

Ходовой винт токарного станка
Поиск на Барахолке
По всей Беларуси
Разное для катера, лодки и рыбалки фото внутри.
Разное для катера, лодки и рыбалки (датчик эхолота, датчик глубиномера, отбойники, индикатор заряда аккумуляторов, ходовой огонь, спиннинг держатели , фонари для лафета LED, винт 21 . ), .доп информация по тел. +375296222424undefinedundefined
Ходовые винты
Ходовой винт 2 шт. без гаек. применяется в механизмах приводах подач в станках и другом оборудовании. Длина габарит 300 мм. Резьбовая часть: длина 230 мм, диаметр 22 мм, шаг 3,8 мм
Минск disid
Токарный станок JET BD-6. Гарантия 2 года. “СТАНКИ”
Компактные габариты Внушительный диаметр обработки – 180 мм Чугунная станина Шлифованные направляющие Сменная гитара для нарезания резьбы Плавная регулировка скорости
JWS-34KX Фрезерный станок JET. ГАРАНТИЯ 2 года
+375 33 319 14 04 Дмитрий Цены смотреть ТУТ Потребляемая мощность, кВт 2,9 Напряжение, В 400 Диаметр шпинделя 30 мм Потребляемая (выходная) мощность основного двигателя 2,9 (2,3) кВт Максимальный диаметр фрезы, мм 180 Частота вращения шпинделя на холо
JET GH-2040 ZH DRO Токарно-винторезный станок. Современный а.
Эксклюзивный протокол приёмки JET с сертифицированными допусками (DIN 8606) Массивная станина станка из серого чугуна Закаленные и отшлифованные направляющие станины Передняя бабка с электромеханической муфтой Механизм плавного пуска защищает двигатель и
”Станок для заточки дисковых пил CUPRUM WS128″
”Станок для заточки дисковых пил CUPRUM WS128″ +375 33 319 14 04 Дмитрий ДЖЕТ ЦЕНТР МИНСК “Точильный станок для заточки дисковых пил CUPRUM WS128” Диаметр точильного круга (мм) 125*10*32*8 Угол шлифования лезвия ±20° Угол поворота
Винт ходовой для ЧПУ
Винт ходовой для ЧПУ
Токарный настольный станок OPTIturn TU2406
TU2406 настольный надежный токарный станок для обработки небольших деталей в приборостроительной промышленности и ремонтных мастерских.
Минск SVKast 1 2
Volvo VIDA DiCE самая полная версия! Смотрите фото!
Гарантия. Полный комплект. ДОСТАВИМ ПО РБ и СНГ. Читает все блоки автомобилей VOLVO и является самым достойным аналогом дилерского оборудования. САМАЯ ПОЛНАЯ ВЕРСИЯ ПЛАТЫ!
Минск Доставка по Беларуси MultiCar 1 . 4 5 6
Cверлильно-фрезерный станок OPTImill MH 22V
MH 22V настольный точный фрезерный станок с электронным управлением оборотами шпинделя и цифровой индикацией подачи пиноли. · Цифровая индикация перемещения пиноли, цена деления 0,01 мм. · Высокая точность вращения ― радиальное биение шпинделя менее 0,015
Минск SVKast
Автозапчасти с доставкой. Магазин запчастей. Доступные цены.
Автозапчасти по низким ценам! Большой выбор запчастей, гарантия, быстрый подбор! Быстрый ответ по телефону! +375 44 7990708, Обещаем что цены Вас приятно удивят! Доставка по Минску и РБ! Новые!Оригинальные!
К фрезерному станку НГФ 110 Ш3
Ходовой винт поперечной подачи. т (029) 774 93 38
Минск Vlad.G
АВТОЗАПЧАСТИ ПО САМОЙ НИЗКОЙ ЦЕНЕ
РАСПРОДАЖА СКЛАДСКИХ ОСТАТКОВ
Минск POiSON
В токарный станок ТВ-4 вал с гайкой поперечной подач
Минск 1668571
В токарный станок ТВ-4 гайка поперечной подачи.
В токарный станок ТВ-4 гайка поперечной подачи. Диаметр 12 мм. шаг 2 мм. резьба левая.
Минск 1668571
Продаётся силиконовая смазка с фторопластом МС Спорт
Продаётся МС Спорт силиконовая смазка с фторопластом Придает водоотталкивающие, защитные диэлектрические свойства. Смазка не токсична, прозрачна, не пачкается, не испаряется Хорошие диэлектрические свойства Защищает узлы от воды, грязи, соли Обладает
Электродвигатели, шаговые двигатели
пишите в личку или звоните о29 8614130 мтс, МГ – 30-400А, микроамперметр + – 50мка ДП 39-0,1-02, 9 вольт, и другие ДШ-200-06 с ходовым винтом шаговые двигатели ЕМ -141, ЕМ – 142 по одной штуке, по 30 тыс шаговые двиг
Люнет для токарного станка, куплю
Для ТВ-320 куплю
Минск Klobzik
Токарный станок ТВ-320 в хорошем состоянии.
Продам ТВ-320 в хорошем состоянии, 1962 год.
Минск Klobzik
Комплектующие к станку ЧПУ. CNC DIY.
Комплектующие к станку ЧПУ. Рельсы Hiwin. Цилиндрические направляющие. Линейные направляющие и линейные подшипники. ШВП. Трапецеидальные винты. Ходовые винты. Гайки бронзовые. Шаговые двигатели и драйвера.
Винт ходовой с гайкой.
Продам винт ходовой с гайкой, новый, можно использовать для изготовления тисков или пресса, размеры винта на фото. Гайка: наружный ∅56мм, длина 105мм. +375295049084
Минск MasterBY7
направляющие, ШВП, инвертор и прочее для станка с ЧПУ (cnc)
ходовой трапецеидальный винт, гайка, ЧПУ (cnc), контроллер, направляющие, линейны подшипник, радиально-упорный, муфта, шаговый двигатель, швп, шкив, вал, шпиндель, инвертор, частотный преобразователь, цанга, hiwin, tbi, leadshine
ПРИВОД “DoorHan” SWING-2500-5000 PRO ДЛЯ РАСПАШНЫХ ВОРОТ
Электромеханический привод SWING-2500PRO предназначен для автоматизации распашных ворот весом до 400 кг. Электромеханический привод SWING-3000PRO предназначен для автоматизации распашных ворот весом до 400 кг. Электромеханический привод SWING-5000 PRO п
Винт ходовой для токарного станка и тисков
Ходовой винт – это важная деталь, которая используется в качестве преобразователя движения. Он изменяет вращательное движение в поступательно-прямолинейное перемещение. Для этого он снабжается специальной гайкой. Кроме этого, он обеспечивает перемещение с заданной точностью.
Показатели качества винта
Винт, как очень важная деталь, должен соответствовать множеству требований. Для того чтобы его можно было использовать, к примеру, в настольных тисках, он должен подходить по таким параметрам, как: диаметральный размер, точность профиля и точность шага резьбы, соотношение резьбы винта с его опорными шейками, износостойкость, толщина нитки резьбы. Также важно отметить, что в зависимости от степени точности перемещения, которую обеспечивают винты, их можно разделить на несколько классов точности от 0 до 4. К примеру, ходовые винты металлорежущих станков должны соответствовать классу точности от 0 до 3. 4 класс точности не подходит для использования в таком оборудовании.

Материал для заготовки ходового винта
В качестве заготовки для производства винта используют обычный пруток, который отрезается от сортового металла. Однако здесь важно отметить, что к материалу, служащему заготовкой, предъявляются некоторые требования. Металл должен обладать хорошей стойкость к износу, хорошей обрабатываемостью, а также обладать состоянием стабильного равновесия в условиях внутреннего напряжения, которое возникает после обработки. Это очень важно, так как данное свойство поможет избежать деформации ходового винта при его дальнейшем использовании.

Для производства этой детали со средним классом точности (2-й или 3-й), к которой не будут предъявляться требования повышенной устойчивости к температуре, используют сталь А40Г, являющуюся среднеуглеродистой, с добавками серы и стали 45 с дополнением свинца. Такой сплав улучшает возможность обработки винта, а также уменьшает шероховатость поверхности материала.
Профиль винта
Существует три профиля винта, которые используются при производстве ходового винта токарного станка или любого другого. Профиль может быть трапецеидальным, прямоугольным или треугольным. Наиболее распространенным типом считается трапецеидальная резьба. К ее преимуществам можно отнести то, что она выше по точности, чем прямоугольная. Кроме этого, используя разрезную гайку, можно регулировать осевые зазоры трапецеидальным винтом, которые возникают из-за износа оборудования.
Здесь важно также отметить, что нарезание, как и шлифовка трапецеидальной резьбы на винт, гораздо проще, чем прямоугольной. Но при этом нужно понимать, что точностные характеристики прямоугольной резьбы выше, чем у трапецеидальных. Это значит, что если стоит задача создать винт с наилучшей регулировкой по точности, то придется все же нарезать прямоугольную резьбу. Трапецеидальные винты не подходят для проведения очень точных операций.
Обработка винта
Основными деталями, на которых базируется винт в станке, стали опорные шейки и буртики. Исполнительной поверхностью у винта считается его резьба. Наибольшая точность в настольных тисках и любых других станках, имеющих такой винт, должна быть обеспечена между исполнительной поверхностью детали, а также основной базирующей поверхностью. Технологической базой при производстве ходового винта считается его центровое отверстие. По этой причине, для того чтобы избежать деформации, обработку всех этих поверхностей осуществляют с использованием подвижного люнета. Применение этой детали определяет специфику обработки ходового винта.

Здесь также важно отметить, что винт с разным классом точности, обрабатывается до различных величин. Детали, которые будут принадлежать к 0,1 и 2 классу точности обрабатывают до 5-го квалитета. Винты, принадлежащие к 3-му классу точности, проходят обработку до 6-го квалитета. Винты, относящиеся к 4-й категории, обрабатываются также до 6-го квалитета, но при этом у них имеется поле допуска по наружному диаметру.
Центровка и нарезание резьбы
Для того чтобы получить приемлемого качества винт, необходимо осуществить еще несколько операций. Одной из них стала центровка детали, которая проходит на токарном станке. Ходовой винт, а точнее, заготовка для этой детали центрируется на указанном оборудовании и здесь же ей подрезают торцы. Кроме этого, проводится операция по шлифовке заготовки. Для этого применяют бесцентрошлифовальные или круглошлифовальные станки в центрах. Здесь важно добавить, что шлифовка в центрах осуществляется только для винтов 0,1 и 2 класса точности.

Далее, прежде чем приступить к нарезке резьбы, заготовку необходимо подвергнуть правке. Здесь нужно отметить, что этой операции подвергают только винты с 3-м и 4-м классом точности. После этого их поверхность дополнительно шлифуется. В качестве оборудования для нарезания резьбы на ходовом винте используют токарно-винторезный станок.
Описание гайки винта
Гайка ходового винта предназначается для того, чтобы обеспечить точные установочные перемещения. В некоторых редких случаях их могут производить из такого материала, как антифрикционный чугун. Этот элемент должен обеспечивать постоянное зацепление с витками винта, а также выступать в роли компенсирующей детали. Компенсировать придется зазор, который неизбежно возникнет при износе винта. К примеру, гайки для ходовых винтов, использующихся в токарных станках, изготавливаются сдвоенными. Это необходимо для того, чтобы убрать зазор, который может возникнуть либо вследствие производства и сборки станка, либо в результате износа его деталей.

Особенность винта с гайкой сдвоенного типа в том, что она обладает неподвижной и подвижной частью. Подвижная часть, которая является правой, может перемещаться вдоль оси неподвижной части. Именно это передвижение и будет компенсировать зазор. Производство гайки осуществляется лишь для винтов нулевого, 1-го и 2-го класса точности. Для их изготовления используют оловянистую бронзу.
Из чего изготавливают гайки и их износ?
Наиболее распространенными материалами для производства этого вида деталей стали алюминиево-железистые бронзы, по нормам станкостроения МТ 31-2. Кроме этого материала, может также использоваться антифрикционный чугун, как заменитель для неответственных винтовых передач.
Здесь важно добавить, что гайка изнашивается намного быстрее, чем непосредственно ходовой винт. Для этого есть несколько причин:
- резьба гайки плохо защищена от любого вида загрязнений, а также ее довольно трудно очищать от этих ненужных элементов;
- часто случается так, что этот элемент изначально плохо смазывается и это сильно сказывается на сроке службы;
- при зацеплении гайки с винтом получается так, что у второго элемента работают одновременно все витки, а вот у винта лишь те, что находятся в сцепке с гайкой.
По этим причинам винты с гайкой должны проверяться чаще, поскольку износ гайки наступает довольно быстро.
Устройство токарного станка по металлу
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.

Основными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.

Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.

Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.

Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.

Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.

В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.

При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.

Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.

Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.

Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
ИЗГОТОВЛЕНИЕ ХОДОВЫХ ВИНТОВ
Ходовые винты станков служат для преобразования вращательного движения в поступательное прямолинейное перемещение с помощью сопряженной с ним гайки различных деталей и узлов станка (суппортов, фартуков, кареток) с заданной точностью. Равномерность перемещения различных деталей и узлов, оказывает значительное влияние на точность обрабатываемых деталей.
Показателями качества ходовых винтов являются диаметральные размеры винта, точность шага резьбы, точность профиля резьбы, соосность резьбы винта и его опорных шеек, точность опорных шеек, отклонение от перпендикулярности опорных буртиков и оси вращения ходового винта, износостойкость, толщина нитки резьбы. Ходовые винты в зависимости от степени точности перемещения, которую они обеспечивают, делят на пять классов: 0; 1; 2; 3 и 4. В металлорежущих станках применяют ходовые винты класса 0 . 3.
Материалы и способы получения заготовок ходовых винтов. В качестве заготовок для ходовых винтов применяют обычно пруток, отрезанный от сортового материала. К материалу ходовых винтов предъявляют требования высокой износоустойчивости, хорошей обрабатываемости и состояния стабильного равновесия внутренних напряжений после обработки во избежание деформаций при эксплуатации.
Ходовые винты для станков нормальной точности (2 – 3-й класс), не подвергаемые термообработке, обычно изготовляют из среднеуглеродистой стали А40Г с повышенным содержанием серы и стали 45 с добавлением свинца, что улучшает обрабатываемость и уменьшает шероховатость поверхности. Ходовые винты прецизионных станков классов 0 и 1 изготовляют из сталей марок У10А, У12А, ХВГ, 18ХГТ и 40ХФА.
Профиль резьбы ходовых винтов может быть трапецеидальным, прямоугольным и треугольным. Наибольшее применение находят ходовые винты с трапецеидальной резьбой, которая выше по прочности прямоугольной и позволяет с помощью разрезной гайки регулировать осевые зазоры, возникающие вследствие износа. Нарезание и шлифование трапецеидальной резьбы проще, чем нарезание и шлифование прямоугольной (фрезерование резьб с прямоугольным профилем невозможно). Однако точностные характеристики прямоугольных резьб выше трапецеидальных.
Обработка ходовых винтов. Основными базами ходового винта, которыми он базируется в станке, являются его опорные шейки и опорные буртики. Исполнительной поверхностью ходового винта является поверхность винтовой резьбы. Между исполнительными поверхностями и основными базирующими поверхностями ходового винта должна быть обеспечена наибольшая точность. Так как технологическими базами при изготовлении ходовых винтов являются центровые отверстия, то во избежание деформаций обработку всех поверхностей ходового винта производят с применением подвижных люнетов, что определяет особенности процесса обработки ходовых винтов.
Наружную поверхность ходового винта обрабатывают до 5-го квалитета (поле допуска h5) для винтов 0; 1 и 2-го классов; до 6-го квалитета (поле допуска h6) для ходовых винтов 3-го класса. Винты 4-го класса обрабатывают до 6-го квалитета (h6), а также с полем допуска по наружному диаметру П. Для получения заготовки ходового винта прокат подвергают правке и после разрезки сверлят центровые отверстия сначала с одного торца, а затем после поворота на 180° с другого.
Центровку производят на токарных станках, где одновременно подрезают торцы. Для создания благоприятных условий использования подвижных люнетов после токарной обработки наружных поверхностей заготовку шлифуют на бесцентрошлифовальных или на круглошлифовальных станках в центрах. Шлифование в центрах применяют для винтов классов 0; 1 и 2.
Перед нарезанием резьбы, после токарной обработки базовых шеек, заготовку подвергают правке (винты 3-го класса и грубее) с последующим шлифованием наружной поверхности. Технологическими базами при этом являются поверхности центровых отверстий. Резьбу на ходовых винтах получают на токарно-винторезных станках. Нарезание происходит за несколько рабочих ходов. Более производительно выполнять предварительное фрезерование дисковыми фрезами и окончательно обработать детали на токарных станках. После обтачивания и предварительного нарезания резьбы ходовые винты 0 . 3-го классов подвергают старению для снятия остаточных напряжений.
Отделочную обработку резьбы производят на прецизионных токарно-винторезных станках 1622Б быстрорежущими резцами с остро заточенными гранями. Чтобы точнее установить плоскость профиля резца по профилю резьбы, державки резцов в поперечном сечении делают круглыми.
Так как технологическими базами при изготовлении ходовых винтов являются центровые отверстия, то во избежание деформаций обработку всех поверхностей ходового винта производят с применением подвижных люнетов, что определяет особенности процесса обработки ходовых винтов.
Наружную поверхность ходового винта обрабатывают до 5-го квалитета (поле допуска h5) для винтов 0; 1 и 2-го классов; до 6-го квалитета (поле допуска h6) для ходовых винтов 3-го класса. Винты 4-го класса обрабатывают до 6-го квалитета (h6), а также с полем допуска по наружному диаметру П. Для получения заготовки ходового винта прокат подвергают правке и после разрезки сверлят центровые отверстия сначала с одного торца, а затем после поворота на 180° с другого.
Центровку производят на токарных станках, где одновременно подрезают торцы. Для создания благоприятных условий использования подвижных люнетов после токарной обработки наружных поверхностей заготовку шлифуют на бесцентрошлифовальных или на круглошлифовальных станках в центрах. Шлифование в центрах применяют для винтов классов 0; 1 и 2.
Перед нарезанием резьбы, после токарной обработки базовых шеек, заготовку подвергают правке (винты 3-го класса и грубее) с последующим шлифованием наружной поверхности. Технологическими базами при этом являются поверхности центровых отверстий. Резьбу на ходовых винтах получают на токарно-винторезных станках. Нарезание происходит за несколько рабочих ходов. Более производительно выполнять предварительное фрезерование дисковыми фрезами и окончательно обработать д винты 0 . 3-го классов подвергают старению для снятия остаточных напряжений.
Отделочную обработку резьбы производят на прецизионных токарно-винторезных станках быстрорежущими резцами с остро заточенными гранями. Чтобы точнее установить плоскость профиля резца по профилю резьбы, державки резцов в поперечном сечении делают круглыми.
Наряду с винтовыми парами скольжения применяют винтовые пары качения, состоящие из ходового винта и гайки, сопряжение между которыми создают с помощью шариков. Профиль винтовых канавок винта и гаек может быть полукруглый (с шариками создается двухточечный контакт). Изготовление винтовых пар качения сходно с изготовлением прецизионных винтов скольжения. При изготовлении винты из стали ХВГ и З0ХЗВА подвергают неоднократной термической обработке для придания винту необходимой твердости (не менее HRC 60), износостойкости и длительного сохранения прочности. Для получения полукруглого и арочного профиля на окончательных операциях обработки резьбы (резьбошлифование) шлифовальные круги правят с помощью специальных приспособлений.
Нарезание резьбы предусматривает четыре операции: черновую и чистовую обработку резцом, шлифование кругом до азотирования и после точение на токарных станках. Типовой процесс изготовления ходового винта из калиброванного проката, показанного на рис. 2, дан в табл. 1.
Контроль ходовых винтов. Точность наружного диаметра резьбы и шеек, выполненных по 5 . 7-му квалитетам точности, проверяют рычажными скобами с ценой деления 0,002 мм или калибрами-скобами. Точность шага измеряют на специальных измерительных устройствах точность угла профиля — угломерами, точность среднего и внутреннего диаметров — микрометрами, радиальное биение цилиндрических поверхностей — индикаторами часового типа в центровом приспособлении.
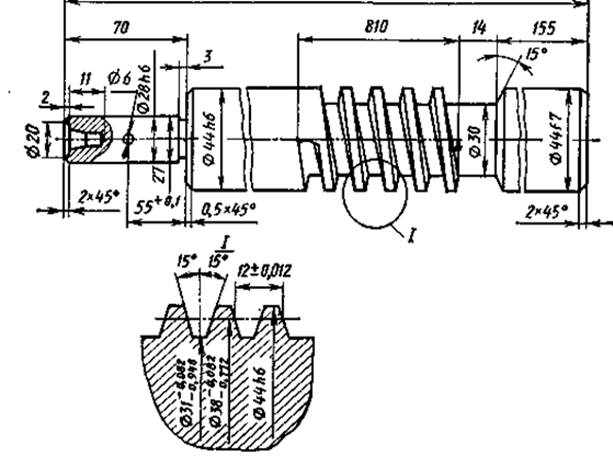
Рис. 2. Ходовой винт 3-го класса точности
Таблица 1. – Типовой процесс изготовления ходового винта 3-го класса

