

Дип 500 токарный станок технические характеристики
Легендарный ДИП 500: описание токарно-винторезного станка по дереву
Свое название станки токарно-винторезной группы ДИП-500 получили в 30-е годы прошлого века. Число указывает максимальный радиус обрабатываемой детали, аббревиатура сокращает популярный лозунг «Догоним и перегоним!». Создан этот токарный станок по металлу на московском заводе «Красный пролетарий» для обработки деталей большого размера. Спустя 10 лет, в 1944 г, выпуск ДИП 500 был освоен на Рязанском станкостроительном заводе, где с техническим названием 1Д65 он стал своеобразной визитной карточкой предприятия. Прототипом послужил тяжелый немецкий агрегат фирмы VDF. Традиционная надежность передалась потомку. По нынешний день экземпляры б/у и даже первые аналоги станка можно купить в рабочем состоянии.

Назначение и функционал
Токарный станок ДИП-500 проектировался как базовый для нужд тяжелого машиностроения, а так же военной промышленности, что сыграло свою роль в годы Великой Отечественной Войны. Простота освоения токарного дела на этом типе машин позволяла ставить к ним практически не обученный персонал.
Точение над кареткой суппорта деталей размером до 620 мм в поперечнике делало реальным изготовление практически любых видов приводных валов и других подобных изделий для энергетики, станкостроения, прочих отраслей народного хозяйства. Токарно-винторезный станок давал четыре вида резьбы, различного шага, размера и профиля как снаружи, так и изнутри. На нем производили расточку отверстий, круглых полостей, обработку труб диаметром до 100 мм. Механизм перемещения задней бабки на 40 мм в направлении перпендикулярном оси деталей облегчал точение конусных поверхностей, а так же нарезку на них резьбы.
Мощные резцы с державкой (телом инструмента) сечением 5х5 сантиметров даже на самых первых довоенных моделях ДИП-500 срезали в стружку до 2,5 тонн металла за час работы. Для отечественных станков результат по тем временам фантастический.
Характеристики станка
Технические характеристики ДИП 500 однозначно относят его к классу тяжелых. Вес в зависимости от модификаций составляет от 9,85 тн до 20,3 тн. С учетом расстояния между центрами (РМЦ) на токарном станке обрабатывают детали с массой до 8 и до 10 тн.
Линейка моделей по базовой длине состоит из пяти версий с габаритами 4.1, 6.140, 8.180, 9.19, и 11.38 метров. Соответственно размеры участка, где станок способен выполнять точение, составляет от 1 до 10 м.
Одна из особенностей серии ДИП500: полый шпиндель с диаметром прохода 100 (в 1967 году увеличен до 128 мм) мм. Подобное устройство при наличии дополнительных подпор (люнетов) позволяет обрабатывать детали с длиной, превышающей область точения в несколько раз. Эта характеристика наряду с возможностью нарезки конусной резьбы с перемещением суппорта изначально предусматривала изготовление оборудования (штанг) для бурения скважин.
Кроме конусной резьбы, наличие коробки подач дает возможность ДИП-500 выполнять метрическую, модульную и дюймовую, в количестве по размерам (соответственно) 22; 13 и 36.
На протяжении всей своей истории выпуска при неизменных основных характеристиках, токарно-винторезный станок ДИП 500 подвергался постоянным улучшениям. Так, кроме увеличения сквозного прохода в шпинделе возросла до 500 об/мин скорость вращения, ранее составлявшая 192 об/мин. Увеличилась с 17 до 22 кВт мощность двигателя главного привода. Совместно с коробкой скоростей в современных станках он выдает усилие момента вращения при обработке до 9500 Нм (950 кгсм).
Все элементы ДИП-500 располагаются на станине из специального чугуна. Ее масса составляет 2/3 веса всего токарного станка и гасит вибрации на глубоких подачах резца при токарных операциях.
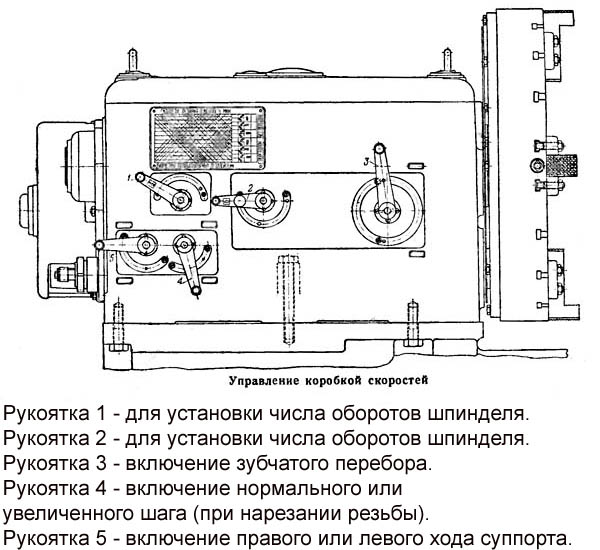
Общее устройство
1. Станина имеет две основных направляющих призматической формы с разным углом наклона граней. У передней, на которую приходится главное усилие при обработке, площадь сечения вдвое больше. В задней части станины оставлено отверстие для удаления стружки образующейся при обработке деталей. Опорная пята станка выполнена сплошной и прилегает к фундаменту всей плоскостью, обеспечивая максимальную устойчивость.
2. Передняя бабка — с чугунным корпусом располагается слева от токаря. Сверху под съемной крышкой находятся шестерни коробки скоростей. Спереди и снизу от нее находится основной двигатель и клиноременный механизм привода.
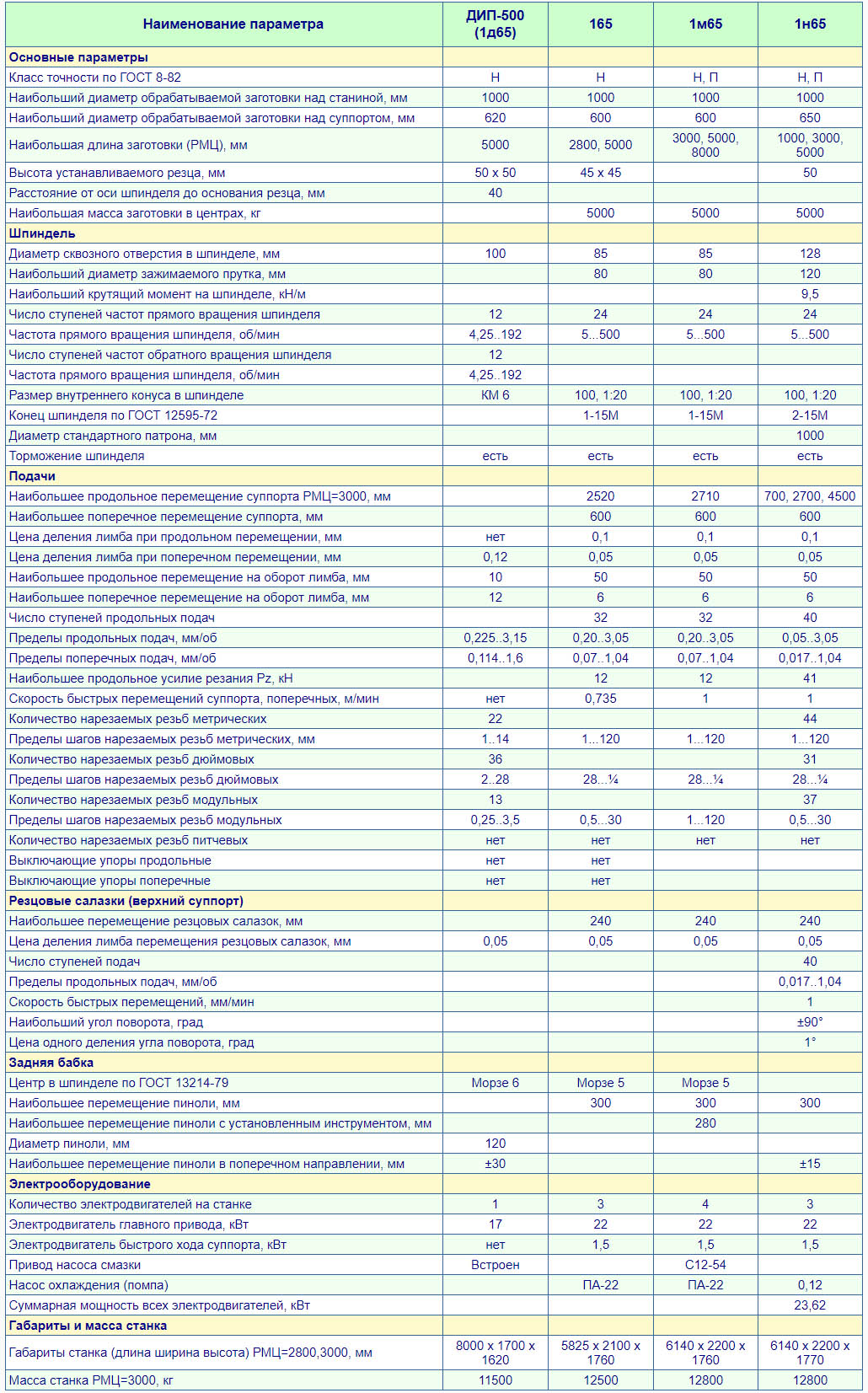
3. Технические характеристики коробки скоростей ДИП-500 дают на выходе двенадцать ступеней прямого вращения шпинделя и столько же обратного. Кроме того, ускорять это движение пропорционально в 2; 4; 8 и 16 раз. Управление осуществляется с помощью рукоятей на передней панели коробки. Выше находится металлическая табличка с указанием положения ручек и зависящих от этого режимов.
Рукоятей пять: две регулируют скорость вращения, одна служит включению зубчатого перебора, остальные определяют направление и шаг нарезки резьбы. Там же расположен пусковой механизм электрической части токарно-винторезного станка, обеспечивающий остановку и включение двигателя в прямом и обратном направлении.
4. Коробка подач на передней бабке нужна для управления вращением передаточных валов. Пять ее ручек включают валы движения фартука, устанавливают параметры резьбы.
5. На коробку подач вращение передается набором сменных шестерен размещенных еще в одном узле — гитаре.
6. С другой стороны ДИП-500, справа от токаря, расположена задняя бабка. Ее задача центровка и поддержка длинных деталей.
7. Между бабками по станине движется сложное устройство — суппорт, который подает резец к детали под разными углами с необходимой скоростью и шагом. Верхняя часть способна поворачиваться на 90° и перемещаться на каретке как вручную, так и от механического привода. Благодаря последнему ДИП-500 выполняет нарезку не только прямой, но и конусной резьбы.
8. Движение суппорту вдоль станины сообщает еще одно передаточное устройство — каретка. Она перемещается с помощью механизмов фартука. Он так же способен двигаться вручную и от механического привода. Для первого способа служит большой маховик с рукоятью расположенный на левой стороне устройства. При механическом перемещении, фартук может дойти до упора, и сломаться. Чтобы этого не произошло, он снабжен специальным «падающим» стопором, отключающим привод. Описанный механизм движения шпинделя, валов, шестерен и прочих узлов ДИП 500 собран по традиционной для большинства токарно-винторезных станков схеме. При огромном разнообразии режимов вращения он привычен для любого токаря, облегчает освоение работы на станке.
При обработке заготовок деталь и сам резец нагревается. Чтобы температура не превысила критических величин, ДИП 500 снабжен системой охлаждения. В нее входит бачок со специальной эмульсией, насос и подающие шланги. После того, как жидкость использована, она стекает в поддон, откуда через сетчатый фильтр снова поступает в бачок, двигаясь по замкнутому циклу. Для освещения места обработки на токарном станке ставится специальный светильник, который перемещается вместе с суппортом.
На фартуке размещен дублирующий пусковой механизм. Как и закрепленный на передней бабке он включает, станок, меняет направление вращения.
ДИП 500 в стандартной комплектации снабжается двумя люнетами. Один наглухо крепится непосредственно к направляющим станины, второй, монтируется на суппорте и перемещается вместе с ним.
Характерные особенности и преимущества ДИП-500
Основной характеристикой выделяющей ДИП-500 является большой диаметр обрабатываемой детали при значительной длине точения. Для изделий большого веса, как правило, применяют карусельные станки, но далеко не все они поддерживают точение настолько длинных деталей. К тому же масса и габариты подобных устройств значительно превосходят таковые у ДИП-500.
При всей мощи тяжелого токарно-винторезного станка его отличает плавность движения ручек управления, характерные обычно для небольших устройств. Основа этого –точный подбор сочетания различных по виду подшипников коробки скоростей и подач, а также их удачное размещение на основных направлениях усилий.
Важной характеристикой служит простота обслуживания и надежность. На современном рынке представлено немало б/у оборудования, которое до этого поменяло не одного хозяина, но способно прослужить еще десятки лет. Немалую роль в этом играет удачное крепление шпинделя. В то время как у большинства станков оно консольное, на ДИП-500 вал закреплен в двух основных точках.
Установка. Обслуживание и эксплуатация
При первом запуске в работу токарный станок очищают от консервационной смазки. Для этого используют керосин или уайт-спирит. Там где предусмотрено техническими характеристиками, консервирующая смазка заменяется рабочей, предохраняющей поверхность деталей от коррозии.
При установке механизма требуется выдержать горизонтальность станины, как вдоль так и поперек. Для проверки используют пузырьковый уровень с точностью 0,04 мм на метр. Корректировка производится подбивкой стальных клиньев.
Для ежедневной нормальной работы достаточно:
- выдерживать режим, предусмотренный для обрабатываемой марки стали;
- своевременно добавлять и менять масло, следить за его уровнем;
- производить смазку механизмов;
Перед началом работы, станок следует осмотреть на наличие повреждений, проверить натяжение приводного ремня, легкость вращение двигателя.
Если эксплуатация ДИП500 начинается после длительного перерыва:
- двигатель желательно прокрутить со снятым приводным ремнем;
- дать станку поработать на холостом ходу не менее 20 минут.
Для предотвращения травматизма не работайте без штатных предохранительных устройств и ограждений. Одежда не должна иметь болтающихся концов, которые могут быть затянуты механизмом.
Особенности и технические характеристики токарного станка ДИП-500
Станок для токарных работ ДИП-500 начинает свое существование с 30-х годов ХХ века.
Его название представляет собой сокращение девиза «Догнать и перегнать», а цифры означают максимальный радиус изделия.

Сведения о производителе
Первым начал выпускать такие станки Московский завод «Красный пролетарий». С 1950 года производителем ДИП-500 является Рязанский станкостроительный завод.
Назначение и сфера применения
Станок используется для всех видов токарных работ и обработки заготовок из таких материалов, как сталь, чугун, дерево, композит, фторопласт. На нем можно делать такие операции:
- нарезка резьбы;
- подрезка торцов;
- выполнять изготовление длинных и коротких конусов;
- высокоскоростные режущие работы;
- обработка труб диаметром до 100 мм;
- расточка отверстий.
Габаритные размеры
Станок ДИП-500 относится к классу тяжелого оборудования. Его вес составляет 12800 кг. Габариты: 614х220х176 см. Конструкция очень устойчива.

Технические характеристики и принцип работы
Характеристики токарного станка:
- нормальная точность точения деталей;
- наличие дополнительных подпор позволяет точить детали большой длины;
- наибольший размер обрабатываемой детали – 100 см, над суппортом – 60 см;
- максимальная масса заготовки – 5000 кг;
- оборудование работает за счет 4-х электродвигателей разной мощности;
- охлаждение и смазка производятся с помощью двух насосов;
- суппорт может перемещаться как вдоль, так и поперек в ускоренном режиме;
- смена зубчатых колес позволяет точно настраивать величину шагов резьбы.
Основным рабочим моментом является резание детали во время ее вращения в патроне или центрах. Режущий инструмент может передвигаться при помощи вспомогательного движения подачи.
Поперечная подача регулирует глубину обработки. Конфигурация резца определяет форму детали.


Конструктивные особенности станка
Станок ДИП-500 имеет обычную конструкцию для станков своего класса. Она устойчива к вибрациям и большим нагрузкам. Детали выполнены из чугуна.
Расположение органов управления
На передней панели находятся органы управления – пять рукояток, над которыми помещена специальная табличка с описанием положений рукояток и их режимов.
Они управляют включением и выключением двигателя, устанавливают шаг и направление резьбы, регулируют скорость вращения.

Передняя бабка
Служит для закрепления детали, придания ей вращения, с ее помощью регулируются все параметры обработки. Передняя бабка расположена слева от токаря.

Суппорт
Суппорт движется по станине между бабками и подает резец к детали, определяя скорость и шаг резьбы. Он может работать в двух режимах: ручном и механическом.
Фартук
Служит для перемещения каретки. Может работать как механически, так и вручную. На фартуке имеется еще один пусковой механизм, который также может включать станок, изменять вращение детали.

Передняя крышка фартука снимается, внутри него находится обгонная муфта.
Коробка подач
Коробка находится на передней бабке, она отвечает за управление передаточным механизмом. С ее помощью можно включить валы движения, установить параметры резьбы. Она обеспечивает нарезку метрической, дюймовой и модульной резьбы.

Сменные шестерни
Сменные шестерни расположены в узле под названием «гитара». Они передают вращение на коробку подач.
Задняя бабка
Находится справа от рабочего. Может перемещаться по станине посредством вращения рукоятки и редуктора. На ней крепятся инструменты для резьбы, изготовления отверстий, точно фиксируются детали.
Кинематическая схема

Электрическая схема

Инструкция по эксплуатации, паспорт
Для правильной работы станка необходимо соблюдать инструкцию по эксплуатации.
- Станок весит более 10т, вместе с заготовкой вес его может значительно увеличиться. Поэтому необходимо подготовить отдельный фундамент и ровную устойчивую площадку.
- Аппарат имеет четыре электродвигателя. Для их работы нужно верно рассчитать электрическую нагрузку. Оборудование работает от трехфазной сети 380 В.
- Необходимо при установке проверить надежность всех креплений.
Обязательно следить за уровнем масла и своевременной смазкой механизмов. - Станина должна быть установлена строго горизонтально и вдоль, и поперек. Проверить уровнем.
Паспорт станка ДИП-500 аналогичен его новой модели 1М65. Его можно посмотреть здесь.
Обслуживание агрегата

Меры предосторожности и техника безопасности
Работа со станком требует соблюдения правил безопасности.
- Перед работой проверить состояние станка, его исправность.
- Если станок был выключен долгое время, сначала проверить его на холостом ходу.
- Не допускать превышения нагрузок.
- Обязательно убирать стружку (не руками!) и следить, чтобы не было пролито масло или жидкости около станка.
- Выключать станок при уходе, даже на короткое время или при появлении неисправностей.
- Современные аналоги
Аналогами станка ДИП-500 можно назвать следующие модели:
- Stalex C614OW.
- Proma SPF-1000PH/1500PH/2000PH.
- MetalMaster MLM 460×1500.
- Jet GH-1840 ZX DRO.

Также модифицированные модели станка имеют практически те же возможности и технические характеристики. Это следующие модели:
- РТ 731, 732, 539, 28608, 366, 53901.
- 16К50П, 16К50.
- 1М658, 1658.
- 1Н 65ГФ1, 65Г, 65Ф1.
Высокая надежность станка ДИП-500 еще и сейчас обеспечивает его применение. Хотя сейчас станок не выпускается, но его современные модификации широко используются на производстве.
Токарно-винторезный станок ДИП-500 (1М65)
Токарно-винторезный станок ДИП-500 стал выпускаться вместо токарного станка 165-ой линейки. С его помощью стало возможно обрабатывать крупногабаритные заготовки в условиях мелкосерийного и единичного производствах. Благодаря своей высокой надежности и качеству изготовления станок поставлялся на экспорт.

На сегодняшний день эти модели не выпускаются, но можно подобрать их современные аналоги.
История создания модели
Первым в СССР началу выпуска универсальных токарно-винторезных станков положил завод в Москве «Красный пролетарий» в тридцатых годах двадцатого века. В своих маркировках станков завод имел лозунг станкостроения СССР — ДИП. Расшифровывается эта аббревиатура так – «догнать и перегнать». В дальнейшем ДИП-500 стало выпускать предприятие Рязанского станкостроительного завода в пятидесятых годах двадцатого века, и он получил маркировку 1М65.
Обозначение модели
В маркировке токарно-винторезного станка ДИП-500: ДИП означает уже вышеуказанный лозунг, а 500 — это значение высота центров над станиной — 500 миллиметров.
Скачать паспорт токарного станка 1М65 (ДИП-500)
В маркировке ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков), модель 1М65 расшифровывается:
1 — это обозначение номера группы токарных станков;
М — это обозначение о проведенной модернизации базовой модели;
6 — это обозначение типа станков;
5 — это обозначение основной характеристики модели станка — значение высоты центров над станиной — 500 миллиметров.
Назначение модели
Токарно-винторезный станок ДИП-500 используется для механической обработки металлических и полимерных заготовок (из чугуна, стали, фторопласта и т.п.) типа тел вращения. При помощи этого токарного станка выполняют все виды токарных работ: начиная с подрезки торцов и заканчивая нарезкой различной резьбы.
Описание
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Главным движением — движением резания в этом станке является вращение заготовки, которая обрабатывается в патроне или центрах. Вспомогательное движение — движение подачи, при помощи которого осуществляется передвижение режущего инструмента.
Режущим инструментом для данного типа оборудования являются токарные резцы различных типов с пластинами из твердых сплавов и быстрорежущих материалов, а также сверла, развертки, зенковки, зенкера и разный резьбонарезной инструмент и приспособления.
В паспорте данного станка имеется практическая информация по техническим характеристикам и обслуживанию, благодаря которой он имел некоторые преимущества при работе, а именно существует возможность:
- выполнять режущие операции на высоких скоростях;
- точить длинные и короткие конуса благодаря механическому перемещению суппорта;
- достигать показателя шероховатости поверхности Ra = 1,6;
- изменять обороты шпиндельного вала переключением рукояток коробки скоростей;
- регулировать величину подачи с широком диапазоне;
- выполнять нарезку стандартных резьб;
- с помощью маховичков можно выдвинуть пиноль и передвинуть заднюю бабку;
- применяя метод смены зубчатых колес настраивать величины шагов нарезаемых резьб и перемещения суппорта;
- отдельным электродвигателем суппорта перемещать его в поперечном и продольном направлениях в ускоренном режиме.
Технические характеристики

Основные технические характеристики
Конструкция ДИП-500
Основными конструктивными элементами станков токарной группы являются: станина, передняя и задняя бабки.
Как и у всех станков токарной группы, так и у ДИП-500 главным конструктивным элементом является станина, к ней присоединяются передняя и задняя бабка, суппорт, а уже к ним все остальные конструктивные элементы.
Станина изготавливается цельнолитая из чугуна, вверху у нее расположены салазки для продольного передвижения суппорта, а в середине расположены под наклоном от рабочего места лючки для ухода стружки и смазывающая охлаждающей жидкости.
Передняя бабка расположена слева, устанавливается она с помощью штифтов и закрепляется болтами. В ней находятся: шпиндельный вал, коробка переключения скоростей, коробка переключения подач, система смазки с масляным насосом и электрощит управления. Внизу располагаются: циркуляционный электронасос с емкостью для смазывающей охлаждающей жидкости и механизм главного привода с электродвигателем.
Задняя бабка расположена справа, она передвигается по направляющим на станине при помощи редуктора, который приводится в движение вращением его маховичка. В пиноль встроили вращающийся вал, которая перемещается так же методом вращения маховичка.
Современные аналоги
Современными аналогами ДИП-500 являются такие модели станков как Stalex C6140W, Proma SPF-1000PH/1500PH/2000PH, MetalMaster MLM 460X1500, Jet GH-1840 ZX DRO и ряд других станков. Подробнее об этом оборудовании вы можете прочитать в статье об аналогах советских токарных станков.
Обзор токарного станка ДИП-500
Пришедший на смену 164 серии токарный станок ДИП-500 выпускался станкостроительным заводом в Рязани. Популярный в те времена лозунг «Догнать и перегнать» стал буквенным показателем новой модели, а «500» обозначал высоту центров. Агрегат был распространен на территории Советского союза и активно экспортировался в другие страны.
Устройство ценилось мастерами за свою надежность, качество и неприхотливость в работе. Предназначается установка для работы с болванками геометрических форм и больших и средних габаритов в условиях серийного и индивидуального производства. На установке возможно осуществление таких работ: сверление и растачивание отверстий, точение конусов и прочих поверхностей (наружное и внутреннее), нарезка резьб.
Токарный станок ДИП-500: технические характеристики
Устройство выделяется своей уникальностью, что делает его востребованным на производственных предприятиях и в настоящее время. Предусматривающий обработку больших болванок, станок позволяет устанавливать над основой болванки до 1000 мм в диаметре, а над суппортом – до 600 мм. При этом масса болванки не должна превышать 5000 кг.
В конструкции токарных установок важная роль отводится суппорту, который в рассматриваемой модели обладает рядом отличительных черт: треугольные направляющие, предотвращающие провисание подвески, регулируемые и точно настраиваемые опоры качения главного вала. Согласно паспорту, суппорт имеет такие основные параметры:
- Продольное смещение в наибольшем значении – 2710 мм.
- Поперечное смещение в наибольшем значении – 600 мм.
- Один оборот лимба при осевом смещении – 0,1 мм.
- Один оборот лимба при перпендикулярном смещении – 0,05 мм.
- Число перпендикулярных подач – 0,07-1,04 мм/об.
- Число осевых подач – 0,2-3,05 мм/об.
- Смещение резцовых салазок в наибольшем значении – 2450 мм.
В рабочей основе агрегата находится выемка, которая защищается съемным мостком. Она предназначается для увеличения диаметра обработки болванки. Главный рабочий вал устройства выделяется большими габаритами и позволяет устанавливать прутки до 8 см в диаметре.
Передний узел аппарата обладает значениями для наибольшего усилия резки, которое устанавливает максимальное количество удаляемого материала за одно движение режущего инструмента. Согласно паспорту, главный рабочий вал обладает основными параметрами:
- количество ступеней при прямом движении – 24;
- скорость вращения – 5-500 об/мин;
- усилие при осевой резке – 1200 кН;
- усилие при перпендикулярной резке – 780 кН.
Особенности конструкции
На станине установлены треугольные направляющие, одна из которых является базой для заднего узла, а остальные две – для каретки. Главный электродвигатель вмонтирован под главной сборочной единицей с левой стороны в специальной нише. В нише с правой стороны установлен насос охлаждения и емкость для охлаждающей жидкости.

В самой рабочей основе установлена емкость для отработанной охлаждающей жидкости и наклонные люки, по которым удаляется лишняя стружка, образовавшаяся во время работы устройства.
Передний узел установлен с левой стороны станины. Он надежно закреплен болтами и штифтами. В корпусе переднего узла расположены:
- Механизмы резки.
- Электромагнитный механизм, обеспечивающий торможение муфты.
- Механизм выбора направления перемещения каретки.
- Смазочный механизм.
- Шпиндельный блок.
- Механизм передвижения вилки.
- Механизм установки скорости шпиндельного узла.
Главный рабочий вал располагается на трех опорах качения, из которых две опоры регулируются, а одна – нет. Механизм резцедержателя имеет крестообразную форму, а его перемещение осуществляется при помощи крестообразного переключателя, рукояти каретки и махового механизма, вращающегося в двух направлениях – осевом и поперечном.
Движение заднего узла обеспечивает редуктор, который управляет валиком и его перемещениями по направляющим главной сборочной единицы.
В фартуке установки расположены четыре электромагнитные муфты, благодаря которым механизмы резцедержателя перемещаются при помощи одной рукояти. Фартук по своему типу относится к закрытым, а его передняя крышка снимается. Внутри фартука находится обгонная муфта, позволяющая производить запуск двигателя при включенном режиме ускоренного хода.
В конструкции устройства имеются и такие узлы:
- закрепленный болтом на направляющих рабочей основы неподвижный люнет;
- установленный на каретке подвижный люнет, который поддерживает болванку около резцов;
- четырехкулачковый патрон.
Советы по эксплуатации
В паспорте и инструкции к установке подробно описаны технические требования и правила эксплуатации, с которыми необходимо внимательно ознакомиться перед началом работы с устройством.
Кроме того, при подключении устройства необходимо:
- Рассчитать электросеть. Электрическое оборудование работает от трехфазной сети 380 В, и, производя расчет, нужно учитывать сумму мощности всех четырех электродвигателей.
- Соблюдать меры безопасности. Перед началом работы с болванкой нужно проверить надежность ее закрепления и опустить защитные щитки установки.
- Устанавливать болванку больших габаритов и массы нужно при помощи специального подъемника.
Помимо данных рекомендаций существуют и конкретные правила установки оборудования, которые определяются индивидуально, исходя из особенностей производства.
Видео: станок ДИП-500.

