

Горизонтально протяжной станок 7510 технические характеристики
ГОРИЗОНТАЛЬНО-ПРОТЯЖНЫЙ СТАНОК 7520;
Станок предназначен для протягивания внутренних поверхностей различной формы и размеров.
Характеристика станка: номинальная тяговая сила 196 кН (20 000 кгс); длина хода каретки: наибольшая 1600 мм, наименьшая 230 мм; скорость рабочего хода: наибольшая 6 м/мин; наименьшая 0,6 м/мин; скорость обратного хода 20 м/мин; мощность электродвигателя 18,7 квт.
Основные узлы станка. Сварная станина 1 (рис. 195) удлиненной коробчатой формы несет на себе направляющие, по которым перемещается каретка 9. К торцу станины прикреплен рабочий цилиндр 2 с поршнем и штоком. В станине расположены бак для эмульсии и насос с электродвигателем для подачи смазочно-охлаждающей жидкости. Резервуар с маслом для питания гидросистемы, плунжерный насос и электродвигатель расположены под рабочим цилиндром. Плунжерный насос высокого давления НПМ-709 приводится в движение электродвигателем. Станок управляется кнопочной коробкой и конечными упорами. К опорной части станины станка прикреплено корыто 7, имеющее направляющую пластину, по которой вручную перемещается люнет. Люнет удерживает протяжку за цапфенную часть не только перед началом работы, но и в процессе ее движения.
Гидравлическая система станка. После пуска электродвигателя насоса высокого давления при помощи кнопки «Пуск» масло из резервуара 19 (рис. 196) нагнетается шестеренным насосом 20 по трубопроводам 18 и 21 в реверсивный золотник и по каналу 22— в цилиндр 15. Затем масло из золотника по каналу 27 попадает в камеру цилиндра 28 и одновременно по каналам 32 я 30 — в правый торец клапана 33. Цилиндр 3 сообщается с резервуаром 19 через каналы 26, 24 и проточку реверсивного золотника 25. Скользящий блок плунжерного насоса 12 при включении кнопки «Пуск» перемещается вправо до тех пор, пока регулируемая гайка 29 не упрется в корпус цилиндра, что будет соответствовать нулевому эксцентрицитету плунжерного насоса 12. Перемещение скользящего блока вправо осуществляется вследствие разности площадей поршней в цилиндрах 28 и 15.
Одновременно масло, поступающее по каналу 32 в правую камеру клапана 33, перемещает плунжер влево. При таком положении плунжера маслопроводы 4 и 5 станут сообщающимися и плунжерный насос начнет работать на себя в случае неточности в установке скользящего блока в нулевом положении. Включением кнопки «Рабочий ход» включается соленоид 23 рабочего хода, который перемещает плунжер реверсивного золотника в крайнее положение. После этого камеры цилиндров 3 и 28 будут сообщаться через выточки. Вследствие разности площадей поршней в цилиндрах 3 и 15 скользящий блок плунжерного насоса 12 смещается вправо до упорного винта 13. В таком положении плунжерный насос будет иметь эксцентрицитет, соответствующий определенной производительности. Скорость рабочего хода устанавливается винтом 13 при помощи штурвала 14.
Благодаря тому, что обе камеры клапана 33 соединены потоком масла от шестеренного насоса, плунжер под действием усилия пружины отодвигается в крайнее правое положение и закрывает маслопроводы 4 и 5. В это время масло по маслопроводам в и 2 через дифференциальный золотник 8 отсасывается из полости обратного хода рабочего цилиндра 1 плунжерным насосом и нагнетается по маслопроводам 11 и 7 и дифференциальному золотнику в полость рабочего хода цилиндра. Плунжер дифференциального золотника во время рабочего хода должен занимать крайнее левое положение. Избыток масла, получающийся вследствие разности объемов полостей рабочего цилиндра, через клапан 9 дифференциального золотника по трубке 10 сливается обратно в резервуар 19.
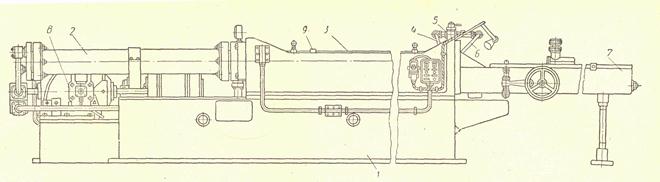
Рис. 195. Горизонтально-протяжной станок 7520:
1 — станина; 2 — гидравлический цилиндр; 3 — механизм управления; 4 и 6 — наконечники системы охлаждения; S — система охлаждения; 7 — корыто;
8 — гидравлический привод; 9 — рабочая каретка
Рис. 196. Схема гидропривода протяжного станка 7520
При рабочем ходе поршня всасывающий клапан 16 давлением масла сверху закрывается. Масло, нагнетаемое шестеренным насосом, в это время поступает обратно в резервуар через клапан 17. В конце рабочего хода при помощи упора, установленного на ползуне станка, соленоид рабочего хода выключается. В этот момент Реверсивный золотник под действием пружины и рычагов устанавливается в среднее положение, соответствующее положению кнопки «Стоп», благодаря чему блок плунжерного насоса занимает нейтральное положение и подача масла в рабочую полость цилиндра прекращается. Обратный ход каретки станка осуществляется после нажатия кнопки «Холостой ход», которая включает соленоид 34 обратного хода, причем плунжер реверсивного золотника 25 занимает крайнее левое положение и тем самым закрывает маслопровод 21. В результате прекращается доступ масла в камеры цилиндра 28 и 3, а в цилиндр 15 оно продолжает нагнетаться. При таком положении плунжера реверсивного золотника камеры 28 и 3 соединены через проточки плунжера с маслопроводом 24 и резервуаром 19.
Под действием поршня цилиндра 15 блок плунжерного насоса перемещается влево до упорного винта 31, устанавливаемого на необходимую скорость обратного хода. После перемещения дифференциального золотника 8 в крайнее правое положение плунжерный насос через всасывающий клапан 16 нагнетает масло из резервуара по маслопроводам 6 и 2 в полость обратного хода рабочего цилиндра 1. Полость рабочего хода цилиндра через маслопроводы 7 я 2, соединенные посредством канала 27 реверсивного золотника, сообщается с полостью обратного хода цилиндра. Вследствие разности рабочих площадей поршня в полостях рабочего и холостого хода скорость холостого хода намного больше скорости рабочего хода. В конце ускоренного обратного хода упор, установленный на каретке, выключает соленоид обратного хода. Реверсивный золотник в этом случае находится в нейтральном положении, благодаря чему и скользящий блок плунжерного насоса также занимает нейтральное положение. Работа станка на этом заканчивается.
Протяжные станки
При резании стружка, снимаемая каждым зубом, должна разместиться во впадине между зубьями. Если объем срезаемой стружки с учетом ее усадки будет больше объема впадины между зубьями, протяжку заклинит и произойдет поломка инструмента.
Особенности процесса протягивания
От зуба к зубу длина режущей кромки возрастает меньше, чем при профильной схеме. Следовательно, можно назначать большие подачи на зуб и уменьшать длину протяжки.
При групповой схеме (рис. 10.34, в) черновой припуск разбивается на секторы, каждый из которых обрабатывает своя группа черновых зубьев, спрофилированных по генераторной схеме. От зуба к зубу длина режущей кромки возрастает меньше, чем при генераторной схеме, т. е. можно назначать еще бóльшие подачи на зуб и уменьшать длину протяжки. При использовании генераторной или групповой схем резко усложняется заточка и профилирование зубьев, поэтому на чистовых зубьях протяжек всегда используется профильная схема.
Каждый зуб протяжки работает как строгальный резец. Малая высота зубьев и высокая жесткость протяжки в диаметральной плоскости позволяют назначать достаточно высокие режимы резания. За один рабочий ход генерируется весь профиль обработанной поверхности, поэтому протягивание является высокопроизводительным процессом, однако имеет особенности, которые необходимо учитывать при выборе протяжки и схемы обработки.
Протягивание с прямолинейным движением резания – процесс прерывистый. Необходимо возвратно-поступательное движение исполнительного механизма главного движения. Прямой ход – рабочее движение, обратный – холостой ход. Инерция масс исполнительного механизма главного движения не позволяет работать на высоких скоростях резания, обычно принимают 8– 15 м/мин.
Обработка заготовок на протяжных станках. Протяжками или прошивками обрабатывают цилиндрические отверстия после сверления, растачивания, зенкерования, а также отверстия, полученные на стадии заготовительных операций. При обработке заготовки цилиндрической протяжкой 2 (рис. 10.35, а) заготовку 3 устанавливают на сферическую опору 1 или на плоскую опору.
Рис. 10.35. Схемы протягивания отверстий: а – на сферической опоре; б – многогранных; в – прямых шлицевых; г – винтовых шлицевых; д – шпоночных пазов; 1 – сферическая опора; 2 – протяжка; 3 – заготовка; 4 – направляющая втулка
При установке на сферическую опору заготовка самоустанавливается по оси протяжки, но торец может получиться не перпендикулярным оси отверстия, поэтому такую установку применяют, если торец заготовки обрабатывается после протягивания. При установке на плоскую опору торец перпендикулярен оси отверстия, но возможна поломка протяжки из-за разницы припусков в диаметральной плоскости протяжки. Многогранные отверстия протягивают многогранными протяжками (рис. 10.35, б). В заготовке сверлят круглое отверстие. В зависимости от величины припуска на обработку применяют ту или иную схему срезания припуска. Шлицевые отверстия получают шлицевыми протяжками. Нарезание прямых шлицов ведут при прямолинейном главном движении (рис. 10.35, в), при нарезании винтовых шлицов (рис. 10.35, г) протяжке придают дополнительное движение для получения винтового движения резания. Шпоночные или иные пазы протягивают шпоночными протяжками (рис. 10.35, д). Профиль поперечного сечения зуба должен соответствовать профилю поперечного сечения паза.
Заготовку устанавливают на плоскую опору, для направления протяжки 2 применяют направляющую втулку 4.
Рис. 10.36. Схемы протягивания наружных поверхностей: а – плоских; б – фасонных; в – фрезопротягивание
Наружные поверхности с прямолинейной образующей обрабатывают на вертикально-протяжных станках (рис. 10.36, а, б).
Сложные фасонные поверхности в крупносерийном производстве обрабатывают круговыми протяжками. Для получения прямолинейной образующей применяют два вида инструмента: протяжки с подвижным (ползун или качалка) элементом или без подвижного элемента. Если на подвижном элементе размещены чистовые зубья, выполняют кругодиагональное, или совмещенное, протягивание. При работе чистовых зубьев протяжке без подвижного элемента сообщают прямолинейное дополнительное движение (рис. 10.36, в) вдоль образующей обработанной поверхности – фрезопротягивание.
Станки для протягивания отличаются простотой конструкции и большой жесткостью. Это объясняется тем, что в станках отсутствует цепь движения подачи. Основными характеристиками протяжного станка являются тяговое усилие на штоке и ход штока рабочего цилиндра.
Горизонтально-протяжной станок(рис. 10.37, а) – станок для протягивания внутренних поверхностей. На станине 1 расположены гидроцилиндр 3 и насосная станция 2. На переднем конце штока 4 установлен захват 5 с кареткой 7, которая может перемещаться по направляющим станины.
Протяжка устанавливается в захвате 5 и протаскивается сквозь отверстие в заготовке, опирающейся торцом на опорную поверхность кронштейна 6. Поступательное движение протяжке сообщается до тех пор, пока она не выйдет из отверстия в заготовке. Заготовка падает в поддон 8. Протяжка возвращается в исходное положение, и процесс повторяется.
Вертикально-протяжной станок(рис. 10.37, б) – станок для обработки наружных поверхностей. На станине 1 установлена вертикальная колонна 9 с рабочим гидроцилиндром, насосной станцией 2 и кареткой 7. На левом конце станины расположен стол 10, в рабочем приспособлении которого устанавливают заготовку. Протяжку закрепляют в каретке.
Гидроцилиндр перемещает протяжку сверху вниз (рабочий ход). Протяжные горизонтальные станки непрерывной обработки (рис. 10.38, а) применяются в крупносерийном производстве. На станине 1установлены вертикальные стойки 2 и 5, соединенные траверсой 4. На траверсе подвешен инструментальный стол 6 с неподвижными секциями протяжки 9. Заготовки 7 устанавливаются в рабочих приспособлениях, размещенных на замкнутой цепи 3. Жесткая направляющая 8 стола обеспечивает перемещение цепи с заготовками параллельно протяжке.
Рис. 10.37. Протяжные станки: а – горизонтально-протяжной; б – вертикально-протяжной; 1 – станина; 2 – насосная станция; 3 – гидроцилиндр; 4 – шток; 5 – захват; 6 – кронштейн; 7 – каретка; 8 – поддон; 9 – вертикальная колонна; 10 – стол; V – движение резания
Рис. 10.38. Специальные протяжные станки: а – станок непрерывной обработки: 1 – станина; 2, 5 – вертикальные стойки; 3 – цепь; 4 – траверса; 6 – инструментальный стол; 7 – заготовка; 8 – направляющая стола; 9 – секция протяжки; б – станок для кругодиагонального протягивания зубчатых венцов: 1 – бабка изделия; 2 – вертикальный конвейер; 3 – заготовка; 4 – автооператор; 5 – горизонтальный конвейер; 6 – магазин деталей; 7 – шпиндель изделия; 8 – круговая протяжка; 9 – инструментальный шпиндель; 10 – станина; 11 – магазин заготовок
Станки для кругодиагонального (совмещенного) протягивания зубчатых венцов(рис. 10.38, б) применяют для нарезания прямозубых цилиндрических колес в крупносерийном производстве. На станине 10 станка размещены инструментальный шпиндель 9 и бабка изделия 1, внутри станины находится механизм главного движения. Круговая протяжка 8 крепится на шпинделе 9.
Бабка изделия 1 установлена на направляющих станины с возможностью перемещения в радиальном направлении относительно протяжки.
Внутри бабки изделия размещены гидроцилиндр и делительный механизм (мальтийский крест). Гидроцилиндр 88 перемещает・ бабку изделия к протяжке в начале обработки и от протяжки – в конце обработки всего зубчатого венца.
После обработки очередной впадины между зубьями заготовка совершает делительный поворот с помощью делительного механизма. Необработанные заготовки размещаются в левом штыревом магазине 11. По левому вертикальному 2 и горизонтальному 5 конвейерам заготовка 3 подается к автооператору 4 и устанавливается на шпиндель 7. Обработанная заготовка устанавливается автооператором на правый вертикальный конвейер и подается в штыревой магазин 6.
Модели и характеристики протяжных станков
Назначение протяжных станков заключается в точной обработке внутренней (внешней) поверхности детали по заданной конфигурации.

Горизонтальный протяжной станок
Контуры, получаемой после обработки поверхности, могут быть различной формы, которая задается профилем режущей протяжки.
1 Основные характеристики
Модели протяжных станков различаются по нескольким признакам:
- назначение — внутренняя или наружная протяжка;
- универсальность — общее и узкоспециализированное назначение;
- направление рабочего движения — горизонтальное или вертикальное;
- характер рабочего движения — круговое, движение протяжки, движение заготовки;
- число кареток — одна или несколько;
- позиция — обычные станки (однопозиционные), с поворотными столами (многопозиционные);
- наличие ЧПУ.

Отечественный горизонтальный протяжной станок
Основными типами являются:
- горизонтально протяжной станок (для внутренней обработки отверстий);
- вертикально протяжный станок (для внутреннего и наружного протягивания);
- ЧПУ центры, которые имеют устройства автоматической установки/снятия заготовок и смену инструмента.
К рабочим характеристикам относятся такие показатели как тяговая сила — от 50 до 1000 кН, и длина хода протяжки — от 1000 до 2000 мм.
1.1 Горизонтально протяжные станки
Используются для обработки внутренних и внешних поверхностей деталей в линейном направлении при помощи протяжек, которые имеют различные профили.
При работе используется только прямолинейное движение инструмента (протяжки) или заготовки (детали) в горизонтальном направлении. Выборка (срезание) материала происходит за счет равномерного подъема зубьев на протяжке по всей ее длине. Рабочий процесс может быть автоматизирован за счет установки систем ЧПУ.
к меню ↑
1.2 Процесс работы г оризонтально-протяжного станка СГП12 (видео)
к меню ↑
1.3 Вертикально протяжные станки
Принцип работы вертикально протяжного станка такой же, как и у горизонтального варианта, но имеется несколько преимуществ:
- ось протяжки не провисает и не искривляется;
- при модернизации по увеличению производительности, проще устанавливаются дополнительные протяжки;
- небольшая занимаемая производственная площадь, так как рабочее движение происходит вертикально.
2 Модели протяжных станков
В своем большинстве все, как горизонтально, так и вертикально ориентированные станки, работают в полуавтоматическом режиме. Некоторые модели оснащены ЧПУ, что значительно упрощает и ускоряет процесс производства. Привод может быть гидравлическим или электромеханическим.
2.1 Модель 7Б55
Горизонтально протяжной станок 7Б55 используется для обработки внутренних поверхностей, имеющих различную форму и размеры, методом протягивания. Устройство станка 7Б55 выглядит следующим образом:
Во внутренней части сварной полой станины расположен гидравлический привод, состоящий из силового цилиндра и штока, который на салазках может перемещаться по направляющим.

Горизонтально протяжной станок, модель 7Б55
На шток (в его свободной части) насажена втулка, имеющая патрон для крепления протяжки. Другой конец режущего инструмента закрепляется во вспомогательном патроне.
Устройство для крепления заготовки вместе с самой заготовкой упираются в корпус станины. При рабочем ходе вспомогательный патрон на салазках передвигается вместе с протяжкой до жесткого упора, после чего связь между ними обрывается подпружиненным кулачком. При возврате инструмента после выполнения операции резания, протяжка снова соединяется со вспомогательным патроном.
Устройство станка 7Б55 рассчитано на полуавтоматический режим работы, но есть возможность установки элементов ЧПУ для полной автоматизации рабочего процесса.
Перемещение протяжки обеспечивает гидравлическое устройство, которое имеет два насоса высокого давления. Один подает масло в главный цилиндр со скоростью 200 литров в минуту, другой обеспечивает вспомогательный гидроцилиндр подачей масла со скоростью 25 литров в минуту.
Сила протягивания равна 98 кН, рабочий ход — 1600 мм, скорость при протягивании — от 1,5 до 11,5 метров в минуту, при обратном ходе — от 20 до 25 м/мин. Мощность электродвигателя для главного насоса — 17 кВт. Общий вес — 6900 кг.
к меню ↑
2.2 Модель 7523
Станок модели 7523 — это горизонтальный протяжной полуавтомат. Используется для обработки деталей имеющих сквозные отверстия различных размеров и формы методом протягивания.

Горизонтально-протяжной станок, модель 7523
На полуавтомате 7523 протягиваются круглые и шлицевые отверстия, шпоночные пазы и так далее. Станок 7523 был запущен в производство в 1987 году и пришел на смену несколько устаревшему 7Б57.
Характеристики горизонтального протяжного станка 7523:
- класс точности — Н;
- рабочая тяговая сила — 100 кН;
- ход рабочих салазок — 1250 мм;
- мощность электропривода- 11 кВт;
- габаритные размеры по длине, ширине, высоте — 6000×2000х1715 мм;
- вес — 4100кг.
2.3 Модель 7534
Горизонтально протяжной агрегат 7534 используется для обработки протягиванием круглых, шлицевых отверстий, шпоночных пазов различных размеров и формы. Применяется при крупно и мелкосерийном производстве, а также для индивидуального использования.
Полуавтомат 7534 может быть оснащен дополнительным оборудованием, при помощи которого становится возможна обработка протягиванием внешних поверхностей различной формы.

Горизонтально-протяжной станок, модель 7534
На станке 7534 допускается установка автоматического загрузочно-разгрузочного устройства и под управлением ЧПУ процесс работы станка 7534 становится полностью автоматическим.
Особенности горизонтально протяжного станка 7534:
- гидропривод рабочего движения обеспечен аксиально-поршневым насосом;
- современная система смазки, которая имеет дозированную подачу масла и сигнализацию, оповещающую о прекращении смазывания;
- двойная фильтрация рабочей жидкости с использованием фильтра тонкой очистки и электровизуальным контролем степени очистки;
- монтаж гидравлического оборудования без трубок, при котором используются унифицированные плиты;
- имеет теплообменное устройство, которое охлаждает масло в гидравлическом приводе воздушным методом.
- тяговое усилие — 250 кН;
- ход рабочих салазок — 1600 мм;
- поверхность рабочей плиты — 450×450 мм;
- планшайба по диаметру — 360 мм;
- скорость при рабочем ходе — от 1 до 13 метров в минуту;
- максимальный наружный диаметр обрабатываемой детали — 600 мм;
- габаритные размеры — 7205×2200х1810 мм;
- вес — 6250 кг.
2.4 Самодельный протяжный станок
Изготовить своими руками протяжный станок, для работы в индивидуальных целях, особой необходимости у домашних мастеров нет. Но все же, существуют специалисты, которые индивидуально занимаются таким типом обработки деталей в достаточно больших объемах. Поэтому изготовление своими руками устройства, в котором используется режущая протяжка для них вполне актуально.

Вертикально-протяжной станок RISH-M
Сам станок, который будет изготовлен своими руками, может быть простым устройством, которое обеспечивает прямолинейное движение режущего инструмента (протяжки) при помощи гидравлики или электромеханики. Более простым вариантом является выполнение гидравлического привода.
Основной проблемой, которая возникает при работе своими руками на самодельном станке — это обеспечение производства протяжками (режущим инструментом). Самостоятельно изготовить его сложно, поэтому в своих расчетах, по сборке домашнего станка своими руками, следует отталкиваться от уже готовых производственных комплектующих.
- станина (полый сваренный из листового металла короб);
- гидравлический (электромеханический) привод;
- салазки, передвигающиеся по направляющим внутри короба;
- шток, закрепленный на салазках и имеющий патрон для закрепления протяжки с одного конца;
- устройство крепления заготовки в торце короба;
- элементы управления движением режущего инструмента.
Для работы с небольшими деталями, к примеру, проделывание выборки в отверстии насадки шестеренки для шплинта, крепление свободного конца протяжки не обязательно. Смазку и охлаждение режущей поверхности протяжки можно проводить вручную, не создавая для этого особой конструкции.
Протяжной станок: обзор, модели, технические характеристики, особенности использования
Устройство протяжного станка принципиально отличается от оборудования, которое осуществляет функции дробления, фрезерования, зенкования и строгания. При этом способ механического воздействия может совпадать с перечисленными операциями обработки, однако принцип оказания усилия в данном случае отличается. В некоторых аспектах протяжной станок обеспечивает более высокую производительность, но конструкционные особенности не позволяют его использовать на предприятиях в массовом порядке.

Общие сведения о протяжных станках
Технология протягивания по своему принципу механического воздействия соответствует традиционным и наиболее распространенным видам оборудования металлообработки. Разница заключается в самих условиях выполнения этой операции. Например, протяжные горизонтальные станки позволяют с высокой точностью обрабатывать внутренние поверхности различных заготовок. Данное оборудование используют для формирования особых фасок в сложных местах.
Нередко операция протяжения в условиях поточного серийного производства является завершающей стадией изготовления, следующей за более привычными видами обработки фрезерованием или зенкованием. Еще одной особенностью, которой отличается протяжной станок, является использование специфических режущих элементов. Это так называемые протяжки, которые осуществляют непосредственное механическое воздействие на материал.

Технические характеристики
Одним из недостатков таких станков считают габариты. Как правило, это удлиненная платформа, в которой размещается заготовка. Размерные характеристики в среднем составляют около 2 м в длину, 0,5 м в ширину и 1,5 м в высоту. Впрочем, конфигурации могут быть разными – соответственно, различаются и размеры. Масса составляет порядка 500 кг, поэтому перед установкой будет не лишним предусмотреть надежную фундаментную основу. С точки зрения производительности, важна и скорость протягивания, то есть обработки. К примеру, протяжной станок от предприятия «Гибкие соединения» в модификации СГП.12.35 обеспечивает рабочий темп в 220 мм/мин. Иными словами, за одну минуту оборудование может выполнить рез внутренней поверхности длиной более 20 см. Здесь же стоит учитывать и максимальную зону обработки, поскольку в большинстве случаев выполнение тех же линий реза в два подхода неприемлемо технологически. Средняя длина разового обслуживания варьируется от 4 до 5 м.
Разновидности

Различают горизонтальные, вертикальные и непрерывные протяжные модификации. Первый, уже отмеченный вариант отличается конструкционной простотой, поэтому подходит для выполнения типовых операций по формированию прямых линейных резов с разным припуском по профилю. Сложнее в своем устройстве протяжной станок вертикальный. Это, в сущности, та же горизонтальная основа, но только установленная в вертикальном положении, что дает несколько преимуществ. Во-первых, исключается риск провисания длинных протяжек, а во-вторых, появляется возможность увеличения производительности за счет расширения производственной линии. Что касается станков с непрерывным протяжением, то они используются в основном для обработки сквозных наружных поверхностей. Их отличает более высокая производительность и возможность обслуживания заготовок в рамках крупносерийного изготовления.
Где применяется станок?

Сама специфика обработки протяжками обуславливает нестандартные требования к получаемому результату. Соответственно, и области использования готовой продукции не самые обычные. Например, их используют при изготовлении и доработке огнестрельного оружия. Для подобных операций применяются строгально-протяжные станки, с помощью которых выпускают стволы пулеметов и пистолетов. Также этот станок применяется в производстве сложных профилей наружной отделки, в нарезке шпоночных канавок и шлицов, а также в калибровании многогранных и цилиндрических отверстий. Общей особенностью всех видов протяжной механической обработки являются именно широкие возможности работы с фигурными резами, причем в сложных условиях. Кроме того, станок может использоваться и для неметаллических, и для твердотельных материалов. Дело в том, что способность к обработке нетипичных заготовок с повышенными свойствами жесткости и твердости определяется элементами механического воздействия, то есть протяжками. А они сами по себе могут иметь разные характеристики.
Производители и модели

Широкий модельный ряд предлагает предприятие «Гигант». В его ассортименте представлены модификации протяжных станков 7А523, 7А612, 7555 и др. Модели отличаются по скорости выполнения обработки, тяговому усилию, мощности, габаритам и другим характеристикам. Среди иностранных изготовителей доверие завоевала фирма HOFFMANN Raumtechnik, которая занимается не только разработкой классических моделей с вертикальным и горизонтальным расположением линии обработки. В ее семействе можно найти специализированные протяжные станки. Модели серии RAWX-M, к примеру, предназначены специально для выполнения финишной обработки канавок и зубчатых соединений. Модификация RASA-M отличается наличием четырех дорожек, рассчитанных на обработку шарообразных канавок различных муфт. Для специализированных нужд можно присмотреть и подходящую модель в семействе ярославского производителя Forst Technologie, который славится тщательным подходом к изготовлению протяжных режущих элементов особой конструкции.
Стоимость станка

Средний ценовой коридор на протяжные станки составляет 2-3 млн руб. В этом сегменте можно найти и простые горизонтальные модели, и усложненные модификации вертикального типа. К слову, дороже обходится именно вертикальный станок протяжной. Цена модели 7А612 от упомянутого завода «Гигант», например, составляет порядка 2 млн. Но это низшая ценовая планка, поскольку основная масса оборудования все же реализуется за 2,5-3 млн. Это высокотехнологичное промышленное оснащение, которое отличается не просто высоким качеством обработки, но и эргономичными системами управления. Достаточно сказать, что последние модели от крупных изготовителей все чаще получают электронные пульты контроля.
Особенности эксплуатации
От обслуживающего персонала требуется размещение заготовки в рабочей нише оборудования. Далее, после запуска, начинается непосредственный процесс обработки. Ключевой особенностью функционирования таких станков является тот факт, что рабочие элементы в виде протяжек не удаляют стружку сразу после обрезки, а выталкивают ее только после окончательного выхода из тела заготовки. Поэтому спектр задач оператора расширяется еще и за счет необходимости отслеживания, насколько корректно выполняется механическая обработка. На протяжных станках вертикального типа риски отклонений и некорректных линий реза не так высоки, поскольку исключается перегиб длинной заготовки из-за собственного веса.

Заключение
В некоторых сферах использования металлообработки можно заметить схожие требования к выполнению рабочих операций на протяжных и обычных токарных станках. При этом очевидно, что вторые предполагают меньше хлопот в обслуживании и в целом дешевле обходятся по содержанию. Тем не менее протяжной станок себя может оправдать как универсальное оборудование. Если такие станки могут справляться и с типовыми распространенными задачами, и с обработкой по специализированным техническим задачам, то стандартные фрезерные агрегаты, к примеру, реализуют только свой ограниченный спектр действий. Впрочем, и протяжное оснащение имеет свои ограничения, но сам сегмент как таковой предлагает весьма широкие возможности обработки – главное, правильно сопоставить возможности конкретной модификации с требованиями технических задач производства.

