены в определенной последовательности.

Револьверные головки могут быть с вертикальной или горизонтальной осью вращения. Револьверные головки с вертикальной осью вращения, как правило, обладают более высокой жесткостью. Револьверные головки с горизонтальной осью могут обладать более высокой скоростью смены инструмента и большим количеством позиций.
Токарно-револьверные станки с ЧПУ могут иметь две револьверные головки, способны вести обработку по четырем координатам. В револьверных головках, расположенные на верхнем и нижнем суппортах, может быть установлено большее количество инструментов для изготовления деталей сложной формы.
Обработка заготовок, ведущаяся по замкнутому циклу, полностью автоматизирована. Система ЧПУ, обрабатывая данные датчиков, вносит коррективы в технологический процесс, тем самым повышая точность изготовления деталей.
На текущий момент практически полностью заменены токарными автоматами или токарными станками с ЧПУ
Токарные станки с ЧПУ
Современные высокопроизводительные станки, постепенно вытесняют универсальные токарные станки. Упрощенная кинематика, высокоточные перемещения, возможность многоинструментальной обработки. Закрытая зона резания предотвращает разброс стружки и разбрызгивание СОЖ. Возможность установки гидравлического патрона повышает производительность. См ТС1625Ф3, ТС16К20Ф3
Опции противошпиндель, приводной инструмент, ось Y и прочее превращают станки в токарные обрабатывающие центры. Чаще всего выполнены в виде станков с наклонной станиной. См ТС1720Ф3, ТС1720Ф4
Токарно-карусельные станки
Такие станки обрабатывают детали весом в несколько тонн, имеющие большой диаметр при малой высоте. Горизонтально расположенный рабочий стол (планшайба) существенно облегчает загрузку и центрирование тяжелых заготовок.
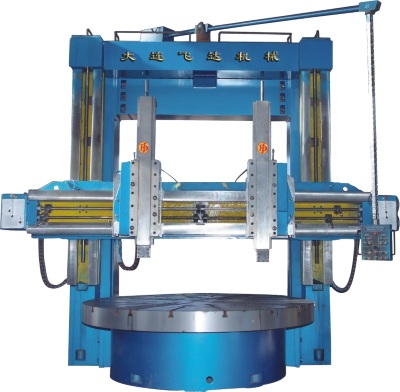
На карусельных станках обработка цилиндрических и конических поверхностей (наружных и внутренних) проводится резцом. Установленная револьверная головка с инструментами позволяет высверливать и обрабатывать отверстия, нарезать резьбу.
Главным движением станка является вращение планшайбы. Два суппорта: вертикальный и боковой — осуществляют движения подачи инструментов. Основными характеристиками данных станков являются размеры обрабатываемых заготовок: диаметр и высота.
Токарно-карусельные станки изготавливаются промышленностью с одной или двумя стойками. На одностоечных обрабатывают детали до 2500 мм: выполняется обработка поверхностей, сверление, развертка и зенкование отверстий; прорезают канавки, обрабатывают торцы.
Установка системы ЧПУ позволяет вести обработку деталей, имеющих сложный, криволинейный профиль. Основные механизмы станков с ЧПУ имеют сходство со станками, имеющими ручное управление. Обычно с применением системы ЧПУ, цифровых приводов подач и многопозиционной резцедержки и защиты кабинетного типа станок переименовывается в вертикальный токарный станок
Лоботокарные станки
Для обработки заготовок, диаметр которых намного превышает их высоту (шкивы, железнодорожные колеса, маховики) используются лоботокарные станки. Поверхность обработки может быть как цилиндрической, так и конической. Есть возможность протачивать канавки, обрабатывать торцы.

Планшайба, диаметром до 4 метров, расположена вертикально, задняя бабка отсутствует. Станки для обработки особо крупных деталей состоят из двух частей, расположенных на разных основаниях: суппорт расположен обособленно. Планшайба у них имеет специальную выемку для закрепления заготовок с размерами, превышающими ее диаметр.
Токарно-затыловочные станки
Затылование — это специальный метод заточки задних поверхностей обрабатывающих инструментов: различного рода фрез, инструментов для сверления и нарезания резьбы. Такая операция проводится для сохранения формы инструмента при длительной эксплуатации.

По конструкции затыловочный станок похож на винторезный станок, но имеет свои особенности. Обрабатываемый инструмент вращается шпинделем. Режущий инструмент вместе с суппортом совершает линейные возвратно-поступательные движения в радиальном направлении, при этом проходит (затылует) обрабатываемый инструмент на один зуб.
Токарные автоматы и полуавтоматы
Современные токарные станки осуществляют обработку в автоматическом и полуавтоматическом режимах. В станках-полуавтоматах загрузка заготовок и снятие готовых изделий производится оператором.
Станки выпускаются с вертикально и горизонтально вращающимся шпинделем. Станки с вертикально расположенным шпинделем, благодаря отсутствию изгибающих сил на ось вращения шпинделя, обладают значительно большей точностью обработки.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Токарно-револьверные станки;
Токарно-револьверные станки применяются в серийном производстве для обработки деталей из прутков или из штучных заготовок. На этих станках можно выполнить все основные токарные операции.
Револьверные станки отличаются от токарно-винторезных тем, что не имеют задней бабки и ходового винта, а имеют револьверную головку, в гнездах которой может быть установлен разнообразный инструмент. При наличии специальных комбинированных державок можно в одном гнезде головки закрепить несколько инструментов. Заготовки зажимаются патронами или специальными цанговыми зажимными устройствами. Револьверная головка может поворачиваться вокруг своей оси, и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта.
Применение токарно-револьверных станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется применение большого количества режущего инструмента.
К преимуществам токарно-револьверных станков, по сравнению с токарными, относятся: возможность сокращения машинного времени за счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте, а также сравнительно малые затраты времени за счет предварительной настройки станка на обработку детали многими инструментами.
Токарно-револьверные станки в зависимости от вида обрабатываемых заготовок бывают прутковые или патронные. Обычно станки малого размера – прутковые, а среднего размера могут быть как прутковые, так и патронные. Крупные револьверные станки обычно патронные. Все эти станки делятся на станки с вертикальной и горизонтальной осью вращения револьверной головки. Револьверные головки бывают призматические и цилиндрические. Головки призматической формы обычно имеют вертикальную ось и шесть граней с гнездами. Головки цилиндрической формы делают с горизонтальной осью вращения с расположением горизонтальной оси головки параллельно или перпендикулярно оси шпинделя станка.
Движения в револьверных станках. В револьверных станках главным движением является вращение шпинделя, несущего заготовку; движением подачи – продольное S1 и поперечное S2 перемещение суппортов, несущих режущий инструмент. В револьверных головках с горизонтальной осью вращения, параллельной оси шпинделя, поперечная подача осуществляется медленным вращением револьверной головки. В станках с револьверной головкой, имеющей вертикальную ось вращения, поперечная подача осуществляется поперечным суппортом, а иногда и перемещением салазок с револьверной головкой в поперечном направлении.
Вспомогательными движениями в револьверных станках являются: повороты (индексирование) револьверной головки для последовательного ввода в работу различного инструмента; подача и зажим прутка; быстрый подвод и отвод револьверного, поперечного суппортов и др.
Токарно-револьверный станок 1H325 является универсальным общего назначения и предназначен для обработки деталей из прутка диаметром до 25 мм, либо штучных заготовок, закрепляемых в патроне. Станок имеет шестигранную револьверную головку с вертикальной осью вращения.
На станке можно производить все виды токарных работ, включая нарезание резьб плашками, метчиками или с помощью специального резьбонарезного копира.
Техническая характеристика станка:
Число значений частот вращения шпинделя….1б;
Частота вращения шпинделя….80 – 3150 об/мин;
Продольная подача …… 0,05 – 0,3 мм/об;
поперечная …… 0,05 – 0,3 мм/об.
На рис.3 показан общий вид станка. В корпусе 1 установлен редуктор 3. Слева на станине 2 расположена шпиндельная бабка 5 и коробка подач 4. На направляющих станины справа установлен револьверный суппорт. Он состоит из каретки 8 и шестипозиционной револьверной головки 7.
В гнездах последней в специальных державках закрепляется режущий инструмент. Головка поворачивается вокруг вертикальной оси, фиксируется в шести положениях и вместе с суппортом получает продольную подачу с помощью механизма, смонтированного в фартуке 9. Поперечным суппортом 6 отрезают готовые детали, а также выполняют поперечное фасонное обтачивание.

Рис.3: Токарно-револьверный станок 1Н325.
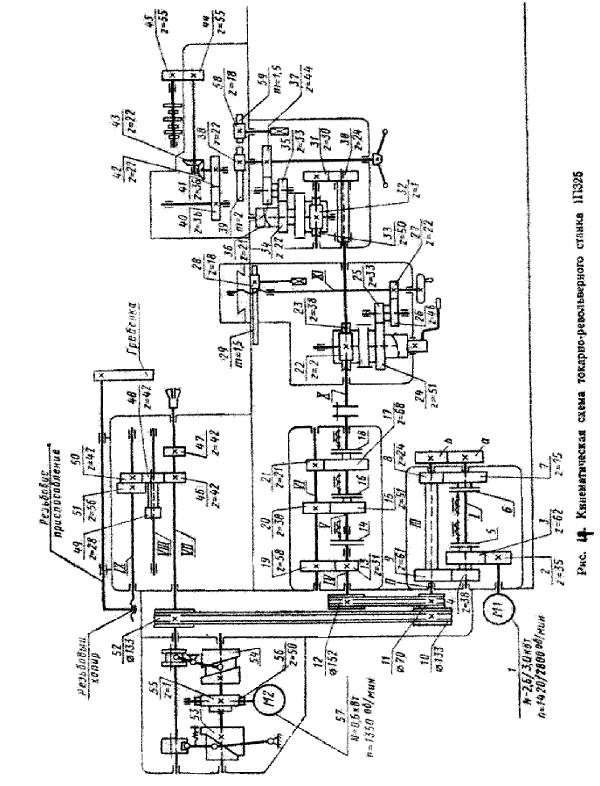
Кинематическая схема станка представлена на рис.4.
Главное движение – вращение шпинделя осуществляется от двухскоростного электродвигателя 1 через двухступенчатую коробку скоростей (редуктор) по двум кинематическим цепям.
При включенной муфте 5 – через зубчатые колеса 2 – 3 на вал /, затем через сменные колеса а-b на вал II и через ременную передачу 10 – 52 на шпиндель VII. При включенной муфте 6 – через зубчатые колеса 2 – 3, 4 – 9, 8 – 7 на вал I и далее по предыдущей цепи. Сочетание двухскоростного электродвигателя с двухскоростным редуктором и наличие двух пар обратимых сменных колес а-b позволяет получить 16 значений частот вращения шпинделя. Реверсирование шпинделя осуществляется изменением направления вращения электродвигателя.
Суппорты. Поперечный суппорт имеет только поперечное перемещение, которое заимствуется от шпинделя и через две ременные передачи со шкивами 52 – 10, 11 – 12, трехскоростную коробку подач, червячную пару 22 – 23, зубчатые колеса 24 – 25 и 26 – 27 передается на винт XI. Установочное продольное перемещение суппорта осуществляется вручную с помощью реечной пары 28 – 29.
Револьверный суппорт получает только продольное перемещение, которое от шпинделя до ходового вала Х осуществляется по предыдущей цепи, а далее через зубчатые колеса 30-31, червячную пару 32 – 33, зубчатые колеса 34 – 85 и 36 – 37 передается на реечную пару 38 -39. Ручное установочное перемещение револьверного суппорта производится с помощью реечной пары 58 – 59.
Коробка подач сообщает три подачи поперечному и револьверному суппортам. При включении электромагнитной муфты 14 движение на вал V передается непосредственно с вала IV, при включении муфты 16 – через зубчатые колеса 13 – 19, 20 – 15, при включении муфты 18 – через зубчатые колеса 13 – 19 и 21 – 17.
Резьбонарезное приспособление предназначено для нарезания по копиру наружных и внутренних резьб резцами и гребенками. Вал копира IX может получать от шпинделя вращения с передаточным отношением i1=1 или i2 = ½ с помощью скользящего блока 48- 49.
Таким образом, с помощью одного резьбового копира можно нарезать резьбы двух разных шагов: при передаточном отношении от шпинделя к валу копира IX i1=1, шаг нарезаемой резьбы равен шагу копира; при передаточном отношении от шпинделя к копиру i2= ½ , шаг нарезаемой резьбы равен половине шага резьбы копира.
Механизм подачи и зажима прутка. Подача и зажим прутка осуществляются с помощью барабанов 53 – 54, получающих привод от электродвигателя 57, через червячную пару 55 – 56.
На валу, получающем вращение от отдельного электродвигателя через червячную передачу, закреплены барабаны (цилиндрические кулачки). Барабан с помощью рычага 20 управляет перемещением муфты зажимного механизма, расположенного на левом конце шпинделя. Для зажима прутка муфта перемещается влево и своей конической поверхностью утапливает шарики. При этом сепаратор, упругий компенсатор, регулировочное кольцо и гайка, навернутая на трубу зажима, перемещаются влево. На правом конце трубы зажима навернута пружинящая цанга, которая затягивается в конусное отверстие шпинделя и зажимает пруток. При разжиме муфта отходит вправо, шарики освобождаются; цанга, благодаря своей упругости, разжимаясь, скользит по конусу
шпинделя, перемещаясь вправо, и увлекает за собой трубу и детали. Шарики при этом выдавливаются на периферию.
Барабан с помощью рычага и качающейся кулисы сообщает возвратно-поступательное движение ползушке подачи, которая скользит по направляющей, привернутой к корпусу механизма. В ползушке на шариковом подшипнике установлена труба подачи, несущая на своем правом конце подающую цангу. Усилие, подающее ползушку подачи вместе с трубой подачи, цангой и прутком вправо до упора, создается пружиной. Отвод же подающей трубы влево осуществляется кривой барабана.
Подача и зажим прутка производится в такой последовательности: после отрезки готовой детали зажимная цанга зажата и удерживает пруток. Подающая труба с цангой перемещается влево, и цанга проскальзывает по прутку. Затем зажимная цанга разжимается, освобождая пруток, а подающая труба с цангой, перемещаясь вправо, подает пруток до упора, отрегулированного в соответствии с длиной обрабатываемой детали. После этого зажимная цанга, сжимаясь, закрепляет пруток.
Револьверный суппорт состоит из двух частей: установочного ползуна, который может закрепляться на направляющих станины, и каретки, перемещающейся по направляющим ползуна. Каретка несет пустотелую колонну, на которой на подшипниках установлена шестигранная револьверная головка с прикрепленным к ней делительным диском. В пазу каретки установлена ходовая рейка, находящаяся в зацеплении с реечным колесом. С помощью этой реечной пары осуществляется рабочая подача каретки с револьверной головкой и отвод их вправо. Ходовая рейка в зоне рабочего хода каретки жестко с ней связана специальным замком, а когда каретка, отведенная вправо до упора, останавливается, рейка теряет с ней связь и перемещается дальше, для поворота револьверной головки. Для поворота головки ходовая рейка слева имеет вспомогательную рейку, которая после отвода каретки входит в зацепление с зубчатым сектором, поворачивает его, а вместе с ним через ряд промежуточных деталей, вал и фланец поворачивает и револьверную головку. Перед поворотом головки специальный механизм выводит фиксатор из гнезда делительного диска, освобождая головку. После поворота головки фиксатор под действием пружины западает в следующее гнездо делительного диска, фиксируя револьверную головку в новом положении. С помощью специального устройства, при движении вспомогательной рейки вправо осуществляется разжим револьверной головки перед ее поворотом, а при движении рейки влево – зажим головки после поворота.
Одновременно с поворотом револьверной головки, через зубчатые колеса с общим передаточным отношением i=1 поворачивается и барабан упоров, несущий шесть упоров, которые ограничивают рабочий ход револьверной головки в каждой из шести ее положений.
Токарно-револьверные станки с горизонтальной осью револьверной головки по принципу работы не отличаются от станков с вертикальной осью револьверной головки. Различие состоит в том, что на станках с горизонтальной осью револьверной головки нет поперечного суппорта. Револьверная головка получает продольную подачу и, кроме того, может медленно поворачиваться вокруг своей оси, чем обеспечивается поперечная (круговая) подача.
Револьверный суппорт с горизонтальной осью револьверной головки состоит из корпуса, внутри которого на подшипниках установлен шпиндель. На левом конце шпинделя закреплена револьверная головка в виде диска, имеющего гнезда для установки и закрепления инструмента.
Головка может периодически поворачиваться и быть зафиксирована в различных положениях. Периодический поворот ее на новую позицию осуществляется вручную с помощью маховика. При этом фиксатор выводится из гнезда рукояткой.
Продольное перемещение револьверного суппорта вручную или от механизма подач станка производится с помощью реечной передачи, причем рейка, закреплена на суппорте, перемещается вместе с ним, а реечное колесо установлено в корпусе станка. Круговая подача, т.е. медленное вращение револьверной головки, осуществляется также от механизма подач станка или вручную с помощью маховика. На барабане устанавливаются упоры, ограничивающие рабочий ход револьверного суппорта в каждом очередном положении револьверной головки с инструментом.
На практике встречаются различные размеры револьверных станков. Станки с наибольшим диаметром обработки от 18 до 125мм строятся как прутковые, причем до диаметра 40 мм включительно выпускаются в двух исполнениях: с вертикальными и горизонтальными револьверными головками. Крупные револьверные станки с диаметром обработки над станиной, равным от 160 до 630 мм, строятся патронными с вертикальной револьверной головкой.
Токарно-револьверные станки

Общие сведения
Токарно-револьверные станки (рис.1) предназначены для токарной обработки деталей из прутка, разного рода поковок и отливок, а также производства других операций с заготовками, таких как:
- сверление;
- зенкерование;
- расточка;
- развертывание;
- нарезка резьбы метчиками и плашками;
- создание фасонных поверхностей;
- нарезка резьбы резцом.

Рисунок 1. Токарно-револьверный станок.
Основным отличием токарно-револьверного станка от других станков токарной группы является наличие револьверной головки (рис.2). Револьверная головка представляет собой удерживающее режущий инструмент приспособление, которое способно путем поворота барабана производить смену рабочего резца.

Рисунок 2. Револьверная головка.
Применяются токарно-револьверные станки в самых разноплановых сферах с различными объемами производства: от мелкосерийного до крупного. Обусловлено это довольно широкими технологическими возможностями данного станка. В то время как станки более узкой специализации для обработки сложной заготовки требуют неоднократной смены режущего инструмента и даже типа оборудования, станки револьверного типа способны производить широкий комплекс металлорежущих операций за один установ детали. Это позволяет значительно экономить время и энергозатраты.
Конструкция и принцип работы
В общем случае токарно-револьверный станок (рис. 3) состоит из станины (1), на которой закреплены основные узлы. Коробка скоростей (2) служит для изменения частоты вращения шпинделя или механизма зажима и подачи прутка (3). Оснащение станка шпинделем или механизмом подачи прутка зависит от специфики его работы. Если в качестве сырья для обработки используется металлический пруток, то станок оснащается механизмом подачи. Если же обрабатываемая деталь представляет собой поковку или отливку, то устанавливается стандартный для этой группы металлорежущих станков шпиндель.
Для изменения скорости продвижения прутка к револьверному суппорту (7) имеется коробка подач (4). Для расширения технологических возможностей токарно-револьверные станки часто оснащаются дополнительными устройствами. Представленный в качестве образца для рассмотрения станок имеет дополнительно резьбонарезное (5) и копировальное (6) устройство. Резьбонарезное устройство служит для создания резьбы по заданным параметрам. Копировальное устройство предназначено для создания поверхности на обрабатываемой заготовке по образцу. Управляется револьверная головка фартуком (8) и барабаном упоров (9).
Имеется насосная станция (10), которая создает давление для работы гидравлических приводов. В охлаждающем устройстве (11) происходит снижение температуры рабочей жидкости. Редуктор (13) служит для понижения рабочих скоростей станка. Упор барабана (12) отключает подачу в нужный момент. Стойка (14) необходима для поддержки прутка, подаваемого в работу.

Рисунок 3. Токарно-револьверный станок для работы с прутком.
Последнее время все большим спросом, несмотря на высокую стоимость, пользуются модифицированные токарно-револьверные станки с расширенными технологическими возможностями и числовым программным управлением. Такие станки обладают высокой производительностью и точностью изготовления деталей. Здесь работа оператора сводится к загрузке по мере необходимости прутка, контролю над работой станка и приемку готовых изделий.
Классификация
Существует несколько признаков, согласно которым происходит классификация токарно-револьверных станков.
1. По типу обрабатываемых заготовок:
- работающие с прутком – имеют в конструкции механизм подачи, который продвигает по мере необходимости пруток или шестигранник к револьверной головке;
- работающие со штучными заготовками – оснащаются стандартным шпинделем, в котором крепится отливка или поковка.
2. По расположению револьверной головки:
- горизонтальные;
- вертикальные;
- расположенные под определенным углом.
3. По расположению револьверной головки относительно шпинделя или механизма подачи прутка (рис. 4):
- с осью вращения, расположенной вертикально (а);
- с горизонтальной осью вращения, проходящей параллельно оси шпинделя или механизму подачи прутка (б);
- с горизонтальной осью вращения, проходящей перпендикулярно оси вращения шпинделя (в).

Рисунок 4. Расположение револьверной головки.
4. По возможности установки приводного инструмента (для зенкерования, сверления, развертывания и осуществления других операций в поверхностях, не проходящих через центр вращения, где необходимо наличие отдельного привода):
- с возможностью установки приводного инструмента;
- без возможности установки приводного инструмента.
5. По количеству одновременно закрепляемого в головке инструмента: от 3 до 12 (в некоторых специализированных станках количество одновременно устанавливаемого инструмента может достигать нескольких десятков).
6. По типу управления:
- с ручным управлением;
- с числовым программным управлением.
В настоящее время токарно-револьверные станки становятся все более технологичными. Это не только увеличивает возможности обработки, но и в некотором роде стирает границы классификации. И станки, производимые сегодня ведущими станкостроительными фирмами хоть и имеют револьверную головку, но в некоторых случаях все больше похожи на универсальные. Связано это с большим количеством типов операций, которые данный станок способен выполнить.
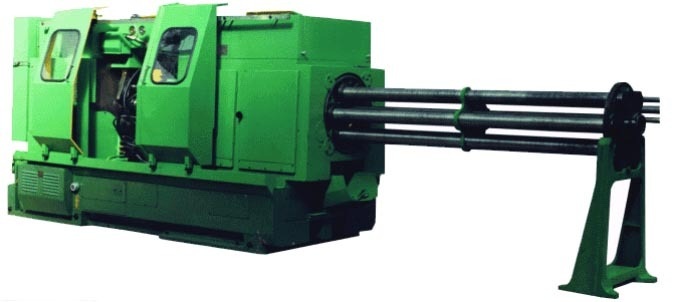
Токарно-револьверные станки последних модификаций (рис. 5), работающие с прутком, имеют дополнительно второй шпиндель, который расположен с противоположной подающему механизму стороны. Служит второй шпиндель для перехвата обработанной с одной стороны детали после ее отделения от прутка, что дает возможность обработать ее с другой стороны без вмешательства оператора.

Рисунок 5. Двухшпиндельный двухревольверный станок с ЧПУ.
По центру находится револьверная головка, которая не только способна перемещаться в любой плоскости, но и имеет собственные приводы в некоторых посадочных гнездах для установки сверл, зенкеров, разверток и другого металлорежущего инструмента. Это позволяет протачивать, сверлить, зенкеровать и проводить большое количество других операция в плоскостях, не проходящих через ось вращения. Иногда устанавливаются две револьверные головки.
В процессе работы такой станок способен на выходе выдать полностью готовую деталь.
Читайте нас в Яндекс Дзен и подписывайтесь во Вконтакте.

