

Фрезеровка на сверлильном станке
Фрезерование свердлильным станком

Верхний окончание вала проточен до диаметра 16 мм — это наибольший диаметр инструмента, какой может быть поджат в трехкулачковом патроне нашего сверлильного станка, а нижний—до 17 мм, под внутренний диаметр подшипника 80203.
Подшипник с противопыльными защитными шайбами с двух сторон сделан в корпусе и закрыт крышкой с войлочным сальником. Сам корпус закрепляется к столу станка 2-мя болтами М6 таким способом, чтобы ось оправки стала абсолютно вертикальна и совпадала с осью шпинделя. Для выверки этого состояния верхний конец оправки зажимают в патроне, станок включают на маленькой скорости и, определив точное место корпуса на столе, затягивают гайки его болтов.
Чуть выше места установки подшипника на валу (цапфы) имеется буртик, который служит ограничителем при установке режущего инструмента и дополнительной защитой подшипнику от излишнего попадания в него опилок и древесной пыли.
Режущий инструмент при помощи колец и шайб устанавливают на необходимой высоте над буртиком и, подложив сверху еще кольцо либо шайбу, затягивают детали гайкой М20. Для получения нужной поверхности заготовки а также различные фрезы: дисковые, цилиндрические, фасонные. Чтобы на оправку можно было установить режущий инструмент с посадочным диаметром 27 или 32 мм, необходимо выточить переходные втулки.Для удобства обработки длинномерных заготовок на столе сверлильного станка смонтирована рабочая доска длиной около 1500 и шириной 300 мм. Толщина доски выбрана такой, чтобы ее верх немного возвышался над защитным буртиком. В нашем варианте данный размер составил 35 мм. В срединной области доски с одной ее стороны выполнена полукруглая выборка под корпус подшипника и буртик оправки. На столе станка доска закрепляется 2-мя болтами М6 с утопленными в ее тело головками.
На доске, по обе стороны от оправки, смонтированы две направляющие (подводящая и отводящая) из алюминиевого уголка 25×25 мм. Каждая из направляющих крепится к доске двумя болтами М5 или шурупами. Чтобы направляющие можно было перемещать на доске в поперечном направлении, в нижних полках уголков вместо крепежных отверстий выполнены продолговатые пазы. С их помощью регулируется глубина резания.
Поскольку заготовки на станке обрабатываются при максимальной скорости вращения шпинделя, то есть на повышенной передаче, то из-за недостаточной мощности двигателя необходимо следить за его нагревом и при необходимости работать с перерывами.
Шлифовать лучше с помощью наждачной шкурки, закрепленной на деревянном цилиндре высотой 70—80 мм с внутренним диаметром 22 и наружным — 40—50 мм.
Лазерный центроискатель для фрезера или сверлильного станка

Лазерный центроискатель является чрезвычайно полезным дополнением для фрезерного или сверлильного станка и может использоваться для различных задач выравнивания с удивительной степенью точности. Центрирование фрезы или сверлильного станка над отверстием или другим элементом на обрабатываемой детали выполняется очень легко.
Было три функции, которые мастер хотел включить, а именно;
1. Возможность продолжить обработку в том месте, в котором она была установлена.
2. Регулируемый угол лазера.
3. Регулируемый фокус.
Этот инструмент был сделан полностью из старого поврежденного лазерного уровня и нескольких кусков алюминия из коробки для отходов. Единственными, «купленными» предметами были две батарейки ААА.
Шаг 1: Подготовка материалов и инструментов




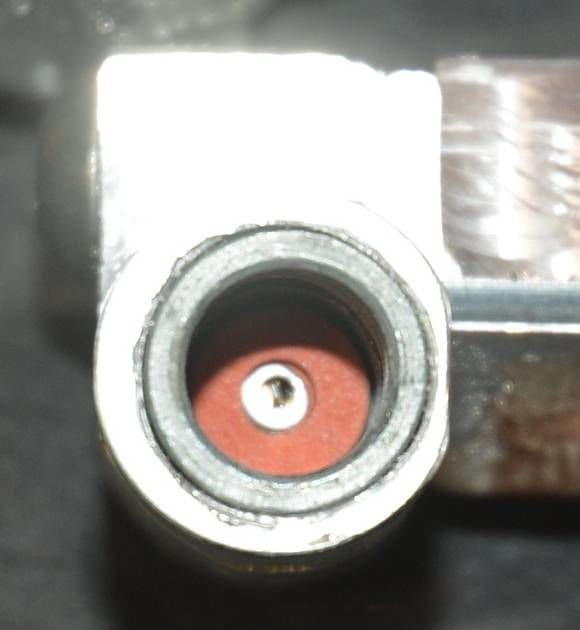
Мастер обрезал конец старого уровня, чтобы извлечь лазерный блок. Лазер и его линза были установлены внутри небольшого алюминиевого корпуса. Он повернул этот корпус, чтобы снять монтажный фланец, который виден на фотографиях. Ему нужно было переработать и использовать этот корпус, потому что он был с внутренней резьбой для латунного держателя линзы. Эта резьба позволяет регулировать фокусировку. Последнее фото также показывает красную крышку и переключатель для батарейного отсека и пружинный контакт батареи.
Рама была сделана из нескольких алюминиевых деталей из отходов. Размеры деталей зависят от размера устройства, на которое они будут установлены, и остаются на усмотрение читателя.
– Мастер использовал фрезерный станок для придания раме формы;
– Токарный станок будет полезен для изготовления адаптера сверлильного патрона;
– Паяльник для соединения;
Шаг 2: Изготовление рамки




Рамка состоит из трех основных частей. Две из них образуют зажим для крепления к фрезерному или сверлильному шпинделю, а один из них сверлится для батарейного отсека. Третья часть представляет собой корпус лазерного блока, который крепится болтами к половинному зажиму аккумуляторного отсека так, что он может поворачиваться, чтобы выровнять лазер по желаемому диаметру круга.
Две половины зажима соединены между собой шарниром и болтом. Смотрите первое фото выше. Эта конструкция быстрая и надежная. Шарнир состоит из цапфы, изготовленной из куска 12 мм стального стержня, длина которого равна толщине зажимного материала (в данном случае это было 19 мм). Эта цапфа была просверлена по центру и нарезана резьба 6 мм. У другого зажима был кусок резьбы 6 мм, который ввинчивался в цапфу. Шарнирный зажим удерживается закрытым на шпинделе одним болтом.
Шаг 3: Конструкция лазерной установки


Оригинальный корпус для лазерной установки приклеен к просверленному отверстию в новой регулируемой опорной детали. Оригинальный корпус с резьбой подходил к узлу латунной линзы, что позволяло изменять фокусировку в соответствии с расстоянием между лазером и обрабатываемой деталью. Между узлом объектива и лазером находится пружина, которая действует как фиксатор регулировки фокуса.
Задняя сторона лазерного блока была заполнена эпоксидной смолой после того, как небольшие проводки были припаяны к печатной плате лазера. Эти проводки идут к отсеку батареи.
Шаг 4: Установка батареи



Оригинальный спиртовой уровень имел красную навинчивающуюся крышку для батареи, которая включала выключатель. Мастер хотел сохранить эту деталь, но она была прикручена, а у автора не было подходящего резьбового метчика. Поэтому он вырезал оригинальную латунную деталь, в которую она вкрутилась, и вклеил ее в отверстие батарейного отсека. Будучи медью, было легко припаять провод для передачи энергии лазеру. На другом конце отверстия для батареи был установлен пружинный контакт, который показан на шаге 1.
Шаг 5: Балансировка


У мастера есть приспособление для балансировки колес мотоциклов, которое он изготовил много лет назад, которое он использует для разных задач балансировки. Он изготовил шпиндель с толстым диском для установки лазерного искателя, и это позволило проверить баланс, как показано на рисунке.
Мастер хотел иметь возможность использовать лазерное устройство при фрезеровке, поэтому оно должно быть достаточно хорошо сбалансировано, чтобы избежать вибрации. Сначала был проверен баланс, что выявило концентрацию слишком большой массы у лазерного конца. Избыточный металл был сточен в этой области, а на противоположную сторону был добавлен регулируемый стальной болт и гайка 10 мм. в качестве противовеса. Показано на втором фото выше. Это привело баланс к приемлемому уровню.
Шаг 6: Установка на фрезере



Узел крепится к шпинделю фрезерного станка так, чтобы он мог вращаться вместе с ним, не затрудняя использование фрезы.
Поскольку лазер смещен относительно оси шпинделя фрезы, излучаемый им свет будет описывать круг на обрабатываемой детали ниже. Диаметр этого круга определяется расстоянием между шпинделем и обрабатываемой деталью, а также углом лазерного луча, который мастер сделал регулируемым. Фокус можно настроить, как описано в предыдущем шаге, чтобы получить визуально четкий точный круг.
Шаг 7: Установка на сверлильном станке



Полезность этого устройства повышается, если его можно установить на сверлильный патрон, либо на фрезере, либо в стойке для сверления. Чтобы использовать эту функцию, мастер сделал специальный диск для захвата зажима с центральным стержнем 12 мм, чтобы установить патрон. На фотографиях показан установленный блок, а также монтажный диск.
Шаг 8: Проблемы


Когда мастер впервые начал тестировать лазерное устройство на своем фрезерном станке, то заметил странное явление.
Первоначальные тесты с вращением от руки дали прекрасные результаты, однако, как только они были прокручены механически, то при достижении высоких оборотов, часть окружности исчезала. Странно да? Оказывается на такой большой скорости, аккумуляторы отходили от одного из контактов. Исправление было простым, мастер просто использовал более сильную пружину в батарейном отсеке.
Шаг 9: Модификация
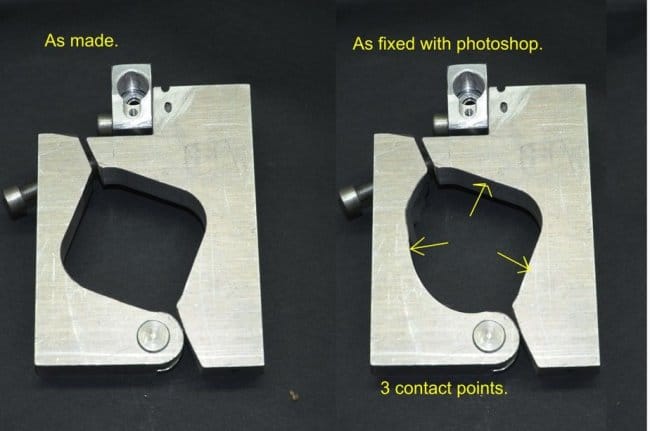

Первоначально мастер допустил глупую ошибку с первой конструкцией зажима.
Он сделал четыре точки контакта со шпинделем фрезера. Из четырех точек контакта, одна не будет касаться или будет касается не так сильно, как остальные три. На практике это не создавало никаких проблем, зажим был всегда надежным.
На этой первой фотографии показано, как мастер исправил эту ситуацию в фотошопе.
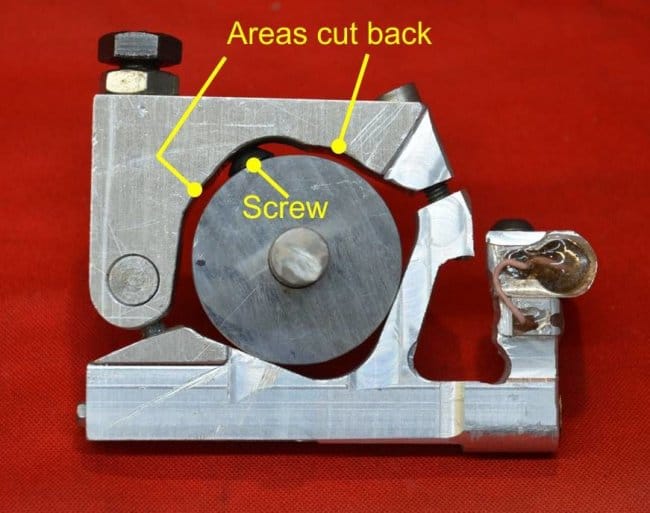
Затем он зафиксировал его физически, обрезав область исходных двух точек контакта, а затем установил винт с плоской головкой, чтобы обеспечить единый контакт на этой половине зажима, дающий в общей сложности три точки зажима.
Шаг 10: Использование




На этих фотографиях показана работа, для которой лазерный центроискатель сэкономил много времени.
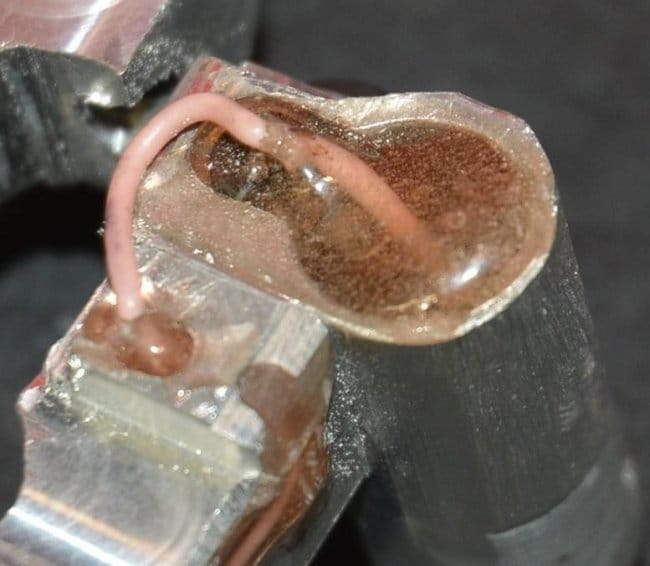
Мастеру требовалось просверлить отверстия для винтов крепления крышки в картере мотоцикла, чтобы обеспечить возможность установки небольших уплотнительных колец для масла.
Первая фотография показывает, как можно сосредоточиться на каждой лунке. После центрирования требовалось только опустить фрезу на заданную глубину резания и перейти к следующему отверстию. Вся операция была выполнена очень быстро.
Подробности создания лазерного центроискателя можно посмотреть на видео:
Сверлильно-фрезерный станок по металлу
Любому предприятию, изготавливающему детали из металла, необходим сверлильно-фрезерный станок. Он позволяет с одной установки производить сверловку и фрезерные операции. Для домашних и ремонтных мастерских выпускаются настольные модели. Компактный сверлильно-фрезерный агрегат занимает мало место и заменяет сразу 2 станка. Для производства сложных и однотипных деталей подойдет модель с ЧПУ.
Устройство оборудования
Совместить воедино сверлильный и фрезерный станки несложно. Конструкция одностоечных моделей обоих видов оборудования одинаковая. Инструмент вращается и обрабатывает деталь, закрепленную на столе. Основные узлы:
У сверлильно-фрезерного станка настольного основание низкое и плоское. Напольные типы имеют тумбы. По вертикальной колонне поднимается и опускается суппорт со шпинделем. На стойке зубчатая рейка, шестерня установлена на шпиндельном узле. Вращательный момент передается от электродвигателя на инструмент. Вертикальное перемещение вращающегося инструмента происходит за счет движения суппорта по колонне. Горизонтальное движение шпиндельной головки осуществляется по направляющим суппорта перпендикулярно движением стола. Инструмент, фрезы и сверла крепятся к шпинделю с помощью патрона.
Заготовка устанавливается на столе и фиксируется болтами и гайками. Используются Т-образные пазы в плите. Мелкие и сложные по форме заготовки фиксируются в тисках, которые входят в комплект сверлильно фрезерного оборудования.

Для выполнения однотипных операций и изготовления большого количества сложных деталей подходит сверлильно-фрезерный станок с ЧПУ. Оператор набирает программу, по которой затем самостоятельно работает станок. Подключить компьютер можно к маленькому настольному сверлильно-фрезерному оборудованию. Числовое программное управление расширяет возможности станка. Деталь обрабатывается по 3-м сторонам. Производится нарезка шлицев и гребней. Нарезка шлицев на длинных деталях типа вал осуществляется с помощью шпинделя и суппорта, установленных на столе.
Назначение сверлильно-фрезерных станков
На фрезерно-сверлильном станке с одной установки осуществляется обработка детали, производятся операции сверления и фрезерования по плоскости. Оборудование предназначено для производства запчастей, востребованных при ремонте машин и различных механизмов, самостоятельного создания оригинальных приспособлений. В частных мастерских возможно изготовление небольших партий деталей. На предприятиях с массовым производством продукции совмещенные модели типа сверлильно-фрезерного оборудования не применяются, или устанавливаются напольные агрегаты с ЧПУ.
На фрезерно-расточных станках выполняются следующие операции:
- сверление;
- фрезерование;
- расточка;
- зенкование;
- нарезка резьбы;
- выборка пазов;
- фрезерование шлицев;
- нарезка гребней.
Использование лепестковых шлифовальных кругов конической и дисковой формы позволяет производить на сверлильно фрезерном оборудовании шлифовку по плоскости и внутри отверстий. Устанавливаются круги, предназначенные для болгарок и фрезеров.

Для выполнения операций меняется инструмент, в зависимости от вида обработки. В ремонтных мастерских и у частных предпринимателей популярностью пользуется ФС 1 – станок настольный сверлильно-фрезерный. Он предназначен для обработки заготовок высотой до 200 мм и длиной 450 мм. На нем производят сверление, нарезку резьб метчиком и фрезерование по плоскостям, включая торцы. Управление у ФС 1 ручное. Вращение от двигателя на шпиндель передается ремнями.
На сверлильно фрезерном оборудовании изготавливаются детали типа:
- плиты;
- сухари;
- шпонки;
- рычаги;
- башмаки;
- корпуса.
Точность выполнения фрезерования и чистота обработки позволяют делать шаблоны различной конфигурации для обработки металлических и деревянных деталей с применением копиров. Фигурными фрезами выполняются пазы:
При подключении к станку ЧПУ, нарезаются шлицы не валах, изготавливаются зубчатые рейки крепежные болты с фигурными головками под пазы на плитах.

Станки сверлильно-фрезерные могут кроме металла обрабатывать гипс, камень, дерево. Их используют на строительстве при прокладке трасс коммуникаций. Оборудование подходит для вырезания вентиляционных отверстий, нарезания в фитингах резьбы, выборке углублений в кирпиче.
Рекомендации по выбору
Для домашнего творчества и небольших мастерских, включая ремонтные организации, подойдут настольные сверлильно фрезерные станки по металлу с ручным управлением. Они полностью справятся с реставрацией старых и изготовлением новых деталей для ремонта автомобилей, мотоблоков, других домашних механизмов. С помощью настольного оборудования можно изготавливать различные конструкции и приспособления для увеличения количества выполняемых операций настольными и ручными станками.
Популярным является настольное оборудование серии СФ-16. Сверлильно-фрезерные станки модернизировались, и каждая новая модель является более удобной, с большими возможностями по обработке.
У настольного агрегата СФ-16 скорость шпинделя переключается перекидыванием ремней. Всего положений 6. При этом на нем можно обрабатывать детали высотой до 400 мм. Данная модель имеет самый большой стол 320×900 мм.
Следующая модель СФ-16-02 сверлильно-фрезерный станок, в котором для переключения количества оборотов шпинделя имеется коробка передач и 9 скоростей. Стол меньше, всего 250×650 мм. Максимальная высота обрабатываемой заготовки 200 мм.
СФ-16-05 отличается от 02 модели обработка высокого качества и наклоняемая шпиндельная головка. Сверление и другие операции могут проводиться под углом до 45 градусов.
На всех моделях серии СФ-16 выполняются операции:
- фрезерование;
- сверление;
- нарезание резьб;
- развертывание;
- зенкование.
Первые модели настольного оборудования СФ-16 выпускалось Стерлитамакским машиностроительным предприятием еще в 1941 году. В настоящее время завод производит несколько моделей сверлильно фрезерных станков с ЧПУ.
Зарубежное настольное сверлильно-фрезерное оборудование широко представлено в магазинах белорусскими моделями ВМС-029. Модели с ручным управлением, контролируемой на пиноли глубиной сверления. Скорости переключаются перекидыванием клинового ремня. Основное предназначение – несложная обработка стальных, бронзовых и дюралевых заготовок.
Установки с ЧПУ поставляются в основном компанией Ajan Tlektronik. Выпускаются несколько моделей настольного и напольного размещения. Они могут работать самостоятельно и подключаться к конвейеру. Отличаются высокой производительностью. Отдельно поступают от компании и сверлильные малогабаритные агрегаты с ЧПУ.
Сильно отличается внешне и своим назначением серия 164 фрезерных станков. Трехшпиндельный агрегат предназначен для изготовления водоотводящих каналов и вентиляционных отверстий в трубах. Используется при прокладке систем вентиляции и водопроводов.
Модели серии WS-164 напольные с ручным управлением. Габариты по площади 1250×1150 мм. Расстояние от пола до верхней точки примерно 1900 мм.



Высокооборотистые шпинделя вращаются каждый от своего двигателя, установленного на шпиндельной головке. Они синхронизированы и запускаются с одной кнопки. В начальной точке обработки упоры фиксируются пружинами. Упоры в стартовой точке поджимаются и фиксируются пружинами. Регулировка расстояния режущей кромки инструмента от оси обрабатываемой трубы производится независимо на каждом шпинделе.
Что с себя представляет сверлильно-фрезерный станок по металлу, подробный обзор?
Сверлильно-фрезерный станок – универсальное оборудование, которое предназначено для выполнения нескольких функций, в зависимости от используемого инструмента.
Применяется в самых разных сферах деятельности и может обрабатывать заготовки из металла, дерева, пластика и других материалов.

Как они устроены?
Любой фрезерно-сверлильный станок вне зависимости от модификации и комплектации имеет несколько стандартных узлов, которые и определяют его возможности.
Основание
Разновидность основания зависит от самого станка. Если это настольный вариант, то основание низкое и плоское. Если станок напольный – основание в виде тумбы. Внизу основания могут быть ребра жесткости. Рабочий стол такого станка является объемной конструкцией с повышенными параметрами надежности.
Колонна
Колонна двигается по направляющим. Они закреплены на литой станине. Колонна станка состоит из верхней и нижних частей, которые соединены между собой. По самой колонне перемещается сверлильная головка. Здесь же расположен суппорт со шпинделем.
Суппорт
За счет движения суппорта по колонне происходит вертикальное перемещение инструмента, горизонтально шпиндель двигается за счет направляющих суппорта перпендикулярно столу. При помощи патрона к шпинделю крепится инструмент, фрезы и сверла.
Электродвигатель
Сверлильно-фрезерный станок может быть оборудован одним или двумя электродвигателями. Они осуществляют вертикальное и горизонтальное перемещение шпинделя. Двигатель совмещен с шариковой винтовой передачей при помощи муфты, обычно разрезной.
Вращение от электродвигателя к шпинделю производится через шкивы и зубчатый ремень. В зависимости от типа оборудования возрастает и мощность двигателя. Для промышленных станков необходимы более мощные электродвигатели, чем для тех агрегатов, которые используются в домашних условиях.
Коробка передач
Коробка передач сверлильно-фрезерного станка позволяет выбрать необходимую скорость вращения инструмента без всяких промежуточных ступеней. Диск переключения поворачивается при помощи указателя скоростей.
Блок управления
В зависимости от модели конструкций блока управления основными узлами может меняться, но в большинстве своем все основные органы одинаковы:
- ручка для переключения вертикальной и поперечной передачи;
- переключатель для охлаждающей системы;
- кнопки остановки, а также аварийной остановки;
- кнопка пуска шпинделя;
- ручное перемещение хобота;
- маховик для ручного продольного перемещения стола;
- зажим поворотных салазок.
Многие современные станки снабжены дополнительно числовым программным управлением, которое обеспечивает более высокую производительность оборудования и точность обработки деталей.

Шпиндельный узел
В корпусе шпиндельной бабки крепится шпиндельный узел. Непосредственно в корпусе узла вращается шпиндель на высокоточных радиально-упорных подшипниках. На нижнем торце подшипника расположены 2 шпонки. Они необходимы для передачи рабочего момента на инструмент. Непосредственно внутри шпинделя расположен механизм зажима инструмента, который состоит из штока с набором тарельчатых пружин.
Это объемная конструкция, которая изготавливается из металла путем литья или прессования. Некоторые модели станков предусматривают наличие магнитной подошвы. Это делает оборудование более мобильным и компактным. Также магнитная подошва помогает работать инструментом в различных плоскостях.
Какие работы по металлу можно выполнять
Сверлильно-фрезеровальные станки способны выполнять практически любые сверлильные и фрезеровальные операции. Высокая функциональность агрегата обоснована высокой скоростью шпинделя с инструментом. Если станок снабжен ЧПУ, то обработка будет точнее, а качество полученной продукции выше.
Сверление
На станке можно производить как глухое, так и сквозное сверление. Отверстие получается точного размера только в случае строгого выполнения подготовительных и основных работ. При осуществлении сквозного сверления необходимо в момент выхода из него сверла переключить автоматическую передачу на ручную. Это ослабит нажим на сверло. В процессе необходимо периодически выводить сверло из отверстия и удалять оттуда стружку.

Фрезерование
В зависимости от выполняемых операций на станке меняется оборудование. Для фрезерования используются различные шлифовальные круги конической и дисковой форм. Они позволяют произвести шлифовку как по плоскости, так и внутри отверстий. Точность выполнения фрезерования зависит от конкретной модели. От точности зависит конфигурация металлических деталей, которые изготавливают с помощью копиров.
Расточка
Расточка – процесс увеличения диаметра отверстия, а также его зачистки. При сквозной расточке используют проходные резцы, При растачивании глухих отверстий применяются проходные упорные резцы. Расточка отличается меньшей производительностью, чем сверление, но при этом позволяет обрабатывать детали с большим диаметром.
Нарезка резьбы
Для нарезания резьбы применяется метчик. Он применяется для внутренней метрической резьбы. Метчики могут быть двух видов: для черновой и чистовой работ. Диаметр сверла подбираем в зависимости от диаметра резьбы и ее шага. Глухую резьбу выполнить без функции реверса невозможно. Сквозную можно выполнить и на станке, где отсутствует реверс, но в таком случае, метчик нужно вытащить вручную.
Выборка пазов
Паз – выемка металла в детали, которая ограничена фасонными или плоскими поверхностями. Паз может быть:
- Т-образным;
- ласточкин хвост;
- фасонным;
- сквозным;
- открытым или закрытым.
Для выемки пазов используются фасонные, дисковые и концевые фрезы. При фрезеровании точных пазов, размер дисковой фрезы должен быть меньше ширины паза. Для фрезерования специальных профилей, например, ласточкин хвост, необходимо использовать вертикаль — или продольно-фрезерные станки за 3 или 2 перехода.
Фрезерование шлицев
Существует 3 вида шлицевых соединений:
Шлицы используются для передачи вращательного движения между валами и втулками. Нарезание шлицев происходит в несколько этапов, которые включают черновую и чистовую обработку, фрезерование пазов канавок, снятие заусенцев, шлифование и термическую обработку.
Нарезка гребней
Это еще одна операция, которая наравне с нарезкой шлицев применяется на фрезеровально-сверлильном станке. Деталь обрабатывается по трем сторонам. Для обработки длинных деталей используется шпиндель и суппорт, установленные на столе.
Возможности моделей с ЧПУ
Все больше моделей современных сверлильно-фрезерных станков используют с применением ЧПУ. Это расширяет возможности производства. У программного управления есть несколько очевидных преимуществ:
- достаточно использовать одного оператора, который может параллельно обслуживать несколько станков;
- повышается точность и качество обработки детали;
- на порядок становится выше производительность;
- такие станки имеют расширенные функционал.
Фактически станок работает самостоятельно по установленной оператором программе.

На какие критерии нужно опираться при выборе
В первую очередь важно учитывать, для каких работ приобретается оборудование. Для использования в условиях небольшой мастерской не стоит покупать излишне мощный станок. Необходимо оценить габариты оборудования, а также стол, на котором оно будет располагаться.
Выбирать конкретную модель необходимо по ее функциональным возможностям, поскольку они могут отличаться. Необязательно обращать внимание на дорогостоящее оборудование, поскольку оно, может себя не оправдать.
Обзор лучших моделей
Среди лучших моделей следует фрезеровально-сверлильных станков следует отметить. Промышленная модель для крупного производства. Оснащена ЧПУ и АСИ. Массой 5 тонн. Повышенный класс точности. Диаметр растачивания до 8 см. 3 оси управляемых координат.
JET Jmd-1. В своей серии самый малогабаритный станок. Вес оборудования всего 55 кг. Для уменьшения вибрации корпус сделан из серого чугуна. Снабжен правым и левым вращением шпинделя. Поперечный ход рабочего стола – 10 см.
Proma FPX-25 E 25951000. Предназначен для точной обработки металлических изделий. Имеет 2 скорости, вес агрегата – 60 кг. Размер рабочего стола 40х90 см.
Сверлильно-фрезеровальные станки производятся в самых разных ценовых категориях. Это могут быть и огромные промышленные агрегаты для крупных производств и небольшие станки для домашнего использования.
Сверлильно-фрезеровальное оборудование работает практически за два станка. Это позволяет выполнять целый ряд операций. Если станок снабжен ЧПУ, то качество обработки и его точность повышаются. Такое оборудование удобно применять на крупном производстве, поскольку сокращается количество рабочих рук, необходимых для обработки заготовок.

