

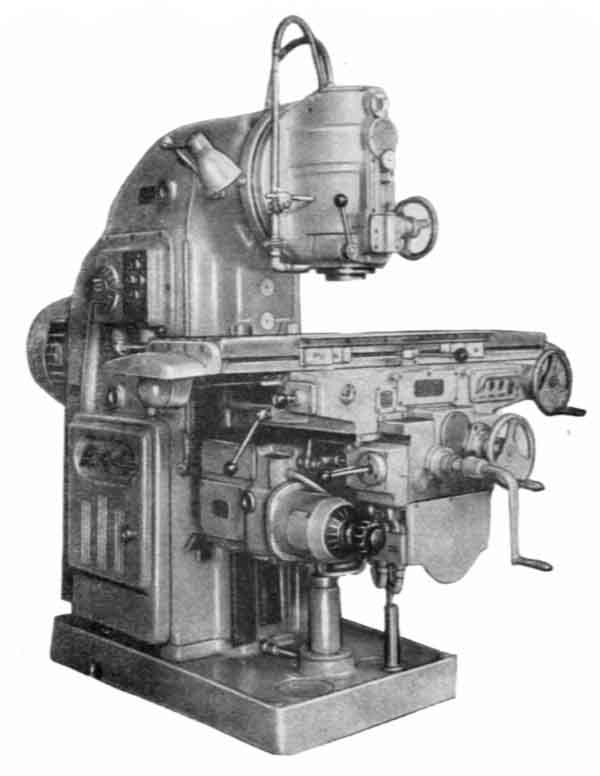
Консольно фрезерный станок 6м12п
Надежный ветеран производства фрезерный станок 6М12П с поворотной головкой
Вертикально фрезерный станок 6М12П благодаря возможности поворачивать шпиндель до 45 градусов и установке приспособлений, выполняет сложные операции по фрезеровке.
На нем можно обрабатывать сложные детали различной сложности и даже нарезать шестерни с наклонным зубом, осилить такое могут далеко не все станки.

Информация о производителе консольно-фрезерного станка
Станки 6М12П производились на ГЗФС. Горьковский завод фрезерных станков вступил в строй в 1931 году. Он был построен по программе индустриализации. Для его возведения и оборудования использовался немецкий проект станкостроительных заводов. На то время это было единственное в стране предприятие, выпускающее фрезерное оборудование.
Первый станок был выпущен в декабре 1931 года. Модели серии 6М12П начали сходить с конвейера в 1960 году. Сейчас Нижегородский завод входит в промышленную группу РосСтанком и выпускает фрезерные станки, включая оборудование с ЧПУ.
Назначение и область применения
Вертикально-фрезерный консольный станок 6М12П имеет станину повышенной прочности. Он предназначен для выполнения работ:
- фрезеровка горизонтальных и вертикальных плоскостей;
- выборка пазов;
- обработка углов;
- нарезка зубчатых колес;
- сверление;
- расточка.
На станке обрабатывают заготовки из чугуна, стали, сплавов цветных металлов. Изготавливают рычаги, планки, подушки, развертки, спирали и другие детали, при изготовлении которых требуется непрерывное вращение.
Вес, габариты и устройство конструкции
Станок 6М12П отличается жесткостью конструкции, что позволяет с высокой точностью – класс Н, изготавливать сложные детали. Основные размеры агрегата:
- стол 1250×320 мм;
- максимальный вес заготовки 250 кг;
- габариты 2395×1745×2000 мм;
- вес 3000 кг.

Наибольшее продольное перемещение стола в механическом режиме 700 мм.
Станок состоит из стандартных узлов:
- основание;
- станина;
- поворотная головка;
- консоль;
- салазки и стол;
- электрооборудование;
- коробка скоростей;
- коробка подач;
- коробка переключения;
- коробка подач.
Двигатель привода крепится на стойке сзади. В полом корпусе коробка скоростей.
Технические характеристики
Модель 6М12П имеет технические характеристики:
- частота вращения шпинделя 31,5–1600 об/мин;
- мощность привода 7,5 кВт;
- количество скоростей 18;
- отверстие фрезерного шпинделя 29 мм;
- стол 1250×320 мм;
- расстояние шпинделя от стола 30–400 мм;
- конус шпинделя №3 по ГОСТ 24644-81.

На станке установлены выключающие упоры на все перемещения стола и салазок.
Станина и консоль
Станина имеет трапецеидальную форму, отличается жесткостью. Внутри находятся коробка скоростей и электрический шкаф. Консоль движется вертикально по направляющим в передней части стойки. В ней расположены коробка подач и все узлы, связанные с продольным и поперечным перемещением стола. В оси Z консоль поднимает стол. Перемещение осуществляется вращением вертикального вала.
Органы управления
Ручки перемещения салазок и стола расположены на консоли, впереди. Направление включения в сторону движения. Все управление дублируется на панели.

Электрическая схема

Электрооборудование
На станке стоит 3 электродвигателя:
- главного привода 7,5 кВт;
- привода подач 2,2 кВт;
- насоса системы охлаждения 0,125 кВт.
Включение кнопочное. Пусковая аппаратура находится в 2 нишах на станине. Для быстрого включения всех узлов, на станке предусмотрено импульсное включение электродвигателя. Торможение шпинделя динамическое. Установленный: магнитный пускатель, селеновый выпрямитель и промежуточное реле, создают плавный рост тормозного момента.
Кинематическая и электрическая схемы

Коробка скоростей и шпиндель
Коробка скоростей находится в верхней части станины. Переключатель расположен сбоку, на корпусе. Шпиндель вмонтирован в угловую головку, которая поворачивается на 45 ⁰. Через коническую пару вращательный момент с вала коробки скоростей передается на шпиндель. Вертикально инструмент не перемещается.

Правила эксплуатации и обслуживания агрегата
Вертикальный фрезерный станок 6М12П устанавливается на прочный бетонный фундамент и крепится специальными шпильками. Смазку следует постоянно менять, согласно графику, указанному в паспорте. После завершения работы очищать и смазывать направляющие. Во время работы включать систему охлаждения. На станке нельзя обрабатывать материалы, не соответствующие его назначению: дерево, пластик, алюминий.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт консольно-фрезерного станка 6М12П.
Основные поломки и ремонтные работы
Со временем происходит износ деталей, и даже самое надежное оборудование начинает барахлить, или полностью выходит из строя. Наиболее часто у 6М12П происходят поломки:
- замедление шпинделя;
- его полная остановка;
- замедленное включение, нет толчка.
Остальные неисправности встречаются реже.
Замедленное и неравномерное вращение шпинделя
Замедленное или неравномерное вращение шпинделя происходит при нарушении электрической цепи. Следует осмотреть кабель, контакты, мультиметром проверить состояние электрической схемы.
Вторая причина в износе шестерен коробки передач и нарушении натяжения подшипников. Следует открыть крышку в корпусе. Осмотреть шестерни, оценить процент износа зубьев и проверить зацепление. Возможно, в коробку попал мелкий мусор и мешает нормальной работе. Одновременно проверить смазку, заменить ее. При износе подшипников шпиндель начинает бить. Следует проверить радиальное и торцевое биение, подтянуть подшипники. При необходимости заменить.
Заклинивание шпинделя
Начать осмотр станка следует с подшипников шпинделя, проверить их состояние. Возможно, один из них разрушился. Затем осмотреть зацепление с коробкой скоростей, проверить зацепление шестерен при переключении скоростей.
При отсутствии электрического импульса – толчка, шпиндельный узел не получает достаточного усиления для начала вращения. Следует прозвонить электрическую систему. Шпиндель не будет вращаться, если в узел попал мусор. Это может быть отколовшийся от детали кусок, или попавший снаружи при открытой крышке. Заклинивание при работе станка происходит при больших нагрузках и перегреве шпинделя, «выгорании» смазки.
Замедленное включение
Причина в электрике. При возникновении неисправности следует в первую очередь проверить напряжение в сети. Если оно упало, станок будет тормозить. Затем осмотреть кабель и провода, проверить контакты, наличие фаз и ноля. После этого искать нарушения в электрической схеме.
Техника безопасности при работе
Рабочий должен одевать спецовку с длинными рукавами и защищать глаза очками. Для удаления стружки использовать крючок. Нельзя включать станок при плохо закрепленном инструменте и заготовке. Все детали и приспособления должны быть зажаты. Во время работы в рабочей зоне не должно быть рук и посторонних предметов.
Зарубежные аналоги
Фрезерные станки, аналогичные 6М12П выпускаются в основном на отечественных предприятиях. Имеются и зарубежные аналоги:
- FV321M, FV401 производятся в Болгарии, фирма Арсенал АД (Arsenal J. S. Co – Kazanlak).
- X5032, X5050 делает фирма Shandong Weida Indusstries, в Китае.
Отечественные станки поступают в продажу с заводов в Гомеле, Воткинске, Димитрове.
Отзывы
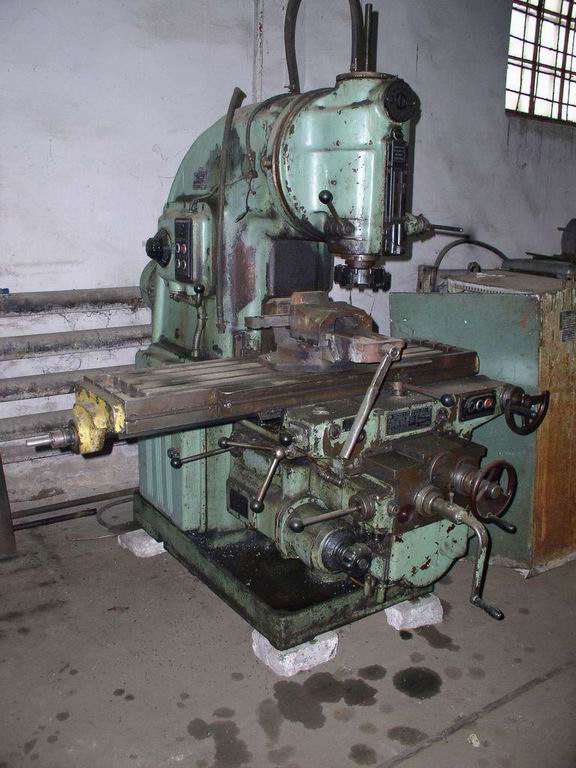
Вертикальный консольный фрезерный станок 6М12П отличается надежностью и прочностью. Он сохранил работоспособность, используется на производстве единичных деталей, и в домашних мастерских. Хозяева положительно отзываются об агрегате.
Members. Купил вертикально фрезерный станок 6Ь12П Горьковского завода. Он представляет копию легендарного 6Р12, но имеет повышенную точность. Включил, проверил, все работает четко. Износа на направляющих практически нет, в сумме составляет 0,1 мм. Отшабрил направляющие, убрал яму. Станок после профилактики и использую для выравнивания по плоскости автомобильных головок. Приобретением доволен.
Модель 6М12П хорошо зарекомендовала себя при изготовлении сложных по конфигурации деталей из металла. Она отличается высокой точностью и простотой управления. Многофункциональный станок выполняет сложные технологические операции с высокой точностью. Прочная стойка и основание гасят вибрацию.
6М12П – особенности консольно-фрезерного станка
6М12П относится к группе консольно-фрезерного станочного оборудования, которое располагает специальным кронштейном. Такие станки считаются самыми распространенными в настоящее время.
1 Общее описание агрегата
Консольно-фрезерный станок, который будет рассмотрен в данной статье, изготовлен в вертикальном исполнении. Он отличается повышенным уровнем жесткости и твердости, что позволяет применять его для работы с заготовками из металлов (черных, цветных), легких сплавов и стали.
Станок используется в серийной и индивидуальной производственной деятельности для фрезерования деталей любыми видами инструментов, начиная от торцевых и заканчивая радиусными фрезами. 
Благодаря круглому накладному столу либо за счет установки делительной головки на агрегате можно выполнять обработку изделий, которые нуждаются в непрерывном или же периодическом повороте вокруг оси (к таковым, например, относят контуры кулачков, развертки, колеса зубчатого типа, спирали). Остальные виды стандартных фрезерных операций на станке выполняются без необходимости монтажа дополнительных механизмов.

Кроме того, на 6М12П допускается производить попутное и встречное фрезерование. Подобная возможность обеспечивается устройством выборки люфта, которое имеется на агрегате. Специалисты отмечают, что максимальную производительность описываемое оборудование демонстрирует в тех случаях, когда детали фрезеруются по технологии скоростной обработки.
2 Фрезерный станок 6М12П – технические характеристики и аналоги агрегата
Рабочий стол рассматриваемого фрезерного оборудования имеет размеры 320 на 1250 мм, максимальный ход стола в продольном направлении составляет 700 мм, в вертикальном – 370 мм, в поперечном – 260 мм (ручной режим) и 240 мм (механический). На станке допускается фрезерная обработка деталей массой не более 250 кг.
Другие характеристики агрегата вы можете узнать из ниже приведенных показателей:
- расстояние от направляющих (вертикальных) до оси шпинделя – 350, от стола до оси – от 30 до 400 мм;
- подачи стола (возможное их число – 18) – от 25 до 1250 мм;
- масса – 3000 кг;
- мощность (общая) двигателей станка – 9,825 кВт (главный – 7,5, охлаждающий насос – 0,125, привод подач – 2,2 кВт);
- шпиндель – минимальная частота вращения – 31,5 об/мин (максимум – 1600); поворот головки – 45 градусов; конус – Морзе 3; количество скоростей – 18; отверстие – 29 мм.

Станок располагает рядом специальных механических устройств:
- блокировка подач (ручная, механическая);
- упоры подач (выполняют функцию выключения);
- прерывистая подача в автоматическом режиме;
- торможение шпинделя;
- предохранитель раздельного включения и муфта, защищающая двигатель от перегрузок.
По техническим характеристикам и особенностям кинематики аналогами рассматриваемого нами агрегата являются такие станки:
- FV321M (производство болгарской компании Arsenal J.S.Co.);
- 6К12 и 6Д12 (российский завод в Дмитрове);
- FSS350MR (белорусский комбинат в Гомеле);
- X5040 и Х5032 (китайское предприятие Shandong Weida).

Модификации станка (оборудование, созданное на базе описываемой фрезерной установки):
- 6Н13Ф3-2 (с программным управлением);
- 6Н12, 6Б12, 682 (все выпускались на комбинате станкостроения города Горький);
- 6М12ПБ (оборудование с большим количеством оборотов, высокой скоростью хода и увеличенными подачами);
- 6Т12 и 6Т12-1 (выпускались серийно в 1960–80-х годах, впоследствии Горьковский комбинат освоил выпуск станка 6Т13);
- 6М12П (высокоточный агрегат, производство начато в 1961 году, усовершенствованным его видом является станок 6М13П);
- 6Б12, 6М12, 6Р12;
- 6Р13РФ3 (на станке установили револьверную головку и числовой программный комплекс).
3 Станина и консоль консольно-фрезерного станка
Базовым узлом станка является его станина. Она предназначена для монтажа на ней остальных механизмов и рабочих узлов агрегата. Станина характеризуется:
- большим количеством ребер;
- развитым трапецеидальным (по высоте) сечением;
- высоконадежным основанием.

Внутри станины размещается коробка скоростей, спереди находится поворотная головка (устанавливается на направляющих круглой формы), консоль смонтирована на вертикальных направляющих. Главный узел выполнен с основанием раздельно. При помощи болтов эти две составляющие соединяются друг с другом.
С правой стороны станины имеется доступ (через закрытое накладкой окно) к коробке скоростей и насосу, подающему смазочный состав, с левой – к регулятору скоростей. Отметим, что основание станка выполняет функцию емкости для охлаждающего состава. При необходимости слива данной жидкости оператор должен открыть отверстие, расположенное в задней части основания.

К базовым узлам относят и консоль агрегата. Она соединяет в одну систему цепи передач оборудования, а также осуществляет распределение движения на разные виды подач. В нижней передней части этого составляющего элемента станка находится двигатель подач. Он посылает движение на шестерни консоли через коробку подач.
На консоли есть доступ к органам управления агрегата. На левой ее стороне, например, установлена рукоятка с пятью разными положениями, которая включает поперечные и вертикальные подачи.
4 Другие конструктивные элементы фрезерного консольного агрегата
К важным узлам станка относят следующие его составные части:
- Коробка подач (КП) с 18-ю показателями подач. Выполняется в качестве обособленного узла. Размещается на левой стороне консоли. На корпусе коробки есть устройство переключения подач. В передней части КП установлен лимб, на котором имеется лимб с нанесенными на него величинами подач. С помощью этих меток можно задавать требуемые подачи рабочей поверхности в продольном и поперечном направлении.
- Фрезерная поворотная головка. Выполнена в форме шпинделя, расположенного вертикально. Снабжена приемным валиком. Используя маховик, можно перемещать по оси шпиндель, который размещается в специальной гильзе. В левой части поворотной головки находится рукоятка. Она позволяет выполнять зажим гильзы.
- Коробка скоростей (КС). Располагает 18-ю разными числами вращения шпинделя. Находится КС в корпусе станины. Валы коробки устанавливаются на шарикоподшипниках. На одном из валов размещен плунжерный насос, необходимый для регулярной смазки КС.
- Салазки и стол. При помощи эксцентриковых зажимов салазки зажимают на консоли. Движутся они от поперечного винта по консольным направляющим прямоугольной конфигурации. На указанных направляющих осуществляется и передвижение стола, который является финальным компонентом цепи подач в продольном направлении. Продольный ход рабочей поверхности производится винтом вращающегося вида, который оснащается неподвижной гайкой и шпиндельной резьбой. Движение начинается при запуске рукояткой кулачковой муфты.

Добавим отдельно – стол описываемого агрегата допускается настраивать на три разных рабочих цикла:
- маятниковый (полностью автоматический);
- полуавтоматический;
- ручной.
Контролировать работу станка в маятниковом режиме можно посредством кулачков. Они смонтированы на боковой передней плоскости стола. Запрещается производить остановку маятникового цикла в тех ситуациях, когда рычаг продольного хода блокируется (то есть во время поворота расположенной на оси рукоятки звездочки).
Особенности и технические характеристики станка 6М12П
О станке 6М12П: производитель, назначение, габариты. Расположение органов управления, перечень составных частей, электрическая и кинематическая схема.
Данный станок представляет группу консольно-фрезерного оборудования. Устройство снабжается специальным кронштейном, упрощающим работу в различных направлениях. К настоящему моменту такие разновидности станков 6М12П получили широкое применение.
Сведения о производителе
Фрезерные станки, которые относятся к серии 6М12П, выпускаются одним главным производителем – Горьковским заводом. Основано предприятие ещё в 1931 году. Он специализируется на производстве широкого модельного ряда станков, имеющих универсальное назначение. Кроме того, выпускаются модели, снабжённый ЧПУ, УЦИ. Это предприятие известно по всей России благодаря своей продукции.
Назначение станка
Серия станков имеет различные модификации, но многие характеристики в пределах модельного ряда остаются одинаковыми. 6М12П – это усовершенствованная версия серии Н.
Высокая точность и жёсткость – главные преимущества оборудования.
Благодаря использованию таких приспособлений можно выполнять большое количество операций:
- Фрезерование различных деталей, основой для которых послужили материалы вроде цветных и чёрных металлов, чугуна и стали. Форма может быть любой – радиусной и концевой, цилиндрической, торцевой.
- Поддержка циклов на автомате, полуавтомате. Благодаря этому станки становятся незаменимыми помощниками при выполнении работ с операционным характером, с полностью автоматизированными линиями.
- Станки позволяют обрабатывать поверхности горизонтального и вертикального типа, пазы и углы.
- Фрезерование может быть встречным, либо попутным.
- Скоростное фрезерование – метод обработки, при использовании которого оборудование становится особенно эффективным.

Габаритные размеры рабочего пространства, посадочные и присоединительные базы
Поверхность стола в миллиметрах имеет размеры, равные 1250 на 320. Перемещение стола продольного типа максимум составляет 800 мм. Для поперечного направления показатель – 320 мм. По вертикали – 420.
Относительно присоединительных баз размеры сохраняют стандартный уровень, полностью соответствуют сопроводительным документам.

Расположение органов управления
Всего у устройства имеется около 34 деталей, которые участвуют в процессах регулировки, управления оборудования. Это различные рукоятки, краны, кнопки, переключатели. Не обходится и без использования зажимной гайки. Все детали закрепляются на основном корпусе, при необходимости к ним без проблем предоставляется доступ.


Перечень составных частей
Станки снабжаются специальными механическими деталями, за счёт которых, в том числе, организуется работа:
- Предохранительное оборудование, отвечающее за раздельное включение. К нему добавляют муфту, защищающую часть с двигателем от дополнительных перегрузок.
- Система торможения у шпинделя.
- Автоматический режим прерывистой подачи.
- Упоры подач. Участвуют при включении и выключении агрегатов.
- Блокировка подач. Ручная, либо механическая.

Дополнительные технические характеристики, аналоги
У устройства есть следующие аналоги, соответствующие исходнику по кинематике, техническим характеристикам:
- Модели от китайского предприятия Shandong Weida с номером X5040 и X
- Белорусский комбинат из Гомеля выпускает изделия FSS350VR.
- Дмитровский российский завод предлагает варианты станков 6K12 и 6Д12.
- Болгарские конструкции FV321M.

На базе станка, описанного выше, создавалось оборудование других видов. Комбинации почти ничем не отличаются друг от друга.
- 6Р13РФЗ. Снабжается револьверной головкой, управляется числовым программным комплексом.
- 6Б12, 6М12, 6Р12.
- 6М12П. Агрегат с повышенной точностью, производство начато с 1961 года.
- 6Е12 и 6Е12-1. К отличительным чертам относят скорость хода и подачи с увеличением, обороты в большом количестве.
- 6М12ПБ.

О станине и консоли
Станки любой разновидности снабжаются базовым узлом в виде станины. Остальные рабочие узлы и механизмы монтируются на этой поверхности. Для станины характерно наличие следующих параметров:
- Большое количество рёбер.
- Трапецеидальное сечение, развитое.
- Основание с высокой надёжностью.
Коробки скоростей стандартно внутри станин. Головка для поворотов – внутри передних частей. Монтаж осуществляется с использованием направляющих, имеющих форму круга. Консоль ставится на направляющих по вертикали. Характерно отделение главного узла и основания. Болтовое соединение позволит закрепить две составляющие друг на друге.

При подходе справа легко открывается доступ к коробке скоростей, насосу. Для этого используют окно, обычно закрытое при помощи специальной накладки. Насос используется для подачи смазочного состава к другим внутренним частям. С левой стороны открывается регулятор скоростей. Основание у станков бывает ещё и специальной ёмкостью, куда помещают охлаждающий состав. Сзади у основания есть отверстие, через которое производится слив жидкости в случае необходимости.
Среди базовых агрегатов – консольная часть станка. Благодаря этой части в одно целое соединяется цепь передач различного оборудования. Она участвует и при распределении движения на передачи различных типов. Двигатель подач расположен в нижней части системы. Движение через коробку передач идёт на консольные шестерни.

Перечень органов управления
Следующие составные станка являются не менее важными, чем предыдущие:
КП или коробка передач
Всего показателей передач у оборудования 18. Это обособленный узел. Обычно размещается на консоли, с левой стороны. Устройство для переключения передач располагается прямо на консоли. Передняя часть снабжается так называемым лимбом – его используют, чтобы наносить на поверхность определённые показатели передач. Метки позволяют без проблем задавать показатели подачи для рабочей поверхности, в плоскостях по горизонтали или вертикали.

Поворотная головка
Выглядит как шпиндель, который располагается вертикально. Снабжается дополнительно валиком для приёма. Шпиндель перемещается по оси при использовании специального маховика, последний размещается внутри специальной гильзы. Рукоятка находится внутри левой части гильзы. Благодаря этому легко выполнять зажим при необходимости.
Коробка скоростей
Всего используется 18 чисел, на которых происходит вращение шпинделя. Устанавливается внутри корпуса станины. На шарикоподшипниках монтируют валы этой коробки. Плунжерный насос, регулирующий смазку, находится на одной из таких деталей.

Салазки вместе с рабочим столом
Салазки зажимаются на консоли благодаря воздействию эксцентриковых зажимов. Движение начинается от винта, располагающегося поперечно. На следующем этапе всё переходит к направляющим в форме прямоугольника, консольного типа.
Стол перемещается так же при помощи направляющих, о которых говорилось ранее. Он – финальный компонент цепи подач, соблюдающей продольное положение. Винт вращающего типа отвечает за реализацию подобной схемы. Рукоятку кулачковой муфты надо запустить, чтобы началось движение.
Допустима настройка стола в трёх режимах: маятниковом, с автоматикой и полуавтоматикой.
Маятниковый режим контролируется с помощью кулачков. Детали монтируются на боковой поверхности стола, располагающейся спереди. При появлении блокировки у рычага продольного хода маятниковый режим работы нельзя останавливать, это приводит к поломкам агрегата.

Схема кинематическая
Основной компонент движения приспособления – электродвигатель, имеющий мощность 7,5 кВт. Через упругую соединительную муфту движение от этого приспособления переходит к одному из валов. С первого вала на второй энергия передаётся через зубчатую передачу.
У второго вала ставится блок, дополненный колёсами зубчатой формы. Благодаря этой части движение переходит на третий вал. Устройство поддерживает три различные скорости передачи. Винты передач тоже участвуют в этом процессе.
Основная коробка подач работает на 18 скоростях. Если включить фрикционную муфту, то инструмент можно будет быстро перемещать по столу вне зависимости от технических характеристик. В этом случае процесс так же организуется с помощью основного электродвигателя вместе с валом, зубчатыми передачами.

Коробка скоростей и шпиндель
Коробку скоростей располагают в верхней части корпуса станины. Ей управляют при помощи вставной коробки переключения. Которая, в свою очередь, монтируется на левой стороне. Получение доступа к обслуживающим деталям лёгкое, для этого просто снимается крышка справа.
В поворотной головке монтируется шпиндель. Для крепления применяется четыре болта.

Механизм подач
Обычно механизмы подач состоят из нескольких валов. И у каждого устройства имеются свои особенности работы:
- На трёх шарикоподшипниках устанавливается 6-ой вал.
- Сцепление этой детали регулируется при её перемещении. Для этого надо использовать винты, ввёрнутые во фланец.
- По тому же правилу устанавливают пятый вал. Подтягивания гайки с левого торца достаточно для регулирования этой части.
- На трёх опорах располагается четвёртый вал, благодаря чему увеличивается жёсткость.
- К шлицевому типу устройств относятся валы 2, 3 и 4. Они участвуют в передвижении зубчатых блоков.
Механизм переключения скоростей, фактически, становится отдельным самостоятельным узлом. На поверхности располагается лимб 1, где наносятся все 18 числе оборотов шпинделя.

Схема электрическая
Электродвигатель участвует в образовании главного движения. Его мощность, тип и количество оборотов указываются в официальных технических сопроводительных документах. Кроме того, в работе участвуют такие элементы, как:
- Фрикционные муфты.
- Размер поверхностей трения.
- Число поверхностей трения.
- Материал поверхностей.

Описание электрооборудования
Сеть трёхфазного тока напряжением 380 В должна стать основным источником питания, на это настроены все части. Кроме этого, электрическая схема предполагает и другие типы питания:
- От сетей напряжения на 127 В.
- Питания цепи местного освещения от напряжения 36 В.
- Использование нулевой защиты для всех электродвигателей.
- Использование плавких предохранителей для защиты каждой части.
- Тепловые реле, обеспечивающие дополнительную защиту.
Управление кнопочное, производится от двух командоаппаратов. Переключатель на три положения позволяет выполнить первые три режима.

Установочный чертёж
На нём изображается общий вид станка. Стандартные размеры изделия находятся в пределах от 1100 до 1735 миллиметров.

Технические характеристики
320 на 1250 миллиметров – основные характеристики, которыми отличается данный станок. Движение в разных направлениях может составлять от 260 до 700 миллиметров. Масса деталей, подвергающихся обработке, не более 250 килограмм.
Станок вертикальный консольно-фрезерный 6М12П
Назначение станка по металлу 6М12П
Станки предназначены для выполнения разнообразных фрезерных,сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Технические характеристики станка 6М12П
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок вертикальный консольно-фрезерный 6М12П по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 6М12П производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию – Станок вертикальный консольно-фрезерный 6М12П составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок вертикальный консольно-фрезерный 6М12П звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикальный консольно-фрезерный 6М12П звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.

