

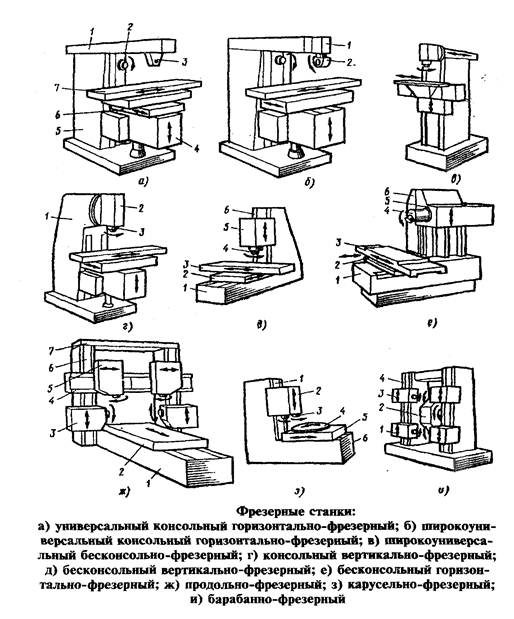
Классификация и конструктивные особенности фрезерных станков
Назначение и классификация станков фрезерной группы
Фрезерные станки предназначены для обработки плоских и фасонных, в том числе и винтовых поверхностей, с помощью фрез – многолезвийных инструментов с режущими кромками, расположенными на поверхности тела вращения или на его торце.
Фрезы могут быть самых различных конструкций, из которых наиболее распространенными являются цилиндрические, дисковые, концевые, торцовые, фасонные.
Главным движением во фрезерных станках является вращение фрезы, а движением подачи – относительное перемещение фрезы и заготовки.
Согласно классификации фрезерные станки относятся к 6-й группе.
В зависимости от расположения узлов станка (компоновки), различают консольные и бесконсольные фрезерные станки. Основным конструктивным отличием консольно-фрезерных станков
является наличие консоли, перемещающейся в вертикальном направлении по направляющим станины.
1. Консольно-фрезерные станки.
На консольно-фрезерных станках обрабатывают детали малых и средних габаритов и веса.
Из-за наличия зазоров между консолью и направляющей станины, станки имеют ограниченную жесткость.
В зависимости от расположения шпинделя фрезерные станки подразделяются:
В. Универсальные (стол может поворачиваться в горизонтальной плоскости, что необходимо при фрезеровании спирали.
Г.Широкоуниверсальные (имеют поворотную шпиндельную головку, которая позволяет поворачивать шпиндель под различными углами к горизонтали).
2. Вертикально-фрезерные бесконсольные станки.
Обладают повышенной жесткостью, служат для обработки крупных и тяжелых деталей.
Заготовка получает два движения подачи – продольное и поперечное.
Настройка по высоте осуществляется с помощью перемещения шпинделя.
3. Продольно-фрезерные станки.
Существуют одно и двух стоечные. Имеют только одну продольную подачу стола.
Обрабатываются корпусные детали. Имеют несколько фрезерных головок.
4. Фрезерные станки непрерывного действия.
Применяют в серийном и массовом производстве.
-Карусельного типа – стол вращается вокруг вертикальной оси.
-Барабанного типа – стол вращается вокруг горизонтальной оси.
Установка и съем детали совмещаются с процессом резания.
5. Копировально-фрезерные станки.
Служат для фрезерования сложных поверхностей (плоские кулачки, штампы).
6. Специальные фрезерные станки:
Станки имеют сложную кинематику и поэтому по классификации выделены в особую группу.
Типы фрезерных станков и их назначение
На металлообрабатывающем оборудовании фрезерной группы можно выполнять различные операции обработки цилиндрическими, пазовыми, концевыми, торцевыми, фасонными фрезами, а также операции с использованием расточных резцов, сверл, разверток, зенкеров, приспособлений для нарезания резьбы. Таким образом стирается грань между оборудованием сверлильно-расточной и фрезерной групп. Спектр возможностей обрабатывающих центров еще шире: они производят, наряду с фрезерной, токарную обработку заготовок. Оснащение станков магазинами инструмента, револьверными головками, станочными приспособлениями расширяет возможности станков ЧПУ фрезерной группы, делает их более универсальными, значительно сокращает время перенастройки.
Разнообразие задач обработки металла определяет, какой тип или вид фрезерных станков нужен для реализации операций резания с требуемым качеством поверхности и необходимой точностью размеров, а также, каковы оптимальные финансовые вложения на покупку оборудования.
Основные виды фрезерных станков
 Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Горизонтально-фрезерные
Оснащены горизонтальным шпинделем и рабочим столом в виде консоли. Стол совершает продольные, поперечные и вертикальные перемещения относительно шпиндельного вала и обрабатывающего инструмента (фрезы), закрепленного в нем.
Вертикально-фрезерные (консольные)
Принципиально отличаются от горизонтальных положением оси инструмента: здесь она расположена вертикально. Наличие в конструкции агрегата рабочей консоли ограничивает возможность применения горизонтально-фрезерного и вертикально-фрезерного оборудования: их назначение — изготовление деталей небольшого веса, размер заготовки также сравнительно невелик.
Универсальные и широкоуниверсальные станки
Снабжены: в первом случае поворотным столом, во втором — поворотной шпиндельной головкой. Такой тип оборудования значительно расширяет перечень проводимых фрезерных операций.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Продольно-фрезерные
Снабжены столом, совершающим продольные перемещения относительно оси станка. Шпиндельная бабка, в свою очередь, двигается в поперечном и вертикальном направлении, поворачивается на заданный угол (опция). Для обработки крупногабаритных заготовок из металла используют продольно-фрезерные станки портального типа с установленной на две опоры траверсой, вдоль которой перемещается шпиндельная головка. Для станков с меньшими габаритами характерно консольное устройство шпиндельной бабки.
Копировально-фрезерные (объемно-фрезерные)
Производят фрезеровку заготовки, считывая заданную конфигурацию с образца с помощью специального копировального инструмента.
Шпоночные фрезерные
Характеризуются планетарным движением шпинделя, стол агрегата совершает возвратно-поступательные перемещения.
Карусельные фрезерные (непрерывного действия)
Имеют один или несколько вертикальных шпинделей, последовательно обрабатывающих подающиеся к ним заготовки. В конструкции применен принцип многопозиционной обработки.
Особую нишу в промышленном производстве занимают фрезерные станки с ЧПУ и обрабатывающие центры.
Фрезерные станки, оснащенные модулем ЧПУ
 При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные модулем числового программного управления, имеют следующие особенности компоновки:
При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные модулем числового программного управления, имеют следующие особенности компоновки:
- Положение шпинделя. Вращение многолезвийного обрабатывающего инструмента (фрезы) производится при горизонтальном или вертикальном положении оси, либо шпиндель поворачивается и устанавливается наклонно под заданным углом к заготовке.
- Количество шпиндельных головок. Конструктивно фрезерное оборудование может включать один, два и более шпиндельных валов, расположенных в различных плоскостях. Нередко станки с ЧПУ (например, продольно-фрезерные, универсальные или горизонтально-фрезерные) и обрабатывающие центры оснащаются дополнительной съемной шпиндельной головкой, расширяющей диапазон производимых работ и повышающих сложность получаемых поверхностей изделий из металла и других материалов.
- Конструкция рабочего стола. В зависимости от компоновки, стол перемещается в продольном (продольно-фрезерные), продольно-поперечном (горизонтально-фрезерные и вертикальные фрезерные агрегаты), поднимается или опускается (консольные фрезерные), поворачивается вокруг своей оси (карусельные, барабанного типа). Опционно устройством для поворота заготовки могут оснащаться агрегаты со столом, совершающим продольно-поперечные перемещения (например, горизонтально-фрезерные, в том числе консольные, или универсальные). При этом поворотное устройство монтируется на рабочий стол станка или встраивается в его плоскость, позволяя обрабатывать как поверхности вращения, так и длинномерные заготовки без дополнительных затрат времени на установку/снятие оснастки.
- Количество осей или степеней свободы. Варьируется от 2-х до 5-и. Такая особенность практически всех видов фрезерных станков по металлу определяет сложность конфигурации обрабатываемой поверхности, количество переустановок детали при проведении полного цикла фрезерных работ.
- Точность обработки характеризуется не только жесткостью узлов агрегата и конструкции в целом, но и возможностью точного позиционирования детали, применением различных измерительных приборов для контроля конфигурации режущих кромок, перемещения инструмента, а также определения положения и размеров детали.
- Наличие магазина инструмента и количество возможных позиций в нем. Число устанавливаемых и используемых при обработке резанием фрез доходит до нескольких десятков. Вариативность производимых операций повышает применение в конструкции таких видов фрезерных станков приводных державок для инструмента.
- Мощность оборудования определяет тип обрабатываемого материала, его прочностные характеристики. На мощных агрегатах всех основных типов фрезерных станков при использовании твердосплавного режущего инструмента возможна обработка резанием закаленных металлов (до HRC 60…75), высокопрочных и жаропрочных сталей, титановых сплавов, твердых композитных материалов, а также применение форсированных режимов — высокой скорости резания при значительной глубине обработки.
- Частота вращения шпинделя. Определяет диапазон материалов, поддающихся обработке, а также качество (чистоту) получаемой поверхности. Выбор станка для фрезерования зависит от того, какой материал планируется на нем обрабатывать. Например, универсальные станки с высокоскоростными режимами резания реализуют точную обработку вязких материалов, например, дюралюминия, латуни, цинкосодержащих сплавов и т.д.
- Размеры необходимой рабочей зоны основных типов фрезерных станков определяют габариты обрабатываемых заготовок.
Если перед вашим промышленным предприятием встал вопрос, какие типы фрезерных станков приобрести для производства той или иной продукции, свяжитесь с инженерно-техническими специалистами компании «СМК» по телефонам 8 (4822) 620-620
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Фрезерные станки

Фрезерные станки предназначены для обработки металлических и деревянных заготовок при помощи фрезы. Операция фрезерования подразумевает вращательное движения режущего инструмента, которое является главным, и поступательное перемещение заготовки или фрезерной головки, которое называется движением подачи.
1. Фрезерные станки применяются для выполнения следующих операций:
- обработка наружных и внутренних плоских поверхностей;
- создание фасонных поверхностей;
- прорезание канавок, наружных и внутренних шлицев, пазов;
- создание эвольвентных и других профилей зубчатых колес;
- подрезание торцов и создание профилей на торцевых поверхностях;
- отрезание.
Рассмотрим основные параметры, по которым происходит классификация фрезерных станков.
2. В зависимости от расположения и направления движения шпинделя, подразделяются на две большие группы:
- вертикально-фрезерные;
- горизонтально-фрезерные;
- комбинированные.
Вертикально-фрезерные станки (рис. 1) имеют шпиндель, ось вращения которого расположена вертикально. Некоторые модификации этих станков дополнительно оснащаются механизмом поворота шпинделя вокруг горизонтальной оси. Это позволяет изменять угол приложения фрезы, что существенно расширят возможности станка. Также шпиндель на некоторых станках имеет возможность перемещаться вдоль оси вращения, а также осуществлять движения в горизонтальной плоскости, что также увеличивает технологические возможности станка.

Рисунок 1. Вертикально-фрезерный станок.
В горизонтально-фрезерных станках (рис. 2) ось вращения шпинделя располагается горизонтально. Это несколько ограничивает сферу применения этого станка. Но в то же время увеличивает перечень операций, которые он способен выполнять. Например, на горизонтально-фрезерном станке можно производить плоское шлифование или полирование.

Рисунок 2. Горизонтально фрезерный станок.
Комбинированные станки отличает наличие подвижной фрезерной головки, которая способна изменять свое положение, располагая шпиндель по отношению к заготовке вертикально или горизонтально в зависимости от требуемой операции.
3. В зависимости от сферы применения:
4. По наличию консоли:
В консольных станках стол закреплен на подвижной консоли, которая может перемещаться в трех координатах. На бесконсольных версиях фрезерных станков стол установлен на станине и имеет возможность двигаться только в горизонтальном направлении по направляющим.
5. По типу управления:
- с ручным управлением;
- полуавтоматические;
- автоматические (станки с ЧПУ).
Рассмотрим более детально каждый из наиболее популярных типов фрезерных станков.
Консольный вертикально-фрезерный станок
Вертикально-фрезерный станок с консолью является одним из самых распространенных. Такая популярность связана с тем, что, несмотря на довольно простую конструкцию, этот станок способен выполнять большинство наиболее востребованных фрезерных операций.
Рассмотрим общую конструкцию консольного вертикально-фрезерного станка (рис 3).

Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Вертикально-фрезерный станок с консолью состоит из следующих элементов.
- Консоль. Сложный механизм, обеспечивающий подачу заготовки на вращающуюся фрезу с необходимым шагом и скоростью. В большинстве случаев имеет настройки на полуавтоматический режим обработки, что позволяет выбрать направление и скорость подачи, а также глубину внедрения фрезы в зависимости от частоты вращения шпинделя.
- Салазки. Предназначены для перемещения стола.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Защитный щиток. Предохраняет фрезеровщика от разлета стружки.
- Шпиндель. Передает движение от привода станка на фрезу. Может регулироваться по высоте и углу наклона по отношению к обрабатываемой детали.
- Фрезерная бабка. Содержит механизмы реверса и изменения скорости вращения шпинделя.
- Ползун. Подвижная часть фрезерной головки. Осуществляет подачу фрезы в вертикальном направлении.
- Станина. Основание станка, на котором размещаются все узлы и механизмы.
- Кожух. Защищает узлы консоли от попадания стружки.
- Шкаф. Служит для размещения электрооборудования.
Вертикально-фрезерные станки могут оснащаться дополнительным оборудованием или иметь расширенные возможности благодаря внедрению дополнительных опций.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (рис. 4) отличает горизонтальное расположение фрезы. Как правило, фреза закрепляется неподвижно, и подача осуществляется только за счет перемещений стола.
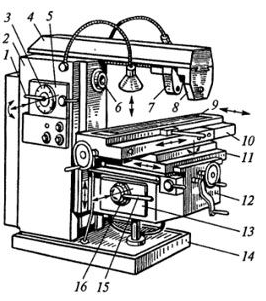
Рисунок 4. Устройство горизонтально-фрезерного станка.
Горизонтально-фрезерный станок состоит из следующих элементов.
- Рукоятка переключения скоростей. Служит для переключения режимов вращения шпинделя.
- Станина. Является несущей конструкцией станка, на которой расположены рабочие элементы.
- Лимб. Служит для точной настройки.
- Хобот. Предназначен для закрепления второго конца приводного вала фрезы.
- Коробка скоростей. Состоит из набора шестерен с кулисным механизмом переключения. Служит для изменения скорости вращения фрезы.
- Шпиндель. Предназначен для закрепления в нем приводного вала фрезы.
- Первая подвеска.
- Вторая подвеска. Предназначены обе подвески для фиксации приводного вала.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Поворотная плита. Способна осуществлять поворот вокруг горизонтальной оси.
- Салазки. Необходимы для обеспечения горизонтальной подачи детали.
- Консоль. Сложное устройство, которое выполняет функцию механизма подачи детали во всех плоскостях. Специфика работы горизонтально-фрезерного станка не позволяет в обычном случае придать подвижность фрезе. Поэтому все движения фрезы относительно заготовки осуществляются посредством консоли.
- Коробка подач. Служит для настройки автоматической продольной и поперечной подачи.
- Фундаментная плита. Основание станка. Имеет отверстия под закрепление станка на фундаменте.
- Рукоятка управления подачами. Управляет скоростью подачи.
- Лимб подачи. Предназначен для настройки подачи с увеличенной точностью.
Прочие фрезерные станки
Рассмотрим другие фрезерные станки, которые составляют меньшую группу по сравнению с двумя образцами, описанными выше.
1. Бесконсольные фрезерные станки (рис. 5). Могут быть как с вертикальным, так и с горизонтальным расположением шпинделя. Служат для более простой фрезерной обработки металлов и дерева в плане сложности самих фрезерных операций. Не имеет настроек по высоте подъема стола ввиду отсутствия консоли. Преимуществом является повышенная точность обработки.

Рисунок 5. Бесконсольный фрезерный станок.
2. Продольно-фрезерный станок (рис. 6). Предназначен для продольного фрезерования деталей большой длины или деталей, которым необходима простая прямолинейная обработка. Также эти станки могут работать со шлифовальными кругами.
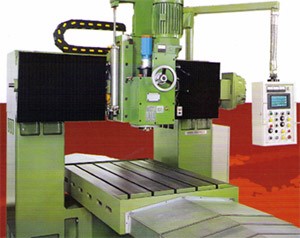
Рисунок 6. Продольно-фрезерный станок.
3. Шпоночно-фрезерный станок (рис. 7.). Предназначен для прорезания шпоночных пазов на заготовках различной формы. Работают такие станки в автоматическом режиме после задания параметров шпоночного паза.

Рисунок 7. Шпоночно-фрезерный станок.
4. Зубофрезерный станок (рис. 8). Используется для создания зубьев различных параметров. Для этих станков применяются специальные фрезы, предназначенные под создание определенных профилей зубчатых колес и червячных передач.

Рисунок 8. Зубофрезерный станок.
Читайте нас в Яндекс Дзен и подписывайтесь во Вконтакте.
Классификация станков фрезерной группы

Принята единая система классификации и условных обозначений для станков отечественного производства, основанная на присвоении каждому станку особого шифра (номера):
- первая цифра означает группу станка (токарная, сверлильная, фрезерная и т.д.),
- вторая – его тип,
- третья (иногда и четвертая) характеризует размер станка.
В ряде случаев между первой и второй цифрами вводится прописная буква русского алфавита, указывающего на то, что станок улучшен или модифицирован. Иногда прописная буква ставится в конце шифра, что указывает на ту или иную область применения данной модификации (например, П – повышенной точности; ПБ – повышенной точности, быстроходный; Ш – широкоуниверсальный; Ф – с программным управлением и т.д.).
Фрезерные станки в принятой классификации составляют шестую группу, поэтому обозначение (шифр) любого фрезерного станка начинается с цифры 6.
Станки фрезерной группы делятся на следующие типы:
- 1 – консольные вертикально-фрезерные;
- 2 – фрезерные станки непрерывного действия;
- 3 – свободная группа;
- 4 – копировально и гравировально-фрезерные станки;
- 5 – вертикальные бесконсольные;
- 6 – продольно- фрезерные,
- 7 – консольные широкоуниверсальные,
- 8 – горизонтальные консольные,
- 9 – разные.
Так, например, цифрами 612 обозначается консольный вертикально-фрезерный станок 2-го номера.
Обозначение 6М82Г характеризует новую (М) модель консольного горизонтально-фрезерного станка 2-го номера, отличную от предыдущей модели-6Н82.
Ниже приводится более подробная классификация станков фрезерной группы.
1. Станки консольно-фрезерные:
- горизонтально-фрезерные (с неповоротным столом);
- горизонтально- фрезерные с поворотным столом (универсальные);
- вертикально-фрезерные;
- широкоуниверсальные.
2. Станки вертикально-фрезерные с крестовым столом (бесконсольные).
3. Станки продольно-фрезерные:
4. Фрезерные станки
- непрерывного действия;
- карусельно-фрезерные;
- барабанно-фрезерные.
5. Станки копировально-фрезерные.
6. Станки резьбо-фрезерные.
7. Станки шпоночно-фрезерные.
8. Торцефрезерные станки.
9. Станки фрезерные специализированные.
Консольно-фрезерные станки
Консольно-фрезерные станки наиболее распространены. Стол консольно-фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом) и вертикально-фрезерные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Обрабатывать заготовки на консольно-фрезерных станках можно цилиндрическими, торцовыми, концевыми, дисковыми, угловыми, фасонными и другими фрезами. В табл.1 приведены значения основного параметра-ширины стола в зависимости от размера (номера) станка.
Ширина стола в зависимости от номера станка
Консольно-фрезерные станки малых размеров с шириной стола 125*160 мм
Эти станки предназначены для обработки заготовок небольших размеров, главным образом из цветных металлов и сплавов, пластмасс и для чистого фрезерования заготовок из стали и чугуна. Автоматизированные станки позволяют вести обработку по заданному циклу.
Консольно-фрезерные станки № 0 с шириной стола 200 мм
Станки предназначены для фрезерования заготовок небольших размеров из стали, чугуна, цветных металлов и сплавов, пластмасс. Их изготовляют на Вильнюсском станкостроительном заводе «Жальгирис» в трех основных исполнениях: горизонтальные модели 6М80Г, универсальные модели 6М80 и вертикальные модели 6М10. на базе этих моделей завод выпускает широкоуниверсальные (модели 6П80Ш), копировальные (модели 6П10К) и операционные автоматизированные станки.
Консольно-фрезерные станки № 1 с шириной стола 250 мм
Такие станки изготавливают на Дмитровском заводе фрезерных станков (ДЗФС). Завод выпускает станки следующих моделей: 6Н81Г- горизонтально-фрезерный, 6Н81- универсально-фрезерный, 6Н11- вертикально-фрезерный, копировально-фрезерный 6Н11К и станки с программным управлением 6Н11Пр.
Консольно-фрезерные станки № 2 с шириной стола 320 мм
Такие станки изготовляют на Горьковском заводе фрезерных станков (ГЗФС). Завод выпускает станки следующих моделей: 6М82Г- горизонтально-фрезерный, 6М82- универсально-фрезерный, 6М82ГБ- горизонтально-фрезерный быстроходный, 6М82Ш- широкоуниверсальный фрезерный станок, 6М12П- вертикально-фрезерный, 6М12ПБ- вертикально-фрезерный быстроходный станок и 6М12К- копировально-фрезерный. Завод провел модернизацию ранее выпускавшихся консольно-фрезерных станков серии Н. Станки серии М отличаются от станков серии Н более высокой точностью, жесткостью и виброустойчивостью. Они позволяют лучше использовать режущие свойства твердосплавных фрез. В этих станках осуществлена широкая унификация отдельных деталей и узлов.
Станки моделей 6М82Г, 6М82 и 6М82ГБ предназначены для выполнения разнообразных фрезерных работ цилиндрическими дисковыми, торцовыми, концевыми и фасонными фрезами в условиях единичного и серийного производства. На универсально-фрезерном станке 6М82, имеющем поворотный стол, с помощью делительной головки можно фрезеровать винтовые канавки.
На быстроходных станках 6М82ГБ и 6М12ПБ можно обрабатывать детали из цветных металлов и сплавов, пластмасс и других материалов при повышенных скоростях резания. Широкоуниверсальный фрезерный станок модели 6М82Ш предназначен для выполнения различных фрезерных, сверлильных и несложных расточных работ, главным образом в условиях единичного производства (в экспериментальных, инструментальных и ремонтных цехах).
Смонтированная на выдвижном контуре поворотная шпиндельная головка позволяет производить обработку деталей, габаритные размеры которых превышают размеры стола.
Станки моделей 6М12П и 6М12ПБ предназначены для фрезерования различных деталей торцовыми фрезами, фрезерными головками, концевыми и другими фрезами.
У всех описываемых станков движение стола в направлении продольной подачи автоматизировано и может осуществляться как вручную, так и по полуавтоматическому циклам работы. В условиях крупносерийного производства такие станки могут быть использованы для выполнения операционных работ.
Для удобства управления и сокращения затрат вспомогательного времени помимо автоматизации цикла обработки на станках серии М Горьковского завода фрезерных станков предусмотрено: дублированное (спереди и с левой стороны станка) изменение чисел оборотов шпинделя и подач стола однорукояточными выборочными механизмами, позволяющими установить требуемое число оборотов или подачу поворотом лимба без прохождения ступеней; управление автоматическими движениями стола от рукояток, направление поворота которых совпадает с направлением перемещения стола; пуск, остановка шпинделя и включение быстрых перемещений при помощи кнопок; торможение шпинделя постоянным током; наличие быстрых перемещений стола в продольном, поперечном и вертикальном направлениях.
Продольно-фрезерные станки
Стол продольно-фрезерных станков расположен на неподвижной станине и имеет лишь одно продольное перемещение (медленное при рабочей подаче и быстрое при остальных движениях).
Эти станки предназначены для обработки заготовок корпусных и крупногабаритных деталей из чугуна, стали, цветных металлов и сплавов в условиях единичного и серийного производства.
Фрезерование заготовок на этих станках производится главным образом торцовыми твердосплавными головками, а также цилиндрическими, концевыми и другими фрезами. Высокая жесткость и мощность продольно-фрезерных станков позволяет обрабатывать заготовки с большими сечениями среза. Эти станки изготавливают с шириной стола от 320 до 5000 мм, размерный ряд принят со знаменателем геометрической прогрессии равной 1,26.
Продольно-фрезерные станки делятся на одностоечные и двухстоечные и имеют несколько фрезерных шпинделей. Все современные продольно-фрезерные станки отличаются удобством в обработке.
Конструктивные особенности консольно-фрезерных станков серии «Р»
Консольно-фрезерные станки моделей 6Р82, 6Р82Г, 6Р12, 6Р12Б, являются более совершенными моделями по сравнению со станками моделей 6М82, 6М82Г, 6М12, 6М12П, 6М12ПБ. Новые модели обладают высокой жесткостью и виброустойчивостью, что в сою очередь повышает стойкость режущего инструмента и производительность труда. Конструкция зажима пиноли переработана и обеспечивает надежное крепление и предохраняет пиноль от осевого перемещения, обеспечивая стабильное положение оси шпинделя. Повышена надежность работы электрооборудования станков за счет размещения аппаратуры в изолированных электронишах и усовершенствования разводки электропроводов в станке. В новых моделях смазка направляющих консоли и узла «стол-салазки» осуществляется от плунжерного насоса централизованно.
Благодаря эффективной смазке повышается долговечность работы этих узлов, обеспечивается более длительное сохранение первоначальной точности станка и сокращается время на его обслуживание. В опорах ходового винта применены шарикоподшипники вместо быстро изнашивающихся чугунных втулок, улучшена смазка подшипников. Введен защитный щиток на торце стола для предохранения от стружки при перемещении стола в крайнее левое положение.
Технологические возможности станков серии «Р» расширены за счет увеличения на 100 мм продольного хода стола. Для более точной установки стола в заданное положение применено новое крепление лимбов. Станки серии «Р» имеют совершенные формы, отвечающие современным требованиям технологической эстетики.
Вертикально-фрезерные станки с крестовым столом (бесконсольные)
У вертикальных бесконсольных фрезерных станков крестовой стол расположен на неподвижной станине и может перемещаться в продольном и поперечном направлениях. На этих станках можно обрабатывать большие и тяжелые заготовки в условиях единичного и серийного производства. Фрезерование производиться главным образом торцовыми головками, а также торцовыми, цилиндрическими и фасонными фрезами.
Ульяновский завод тяжелых станков выпускает следующие модели бесконсольных станков: 654, 656 и 659 с шириной стола 630, 800 и 1000 мм. На базе этих моделей имеется ряд модификаций: с комбинированным (встроенным круглым) столом и с поворотной шпиндельной головкой.
Повышенная мощность и жесткость, а также высокие числа оборотов шпинделя позволяют производить на этих станках скоростное фрезерование торцовыми головками с пластиками твердых сплавов.
Вертикально-фрезерные станки с крестовым столом и копировальным устройством
Станки моделей 6М42К и 6М42 Львовского завода фрезерных станков с гидравлической системой копирования и размерами стола 320*1250 мм предназначены для контурного и объемного копирования. На базе станка модели 654 Ульяновский завод тяжелых станков выпускает вертикально-фрезерный станок с крестовым столом и копировальным устройством модели 6М54 для контурного и объемного фрезерования (размеры стола 630*1600 мм).
Копировально-фрезерные станки для контурного и объемного копирования с горизонтальным шпинделем
К станкам с горизонтальным расположением шпинделя и неподвижной стойкой относятся станок модели 6440 Львовского завода фрезерных станков с контактной системой управления (размеры стола 500*1000 мм) и станок модели 6441Б Ленинградского станкостроительного завода им. Я.М. Свердлова с индуктивной системой управления (размеры стола 630*1250 мм).
Станки предназначены для контурного и объемного копирования. О станине станка в продольном направлении перемещается стол, на котором установлены угольники для крепления заготовки и копира. По вертикальным направляющим колонки станка перемещается поперечина, по которой движется фрезерная головка. На корпусе шпиндельной бабки установлен копировальный датчик станка.
Ленинградский станкостроительный завод им. Я.М. Свердлова выпускает несколько моделей копировально-фрезерных станков с горизонтальным шпинделем и подвижной стойкой для обработки крупногабаритных деталей.

