

Для чего служит задняя бабка токарного станка
Задняя бабка токарного станка
Вы здесь
Оглавление
Задняя бабка токарного станка предназначается для поддержания обрабатываемой заготовки, которая крепится непосредственно в этот узел. Здесь заготовка вращается относительно своей оси, пока подвергается обработке режущим инструментом. В устройства также можно закреплять сами инструменты, такие как зенкеры, сверла, метчики, плашки, центра, развертки и так далее. Она расположена на станине, а положение центра в данном случае зависит от того в какой именно последовательности производится крепление болтов. В процессе настройки следует избегать ударов по корпусу, так как они могут сбить положение центра. Поэтому могут возникать проблемы как выставить заднюю бабку. Перемещение данного технического узла станка происходит вручную, так как она передвигается по направляющим станины. Операции по закреплению осуществляются при помощи рукоятки.
фото:задняя бабка токарного станка
Сам же токарно-винторезный станок 1К62, а также другие модели, используется для обработки деталей, таких как валы, диски, втулки и прочие цилиндрические заготовки. Они обрабатываются точением, которое проходит внутри и снаружи детали, в зависимости от используемого резца. Данное оборудование весьма распространено в современной промышленности, поэтому все узлы у него являются точно выверенными.
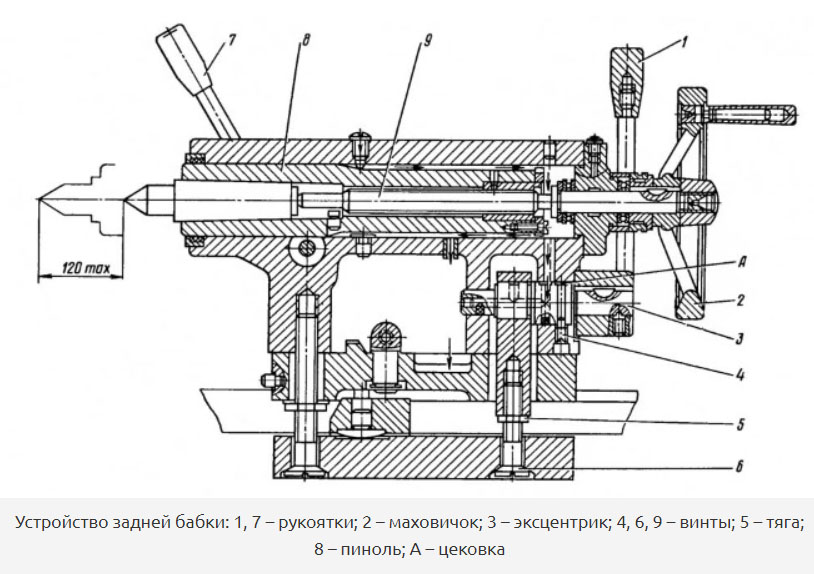
Устройство задней бабки токарного станка
Данный элемент токарного станка имеет такие основные конструктивные детали:
- Основание устройства или плита;
- Корпус задней бабки
- Пиноль;
- Маховик (колесо перемещения пиноли);
- Рукоятка маховика (фиксация задней бабки);
- Винт для поперечного перемещения задней бабки.
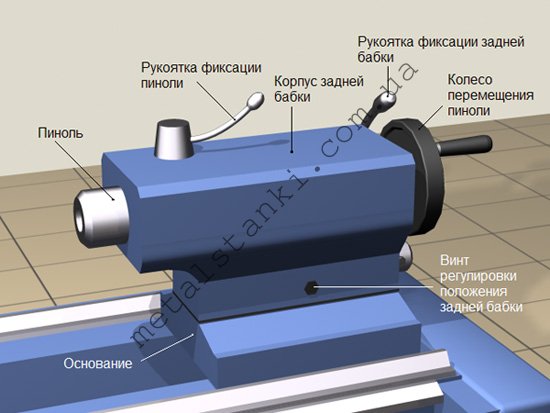
фото:устройство задней бабки токарного станка
Как правило, плита во всех моделях делается плоской. Во время работы следует обеспечивать максимально надежное крепление. Выступ поперечины необходимо располагать в щели, образуемой направляющими станка.
Принцип работы задней бабки
Задняя бабка токарного станка имеет отверстие в пиноли, куда вставляются инструменты для обработки. Во время работы она передвигается по станине, чтобы подобрать подходящее расстояние, соответствующее размерам обрабатываемой заготовки. В зависимости от типа работ, в заднюю бабку помещают как вращающиеся детали, так и неподвижные. Все перемещения осуществляются во время подготовительных процессов, тогда как во время работы этот узел остается неподвижным.
Основные движения
Задняя бабка токарного станка перемещается в тех случаях, когда происходит зацепление выступа планок. Тогда же может включиться автоматическое перемещение суппорта.
Перемещение задней бабки вдоль станины происходит при помощи специальной рукоятки. Это может применяться для установки заготовки в центре устройства, для подведения резца к детали, а также для поворота револьверной головки. Если станок имеет средние размеры, то перемещение происходит благодаря повороту небольшой шестерни, которая располагается в кронштейне. Она зацепляется с рейкой станка. Если же размер станка является большим, то эта процедура осуществляется при помощи электрического привода.
Перемещение пиноли осуществляется в осевом направлении. Движение подачи здесь также происходит при помощи осевого перемещения. Здесь нет разницы, закрепляется в пиноли режущий инструмент или обрабатываемая заготовка, так как вращательные движения определятся операциями, которые производятся на станке.
Юстировка и настройка задней бабки
Перед тем как вставить деталь в заднюю бабку, следует ее отрегулировать. В первую очередь нужно определить соосность. Для этого задняя бабка токарного станка 1К62 подводится к вершине противоположного узла, чтобы расстояние между ними было не более 0,5 мм. После этого нужно закрепить пиноль и проверить, можно и на глаз, насколько совпадают вершины по горизонтальной плоскости. Если они не совпадают, то регулировка соосности осуществляется путем перемещения задней баки.
Еще один способ регулировки предполагает зажатие заготовки в кулачках с последующим ее протачиванием по диаметру, которые должен совпадать с диаметром пиноли задней бабки. Измерения здесь осуществляются микрометром. На самой пиноли и на проточке индикатор выставляется в нулевом положении. Чтобы избежать люфтов во время регулировки, все должно быть надежно зажато. Поджатие детали в центрах также должно быть с одинаковым усилием. Такое пробное протачивание позволяет отрегулировать заднюю бабку для серийной работы с партией деталей и добиться точности до нескольких сотых миллиметров погрешности.
Ремонт задней бабки
Ремонт задней бабки 16К20 зачастую предполагает восстановление точности сопряжения поверхности корпуса, станины и мостика, а также выставление правильных центров и восстановление точности отверстий в корпусе. Восстановление отверстий, которые предназначаются под пиноль, является одной из самых трудоемких операций. Их ремонтируют при помощи притира, а также расточек, что требует последующей доводки акриловыми пластами. Для мало изношенных отверстий подходят обыкновенные притиры, а восстановление центров происходит при помощи компенсационных накладок.
Когда ремонтируют пиноли задней бабки, то здесь применяются операции по шлифовке поверхности наружного диаметра. Для восстановления конусного отверстия используют компенсационную втулку. Это изделие имеет снаружи цилиндрическую форму, а внутри конусную. Зачастую ее производят из легированной стали, а после этого закаливают. Наружный диаметр втулки должен изготавливаться по расточному отверстию и при этом иметь небольшой зазор, примерно в 0,05 мм.
На корпусе зачастую приходится ремонтировать отверстия под подшипники. Ремонт осуществляется путем замены корпусов изношенного узла. После этого требуется подогнать внутренний диаметр по имеющимся подшипникам, а также выверить радиальное биение.
Для чего нужна задняя бабка, ее виды и устройство
Безопасность и эффективность работы любого токарно-винторезного станка зависит от надежности и точности функционирования его отдельных элементов, и задняя бабка не является исключением. Этот узел используется при закреплении длинных деталей в центрах, установке сверл, метчиков и аналогичных метизов, контроле фиксации резцов. По сути он является второй опорой во всех устройствах с габаритами выше средних: от учебных с универсальными функциями ТВ4 и ТВ16 до профессиональных моделей (Stalex, JET, Metal Master и другие). Стабильность и устойчивость задней бабки напрямую влияет на точность обработки деталей, во избежание ошибок важно правильно понимать принцип работы и требования эксплуатации данного узла.
Особенности и устройства
Конструктивное исполнение этого элемента бывает разным, но схемы и принцип действия в большинстве моделей общие, а именно – цельная часть со встроенным вращающимся центром с отверстием посередине обеспечивает жесткую фиксацию или вращение закрепленной детали или рабочего инструмента. К стандартным комплектующим данного узла токарного станка относят:
- Рабочее основание, чаще всего имеющие вид плоской и устойчивой плиты.
- Непосредственно корпус, представляющий собой цельный литой элемент.
- Пиноль, имеющая форму длинной полой гильзы с отверстием для жесткой фиксации сверла, зенкера или резца токарного станка, или хвостовиком центра конического типа, устанавливаемого с целью дополнительной поддержки детали. Она страхуется от поворотов или смещения шпинделем, при необходимости полностью убираемым узел бабки. Именно этот элемент выполняет функции встроенного вращательного центра и воспринимает основные нагрузки, в сравнении с остальными он чаще подвергается износу.
- Колесо-маховик перемещения пиноли.
- Рукоятку фиксации задней бабки и винт регулировки. Первый элемент для удобства располагают в верхней части корпуса, второй – внизу, рядом рабочим основанием.
Принцип работы
Данный узел задействуется при обработке деталей на токарных станках двумя способами: путем вращения закрепленной в отверстии бабки заготовки относительно своей оси или с помощь установленных в нем же соответствующих сверлящих или режущих инструментов. Таким образом, шпиндель настраивается на работу как с двигающимися, так и неподвижными заготовками, все возможные его перемещения осуществляются на этапе подготовки, в ходе самих токарных операций положение задней бабки остается неизменным. При его смене при подгонке под размеры (длину) обрабатываемой детали узел передвигается по оси на станине или параллельно с помощью специальной рукоятки и фиксируется путем зацепления выступа планок.
В зависимости от габаритов и вида привода все используемое оборудование разделяется на модели с ручным изменением положения этого узла (чаще всего с шестерной передачей усилий на шпиндель) и подключенные к электродвигателю. Станки по металлу со средней мощностью и функциональностью (ТВ4, ТВ16, 1К62) обеспечивают вращение через радиально-упорный подшипник, но положение задней опоры у них меняется вручную, профессиональное оборудование подключено к электроприводу и полностью автоматизировано. Продольное передвижение узла при этом контролируют длину обрабатываемой заготовки, поперечное – позволяет изготавливать конусные детали.
Вне зависимости от конструктивных особенностей задняя бабка токарно-винторезного станка должна быть надежно зафиксирована и отцентрирована относительно других осей устройства. Произвольное смещение недопустимо, требования к устойчивости этого узла очень высокие, в противном случае он не будет обеспечивать точность фиксации обрабатываемой заготовки в центровых отверстиях, что в свою очередь приводит к вырыванию и аналогичным аварийным ситуациям.
Ремонт задней бабки
Данный узел является одним из самых задействованных и чаще других выходит из строя. Потребность в его ремонте возникает при отклонении соотношения мостика и станины, высоты центра или точности отверстий в корпусе пиноли. Действия по восстановлению выбираются в зависимости от степени повреждения (при незначительном износе достаточно притира, в особо сложных случаях испорченную деталь заменяют полностью), к самым трудоемким операциям относят работы по обновлению пиноли задней бабки токарного станка. Среди наиболее частых видов ремонта этого узла выделяют:
- Восстановление точности посадки осевой гильзы или высоты центров с помощью акрилопластов, без изготовления новой пиноли. Этот способ признан самым эффективным и малозатратным, при его реализации отверстие растачивается на токарном станке со снятием не более 2-3 мм металла, обезжиривается, заливается прочными сополимерами и выдерживается при положительной температуре, по окончании затвердевания в нем формируются соответствующие канавки и пазы.
- Ремонт мостика и корпуса путем шабрения и фрезеровки их поверхностей с последующим приклеиванием накладки (при необходимости, при неплотном примыкании), расточкой и доводкой отверстия с помощью чугунного притира, повторной сборкой и подгонкой всех элементов. Таким образом ремонтируют пиноли задней бабки на заводах, способ считается трудоемким и сложным, обеспечить плавное движение и правильное положение гильзы по отношении к осям станка после таких операций могут только специалисты.
- Восстановление точности отверстия путем шлифовки наружного диаметра с последующей посадкой компенсационной втулки из каленой стали на эпоксидный клей. Этот способ ценится за повышение износостойкости пиноли токарного станка и экономичность, но правильно выполнить эти работы могут не все.
- Ремонт отверстия для подшипников. Для проведения этих работ следуют купить новый корпус взамен изношенного и подогнать внутренний диаметр и радиальное биение с учетом точных размеров имеющегося сборочного узла.
Поставкой и ремонтом этого узла занимаются многие заводы по выпуску токарных станков, но приобрести его отдельно в новом состоянии сложнее и дороже в сравнении с восстановлением. С учетом встроенного вращающегося центра, в большинстве случаев работающего в скоростном режиме, рекомендуется постоянно отслеживать состояние этой опоры и исправлять последствия износа на начальном этапе.
Устройство и назначение задней бабки токарного станка по металлу
Задней бабкой токарного станка именуется опорная деталь, которая необходима для крепления будущей детали, ее надежной фиксации.
У нее имеется конусное отверстие, куда закрепляется оборудование для резки металла. Сама деталь фиксируется на станине, являющейся основой любого токарного станка.

История возникновения
Непосредственно аналоги современных токарных станков были изобретены еще в глубокой древности. Привод изначально был ручной, а затем — ножной.
На таком станке обычно обрабатывались деревянные изделия. Чтобы приступить к обработке металла пришлось усовершенствовать конструкцию.
Сначала придумали станок, в котором заменили необходимость вручную держать обрабатываемую деталь, на механический держатель.
Наиболее широким изготавливались токарные станки на оружейных заводах. Там же их и совершенствовали, изобрели суппорт, ходовой винт, шестеренчатый перебор. Непосредственно включение суппорта уже сделали автоматическим на некоторых моделях оборудования.

Так производили оборудование до начала 20 века, а после революции появилась коробка передач. Позволявшая менять скорость обработки заготовки.
Устройство
К станине прикреплена передняя бабка, а также все основные детали станка и задняя бабка. Основные элементы во всех станках имеют идентичное устройство и общий принцип работы.
- фундаментальная основа, где размещены элементы управления и все остальные;
- пиноль – крепежный компонент;
- цельный корпус из металла;
управленческий рычаг, позволяющая закреплять непосредственно пиноль и основу всей задней бабки; - маховик, отвечающий за перемещение пиноли;
- винт, с помощью которого производят четкое закрепление элемента по отношению к остальному токарному станку и всем его деталям.

Поскольку все компоненты идентичны, не слишком различается и принцип работы.
Принцип работы
Центральная часть задней бабки присоединена к суппорту. Через него бабка получает поступательное движение, поскольку снабжена самостоятельным приводом передач.
В некоторых видах оборудования производится вращательное движение. Центр самой задней бабки не вращается. Конкретный способ привода зависит от модификации станка, а также от задач, которые необходимо решить.
Назначение узла
Основная функция — надежное закрепление заготовки. Также узел поддерживает второй край заготовки и контролирует стабильное вращение.
При осуществлении процесса сверления задняя бабка соединяется с суппортом, а в патрон пиноля вставляется сверло нужного размера.

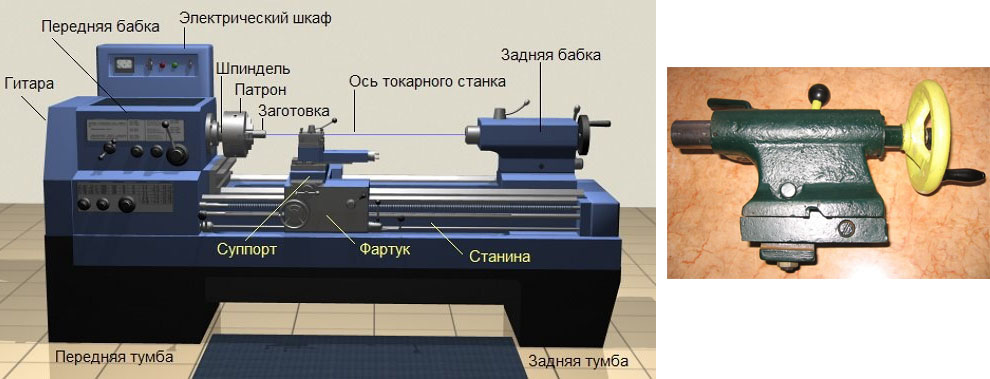
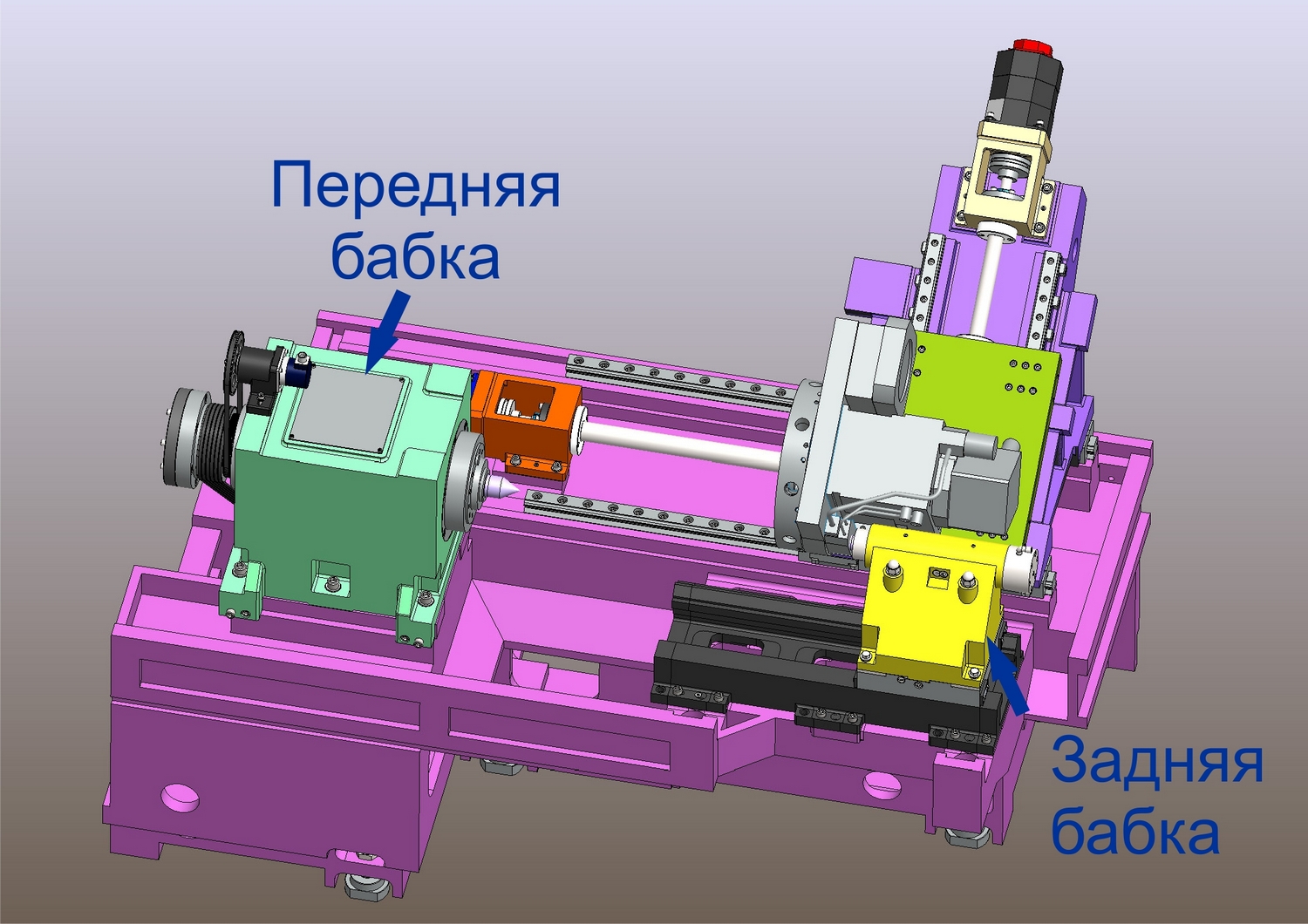
Устройство передней бабки
Основным узлом передней баки является шпиндель. Шпиндельная бабка закреплена на левом краю станины. Это наиболее важная деталь из всей конструкции.
Во внутреннем коническом отверстии шпинделя фиксируются различные необходимые приспособления, инструменты, оправки.
Как работает
Движение шпинделю передается от шкива клиноременной передачи. Все валы и сам шпиндель установлены на опорах качения.
При прямом направлении вращения у станка, необходимы большие крутящие моменты. Это возникает за счет большого числа дисков, которые расположены в левой части фрикционной муфты.
Если коробка передач закреплена в тумбе станины, то со шпинделем она связана ременной передачей. Такие модели оборудования названы станками с разделенным приводом.

Для чего она нужна?
Передняя бабка осуществляет основное движение и передает вращательный момент от приводного электродвигателя непосредственно к заготовке.
Если станок универсальный, то на нем передняя бабка с помощью конструктивных элементов осуществляет привод подачи суппорта с режущим инструментом.
Регулировка и ремонт
Регулировка включает обязательные этапы:
- установка величины люфта, который образуется между направляющими у станины и основанием задней бабки;
- минимальные зазоры в подшипниках пиноли, если она вращается;
- устранения смещения центра по отношению к шпинделю.
Как часто необходимо совершать проверку и ее порядок указаны в паспортной документации к каждому станку.

Если возникла необходимость, то проводятся восстановительные или ремонтные работы. Восстанавливают следующие параметры:
- точную стыковку станины с узлом задней бабки;
- высоту расположения шпинделя и пиноли.
Также часто приходится восстанавливать точность отверстия, куда закреплена пиноль.
Передняя и задняя пиноль своими руками
Шпиндельная бабка — это априори наиболее сложный элемент всего оборудования. При изготовлении необходимо учесть, что понадобится блок из сменных шестеренок, которые передают и меняют скорость вращательного движения шпинделя и момента вращения непосредственно с вала коробки передач.
Заднюю бабку делают с подвижным или неподвижным центром вращения. Для подвижного варианта центра понадобится в отверстие пиноли установить пару подшипников: с переднего края с коническим роликом, он будет упорный и задний, радиальный, расточен под конус.
Установка и фиксация заднего центра у станка осуществляется за счет конусного отверстия втулки. Шпиндельная и упорная бабка являются основой конструкции любого токарного станка.
Поэтому мастер должен знать принцип их работы, как сделать такую деталь своими руками и как ее отрегулировать, а по возможности и отремонтировать.
Передняя и задняя бабки токарного станка
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя. В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя “картриджного” типа – вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя – ременная передача и внешний двигатель не применяются.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление “к оператору или от оператора”). В вертикальной плоскости точность достигается пришабриванием
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик – энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя “картриджного” типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.

