

Основные типы токарных станков
Токарные станки по металлу
Всё оборудование на предприятиях проходит обязательную классификацию по мощности двигателя, времени его допустимой работы и прочим техническим характеристикам. Классификация токарных станков по металлу проводится ещё по нескольким критериям:
- классу точности;
- весу;
- степени автоматизации;
- гибкости производственной системы;
- специальному назначению в обработке металла;
- универсальности или узкой направленности агрегата в выполнении операций по металлу.




Для обработки металла используется целый ряд токарных станков. По классификации ЭНИМС все виды токарных станков по металлу относятся к 1 группе. Оборудование делится на группы, всего их 9. Группы объединяют оборудование, предназначенное для обработки металла, по конструкции и назначению.
От задач, которые выполняются на конкретном станке и тяжести деталей, зависит, в каком режиме он работает, что влияет на количество автоматических функций станка и его комплектацию. От этого зависит и разбивка оборудования на группы.
Нет такой задачи по обработке металла, которую невозможно выполнить на токарном станке в ручном или автоматическом режиме. Но есть ещё и группы вспомогательных станков с ограниченными возможностями, предназначенными для выполнения узкого спектра задач, а есть почти универсальные, такие как винторезные. Их возможности ограничиваются весом и размером обрабатываемых деталей.
К 1 группе относятся токарные станки по металлу:
- одношпиндельные автоматические и полуавтоматические.
- многошпиндельные автоматические и полуавтоматические.
- револьверные многошпиндельные автоматические токарные установки.
- сверлильно-отрезные;
- карусельные;
- винторезные;
- многорезцовые;
- специализированные;
- разные.
Подгрупп в 1 группе токарного оборудования тоже получилось 9, как и групп классификации станков по металлу. Виды токарных работ самые разнообразные, но обойтись при работе по металлу без остальных станков практически невозможно. К ним относятся:
- сверлильные и расточные, относящиеся ко 2 группе.
- шлифовальные, полировальные, доводочные – 3 гр.
- комбинированные – 4 гр.
- для обработки резьбы и зубчатых поверхностей – 5 гр.
- фрезерные – 6 гр.
- строгальные, долбёжные, протяжные – 7 гр.
- разрезные – 8 гр.
- самая широкая группа № 9 – разные. в этой группе собрано оборудование для обработки труб и муфт, обдирочные агрегаты, испытательные, делительные, балансировочные.

Расшифровка обозначений по классификации ЭНИМС токарных станков по металлу
Токарные станки получили место в верхней строчке таблицы потому, что остальные станки по металлу производят для них заготовки или выполняют последующие работы, после токарных операций.
Как работает токарный станок
Принцип работы токарного станка заключается в следующем:
- вращение заготовки на станке осуществляет шпиндель или планшайба, которые получают вращение через коробку скоростей, ременную передачу от электродвигателя;
- амплитуду подач определяет скорость суппорта с закреплёнными резцами в резцедержателе;
- независимо от типа автоматизации станка – автоматического или полуавтоматического, он может быть с горизонтальной или вертикальной компоновки. Такую классификацию токарные станки получили от положения шпинделя, от которого зависит положение заготовки при обработке.
- на вертикальных станках ведутся работы по металлу на тяжёлых широких, но не длинных деталях.
- длинные детали с небольшим и средним диаметром обрабатываются в горизонтальном положении.
Чем больше на станке возможностей для установки дополнительного оборудования, тем шире его технологические возможности.
Схемы популярных станков
Как видно по схеме, токарно-винторезные станки стоят на 6 позиции 1 группы. Но встречаются они более часто, чем остальные ввиду их постоянной необходимости на предприятиях и в экспериментальных цехах, специализирующихся на обработке металлических деталей.
Токарно-винторезный 16К20 применяется для выполнения основных токарных работ различной сложности. Базовая модель производится в 4 вариантах. Разница станков в расстоянии между центрами. В различных модификациях этот промежуток может быть 71, 100, 140 и 200 см. Подобное варьирование рабочей длины повлекло за собой и другие конструктивные изменения для упрощения в обработке однотипных по весу, длине или диаметру деталей. На базе 16К20 разрабатывались и другие модели. Их буквенное обозначение указывает на модернизацию базовой модели:
- 16К20Г — с выемкой в станине.
- 16К25 – облегчённая модель, предназначенная для изготовления деталей из заготовок диаметром до 50 см. Расположение заготовки над станиной — горизонтальное.
- 16К20П – имеет повышенный класс точности, благодаря специальным подшипникам.
- 16К20Ф3 — с числовым программным управлением.
На этой основе создаются и другие токарно-винторезные модели для обработки металла. Схема станков общая, но при необходимости она дополняется необходимыми заказчику функциями. На станках, выполненных на основе 16К20 можно обрабатывать металлы разной степени податливости к обработке, в том числе и из закалённого металла. Мощность привода регулируется, при работе с твердыми сплавами возрастают энергетические затраты оборудования.
Больше всего операций по обработке металла выполняется на токарно-винторезных станках, у которых схема компоновки имеет довольно сложную конструкцию.
Основные узлы токарного станка:
- станина;
- фартук;
- шпиндельная (передняя) бабка;
- суппорт;
- задняя бабка.

Основные узлы токарно-винторезного станка
На первый взгляд основных деталей немного, но для управления ими, в конструкции токарного оборудования имеется:
- фрикционная муфта отвечает за вращение шпинделя;
- вариаторы предназначаются для изменения частоты вращения шпинделя;
- автоматические выключатели;
- рукояти, маховики, зажимы для ручного перемещения, закрепления и включения механизмов.
Типы токарных станков отличаются друг от друга по назначению, технических характеристик, компоновке и др.
Обозначение точности
Точность станков по ЭНИМС указывается в названии в конце аббревиатуры кириллическими буквами:
- Н – указатель нормальной точности;
- П – говорит о повышенной точности станка;
- В – обозначает высокую точность;
- А – обозначение особо высокой точности;
- С – станок с сверх точности.
Классификация по весу:
- Лёгкими считаются токарные станки с весом до 1 тонны — ( 10 т);
- С весом свыше 100 тонн – это станки уникальные — (>100 т).
В скобках дано обозначение, которое встречается в маркировке станка.
Описание некоторых групп токарных станков
Лобовые станки
Токарные лобовые станки созданы для изготовления деталей до 4 метров в диаметре. Назначение станков, имеющих такие технические характеристики, для вытачивания на них цилиндрических и конических деталей. Но так же на широких заготовках, размещаемых на планшайбе, могут проводиться и другие работы по металлу, такие как нарезание бороздок, выборка фасок и многое другое. На лобовых станках производятся тяжёлые и разнообразные работы, что накладывает отпечаток на его технические характеристики. Токарно-винторезные станки по сравнению с лобовыми имеют более сложную конструкцию.
Рабочая часть лобового станка состоит из:
- плиты;
- суппорта и его основания;
- передней и задней бабок;
- планшайбы.
Токарно-карусельные станки
Схема карусельных станков немного сложнее. Он имеет:
- станину;
- планшайбу;
- пульт управления;
- револьверную головку с несколькими позициями (например, 5);
- вертикальным револьверным суппортом;
- двумя коробками передач;
- траверсами;
- боковым суппортом;
- 1 или 2 стойками (в зависимости от конструкции и назначения):
- маховичком и боковым маховичком;
- держателем резцов на 4 предмета.
На токарно-карусельных станках обрабатываются детали диаметром от 2 метров. Каждая из моделей токарно-карусельных станков может обрабатывать заготовки различного диаметра. Увеличение диаметра заготовки в 1,26 раза требует увеличения рабочей площади станка. Массово производились 6 видов карусельных станков, со схожими технические характеристики, которые могли обрабатывать заготовки следующих размеров:
- 2-метровые;
- 2 м 52 см;
- 3 м 18 см;
- 4 м;
- 5 м 4 см;
- 6 м 35 см.
При необходимости производства деталей превышающих показатель 6,35 метра, на заказ изготавливаются специализированные станки с уникальными техническими характеристиками. Высчитать необходимый размер рабочей площади следующей в ряду модели не сложно, достаточно предыдущее значение умножить на 1,26.
Револьверные токарные станки
На токарно-револьверном оборудовании изготавливаются детали из заготовок прутков. На станках имеется возможность изготавливать детали сложной формы по индивидуальному чертежу. Классификация револьверных станков осуществляется в зависимости от способа крепления заготовок на шпинделе:
Почти все операции, что выполняют токарно-винторезные станки, можно производить и на револьверном, с той только разницей, что в револьверной головке поперечных суппортов можно закрепить сразу несколько инструментов, в необходимой для работы последовательности. Токарно-винторезные станки такой возможности не имеют, все последующие виды обработки проводятся на них после смены резца по окончанию предыдущей операции. Делать работу инструментами можно поочерёдно, а некоторые операции могут проводиться параллельно друг другу.
Револьверные головки некоторых станков этого типа устроены так, что одно гнездо может удержать сразу несколько резцов. Ход каждого инструмента ограничивается упором. Кроме ограничения хода, они выполняют функцию выключателя передач суппорта. Отработав, запрограммированный цикл, головка проворачивается и в рабочем положении устанавливает необходимый на следующем этапе инструмент.
Видео обработки детали
На примере схемы 1Г340П видно, что по своей компоновке револьверные станки такие же, как токарно-винторезные. Схоже и назначение станков этих видов.
Револьверные станки могут оснащаться головками, вращающимися в горизонтальной или вертикальной плоскости. Автоматические и полуавтоматические станки имеют похожие настройки револьверной головки перед работой. В этой категории токарного оборудования имеется еще классификация по количеству шпинделей в конструкции станка.
Какие бывают разновидности токарных станков?
Станки токарной группы предназначены для выполнения большого количества операций по обработке металла. Чаще всего данное оборудование используется для работы с наружными и внутренними поверхностями деталей, которые имеют цилиндрический, конический или фасонный профиль. Еще одно назначение токарных станков по металлу – выполнения операций по сверлению отверстий, обработке торцов.
Основные разновидности оборудования
Классификация токарных станков в основном осуществляется на основании их конструкции.
Токарно-винторезный
 Все виды токарных станков из данной группы являются универсальными, поэтому они широко используются на серийных и единичных производствах.
Все виды токарных станков из данной группы являются универсальными, поэтому они широко используются на серийных и единичных производствах.
С их помощью можно выполнять различные операции – нарезание резьбы (модульной, метрической, дюймовой), всевозможная обработка металлических заготовок.
В перечень основных конструктивных элементов данного станка входят:
- шпиндельная бабка. Состоит из шпинделя и коробки скоростей;
- суппорт. Предназначен для фиксации в нужном положении режущего инструмента;
- станина. Предназначена для закрепления основных конструктивных узлов агрегата;
- коробка подач. Предназначена для передачи движения от шпиндельного узла к суппорту. Это возможно благодаря наличию в составе конструкции ходового винта или валика;
- фартук. Необходим для трансформации передвижений валика или винта на перемещение суппорта в нужном направлении;
- задняя бабка. Часто оснащается дополнительными инструментами для поддержки в нужном положении обрабатываемой заготовки.

Токарно-карусельные
Все типы токарных станков, которые можно отнести к карусельной группе, обычно предназначены для работы с габаритными заготовками. Они обладают следующими функциональными способностями:
- применяются для точения поверхностей цилиндрической или конической формы;
- используются для прорезки пазов различной конфигурации;
- при необходимости выполняется шлифовка, фрезеровка и подрезка торцов;
- существует возможность выполнения резьбы.
В состав данного станка входит стол, на котором находится планшайба. Также присутствуют стойки, где передвигается траверса, оборудованная суппортами.
Лоботокарный
Основное предназначение лоботокарного станка – обработка цилиндрических, конических и лобовых деталей. В оборудовании данного типа ось вращения заготовки размещается горизонтально.
Токарно-револьверные
Все виды токарных станков, которые можно отнести к револьверной группе, предназначены для обработки деталей из калиброванного прутка. Данное оборудование способно выполнить широкий спектр технологичных операций:
- точение и расточка;
- зенкерование;
- сверление;
- фасонное точение;
- формировка резьбы;
- развертывание.
Специфическое название станка вызвано особым способом крепления всех инструментов. Они устанавливаются в специальном держателе – статическом или приводном. Последний тип обеспечивает агрегат широким спектром возможностей. С его помощью можно осуществлять сверление, фрезеровку, нарезку резьбы.
Токарно-фрезерный обрабатываемый центр
Данное оборудование сочетает в себе функциональные способности фрезерного и токарного станка. В состав его конструкционных элементов входит фрезерная головка под конус, которая обеспечивает выполнение множества операций, поэтому способна достойно конкурировать с револьверным типом. В данном случае для точения выполняется металлорежущими резцами. Они устанавливаются во фрезерную головку, что повышает их функциональные возможности.
Автомат продольного точения
 Предназначение автомата продольного точения заключается в изготовлении небольших деталей при серийном производстве из различных прутков, фасонного профиля и проволоки, которая свернута в бунт. Его используют для обработки заготовок, которые изготовлены из меди, легированной стали и многих других металлов.
Предназначение автомата продольного точения заключается в изготовлении небольших деталей при серийном производстве из различных прутков, фасонного профиля и проволоки, которая свернута в бунт. Его используют для обработки заготовок, которые изготовлены из меди, легированной стали и многих других металлов.
Автоматы продольного точения оснащаются следующими типами шпиндельных бабок – неподвижными и подвижными. Также данные агрегаты могут быть револьверными, одношпиндельными. Первые имеют некоторые преимущества, поскольку способны одновременно выполнять несколько операций.
Многошпиндельные токарные станки
Такие автоматы предназначены для обработки сложных заготовок, которые сформированы из холоднотянутых прутков разного сечения или из труб. В основном их используют для обеспечения потребностей серийного производства. С их помощью осуществляют следующие операции:
- точение, растачивание и подрезку;
- сверление;
- развертывание;
- формирование резьбы;
- зенкерование.
Высокая производительность такого автомата обеспечивается большой мощностью приводного механизма, достаточной жесткостью конструкции, способностью одновременно выполнять несколько операций.
Настольные
 Основная отличительная черта такого станка – он фиксируется на специальном столе. Данный тип агрегатов имеет небольшие габариты и вес.
Основная отличительная черта такого станка – он фиксируется на специальном столе. Данный тип агрегатов имеет небольшие габариты и вес.
С его помощью можно выполнять широкий перечень различных технологических операций по обработке деталей, изготовленных из металла, дерева, пластика. Также агрегаты настольного типа способны выполнять сверление, расточку или фрезеровку.
В основном такое оборудование используется в домашних условиях или для обеспечения потребностей мелкосерийного производства. Его преимуществом считают низкий уровень энергопотребления, небольшая стоимость. Во время работы настольных станков шум минимален, что очень ценят многие пользователи.
Станки с ЧПУ
Многие станки разного строения оснащены числовым программным управлением или ЧПУ. Они отличаются высокой продуктивностью работы, точностью и легкостью эксплуатации.
При внедрении ЧПУ в основном используют такие типы систем:
- разомкнутые. Подразумевают применение одного потока информации. Такой агрегат первым делом расшифровывает данные, только после чего передает заданные команды всем механизмам;
- замкнутые. Данная система работает с применением двух потоков информации, которые принимаются от считывающего и измеряющего механизма;
- самонастраивающиеся. Корректируют всю информацию на основании изменений, которые происходят во время обработки деталей.
Также станки с ЧПУ разделяют на типы в зависимости от того, как происходит управление основными рабочими процессами:
- позиционные. Подразумевают установку механизма для обработки деталей в нужном положении, только после чего начинается сам процесс работы;
- прямоугольные. Данные системы используют для обработки заготовок, которые имеют ступенчатую форму. Они способны автоматически переключать продольную и поперечную передачи;
- контурные. Обеспечивают беспрерывную работу агрегата в соответствии с заданными параметрами.
Станки с бесступенчатым приводом
 Бесступенчатый привод обеспечивает токарное оборудование возможностью непрерывного изменения частоты вращения шпинделя. При помощи данного агрегата можно осуществлять обработку внутренней и внешней поверхности заготовок. При этом весь рабочий процесс происходит при наличии самых лучших скоростных параметров.
Бесступенчатый привод обеспечивает токарное оборудование возможностью непрерывного изменения частоты вращения шпинделя. При помощи данного агрегата можно осуществлять обработку внутренней и внешней поверхности заготовок. При этом весь рабочий процесс происходит при наличии самых лучших скоростных параметров.
Также станки с бесступенчатым приводом отличаются долгим сроком службы, простотой управления и надежностью. Отчасти это обеспечивается отсутствием коробки скоростей. Регулировка частоты вращения шпинделя происходит механическим, электрическим и гидравлическим путем.
Трубонарезные агрегаты
Данные токарные станки узкоспециализированы. Они применяются только для нарезки труб, изготовленных из стали. Также они могут производить обработку их торцов, наносить резьбу с нужными характеристиками. Данные агрегаты широко используются в разных отраслях промышленности, в том числе в нефтяной и газодобывающей, геологоразведке.
Если трубонарезный станок оснащен ЧПУ, он работает по следующей схеме:
- заготовка в виде трубы фиксируется с двух концов в патроне;
- устанавливается программа, которая способна автоматическим образом устранить все дефектные части детали;
- для выполнения дополнительных операций станок оснащается револьверной головкой, патронами разного типа, резцерезкой.
Чтобы обеспечить долгий срок службы подобного оборудования, его направляющие элементы подвергаются закалке и шлифовке. Это также позволяет повысить точность агрегата, что очень важно для эффективной работы.
Классификация оборудования по типу точности
На основании точности, которую обеспечивает оправленный токарный агрегат, ему присваивают степень:
- С. Характеризуют оборудование с особой точностью;
- В. Присваивают агрегатам, которые во время своей работы обеспечивают высокую точность;
- Н. Дают станкам с нормальной точностью;
- А. Присваивают устройствам, которые отличаются особенно высокой точностью;
- П. Имеют все станки, которые во время работы обеспечивают повышенную точность обработки.
Маркировка токарных станков
Чтобы понять, какими конструкционными особенностями обладают токарные агрегаты, какая их сфера применения, следует обращать внимание на маркировку оборудования.
Она состоит из нескольких цифр, каждая из которых имеет свое значение:
- первая цифра это обязательно 1. Она обозначает, что данный агрегат относится к токарной группе;
- вторая цифра маркировки обозначает тип токарного станка;
- третья и четвертая цифра указывает на высоту его основных центров.
Внимательно изучив все особенности маркировки токарных станков и их классификацию, можно понять принцип их работы.
Основные типы токарных станков;
Токарные станки
К токарным относят большую группу станков, предназначенных в основном для обработки заготовок в виде тел вращения.
Основными технологическими операциями, выполняемыми на токарных станках, являются: обтачивание и растачивание соответственно наружных и внутренних цилиндрических и конических поверхностей, подрезание торцов, прорезка канавок, сверление отверстий, зенкерование, развертывание, нарезание резьб и др.
В состав станков этой группы входят токарно-винторезные, токарно-револьверные, токарно-карусельные, токарно-лобовые, многорезцовые, токарно-затыловочные станки, токарные автоматы и полуавтоматы, специальные токарные станки.
Токарно-винторезные станки позволяют выполнять все вышеперечисленные технологические операции и применяются в основном в единичном и мелкосерийном производствах. Они имеют практически однотипную конструктивную компоновку. Основными сборочными единицами этих станков являются: станина; передняя шпиндельная бабка с размещенной в ней коробкой скоростей; коробка подач, суппорт с резцедержателем и фартуком; задняя бабка. Станина служит для монтажа всех основных сборочных единиц станка и является его основанием. Наиболее ответственной частью станины являются направляющие, по которым перемещается каретка суппорта и задняя бабка.
Токарно-револьверные станки отличаются от токарно-винторезных отсутствием задней бабки, вместо которой расположен револьверный суппорт, и на нем смонтирована револьверная головка. В револьверных станках также отсутствуют ходовые винты. В гнездах револьверной головки можно закрепить резцы сверла зенкеры, развертки метчики, плашки и т.д. Применяя многоинструментальные державки, в одном гнезде револьверной головки можно закрепить несколько режущих инструментов для одновременной обработки заготовки, в результате чего сокращается машинное время. Наличие совершенных механизмов для поворота револьверной головки, а также упоров и других механизмов автоматического останова револьверной головки позволяет сократить вспомогательное время. Поэтому токарно-револьверные станки являются более производительными по сравнению токарными. Ввиду сравнительно сложной наладки токарно-револьверные станки рационально применять в серийном производстве. В условиях крупносерийного и массового производства револьверные станки вытесняются более производительными автоматами и полуавтоматами.
Токарно-карусельные станки применяются для обработки заготовок большого диаметра. Обрабатываемая заготовка закрепляется на круглом столе (планшайбе) с вертикальной осью вращения. Это значительно облегчает установку заготовки и снятие готовой детали со станка. Станки выпускаются двух разновидностей: одностоечные с диаметром планшайбы до 1,6 м и двухстоечные, на которых можно изготавливать детали диаметром до 24 м.
Для обработки коротких заготовок большого диаметра в единичном производстве и в ремонтных мастерских применяют токарно-лобовые станки. На них обтачивают наружные цилиндрические и конические поверхности, подрезают торцы, протачивают канавки, растачивают внутренние отверстия и др. У лобовых станков сравнительно малая длина и большой (до 4 м) диаметр планшайбы.
Многорезцовые токарные станки – это высокопроизводительные специализированные станки, предназначенные для обработки деталей типа ступенчатых валиков, блоков заготовок для зубчатых колес и т.п. в серийном и массовом производстве. Обрабатываемые детали закрепляются в патроне или центрах и получают вращение. Требуемая частота вращения на этих станках обеспечивается сменными зубчатыми колесами. Многорезцовые станки имеют два (и более) суппорта, на каждом из которых может быть установлено несколько работающих резцов (рис. Х). Передний суппорт 1 может получать поперечное перемещение (для врезания) и продольную подачу и продольную подачу для обтачивания наружных цилиндрических поверхностей. Задний суппорт имеет только поперечную подачу, необходимую для проточки канавок, подрезки торцов, обработки фасонных поверхностей, снятия фасок. Одновременная обработка несколькими резцами каждого суппорта и совмещение обработки инструментами нескольких суппортов обеспечивают сокращение машинного времени, что обеспечивает высокую производительность этих станков.
Токарно-затыловочные станки применяются для придания задним поверхностям (затылкам) зубьев фасонных режущих инструментов криволинейной формы – архимедовой спирали. Такой профиль задней поверхности зубьев обеспечивает постоянство заднего угла и профиля режущей кромки по всей длине зубьев при их переточке по передней поверхности. Затылованию подвергаются фасонные, гребенчатые, дисковые модульные, червячные модульные, шлицевые фрезы, а также метчики с прямыми и винтовыми зубьями.
Архимедова спираль получается при равномерном вращательном движении обрабатываемой фрезы 1 (рис. 17) и равномерном перемещении затыловочного резца 2 перпендикулярно оси фрезы (поперечная подача). Подача осуществляется специальным кулачком 3, рабочий участок ВА которого очерчен по архимедовой спирали. За время поворота затылуемой фрезы на один зуб кулачок совершает один полный оборот. Когда ролик 4 перекатывается по участку ВА, совершается рабочий ход суппорта 5 с резцом 2. При попадании ролика на участок АВ суппорт под действием пружины 6 быстро отходит от фрезы (холостой ход). В качестве затыловочного инструмента применяют фасонные резцы или шлифовальные круги. Они имеют фасонный профиль, соответствующий профилю затылуемых зубьев.
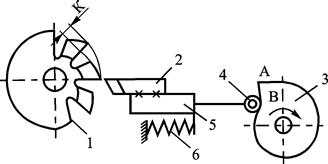
Рис. 17 . Принципиальная схема затылования
Токарно-затыловочные станки внешне похожи на токарно-винторезные станки. На них можно наряду с затылованием выполнять и другие токарные работы, в том числе и нарезание резьбы.
Автоматом называют станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки детали, а также выгрузка (снятие) готовой детали и загрузка новой заготовки.
В полуавтоматах автоматизированы все основные и вспомогательные движения, составляющие цикл обработки одной заготовки, а установка и снятие заготовки со станка и его пуск осуществляются станочником.
Токарные автоматические станки бывают одно- и много шпиндельными. На современных одношпиндельных токарных автоматах можно изготавливать детали из прутков диаметром от 3 до 60 мм, а на многошпиндельных – от 15 до 125 мм. Выбор типа автомата определяется серийностью производства, требуемой точностью обработки, а также экономическими соображениями.
Основные типы токарных станков и их назначение.
На токарных станках обрабатывают детали, имеющие преимущественно форму тел вращения (валики, оправки, втулки, заготовки для зубчатых колес и др.). При изготовлении таких деталей приходиться обрабатывать цилиндрические, конические, фасонные поверхности, нарезать резьбы, вытачивать канавки, обрабатывать торцовые поверхности, сверлить, зенкеровать и развертывать отверстия и др. При выполнении этих работа токарю приходиться пользоваться разнообразными режущими инструментами: резцами, сверлами, зенкерами, развертками, метчиками, плашками и др.
Типы токарных станков.
Токарные станки составляют наиболее многочисленную группу металлорежущих станков на машиностроительных заводах и являються весьма разнообразными по размерам и по типам.
Основными размерами токарных станков являются:
наибольший допустимый диаметр обрабатываемой заготовки на д станиной, или высота центров над станиной;
расстояние между центрами, т.е. расстояние, равное наибольшей длине детали, которая может быть установлена на данном станке..
Все токарные станки по высоте центров над станиной могут быть разделены на:
мелкие станки – с высотой центров до 150 мм;
средние станки – с высотой центров 150-300 мм;
крупные станки – с высотой центров более 300 мм.
Расстояние между центрами у мелких станков не более 750 мм, у средних 750, 1000 и 1500 мм, у крупных от 1500 мм и больше. Наиболее распространены на машиностроительных заводах средние токарные станки.
По типам различают:
токарно-винторезные станки, предназначенные для выполнения всех токарных работ, включая нарезание резьбы резцом (эти станки имеют самое широкое распространение);
токарные станки, предназначенные для выполнения разнообразных токарных работа, за исключением нарезания резьбы резцом.
К станкам токарной группы относятся револьверные, карусельные и многорезцовые токарные станки; токарные автоматы и полуавтоматы; сециальные токарные станки, например для обработки коленчатых валов, выгонных осей и др.
При выполнении работ на токарных станках обрабатываемая заготовка получает вращательное движение, а резец – поступательное перемещение, или движение подачи. Сочетание таких движений обеспечивает получение разнообразных поверхностей вращения: цилиндрических, конических, фасонных и др.
Устройство и назначение токарно-винторезного станка.
Универсальный токарно-винторезный станок предназначен для обработки деталей из черных и цветных металлов. Помимо вышеуказанных операций на таких агрегатах можно выполнять нарезание резьбы (модульной, питчевой, метрической и дюймовой), а также точение конусообразных конструкций.

Универсальный токарно-винторезный станок состоит из следующих основных узлов:
Станина является одним из базовых узлов, по которому перемещаются суппорт и задняя бабка, также станина выступает в качестве несущей опоры под обе бабки (заднюю и переднюю). Сама станина состоит из двух стальных балок, соединенных поперечными ребрами жесткости. На каждой из балок имеется по две направляющие, на правой обе направляющие призматические, на левой — внутренняя направляющая плоская.
· передняя и задняя бабка;
Назначение передней бабки — фиксация обрабатываемой заготовки и передача на нее вращения от электродвигателя. Вращение заготовке сообщает шпиндель, расположенный внутри корпуса бабки. Снаружи ее корпуса смонтированы рукоятки для управления коробкой скоростей, позволяющие регулировать частоту оборотов шпинделя.
Задняя бабка поддерживает правую сторону детали. При использовании вспомогательного инструмента, в нее устанавливаются сверла, метчики, развертки и т.д. В зависимости от конструктивных особенностей бабки классифицируются на два вида — с обычным и вращающимся центром.
Шпиндель – это полый стальной вал, на торце которого расположено коническое отверстие, которое монтируется передний центр станка. Полость шпинделя необходима для возможности установки прутка, посредством которого из посадочного гнезда выбивается центр.
Суппорт — изменение положения резцедержателя, фиксирующего рабочий инструмент, в поперечной, продольной и наклонной плоскостях.
Коробка подач, сообщающает вращение от шпинделя к суппорту.

