

Что такое кинематическая схема станка
Основные понятия. Снятие кинематической схемы станка
Снятие кинематической схемы станка
Цель работы
1. Ознакомиться с внутренним устройством и компоновкой узлов и механизмов станка.
2. Научиться самостоятельно разбираться в назначении механизмов и определять их взаимосвязь при работе станка.
3. Получить практические навыки составления кинематических схем станков, пользуясь принятыми условными обозначениями элементов этих схем, и составления уравнений кинематического баланса его кинематических цепей.
4. Научиться производить необходимые замеры.
Содержание работы
1. Внимательно ознакомиться и изучить устройство, расположение, назначение и взаимодействие механизмов станка.
2. Составить кинематическую схему станка.
3. Обозначить на схеме величины параметров звеньев кинематических цепей станка.
4. Написать уравнения кинематических цепей станка.
Основные понятия
Кинематическая цепь – это совокупность ряда передач – зубчатых, винтовых, реечных, ременных, храповых и других, осуществляющих передачу движений от начального звена к конечному, например, от электродвигателя к шпинделю (условные обозначения передаточных пар и механизмов металлорежущих станков по
ГОСТ 2.770–68 приведены в приложении 2).
Уравнение кинематического баланса – это зависимость движения одного конечного звена кинематической цепи oт другого, например, шпинделя (заготовки) и суппорта (резца).
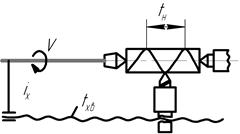
Для винторезной цепи (рис. 1) уравнение кинематического баланса (кратко – уравнение баланса) можно записать так:
 ,
,
где iх – передаточное, отношение органа настройки, например, гитары сменных колес; tхв – шаг ходового винта; tн – шаг нарезаемой резьбы.
Сокращенная запись уравнения баланса: 1об.шп.→ tн.
Кинематическая схема станка – его условное изображение совокупности его кинематических цепей в одной плоскости (плоскости чертежа). Назначение кинематической схемы станка – дать полное представление о том, как передается движение к исполнительным механизмам. Передачи и механизмы в схемах показывают наглядным контуром, напоминающим форму действующих устройств (прил. 2).
На кинематической схеме приводят данные, по которым настраивают станок – мощность и частоту вращения ротора электродвигателей, диаметры шкивов, числа зубьев зубчатых колес, модуль рейки, число заходов червяков, число заходов и шаг ходовых винтов.
В приложении 1 представлена кинематическая схема токарно-винторезного станка мод. 16K20 с проставленными числами зубьев зубчатых колес, диаметрами шкивов и другими данными.
Рассмотрим примеры составления уравнений баланса кинематических цепей станка.
1. Цепь главного движения (с перебором, реверсивная муфта включена влево). Конечные звенья цепи: электродвигатель М – шпиндель (вал У1); конечные перемещения: nдв→ nшп.
Уравнение баланса (для положения, показанного на рисунке прил.1)
 ,
,
где nшп –частота вращения шпинделя, об/мин.
2. Винторезная цепь при нарезании специальных резьб или повышенной точности (муфты M1 в М2 включены, коробка подач отключена). Конечные звенья цепи: шпиндель – суппорт; конечные перемещения: 1об.шп.→ tн.
Уравнение баланса (блок Б5 в правом положении)
 ,
,
где а, в, с, d –числа зубьев сменных колес гитары; tхв – шаг ходового винта; tн – шаг нарезаемой резьбы.
3. Цепь продольной подачи (муфты M1 и М2 выключены, а муфты M3, М4, и M включены). Конечные звенья цепи: шпиндель – суппорт, конечные перемещения: 1об.шп.→ Sпр.
Уравнение баланса (блок Б5 в правом положении)
где а, в, с, d – числа зубьев сменных колес гитары; Sпр – продольная подача, мм/об; m – модуль рейки, m=3 мм.
4. Цепь поперечной подачи (муфты M1 и М2 выключены, а муфты M3, М4, и M включены). Конечные звенья цепи: шпиндель – поперечный суппорт; конечные перемещения: 1об.шп.→ Sпоп.
Уравнение баланса (блок Б5 в правом положении)
где tхв – шаг ходового винта поперечной подачи (tхв = 5 мм); Sпоп – поперечная подача, мм/об.
Кинематические схемы станков
Классификация металлорежущих станков
Серийно выпускаемые станки подразделяются по различным признакам.
I. По виду обрабатываемой заготовки станки делятся на девять групп.
2 Сверлильные и расточные
3 Шлифовальные, заточные, доводочные, полировальные,
5 Зубо- и резьбообрабатывающие
7 Строгальные, долбежные, протяжные
8 Разрезные (отрезные)
Каждая группа делится на девять подгрупп (тип станков), которые указывают на степень автоматизации, компоновку, вид применяемого инструмента и т. д.
II. По массе станки делятся на три группы:
1 Легкие (до 1 тонны)
2 Средние (до 10 тонн)
3 Тяжелые (свыше 10 тонн)
Тяжелые станки делятся на три подгруппы:
1 Крупные 10-30 тонн,
2 Собственно тяжелые 30-100 тонн,
3 Особо тяжелые, уникальные свыше 100 тонн.
III. По степени универсальности станки делятся на:
1 Универсальные – применяются для выполнения различных операций при изготовлении деталей.
2 Специализированные – применяются для обработки деталей сходных по конфигурации, но имеющие различные размеры (ступенчатые валики).
3 Специальные – применяются для обработки детали одного типоразмера или одной определенной детали.
IV. По своему устройству станки делятся на:
В зависимости от класса точности станки делятся на пять классов:
Н – нормальный класс точности
П – повышенный
В – высокий
А – особо высокий
С– особо точный (мастер станок).
Для обозначения моделей серийно выпускаемых станков используется 3-4 цифры и буквы.
Первая цифра указывает группу, вторая – подгруппу (т.е. тип станка), третья и четвертая характеризуют один из важнейших размеров станка или обрабатываемой детали. Буква, стоящая после первой цифры указывает на модернизацию (улучшение технической характеристики без видоизменения базовой модели станка). Буква, стоящая в конце обозначает класс точности (класс Н не указывается) или обозначает модификацию (видоизменение базовой модели станка).
Шифр специальных и специализированных станков образуется добавлением к шифру завода порядкового номера модели. Например, ЕЗ-9 – шифр специального станка для нарезания реек, выпускаемого Егорьевским станкостроительным заводом «Комсомолец».
Модель 2150
2 – сверлильный
1 – вертикально-сверлильный
50 – наибольший диаметр сверления деталей из стали.
Модель 6Н12ПЕ
6 – фрезерный
Н – модернизированный
1 – вертикально-консольный
2 – номер стола установленного на станке.
Пользуясь справочником по этому номеру можно определить рабочую площадь стола
П – повышенный класс точности
Б – модифицированный.
Движения в станке
Для получения требуемой формы изготавливаемой детали рабочим (исполнительным) органам станка необходимо сообщать соответствующие движения. Эти движения можно подразделить на основные и вспомогательные.
К основным движениям относятся главное движение и движение подачи.
Главное движение – прямолинейное поступательное или вращательное движение заготовки или инструмента, происходящее с наибольшей скоростью в процессе резания.
Движение подачи – прямолинейное поступательное или вращательное движение режущего инструмента или заготовки, скорость которого меньше скорости главного движения.
Кинематические схемы станков
Движение с вала на вал передается при помощи механических звеньев.
Если два звена соединены между собой и допускают относительное движение, то такая пара называется кинематической.
Кинематической цепью называется совокупность кинематических пар, связывающих источник движения с исполнительным механизмом или два исполнительных органа станка между собой.
Кинематической схемой называется условное изображение совокупности кинематических цепей станка в одной плоскости при помощи условных обозначений. Кинематическую схему изображают в произвольном масштабе, но она должна быть вписана в контуры основной проекции станка.
На кинематической схеме указывают числа зубьев колес, числа заходов червяков, шаг ходовых винтов, диаметры шкивов, мощность и частоту вращения двигателя. Валы обозначают римскими цифрами.
Каждый вид передаваемого движения окрашивается в определенный цвет.
Синий – главное движение
Коричневый – движение подач
Красный – вспомогательное движение
Зеленый – другие движения
Для изображения элементов кинематических схем пользуются условными обозначениями по ГОСТ 2770-68.
Кинематическая схема станков и механизмов
Для полного понимания последовательности работы отдельных элементов созданного агрегата разрабатывается специальная схема взаимодействия. Схема кинематическая позволяет не только определить структуру всего агрегата, но и характер взаимодействия отдельных элементов. Она является своеобразным описанием его работы. Например, описание кинематической схемы станка включает все его элементы, способы соединения, принципы взаимодействия и точность работы каждой детали и конструкции в целом.

По назначению и выполняемым функциям схемы делятся на следующие типы:
- функциональные (поясняют основные функции каждой детали и всего механизма);
- структурные (предназначены для представления структуры всего агрегата);
- принципиальные (показывают последовательность различных связей между отдельными деталями).
Элементы, наносимые на чертёж, имеют стандартные обозначения. Зная назначения каждого из них можно понять особенности работы конкретного станка или агрегата.
Правила выполнения схем
Выполнение графических изображений кинематических схем производиться с использованием следующих правил:
- выбор правильного обозначения применяемой конструкции;
- точное указание места расположения отдельной детали;
- последовательность их взаимодействия;
- ширина линий (устанавливается существующими стандартами);
- правильность отображения сносок;
- нанесение необходимых надписей и символов.
Правила выполнения кинематических схем заключаются в описании следующих конструктивных единиц:
- отдельных элементов;
- линий кинематических связей;
- звеньев;
- кинематических пар (объединяют две или несколько элементов).
Разработчик вправе выбирать масштаб по своему усмотрению.Это разрешено утверждёнными стандартами. На чертеже допускается не соблюдение реального расположения конструктивных составляющих в корпусе агрегата.

Отдельной составляющей схемы считается блок (устройство, агрегат). Он предназначен для выполнения определённых функций. Его особенностью является не возможность деления на более мелкие детали без потери функционального назначения. Такими элементами являются: набор шестерён, один или несколько валов, установленные подшипники, используемый электродвигатель.
Линией связи между деталями обозначаются отрезком заданной длины и толщины. Он указывает на присутствие механизма связи между отдельными изделиями или устройствами. Если эта связь выполнена достаточно жёстко, конструкция объединяется в звено. Объединённые детали и звенья в единое целое называется установкой.
Для более подробного описания взаимодействующих элементов или звеньев, передачи направления движения допускается их объединение в так называемые кинематические пары. Особенности и порядок выполнения графических изображений зависит от их назначения.
На функциональных схемах отображают отдельные детали конструкции, которые задействованы в основном процессе передачи движения. Для удобства (по возможности) несколько деталей объединяют в отдельные функциональные группы. На чертеже обязательно отображают их функциональные связи. Каждый из них имеет собственный графический символ. Он установлен существующими стандартами и правилами оформления чертежей. Для лучшего понимания проходящего технологического процесса рекомендуется наносить технические характеристики использованных комплектующих. Кроме пояснительных надписей допускается размещение на свободном месте листа таблиц или диаграммы.

На принципиальных схемах отображают детали или их группы. Это могут быть, валы, передаточные механизмы или готовый двигатель. Они дают представление и понимание используемых принципов работы всего агрегата. Каждая деталь или узел изображается в отключённом состоянии (без указания порядка взаимодействия с другими деталями). Их составляются для проведения регулировок и отладки собранного агрегата. С этой целью изображаются все основные кинематические связи: механические и не механические. Эти связи наносятся между отдельными элементами, кинематическими парами или группами элементов. Графически они располагаются в границах контура, обозначающего корпус агрегата. Чертёж каждого механизма, состоящего из нескольких комплектующих, может исполняться отдельным документом. На основном листе делается соответствующая ссылка. Если в составе отдельного агрегата или целого устройства применяют несколько одинаковых деталей, допускается выполнение одного чертежа. Остальные изображаются с допустимыми упрощениями. Положение комплектующих изделий может быть выбрано на основании наиболее оптимального процесса взаимодействия. Если этого недостаточно разрешается изобразить пунктирными линиями конечное положение детали.
Для лучшего понимания разрешается переносить элементы по поверхности листа. Обязательным условием является сохранение кинематических и функциональных связей. При нехватке места на поле чертежа в рамках границ корпуса агрегата, допускается отдельную деталь вынести за границы. В этом случае обязательно должны быть выполнены пояснения для ссылок. Они должны обеспечивать сохранение кинематических связей.
На принципиальной схеме обязательно указывают:
- максимально допустимое число оборотов вращающихся валов, передаточных звеньев;
- допустимое отклонение детали от исходного состояния;
- справочные таблицы;
- графики и диаграммы;
- характеристики, полученные расчётным путём на этапе проектирования;
- надписи, для пояснения специфики отдельных изделий или кинематических пар.
Схема,разработанная для пояснения протекающих динамических процессов, включает размеры каждого изделия с указанием допустимых значений механических нагрузок. На ней подробно наносят характеристики валов, места расположения, применяемых опор. При пересечении различных деталей необходимо сохранять неразрывность начерченных линий. При наложении изображений различных конструкций дальнюю изображают как невидимую. Все линии и фигуры исполняются по правилам чертежной графики.
На кинематических схемах отображают:
- сплошными линиями установленной толщины –вращающиеся детали;
- линиями тоньше на половину–конструкции, которые указываются с упрощениями, например, червячные передачи или зубчатые колёса;
- взаимосвязи между отдельными составляющими, особенно кинематическими парами,выполняют пунктирными линиями;
- указание взаимосвязи между двигателем и передаточными механизмами–двойными пунктирными линиями;
- все связи, полученные расчётным путём, на этапе проектирования,при доработке наносятся тройными пунктирными линиями.
Кинематическим группам присваивают наименования. Оно поясняет тип и функциональное назначение. Могут быть указаны особенности привода подачи или специфику червячной передачи. Все эти пояснения делаются как вынесенные надписи на специально изображённой полке. Все эти надписи могут быть объединены в отдельный перечень. В нём делаются специальные пометки, указывающие на характеристики известные из справочников и стандартов, полученные расчётным путём и характеристики, получаемые в процессе отладки и регулировки всего механизма. В этом случае такие параметры помечаются специальной надписью, которая указывает, что они подбираются при регулировании.
Регламентирующие документы
Порядок и правила обозначения всех деталей, из которых состоит механизм,на всех типах схем установлены принятыми государственными стандартами. Эти правила, регламентируют порядок оформления графических элементов (фигур, надписей, обозначений)на кинематических схемах. Они являются обязательными для выполнения чертежей для любых механизмов и агрегатов.

В этот перечень входят:
- стандарт, определяющий перечень основных типов пояснительных надписей – ГОСТ 104-68;
- ГОСТ 2.701-84, включает пояснение основных видов и типов разрабатываемых схем;
- перечень установленных обозначений, разрешенных для использования ГОСТ 2.721–74;
- список обозначений: условные графические и общего назначения ГОСТ 2.747–68;
Скачать ГОСТ 104-68
Скачать ГОСТ 2.747-68
Скачать ГОСТ 2.701-84
Скачать ГОСТ 2.721-74
Они определяют место расположения и правила графического изображения (выбор толщины линий, формы значков, изображение сносок).
Область применения
Для понимания взаимосвязей отдельных деталей в полной структуре агрегата составляются кинематические схемы. На них отображают последовательность передачи различных видов перемещения деталей: вращательного или поступательного движения. Например, можно последовательно проследить передачу вращения от электродвигателя через передаточные звенья к конечному устройству.
Например, кинематическая схема токарного станка наглядно показывает, как передаётся вращательное движение якоря двигателя, к редуктору и к исполнительному механизму (передней бабке). На ней отображается путь поступательного движения подачи заготовки и режущего инструмента. На каждой схеме все детали машин объединены в единый стройный механизм.
Подобные схемы позволяют понять принцип работы самых сложных механизмов. К таким системам относится газораспределительный механизм (ГРМ) двигателей внутреннего сгорания. При рассмотрении системы сжатия педального механизма можно определить физические параметры каждого элемента, величину и направление сил действующих на них.
Важное значение имеют подробные кинематические схемы, составленные для комплексных обрабатывающих центров. Схемы механизмов типа бипод обладают гибридной кинематической структурой. Они объединяют: станину, механизмы параллельной кинематики, систему удержания заготовок и подачи режущего инструмента. Механизм подачи инструмента специальный многоцелевой механизм для содержания различного режущего инструмента и подачи его в необходимое время к поверхности заготовки для осуществления обработки поверхности.
Чтение кинематических схем
Система отечественных стандартов определяет перечень и правила обозначения каждой используемой детали. Таких изображений существует более двух сотен.Все знаки располагаются с соблюдением последовательности передачи движения от элемента к элементу. Они имеют своё графическое изображение. Например, подшипники качения и скольжения обозначаются двумя параллельными линиями заданной толщины. Муфта отображается в виде системы зубьев, которые входят в зацепление. В зависимости от применяемого знака, можно определить, какая муфта изображена: предохранительная или кулачковая.

Для станков, вал обозначается длиной сплошной линией, на котором располагаются различные элементы. Обозначение червячной передачи позволяет определить направление передачи обоих видов движений: поступательного и вращательного.
Для удобства чтения кинематической схемы любого оборудования все элементы нумеруются. Нумерация производится последовательно, начиная от двигателя и заканчивая конечным элементом. В соответствие с требованиями ЕСКД валы могут быть пронумерованы римскими цифрами, а остальные элементы схемы арабскими. Графические изображения (надписи или пояснения) располагают с помощью линий выноса. Каждая заканчивается небольшим отрезком (полкой) над которым наносят необходимые надписи. Их размещают на любом удобном свободном пространстве.
Чтение названий осуществляется на основании принятых наименований.Каждое имеет свою аббревиатуру. Она состоит из одной заглавной буквы и одной цифры. Вид обозначается заглавными буквами, например,К – кинематические, Г – гальванические. Тип цифрами, например, 1 – структурные, 2 – функциональные, 3 – принципиальные. Более подробный перечень таких обозначений можно найти в соответствующих таблицах. Таким образом, название может состоять из нескольких обозначений: ЭЗ – это схема электрическая принципиальная; К3 – кинематическая принципиальная.
Станки токарные винторезные
Кинематическая схема токарно-винторезного станка
Машиностроительные заводы широко применяют токарно-винторезные станки.
Общий вид современного токарно-винторезного станка модели 1К62 показан на рис. 264, а его кинематическая схема — на рис. 265.
Рис. 264. Общий вид токарно-винторезного станка 1К62: Р1 и Р4 – рукоятки настройки чисел оборотов шпинделя; Р2 – рукоятка нормального и увеличенного шага резьбы; Р3 – рукоятка реверса подачи; Р16 – рукоятка настройки величины подачи и шага резьбы; Р17 – рукоятка включения подачи; Р14 – рукоятка маховичка ручного перемещения каретки; Р12 – рукоятка включения гайки; Р7 и Р15 – рукоятки включения, остановки и реверсирования шпинделя; Р8 — рукоятка управления ходами каретки и суппорта; К1 – кнопка выключения реечного зубчатого колеса при нарезании резьбы; Р5 – рукоятка для поворота и зажима резцовой головки; Р13 – рукоятка поперечной подачи суппорта; Р6 – рукоятка подачи верхней части суппорта; Р9 – рукоятка крепления пиноли задней бабки; Р10 – рукоятка крепления задней бабки; Р11 – рукоятка вращения маховичка перемещения пиноли задней бабки; К2, K3 – кнопочная станция пуска и остановки главного привода; В1 – выключатель насоса охлаждения; В3 – линейный выключатель; В3 – выключатель местного освещения.
На данном станке можно выполнить всевозможные токарные работы, в том числе нарезание метрических, дюймовых и модульных резьб, копировальные работы с помощью гидрокопировалыюго суппорта и другие работы.
Техническая характеристика станка
Высота центров над станиной, мм
Расстояние между центрами, мм
710, 1000 и 1400
Количество рабочих скоростей шпинделя
Пределы чисел оборотов шпинделя при рабочем ходе, об/мин
Пределы продольных подач, ммоб
Мощность электродвигателя, квт.
Благодаря значительной мощности и быстроходности, станок позволяет рационально использовать современный режущий инструмент, оснащенный пластинами твердых сплавов, и пригоден для точения с большими подачами — до 4,46 мм/об. Конструкция станка позволяет установить на нем гидрокопировальный суппорт, гидрокопировальный зажимной патрон и механически перемещать заднюю бабку и суппорт. Это позволяет увеличить производительность труда за счет сокращения времени на установку, закрепление заготовки и снятие ее после обработки. Станок управляется выключателями (В1 — В3), кнопками (Ki — Кз) и рукоятками (Р1— Р16) (рис. 264). Ниже рассматриваются его основные узлы и механизмы.
На станине I, установленной на двух тумбах, смонтированы передняя бабка II, суппорт III с фартуком IV и резцедержателем V, задняя бабка VII с центром VI, коробка подач VIII, ходовой валик IХ и ходовой винт X. На левом конце станины болтами прикрепляется передняя бабка. По направляющим станины перемещаются суппорт и задняя бабка.
Передняя бабка II служит для закрепления обрабатываемой заготовки с помощью кулачкового патрона или же переднего и заднего центров и сообщения заготовке вращательного движения с необходимой скоростью. Шпиндель станка делается пустотелым и расположен в подшипниках. Вращение заготовки, закрепленной в кулачках патрона или в центрах, передается от индивидуального электродвигателя (n = 1450 об/мин). Через шкив, закрепленный на роторе мотора, ременной передачей движение передается на приводной вал станка, а от него зубчатые колеса механизма скоростей вращают шпиндель и заготовку.
Механизм главного движения (рис. 265) от электродвигателя и зубчатые передачи, размещенные в передней бабке, обеспечивает получение 23 различных оборотов шпинделя в минуту.
Рис. 265. Кинематическая схема токарного станка.
Пуск, остановка и изменения направления вращения шпинделя осуществляются двойной пластинчатой муфтой Ф1— Ф2, смонтированной на приводном валу I. Включением муфты Ф1 влево от вала I приводится во вращение блок зубчатых колес Z = 56 и Z=51, осуществляющий рабочее движение шпинделя. С этими зубчатыми колесами могут сцепляться колеса Z = 34 и Z = 39 блока Б1, перемещающегося по валу II, и сообщают последнему две скорости вращения. Последовательное соединение зубчатых колес Z = 29, Z = 21 и Z = 38, неподвижно установленных на валу II с колесами Z = 47, Z = 55 и Z = 38 передвижного блока Б2, позволяет передать движение валу III. От вала III зубчатое колесо Z = 65 предает, непосредственно шпинделю шесть различных скоростей вращения через колесо Z = 43 блока Б5.
Шпиндель может получать вращение от вала III еще через подвижные блоки Б3, Б4, установленные на щлицах переборного валика IV, и через зубчатое колесо Z = 27 валика V к колесу Z = 54 блока Б5 шпинделя. Следовательно, шпиндель VI получает 30 разных скоростей при прямом вращении. В действительности же шпиндель VI имеет всего 23 различных скорости вращения вследствие повторяемости передаточных отношений зубчатых колес механизма скоростей (от III вала к IV — 45/45 и от IV к V валу — 45/45)
Число оборотов шпинделя в минуту определяется по формуле
где nш — число оборотов шпинделя в мин; nд — число оборотов электродвигателя в мин; d1 — диаметр ведущего шкива в мм; d2 — диаметр ведомого шкива в мм; η— коэффициент проскальзывания ремня; iм ּ ск —общее передаточное отношение зубчатых колес механизма скоростей.
Например, минимальное число оборотов шпинделя будет nmin = 
Изменяя передаточное отношение iмּск передвижением блоков Б2, Б3, Б4, Б5, можно получить все числа оборотов шпинделя, которые расположены по геометрическому ряду со знаменателем φ = 1,26.
Включением муфты Ф2 вправо осуществляется обратное вращение шпинделя. Через зубчатые колеса Z = 50; Z = 24; Z = 36; Z = 38 вращение от вала I передается валу II и далее к шпинделю через блоки зубчатых колес Б2, Б3, Б4, Б5 При обратном вращении шпиндель имеет 12 различных чисел оборотов. Быстрая остановка шпинделя после его выключения осуществляется ленточным тормозом Т.
Механизм главного движения имеет звено увеличения шага резьбы с передаточными числами  , уменьшающими число оборотов шпинделя в 8 раз, и Формула
, уменьшающими число оборотов шпинделя в 8 раз, и Формула  ., уменьшающими в 32 раза. Звено увеличения шага резьбы используют для нарезания метрических, модульных многозаходных и других резьб. Звено увеличения шага резьбы используют при включении колеса Z = 45 вала III с колесом Z = 45 блока Б6 на валу VII.
., уменьшающими в 32 раза. Звено увеличения шага резьбы используют для нарезания метрических, модульных многозаходных и других резьб. Звено увеличения шага резьбы используют при включении колеса Z = 45 вала III с колесом Z = 45 блока Б6 на валу VII.
Нарезание правой и левой резьбы на данном станке возможно за счет реверсивной передачи (35/28 ּ 28/35) выполняемой перемещением блока Б7 на валу VIII вправо. Включение блока Б7 с зубчатыми колесами Z = 42 и Z = 28 вала VII позволяет увеличить передаточное отношение механизма подач в два раза, т. е.

Коробка подач (рис. 265) станка служит для монтажа в ней механизма подач, передающего движение ходовому валу и ходовому винту. Движение подачи суппорта осуществляется или непосредственно от шпинделя через зубчатые колеса Z = 60 и Z = 60, или же через звено увеличения шага. При работе с ходовым валиком IX (рис. 264) или при нарезании метрической и дюймовой резьбы с помощью ходового винта XV (рис. 265) движение от вала VIII (рис. 265) передается валу IX коробки подач через сменные зубчатые колеса Z = 42, Z = 95, Z = 50, а для нарезания модульных и питчевых резьб устанавливаются сменные зубчатые колеса Z = 64, Z = 95, Z = 97.
От вала IX (рис. 265) движение ходовому валу XVI или ходовому винту ХV можно передать тремя вариантами:
1. При нарезании точных резьб механизм подачи отключается и движения от вала IX при включении муфт М1, М2, М4 передаются через валы XI, XIV ходовому винту XV. Этой непосредственной передачей движения от вала IX к ходовому винту XV «на прямую» исключают возможные неточности передач зубчатых колес механизма подач, что необходимо при нарезании резьб повышенной точности.
2. Муфтой M1 включают вал IX с валом XI и от последнего через одно из зубчатых колес шестеренчатого конуса и зубчатые колеса Z = 36, Z = 25, Z = 28 накидной обоймы вращение передают валу X. От вала X включением муфты М3 вращают вал XII, а от него переключением двойных блоков зубчаток Б11 и Б12 сообщают валу XIV 7 ּ 4 = 28 различных чисел оборотов. От вала XIV движение на ходовой вал XVI передается двумя блоками зубчатых колес 28 — 28; 56 — 56 и муфтой обгона М0. На ходовой винт XV движения от вала XIV передается включением муфты М4.
3. Вращение от вала IX передают валу X зубчатыми колесами Z = 35, Z = 37, Z = 35 и далее зубчатыми колесами Z = 28, Z = 25, Z = 36 накидной обоймы на любое из семи колес шестеренчатого конуса, неподвижно соединенного с валом XI. От вала XI зубчатыми колесами Z = 35, Z = 28, Z = 28, Z = 35 валу XII, а от него валу XIV сообщают 28 различных чисел оборотов, как и в предыдущем варианте, включением двойных блоков Б11 и Б12. От вала XIV движение передают на ходовой вал XVI, а на ходовой винт XV — включением блока зубчаток 513 с зубчатыми колесами 56.
Для нарезания торцовой резьбы (архимедовой спирали) блок зубчаток Б13 передвигают по валу XIV влево и соединяют колесо Z = 28 с колесом Z = 56, установленным на ходовом валу XVI.
Суппорт (рис. 266) с фартуком и резцедержателем служит для установки и закрепления резца в рабочем положении и сообщения ему продольной или поперечной подач.
Рис. 266. Суппорт токарного станка.
Нижняя часть 16 суппорта (продольные салазки) перемещается по направляющим станины. В продольных салазках вмонтирован винт 2 поперечной подачи, который вращается вручную маховичком 15 или зубчатым колесом 17, соединенным шпонкой с винтом 2 неподвижно. При вращении винта 2 с помощью гайки 3 перемещаются поперечные салазки 1, осуществляя их поперечную подачу по направляющим продольных салазок. Поворотный круг 14 при помощи двух болтов 13 прикреплен к верхней части поперечных салазок 1. Головки болтов 13 свободно перемещаются по Т-образному пазу 4 и позволяют повернуть поворотный круг 14 вправо или влево от нулевой линии основания салазок на угол до 90º. Отсчет углов на внешней части поворотного круга производится после его установки и закрепления гайками 5. Круг 14 имеет направляющие 12 для верхней каретки суппорта 6, который перемещается винтом 11 вручную. Поворотный резцедержатель 9 представляет четырехгранник, в котором можно одновременно закрепить четыре резца. Резцедержатель установлен на оси 7 и закрепляется в рабочем положении рукояткой 8.
Механизм фартука (рис. 265) преобразует вращательное движение ходового вала XVI или ходового винта XV в поступательное движение суппорта. От ходового вала XVI (рис. 265) вращение передается валу XVIII через зубчатые колеса Z = 27, Z = 20, Z = 28, предохранительную муфту Мn (от перегрузки) и червячную пару с передаточным отношением i = 4/20. В механизме фартука имеются еще четыре мелкозубые муфты М5, М6, M7, М8, позволяющие осуществлять прямую и обратную подачи в продольном и поперечном направлениях.
Чтобы получить прямую продольную подачу, включают муфту М6 и движение в этом случае от вала XVIII через зубчатые колеса Z = 40, Z = 37, Z = 14, Z = 66 передается реечному зубчатому колесу Z = 10. Для продольной подачи в обратном направлении включают муфту М7 и вращение реечному колесу от вала XVIII сообщается через колеса 40 — 37 — 14 — 66 (Здесь и дальше в тексте цифры 40, 45, 37 и т. д. обозначают число зубцов колес). Поперечная подача осуществляется при включении муфты М6. При этом винт поперечной подачи вращается от вала XVIII через зубчатые колеса 40 — 37 — 40 — 61 — 20. Обратное направление поперечной подачи получают включением муфты М5 с помощью зубчатых колес 40 — 37 — 45 — 61 — 20. Во избежание одновременного включения ходового винта и ходового валика или продольной и поперечной подач, в механизме фартука имеется блокирующий механизм (на кинематической схеме не показан). Суппорт может иметь ускоренное движение от отдельного электродвигателя (N = 1 квт, n = 1410 об/мин) через ременную передачу ходовой вал и далее по ранее рассмотренным направлениям. Муфта обгона М0 в коробке подач позволяет суппорту иметь ускоренное движение без выключения рабочей подачи.
Задняя бабка (рис. 267) служит для поддержания центром обрабатываемой заготовки. При обработке отверстий ею пользуются для закрепления сверл, зенкеров, разверток и пр. Корпус 4 задней бабки устанавливается на плите (основании) 2, а плита — на направляющих станины 1. Для обтачивания конусов корпус задней бабки сдвигают винтом 12 относительно плиты 2 в поперечном направлении по направляющей 3.
Рис. 267. Задняя бабка токарного станка.
Вращая винт 9 маховичком 11, перемещают гайку 10 и закрепленную с ней пиноль вдоль оси. Штифт 6 входит в продольной паз пиноли и тем самым препятствует ее провертыванию в корпусе бабки. Рукояткой 7 повертывают винт 5, который стягивает надрезанную часть корпуса задней бабки и закрепляет пиноль 8 неподвижно в корпусе.

