

Инструменты для работы на токарном станке
Инструменты для работы на токарном станке
Инструменты для токарных работ
Для токарных работ применяются резцы (стамески) различной формы, насаженные на удлиненные ручки. При работе с кареткой используются резцы без ручек.
Токарные инструменты подразделяются на обдирочные, отделочные, специальные
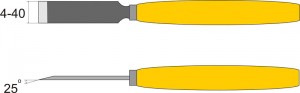
Обдирочный резец – рейер

Рейер — стамеска полукруглой формы, применяемая при черновой токарной обработке древесины. Благодаря желобчатой форме лезвие снимает достаточный по толщине слой древесины. Ширина лезвия — 4…30, длина — до 300 мм. Затачивают рейер в полуовал с выпуклой стороны; угол скоса лезвия — 25…30°. После обработки заготовки полукруглой стамеской ее поверхность будет шероховатой. Кроме черновой обработки рейер использют для точения вогнутых форм и выборки внутрений полости при лобовом точении.
Отделочный резец – мейсель
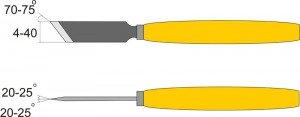
Мейсель — нож-стамеска, заточенный с двух сторон под углом, применяется при чистовой токарной обработке древесины. Мейсели используют для устранения шероховатости и выравнивания поверхности изделия. Стамеска представляет собой нож-косяк, заточенный с двух сторон под углом 20…25°. Угол среза лезвия — 70…75°; ширина инструмента — 5…50 мм. Затачивание лезвия на угол дает возможность работать его серединой, когда точению подлежат выпуклые или прямые поверхности. Используя острый угол, мейсель применяют также для чистовой обработки профильной поверхности, подрезания торцов и отрезки изделия, а используя тупой угол,— для точения заготовки с образованием закруглений.
Резец – Скребок
Стамеской (скребок) с одной фаской и прямолинейным лезвием можно вытачивать выемки с прямыми углами, Такие стамески применяются при лобовом точении, при формировании круглых шипов или выравнивания цилиндрических поверхностей.
Резец – крючок

Резец – крючок применятся для вытачивания углублений и внутренних полостей
Фасонные резцы
Фасонные резцы, кольца, крючки – применяются для точения внутренних поверхностей полых деталей и наружных сечений заданного профиля.
Для суппортных токарных резцов используются специальные резцы различного назначения

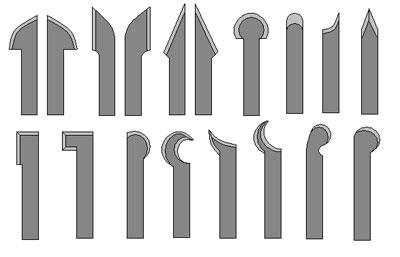
Основные типы токарных резцов
Измерительно-разметочный инструмент
Штангенциркуль, кронциркуль, рейсмус, центроискатель, циркуль, линейка с подпором, шаблон, гребенка, угольник, ерунок (рис.).
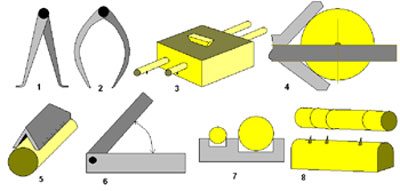
Рис. 1, 2 – кронциркуль; 3 – рейсмус; 4 – центроискатель; 5 – линейка с подпором; 6 – угольник; 7 – шаблон; 8 – гребенка.
Приспособления к токарному станку
В зависимости от формы и размеров будущей детали или изделия для закрепления заготовок на станке чтобы она приняла вращательное движение, существуют разные способы ее закрепления различными приспособлениями: в центрах, за наружную поверхность заготовки, за отверстия.
Для закрепления заготовки в центрах служит патрон – трезубец (см. рис. 1).
При закреплении центр должен совпадать с осью вращения.
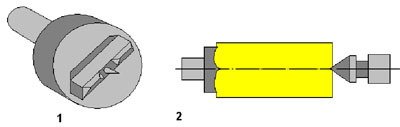
Рис. 1 – патрон трезубец; 2 – схема крепления
Для консольного закрепления заготовки, с одной стороны применяют: трубчатый патрон, патрон-втулку, кулачковый патрон, планшайбу (рис. 2). Такое закрепления заготовки необходимо при обработки торца заготовки это точение полых деталей, декоративных блюд, шахмат, матрешек и т.д.
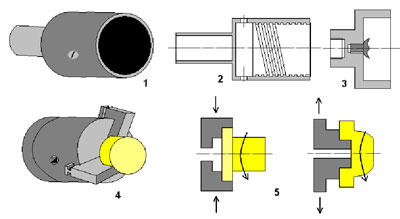
Рис. 1 – трубчатый патрон; 2 – патрон – втулка; 3 – корпус с центром вилкой;
4 – кулачковый патрон; 5 – схема крепления заготовки в кулачковом патроне; 6 – планшайба.
Резцы токарные по дереву
Назначение токарных резцов и их виды
Токарные резцы по дереву – предназначенные для ручной обработки вращающейся в станке детали.
Они состоят из двух основных частей: рабочей (металлической) и ручки (обычно деревянной).
В свою очередь, рабочую часть можно условно разделить на:
- режущую (лезвие) – это та часть, которая затачивается и вступает во взаимодействие с заготовкой;
- тело – основная часть, за которую токарь удерживает резец «нерабочей» рукой на подлокотнике станка;
- хвостовик – зауженная часть, в которую плавно переходит тело. Хвостовик предназначен для крепления на нём ручки.
Ручку можно условно разделить на две части:
- основа – это большая часть, которую токарь держит в «рабочей» руке;
- шейка – маленькая цилиндрическая часть с металлическим крепёжным кольцом, которое предотвращает растрескивание ручки при набивании её на хвостовик рабочей части.
Виды токарных резцов
В зависимости от вида выполняемой работы, токарные резцы по дереву имеют различную конфигурацию, чем сложнее изделие, тем изощрённей будет и их конструкция, которая будет определять специфическую заточку лезвия. У каждого мастера могут быть свои особенные, эксклюзивные, узкоспециальные токарные инструменты, предназначенные для выполнения какой-то особенной работы. Поэтому изучать конструкцию каждого отдельного резца нет никакой необходимости.
Для успешной работы начинающего токаря достаточно будет двух видов: рейера и мейселя.
Рейер – предназначен для грубой, черновой, первоначальной обработки заготовки. Конструктивной особенностью такого вида является лезвие по форме напоминающее полукруг. Изготавливается он из толстой пластины или из желобка полукруглого сечения. С помощью рейера деревянной заготовке придают приблизительные очертания будущего изделия.

Мейсель – для чистовой обработки заготовки, придания ей окончательной формы. Также, с его помощью можно производить отрезание изделия от остатков заготовки. По форме мейсель напоминает нож-косяк (пластина с косым лезвием, заточенная с двух сторон под одинаковым углом).

С помощью рейера и мейселя можно легко выполнять токарные работы средней сложности. Обрабатывая заготовку по внешней поверхности. В некоторых случаях возможна работа с внутренними поверхностями детали.
Все остальные токарные резцы по дереву можно отнести к группе фасонных. Среди них наиболее популярными являются такие виды:
- стамеска-скребок – для выравнивания цилиндрической поверхности заготовки. Напоминает по форме прямую стамеску с односторонней заточкой;
- гребёнка – предназначена для выполнения резьбы и нанесения декоративных канавок и рисок;
- крючок – для вытачивания в заготовке полостей;
- кольцо – имеет то же предназначение, что и крючок;
- для грубой обработки – имеет форму лезвия в виде треугольника. Предназначен для придания заготовке цилиндрической формы. Такой вид наиболее безопасный из всех остальных благодаря малой площади соприкасания инструмента с заготовкой.
Как самостоятельно изготовить токарные резцы по дереву
Самодельные токарные резцы по дереву являются для мастеров чем-то вроде талисмана. Поэтому они предпочитают изготавливать рабочие инструменты своими руками, а не приобретать в обычном магазине. Хотя купленые, вполне отвечают своим требованиям, техническим характеристикам и технике безопасного труда.

Сделать рейер и мейсель самому не сложно. Для их изготовления своими руками, самим подходящим материалом будут напильники и рашпили уже «отжившими» своё. Этот списанный инструмент обладает необходимыми размерами, прочностью, качеством материала, маркой стали. С помощью заточного станка напильнику придаётся необходимая форма в части лезвия и хвостовика. Потом набивается выточенная ручка с крепёжным кольцом. И всё, инструмент для изготовления токарных изделий из дерева готов.
Чтобы изготовить токарные резцы по дереву, можно использовать, кроме напильников и рашпилей, в качестве материала, автомобильные рессоры или прутки арматуры. Они обладают необходимой твёрдостью. Но после изготовления инструмента своими руками, нужно быть предельно осторожным. Его испытания необходимо проводить на мягких породах дерева (липа, тополь), после чего надо провести осмотр лезвия на отсутствие сколов и трещин. И только после такой проверки токарные инструмент, сделанный своими руками, можно эксплуатировать при работе с более твёрдой древесиной (берёза, дуб, бук).
Видео про самодельные резцы
При самостоятельном изготовлении режущего инструмента нужно помнить:
- чем короче рабочая часть, тем труднее, неудобнее удерживать его при точении. Длина тела должна обеспечивать полноценный захват кистью руки, плюс упор на подлокотник, плюс расстояние от подлокотника к заготовке, плюс запас на износ и затачивание. Поэтому первоначальная длина рабочей части должна быть не меньше 20 см, но и размер, превышающий 40 см, вызовет неудобство в работе. Оптимальная длина должна составлять 20 – 30 см;
- чем короче хвостовик, тем большая возможность, что его может вырвать из рукоятки. Поэтому, когда режущий инструмент изготавливают из напильников или рашпилей, то хвостовики удлиняют в 1,5 – 2 раза;
- чем тоньше и уже будет рабочая часть инструмента, тем большая вероятность его повреждения заготовкой в процессе обтачивания. Поэтому, при начальных стадиях обработки, когда заготовка ещё не имеет абсолютной цилиндрической формы и возникает биение по лезвию, а также при больших диаметрах, когда сила резания имеет большое значение, необходимо пользоваться резцами с достаточной толщиной.
- токарные резцы по дереву должны иметь рукоятку не короче 25 см. Если она будет намного меньше, то в процессе точения инструмент тяжело будет удерживать в руках, не говоря уже о качестве выполняемой работы.
Заточка резцов своими руками
От правильности заточки рабочего инструмента во многом зависит качество обработанной поверхности.
Для этого понадобится электрозаточной станок с набором кругов разной зернистости и бархатный брусок для ручной правки лезвия.
Видео заточки резцов
Угол заточки каждый мастер выбирает самостоятельно, ориентируясь на своё мастерство токаря, твёрдость древесины, качество рабочего инструмента и окончательный желательный вид обрабатываемой поверхности.
Для начинающего токаря оптимальными вариантами углов заточки будут:
- для мейселя – сам скос должен составлять 40° по отношению к оси рабочей поверхности и по 40° для каждой стороны лезвия;
- для рейера – 50° — 60°.
Со временем, когда уровень мастерства токаря будет расти, углы затачивания можно будет уменьшать до 20° — 35°.
В идеале, кроме набора разнофасонных, желательно иметь резцы одного вида, одинакового размера, но с разными углами заточки. Это намного ускорит и облегчит работу токаря, а также продлит срок их службы, потому что не нужно будет постоянно перезатачивать лезвия исходя из вида обрабатываемой древесины.
Более тупые углы затачивания предназначены для: твёрдых пород дерева, первоначальной (грубой) обработки.
Более острые углы режущего инструмента позволяют качественнее обработать поверхность, ускорить процесс точения, но в тоже время существует большая вероятность скола заготовки, повреждения лезвия. Да и затачивать и править такой инструмент приходится намного чаще, чем с более тупыми углами.
Приблизительный угол заточки лезвия формируется ещё на стадии изготовления резцов своими руками, до начала термической обработки — закаливания.
Потом, когда они полностью готовы, процесс затачивания осуществляют с помощью абразивного круга и завершают ручной доводкой на бархатном бруске.
Инструментарий токаря: самые популярные приспособления
Все виды токарного оборудования объединяет принцип работы станков такого типа. Суть — сочетание двух видов движения: вращения детали с одновременным перемещением вдоль и поперек оси обрабатывающего инструмента. Он снимает лишний материал с заготовки, придавая задуманные размеры и форму. Станок не работает без оснастки, но и последняя без него практически бесполезна. Особенно когда речь идет о современном оборудовании с высокой степенью специализации.

Общие понятия о станках и оснастке
Раньше в качестве токарной оснастки и инструмента выступали руки самого мастера, а также простейшие резцы в виде узких лопаточек — стеки. Стеками убирали излишки материала, наносили рельефный узор, заглаживали поверхность или наоборот, придавали ей декоративную фактуру.
Сегодня существуют два вида токарных станков: лобовой и карусельный. На карусельном деталь вращается вокруг вертикальной оси, резец снимает лишний материал, придавая изделию желаемую форму. Лобовой или горизонтальный, появился значительно позже. Этот вид токарного оборудования отличается от карусельного горизонтальным расположением оси вращения детали. Карусельный станок позволяет работать с тяжелыми массивными деталями, на горизонтальном удобно изготавливать длинные валы, сверлить отверстия по их оси.
Основная оснастка
Ранее инструмент для токарных станков насчитывал едва ли пяток наименований. На сегодня перечень даже общих видов резцов выглядит куда внушительнее:
- проходные (прямые, обратные, отогнутые, упорные);
- подрезные;
- отрезные (оттянутые);
- резьбонарезные (внутренние и наружные);
- расточные (отверстия глухие и проходные);
- фасонные различных конфигураций.
При этом каждый вид, в свою очередь содержит целый перечень отличающихся друг от друга изделий. Кроме классификации по назначению инструменты делятся по устройству, классу точности, материалу из которого изготовлен. Резцы, полностью сделанные из быстрорежущей стали называют сплошными. Приобретение подобной оснастки обходится недешево. Поэтому больше распространены составные резцы, имеющие из твердого сплава лишь напаянную пластину (головку), а тело (его называют «державка») из обычного металла.
Купить подобную оснастку можно куда дешевле, что немаловажно для больших цехов. Существуют и резцы со сменными головками. Чаще их применяют на станках с ЧПУ. При выполнении токарных работ на обычном оборудовании они неудобны. Кроме стали при изготовлении резцов, а также их рабочих граней используют различные сплавы и металокерамику.
По точности обработки поверхности, резцы делят на:
Первый вид дает токарную обработку невысокого качества, зато способен снимать толстую стружку на высокой скорости. Грубую заготовку доводят чистовыми резцами.
Вся режущая оснастка станка служит срезанию металла. Но специфика у каждого инструмента своя. Она диктует особенности устройства головки и тела резца — державки. Проходным резцом токарь снимает слой металла на внешней поверхности детали. Даже в этом простом случае существует несколько вариантов токарной обработки и на каждом мастер применяет особый резец. Операция проводится проходом от патрона к задней бабке или наоборот, как при вращении заготовки по часовой стрелке, так и против. Специальная головка требуется при проходке конусных поверхностей. Подрезными резцами обрабатывают боковые плоскости выступов, пазов, торцы самих деталей.
Существуют специальные резцы для устройства наружной и внутренней резьбы. Разница их профиля определяет вид и направление витков. Особняком в ряду токарных резцов по металлу стоят расточные. Они имеют особый тип режущих кромок для обработки сквозных и глухих отверстий. Отрезные резцы имеют специфический вид. Их рабочая часть значительно уже, чем державка. Назначение следует из названия: отрезать деталь под желаемым углом. Наконец, фасонные резцы, служат созданию одного конкретного вида профиля. Как правило, приобрести готовыми их не получиться. Заказывают такую оснастку по мере необходимости. Цена подобного «штучного» заказа высока. Купить инструмент имеет смысл если требуется изготовление множества одинаковых деталей.

Выделяются из общего ряда токарного оборудования, так называемые накатки. Внешне они походят на резцы со сменными рабочими головками. Но в отличие от последних применяют не точение, а вминают металл, образуя мелкие зубчики или риски. Применяют накатки для изготовления различных рукояток, маховиков управления, обрабатывают посадочные места подшипников и муфт.
Обработка отверстий
Качество отверстий, образуемых сверлом, часто не дотягивает до современных требований. Довести его до необходимых параметров точности работнику помогает набор специальных приспособлений:
- Сверла служат для проходки устройства глухих, а также свозных отверстий небольшого диаметра.
- Зенкеры. С их помощью обрабатывают поверхности стенок и дна отверстий после того как они просверлены.
- Зенковки. Разновидность зенкера для устройства конических углублений под утопленные головки болтов.
- Цековки. Специализированные приспособления. Ими производят токарную обработку дна гнезд и пазов в заготовках.
- Развертки. По назначению сходны с зенкерами. Дают большую точность обработки, предназначены только для стенок отверстий.
- Метчики, плашки. Служат нарезанию резьбы, соответственно: внутренней и наружной.
Описанная выше оснастка по умолчанию предполагает работу с металлорежущими станками. Для обработки дерева эти резцы, несмотря на прочность не подходят. Их большой угол заточки сминает мягкие волокна, а если увеличить скорость резания деталь начинает обугливаться.
Используют на токарном станке особые стамески. Их держат в руке, опирая лезвия на планку-подручник.
Основных видов резцов три:
- полукруглый обдирочный — рейер;
- плоская стамеска скребок;
- мейсель для чистовой обработки с угловой заточкой наподобие сапожного ножа;
Кроме перечисленных инструментов комплект резцов по дереву насчитывает десятки конфигураций. Нередко сам мастер точит все необходимые из б/у ножовочных полотен.
Измерительные приспособления и вспомогательный инструмент
Инструмент, без которого станок, даже самый совершенный, окажется практически бесполезным — приспособления измерения и разметки:
- штангенциркуль;
- кронциркуль;
- нутромер;
- линейка;
- микрометр;
- центроискатель;
- угольник слесарный.
Для нанесения линий и точек на заготовках используют чертилки и кернеры. Для изготовления последних, хорошо подходят б/у зенковки и развертки.
На токарных станках порой приходится обрабатывать детали длинные и относительно тонкие. Стоит посильнее нажать резцом, как такой стержень начинает изгибаться. Падает качество обработки, возникает риск поломки детали, порчи станка и травмы работника.
Чтобы этого не произошло, используют особый вид оснастки — люнеты. Они обеспечивают несколько функций:
- Поддержку длинных тяжелых деталей. Часть их веса люнет перераспределяет с патрона и задней бабки на станину.
- Компенсацию бокового усилия резца, повышая точность обработки.
- Выступают в качестве основной опоры, заменяя заднюю бабку.
Люнет надежно фиксирует заготовку, не препятствуя вращению.
Приобретение и уход
Любой режущий инструмент, сколь бы прочной его сталь не была, рано или поздно тупится. Обычные резцы в подобном случае затачивают, у составных моделей меняют насадки на головках. Точение выполняют на специальных станках, обычно сам токарь. Что касается приспособлений для токарных работ в отверстиях, то за исключением сверл, они по большей части не подлежат ремонту. Поскольку чем качественнее сталь, тем дороже инструмент, если оснастку используют редко, слишком дорогую брать не стоит. Если получится, лучше приобрести профессиональную, но б/у.
Особое отношение у токарей к измерительному инструменту. Его хранят отдельно от ключей и резцов. Точные приборы, такие как микрометры, некоторые виды нутромеров содержат в специально предназначенных шкатулках, с мягкими гнездами, доставая лишь для замеров.
Мастер-универсал на своем рабочем месте похож на хирурга. В его распоряжении огромное количество инструментов, каждый из которых предназначен для специфических действий. При точении даже одной заготовки мастеру требуются порой десятки видов оснастки. Необходимо не ошибиться, выбирая подходящий. Иначе, деталь получится низкого качества, уйдет в брак. Вдобавок современная промышленность использует при изготовлении инструмента различные сплавы и даже металлокерамику. Одни режут только с охлаждением, другим оно противопоказано. Современный мастер не только знает, какой вид инструмента взять, но подскажет снабженцам, где его лучше купить и за какую цену. Опыт нарабатывается мастером десятками лет. Недаром на сегодня токарь одна из немногих профессий, спрос на которые опережает предложение.
Токарная обработка металла — все о технологии токарных работ
К наиболее распространенным методикам изготовления деталей с заданными геометрическими параметрами относится токарная обработка металла. Суть данной методики, позволяющей также получать поверхность с требуемой шероховатостью, заключается в том, что с заготовки убирают лишний слой металла.

Процесс токарной обработки металла
Принципы токарной обработки
Технология токарных работ по металлу предполагает использование специальных станков и режущего инструмента (резцы, сверла, развертки и др.), посредством которого с детали снимается слой металла требуемой величины. Токарная обработка выполняется за счет сочетания двух движений: главного (вращение заготовки, закрепленной в патроне или планшайбе) и движения подачи, совершаемого инструментом при обработке деталей до заданных параметров их размера, формы и качества поверхности.
За счет того, что существует множество приемов совмещения этих движений, на токарном оборудовании работают с деталями различной конфигурации, а также осуществляют целый перечень других технологических операций, к которым относятся:
- нарезание резьбы различного типа;
- сверление отверстий, их растачивание, развертывание, зенкерование;
- отрезание части заготовки;
- вытачивание на поверхности изделия канавок различной конфигурации.

Основные виды токарных работ по металлу
Благодаря такой широкой функциональности токарного оборудования на нем можно сделать очень многое. Например, с его помощью выполняют обработку таких изделий, как:
- гайки;
- валы различных конфигураций;
- втулки;
- шкивы;
- кольца;
- муфты;
- зубчатые колеса.
Естественно, что токарная обработка предполагает получение готового изделия, которое соответствует определенным стандартам качества. Под качеством в данном случае подразумевается соблюдение требований к геометрическим размерам и форме деталей, а также степени шероховатости поверхностей и точности их взаимного расположения.
Для обеспечения контроля над качеством обработки на токарных станках применяют измерительные инструменты: на предприятиях, выпускающих свою продукцию крупными сериями, – предельные калибры; для условий единичного и мелкосерийного производства – штангенциркули, микрометры, нутрометры и другие измерительные устройства.

Измерительные инструменты, часто используемые в токарном деле
Первое, что рассматривают при обучении токарному делу, – это технология обработки металлов и принцип, по которому она осуществляется. Заключается этот принцип в том, что инструмент, врезаясь своей режущей кромкой в поверхность изделия, зажимает его. Чтобы снять слой металла, соответствующий величине такого врезания, инструменту надо преодолеть силы сцепления в металле обрабатываемой детали. В результате такого взаимодействия снимаемый слой металла формируется в стружку. Выделяют следующие разновидности металлической стружки.
Такая стружка формируется тогда, когда на высоких скоростях обрабатываются заготовки, выполненные из мягкой стали, меди, олова, свинца и их сплавов, полимерных материалов.
Образование такой стружки происходит, когда на небольшой скорости обрабатываются заготовки из маловязких и твердых материалов.
Стружка такого вида получается при обработке заготовок из материала, отличающегося невысокой пластичностью.
Формирование такой стружки свойственно для среднескоростной обработки заготовок из стали средней твердости, деталей из алюминиевых сплавов.

Виды стружки при токарной обработке
Режущий инструмент токарного станка
Эффективность, которой отличается работа на токарном станке, определяется рядом параметров: глубиной и скоростью резания, величиной продольной подачи. Чтобы обработка детали была высококачественной, необходимо организовать следующие условия:
- высокую скорость вращения заготовки, фиксируемой в патроне или планшайбе;
- устойчивость инструмента и достаточную степень его воздействия на деталь;
- максимально возможный слой металла, убираемый за проход инструмента;
- высокую устойчивость всех узлов станка и поддержание их в рабочем состоянии.
Скорость резки выбирается на основе характеристик материала, из которого сделана заготовка, типа и качества применяемого резца. В соответствии с выбранной скоростью резки выбирается частота вращения шпинделя станка, оснащенного токарным патроном или планшайбой.
При помощи различных типов резцов можно выполнять черновые или чистовые виды токарных работ, а на выбор инструмента основное влияние оказывает характер обработки. Изменяя геометрические параметры режущей части инструмента, можно регулировать величину снимаемого слоя металла. Выделяют правые резцы, которые в процессе обработки детали передвигаются от задней бабки к передней, и левые, движущиеся, соответственно, в обратном направлении.

Основные типы токарных резцов
По форме и расположению лезвия резцы классифицируются следующим образом:
- инструменты с оттянутой рабочей частью, ширина которой меньше ширины их крепежной части;
- прямые;
- отогнутые.
Различаются резцы и по цели применения:
- подрезные (обработка поверхностей, перпендикулярных оси вращения);
- проходные (точение плоских торцовых поверхностей);
- канавочные (формирование канавок);
- фасонные (получение детали с определенным профилем);
- расточные (расточка отверстий в заготовке);
- резьбовые (нарезание резьбы любых видов);
- отрезные (отрезание детали заданной длины).
Качество, точность и производительность обработки, выполняемой на токарном станке, зависят не только от правильного выбора инструмента, но и от его геометрических параметров. Именно поэтому на уроках в специальных учебных заведениях, где обучаются будущие специалисты токарного дела, очень большое внимание уделяется именно вопросам геометрии режущего инструмента.

Углы токарного резца
Основными геометрическими параметрами любого резца являются углы между его режущими кромками и направлением, в котором осуществляется подача. Такие углы режущего инструмента называют углами в плане. Среди них различают:
- главный угол – φ, измеряемый между главной режущей кромкой инструмента и направлением подачи;
- вспомогательный – φ1, расположенный, соответственно, между вспомогательной кромкой и направлением подачи;
- угол при вершине резца – ε.
Угол при вершине зависит только от того, как заточен инструмент, а вспомогательные углы можно регулировать еще и его установкой. При увеличении главного угла уменьшается угол при вершине, при этом уменьшается и часть режущей кромки, участвующей в обработке, соответственно, стойкость инструмента тоже становится меньше. Чем меньше значение этого угла, тем большая часть режущей кромки участвует как в обработке, так и в отводе тепла от зоны резания. Такие резцы являются более стойкими.
Практика показывает, что для токарной обработки не слишком жестких заготовок небольшого диаметра оптимальным является главный угол, величина которого находится в интервале 60–90 градусов. Если обрабатывать необходимо заготовку большого диаметра, то главный угол необходимо выбирать в интервале 30–45 градусов. От величины вспомогательного угла зависит прочность вершины резца, поэтому его не делают большим (как правило, он выбирается из интервала 10–30 градусов).
Особое внимание на уроках по токарному делу уделяется и тому, как правильно выбирать тип резца в зависимости от вида обработки. Так, существуют определенные правила, по которым обработку поверхностей того или иного типа выполняют с помощью резца определенной категории.
- Обычные прямые и отогнутые резцы необходимы для обработки наружных поверхностей детали.
- Упорный проходной инструмент потребуется для торцевой и цилиндрической поверхностей.
- Отрезной резец выбирают для протачивания канавок и обрезки заготовки.
- Расточные резцы применяются для обработки отверстий, просверленных ранее.
Отдельную категорию токарного инструмента составляют резцы, с помощью которых можно обрабатывать фасонные поверхности с длиной образующей линии до 40 мм. Такие резцы подразделяются на несколько основных типов:
- по конструктивным особенностям: стержневые, круглые и призматические;
- по направлению, в котором осуществляется обработка изделия: радиальные и тангенциальные.

Токарно-винторезный станок 1В625МП
Виды оборудования для токарной обработки
Из всех типов оборудования для токарной обработки наибольшее распространение и на крупных, и на мелких предприятиях получил токарно-винторезный станок. Причиной такой популярности является многофункциональность этого устройства, благодаря которой его с полным основанием можно назвать универсальным.
Перечислим основные элементы конструкции такого станка:
- две бабки – передняя и задняя (в передней бабке размещают коробку скоростей станка; шпиндель с токарным патроном (или планшайбой), на задней бабке размещены продольные салазки и пиноль оборудования);
- суппорт, в конструкции которого различают верхние и нижние салазки, поворотную плиту и резцедержатель;
- несущий элемент оборудования – станина, установленная на две тумбы, в которых размещают электродвигатели.
- коробка подач.

Токарный станок с ЧПУ
Все большее распространение получают станки, управление которыми осуществляется при помощи специальных компьютерных программ, – станки с ЧПУ. Конструкция таких станков отличается от обычной только тем, что в ней присутствует специальный блок управления.
В отдельные категории выделяют следующие виды станков токарной группы:
- токарно-револьверное оборудование, применяемое для обработки деталей сложной конфигурации;
- токарно-карусельные станки, среди которых различают одно- и двухстоечные;
- многорезцовое полуавтоматическое оборудование, которое можно встретить на предприятиях, выпускающих свою продукцию крупными сериями;
- обрабатывающие комплексы, на которых можно выполнять как токарные, так и фрезерные операции.
Без токарной обработки сегодня крайне сложно представить многие производственные отрасли. Поэтому данный вид работы с металлом продолжает развиваться, несмотря на и без того высокий уровень, позволяющий обеспечить высочайшее качество и скорость обработки.

