

Паспорт на шлифовальный станок 3с130в
3А130 станок круглошлифовальный универсальный полуавтомат
Схемы, описание, характеристики
Сведения о производителе круглошлифовального станка полуавтомата 3А130
Производитель круглошлифовального станка полуавтомата 3А130 – Лубенский станкостроительный завод “Коммунар”
Завод “Феникс” основан в 1915 году и в 1918 году получил наименование “Коммунар”.
С 1957 году завод специализируется на производстве универсальных и специальных круглошлифовальных станков с различным уровнем автоматизации, от станков с ручным управлением до станков с современными ЧПУ.
Станки, выпускаемые Лубенским станкостроительным заводом Коммунар
3А130 станок круглошлифовальный с горизонтальным шпинделем универсальный полуавтомат. Назначение и область применения
Круглошлифовальный 3А130 спроектирован на базе станка 3130 и был заменен на более совершенные модели 3у131 (3у132, 3у133) и 3м131 (3м132, 3м133).
Станки предназначены для наружного шлифования цилиндрических изделий и пологих конусов.
На станках 3А130, имеющих гидравлический механизм врезания, можно выполнять следующие виды обработки:
- продольное и врезное шлифование при ручном управлении;
- врезное шлифование до упора при полуавтоматическом цикле работы.
- продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату.
Станки моделей 3А130 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Общий вид круглошлифовального станка 3А130

Фото круглошлифовального станка 3а130
Гидравлическая схема круглошлифовального станка 3А130
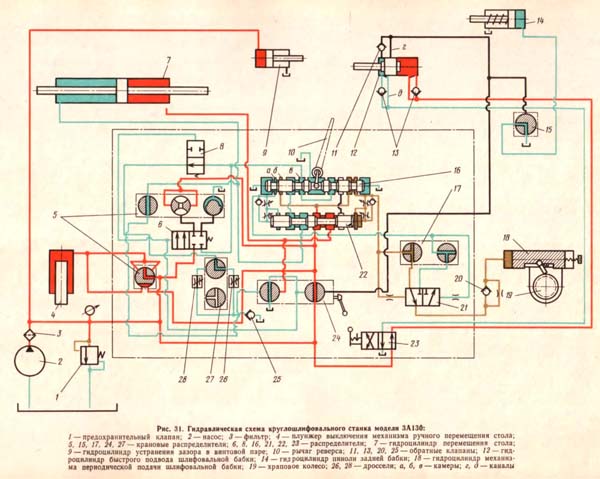
Гидравлическая схема круглошлифовального станка 3а130
Гидравлическая схема круглошлифовального станка 3А130
- предохранительный клапан
- насос
- фильтр
- плунжер выключения механизма ручного перемещения стола
- крановый распределитель
- распределитель
- гидроцилиндр перемещения стола
- распределитель
- гидроцилиндр устранения зазора в винтовой паре
- рычаг реверса
- обратный клапан
- гидроцилиндр быстрого подвода шлифовальной бабки
- обратный клапан
- гидроцилиндр пиноли задней бабки
- крановый распределитель
- распределитель
- крановый распределитель
- гидроцилиндр механизма периодической подачи шлифовальной бабки
- храповое колесо
- обратный клапан
- распределитель
- распределитель
- распределитель
- крановый распределитель
- обратный клапан
- дроссель
- крановый распределитель
- дроссель
- а, б, в — камеры
- г, д — каналы
Описание гидропривода круглошлифовального станка модели 3А130
Работой гидросистемы (рис. 31) управляет с помощью гидропанели ГШУ, которая дает возможность производить:
- включение и выключение перемещения стола
- изменение направления и скорости перемещения стола
- наладочные перегоны стола с требуемой скоростью без нарушения регулировки выбранного режима шлифования
- быстрый подвод и отвод шлифовальной бабки
- автоматическую подачу шлифовальной бабки на изделие в момент реверса стола
Выключение механизма ручного перемещения стола. При включении гидравлического перемещения стола механизм ручного перемещения автоматически выключается. Это достигается тем, что при переводе рукоятки кранового распределителя 24 в положение «Пуск» (показано на рис. 31) масло через крановый распределитель 5 поступает под плунжер 4, который, перемещаясь, выключает муфту.
Движение стола. Наклоном рукоятки крановый распределитель 24 устанавливается в положение, показанное па рис. 31. Если золотник распределителя 16 находится в правом положении, то масло поступает в левую полость распределителя 22, перемещая его золотник в правое положение, в результате чего поршень гидроцилиндра 7 вместе со столом перемещается вправо. Из правой полости цилиндра 7 масло вытесняется на слив через распределители 22, 16, 8, дроссель 26 или 28 в зависимости от положения рукоятки распределителя 27. Дроссель 28 используется для регулировки больших скоростей стола, а дроссель 26 — для регулировки малых скоростей, обычно используемых для правки круга.
Если переместить золотник распределителя 16 влево, то слив масла из правой полости цилиндра 7 прекратится и поршень остановится; одновременно масло из камеры а начнет поступать в правую полость распределителя 22. Золотник этого распределителя будет двигаться влево, и масло под давлением через проточки золотника попадет в правую полость цилиндра 7; поршень цилиндра со столом начнет двигаться влево. Для выключения гидравлического перемещения стола рукоятку следует повернуть влево; при этом крановый распределитель 24 закроет путь маслу к распределителям 22 и 16 и соединит полости цилиндра 7 перемещения стола. При таком положении рукоятки распределителя 24 возможно перемещение стола механизмом ручного перемещения.
Быстрый подвод и отвод шлифовальной бабки. Наклоном рукоятки «к себе» золотник распределителя 23 ставится в положение, показанное на рис. 31. Масло поступает в поршневую полость цилиндра 12 быстрого подвода шлифовальной бабки, перемещая поршень в левое положение до упора в крышку цилиндра. Замедление движения в конце хода достигается постепенным перекрыванием поршнем каналов г и д, через которые масло вытесняется из цилиндра 12 на слив.
Если золотник распределителя 23 переводится в другое крайнее положение, масло поступает через обратный клапан 13 в штоковую полость цилиндра 12 быстрого подвода шлифовальной бабки, передвигая поршень в правое положение.
При отведенной шлифовальной бабке, т. е. при правом положении поршня цилиндра 12, открывается канал и из штоковой полости цилиндра 12 масло через этот канал подается к другим элементам гидросистемы.
Устранение зазора в винтовой паре механизма подачи шлифовальной бабки производится посредством гидроцилиндра 9, шток которого упирается в угольник, закрепленный на шлифовальной бабке.
Перегоны стола. Масло из цилиндра 12 по каналу г через крановый распределитель 24 подается в левую полость распределителя 6 и в верхнюю полость распределителя 8. Золотник распределителя 6, смещаясь вправо, своей левой выточкой открывает путь маслу к среднему сечению кранового распределителя 5, а правой выточкой — путь маслу, сливаемому через правое сечение того же распределителя 5. Золотник распределителя Я, опустившись вниз, закроет слив масла через дроссель 26 (или 28), Если теперь наклонить рукоятку в любую сторону, то повернувшись, распределитель 5 своим левым сечением разобщит полости цилиндра 7, средним — откроет путь маслу к средней полости распределителя 22, а правым — откроет слив из полостей в распределителя 16. Сечением, вынесенным на рис. 31 вниз, крановый распределитель 5 откроет путь маслу под плунжер 4, который выключит механизм ручного перемещения стола.
Автоматическая подача шлифовальной бабки. Подачей управляет крановый распределитель 17: при положении «Отключено» подача отсутствует; при двух других положениях кранового распределителя подача осуществляется один раз за двойной ход стола при реверсе (только справа или только слева) и при четвертом положении — подача при каждом реверсе стола.
Периодическая подача производится с помощью гидроцилиндра 18. При перемещении поршня гидроцилиндра 18 собачка поворачивает колесо 19, а с ним и вал поперечной подачи. На рис. 31 показано положение кранового распределителя 17, соответствующего подаче при каждом реверсе стола.
Если при гидравлическом перемещении стола переключить рычаг 10 реверса, то в правую полость а распределителя 16 поступит масло под давлением. Поток масла устремится через левое сечение распределителя 17 и выточку золотника распределителя 21 под поршень гидроцилиндра 18, перемещая его до регулируемого упора. Через демпфер масло будет поступать в левую полость распределителя 21, медленно перемещая его золотник вправо. Во второй части своего пути, при реверсе стола, золотник закроет путь маслу от гидропанели к полости поршня механизма подач и своей выточкой сообщит эту полость со сливом. Под действием пружины поршень гидроцилиндра 18 переместится в левое положение.
Отвод пиноли задней бабки возможен при отведенной шлифовальной бабке, т. е. при наличии масла под давлением в канале г. Это масло подводится к крановому распределителю 15. Если нажать на педаль распределителя, то кран повернется, направив поток масла в цилиндр 14 пиноли задней бабки. Посредством рычага движение передается пиноли, которая, сжимая пружину, отходит.
Гидропанель круглошлифовального станка 3А130
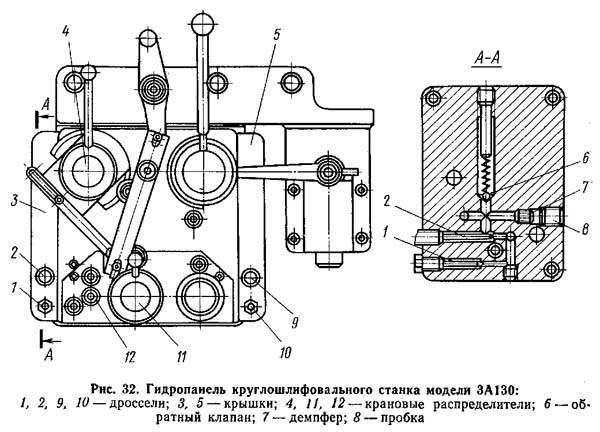
Гидропанель круглошлифовального станка 3а130
Паспорт на шлифовальный станок 3с130в

Универсальные круглошлифовальные станки моделей ЗА130 и 3131 предназначены для наружного и внутреннего шлифования цилиндрических и конических поверхностей изделий в условиях единичного и серийного производства. Па станках можно шлифовать плоские фланцевые поверхности.
Изделие может быть установлено в неподвижных центрах к приводиться во вращение поводком, закрепленным на плавающей планшайбе передней бабки. Его можно также крепить в патроне передней бабки. В этом случае шпиндель бабки с укрепленным на нем патроном получает вращение от план-шайбы.
Каждый станок снабжен поворотным верхним столом, что дает возможность выполнять на нем шлифование пологих конических поверхностей изделии,
Шлифовальные и передние бабки станков — поворотные, поэтому на станках можно шлифовать любые конические поверхности и плоские фланцы.
На станках производится шлифование до упора с подачей, компенсирующей износ шлифовального круга.
Гидрокинематическая схема

Посредством кинематических цепей и гидравлической системы (рис. 9) в станке осуществляются следующие движения:
вращение шпинделя шлифовальной бабки;
вращение шпинделя приспособления для внутренней шлифовки;вращение изделия;
ручная подача шлифовальной бабки; ручное перемещение стола;
автоматическая подача шлифовальной бабки (периодическая подача);
гидравлическое перемещение стола;
быстрый гидравлический подвод и отвод шлифовальной бабки;
гидравлический отвод пи ноли задней бабки.
Станина и столы

По продольным направляющим передней части станицы 1 (рис. 11 и 12) перемещается нижний стол З, на котором смонтирован верхний стол 4. Верхний стол может поворачиваться при помощи винта 14 и гайки 13 в горизонтальной плоскости при настройке станка для шлифования пологих конусов. Для закрепления верхнего стола в нужном положении служат прижимы 2 и 7. В Т- образном пазу нижнего стола закрепляются переставные упоры 10 реверса стола.
Столы перемещаются вручную или гидравлически.
Механизм ручного перемещения стола своей шестерней зацепляется с. рейкой 11.
Для гидравлического перемещения служит цилиндр 5. Штоки в и 12 этого цилиндра связаны с нижним столом в станке ЗА130 и со станиной в станке 3131. Подтягиваются уплотнения штоков фланцами башмаков цилиндра.
На задней выступающей части станины укреплена подкладная плита 5 и поворотная 9 с направляющими для салазок шлифовальной бабки.
Во внутренней полости станины располагаются резервуары для масла и охлаждающей жидкости, которые разделены только металлической перегородкой, что способствует передаче тепла от масла к охлаждающей жидкости.
Шлифовальная бабка поворотная

Шпиндель 5 шлифовальной бабки (рис. 14) вращается в подшипниках скольжения особой конструкции. Каждый подшипник состоит из трех сегментных вкладышей, один из которых регулируемый. Конструкция подшипников (см. рис. 37) обеспечивает автоматическую регулировку зазора между подшипником и шпинделем при вращении шпинделя.
Шпиндель удерживается в осевом направлении бронзовыми кольцами 10 (рис. 14). закрепленными в корпусе 6. Зазор между кольцами и буртиком шпинделя выбирается усилием пружин 9.
Уплотнительные устройства 4 состоят из резиновых манжетов и подвижных втулок с бронзовыми кольцами Втулки прижимаются пружинами к торцу шпинделя и препятствуют вытеканию масла из полости шпинделя.
На корпусе 1 бабки смонтирован насос и фильтр смазки. Для контроля наличия масла в полостях корпуса бабки имеются Указатели уровня.
Механизм поперечной подачи

Механизм смонтирован на корпусе шлифовальной бабки Для удобства шлифования с повернутой шлифовальной бабкой он выполнен поворотым. Механизм поперечной подачи состоит из передней панели, редуктора, деталей механизма автоматической подачи и конических шестеренных передач.
На передней панели (рис. 17) имеется маховичок ручной подачи, лимб контроля подачи, рукоятка 1 подачи вручную на одно деление лимба, рукоятка переключения редуктора 2, рукоятка переключения величины автоматической подачи 3 и элементы, с помощью которых приводятся в действие откидной упор и собачка механизма автоматической подачи. Наличие редуктора позволяет осуществлять ручное перемещение шлифовальной бабки с двумя различными скоростями и удвоить количество автоматических подач.
Переключение редуктора для увеличения подачи происходит при фиксировании рукоятки 4 (рис. 18) в положении «на себя». При этом муфта 11 оказывается выключенной, а шестерня 10 сцепленной с меньшим венцом шестерни 12. В таком положении редуктора коническая шестерни 13 вращается и четыре раза быстрее лимба 7 (и маховичка 6).
При расфиксировании рукоятки 4 сжатая пружина передвигает шестерню 10. Вращение шестерни 13 передается отмаховичка или храпового колеса 9 через муфту 11 в отношение 1:1 (положение для малых подач).Поршень 1 и собачка 2 вместе с храповым колесом 9 участвуют в процессе автоматической подачи (см. разд. VI).
Упор 8 закреплен жестко на лимбе. Его назначение:—выключать собачку 2 автоматической подачи при настройке станка для шлифования до упора. Кроме того, деталь 8 непользуется при работе станка с настройкой на шлифование до жесткого упора.
Детали 3 и 5 служат для новорачивания лимба 7 относительно всех остальных деталей механизма. Это нужно для осуществления дополнительной подачи шлифовальном бабки на величину износа круга при шлифовании до упора.
Механизм ручного перемещения стола

Механизм (рис.19) представляет собой двухскоростной редуктор. При перемещении маховичка 4 “на себя” включается малая скорость вращения вала шестерни 1. Такое положение соответствует малой скорости ручного перемещения стола.
При перемещении маховичка “от себя ” включается в работу шестерня 3 и меньший венец шестерни 2. Скорость вращения шестерни 1 становится больше при той же скорости вращения маховичка 4.
В механизме имеется блокирующее устройство, которое работает при включении гидравлического перемещения стола (см. «.Выключение механизма ручного перемещения стопа в разд VI).
Передняя бабка

Конструкция передней бабки (рис. 21) позволяет производить шлифование при вращающемся или неподвижном шпинделе. Шпиндель 2 установлен на подшипниках высокого класса точности.
Передняя бабки — поворотная. Закрепление бабки, повернутой относительно плиты 1(рис. 21). производится с помощью винта 4. Для фиксации бабки в «нулевом» положении имеется специальный штифт. Для фиксации шпинделя служит стопор 3.
Ремни клиноременных передач натягиваются от смещения подмоторной плиты с помошью винта 6 и вращения эксцентрикового фланца на правой стенке корпуса бабки. Передняя бабка приспособлена для выполнения шлифовальных работ в патроне и в центрах. В первом случае на шпиндель надевается патрон (рис. 20), во втором — в шпиндель вставляется центр, а изделие приводится во вращение поводком 7 (рис. 21). закрепленным на плавающей планшайбе 5.
Изменение скорости вращения изделия плавное, осуществляется регулятором оборотов. Скорость вращения контролируется тахометром.
Задняя бабка

В коническое отверстие пиноли 3 вставляется нормальный центр. Изделие зажимается в центрах действием пружины 5 (рис. 23). Усилие пружины регулируется винтом 4.
Отвод пиноли и производится гидравлически (см. «Отвод пиноли задней бабки» в разд. VI). Предусмотрен и ручной отвод путем поворачивания четырехгранника 1 Для зажима пиноли служит рукоятка 2.
Закрытый люнет

Открытый люнет

Люнет (рис. 25 и 26) применяется при шлифовании длинных и тонких деталей днаметром от 8 до 60 мм.
Установка губок 3 и 4 (рис 26) люнета на диаметр шлифуемого изделии производится винтами 1 и 2. Регулировка верхней и нижней губок — независимая.

Для работы станка необходимо, чтобы были включены автоматы В1. В2. В3.
Работа на станке начинается после нажатии кнопки Кн2.при этом получают питание приводы гидронасоса M1. насоса смазки подшипников шпинделя шлифовальной бабки М2.
Переключателем В4 расположенным на гидропанели устанавливается режим заботы станка на наружную (электродвигатель М3) или на внутреннюю шлифовку (электродвигатель М4).
Включение и отключение двигателей шлифовальных кругов осуществляется кнопками КнЗ Кн4 и магнитными пускателями Р8 и Р9.
Электросхемой предусмотрены два режима управления работой электропривода вращении изделия М7 автоматический и ручной. Переключение осуществляется переключателем В5. установленным на пульте управления.
При ручном управления режимом работы двигателя контакты переключателя В5 (17-19) замкнуты.
Нажатием кнопки Кн6 включается реле Р11, которое управляет работой магнитного пускателя Р12. включающего двигатель изделия.
Для остановки электродвигателя изделия нажать кнопку Кн5, при этом отключается пускатель Р12 и включается пускатель Р13. который включает электродвигатель М7 в режим динамического торможения.
При автоматическом режиме работы замкнуты контакты В5 (21 19)- При установке на гидропанели рукоятки в положение. «Быстрый подвод шлифовальная бабки» шлифовальная бабка отойдет от исходного положения, замкнется 113 контакт В6 и через промежуточное реле-Р11 автоматически включается привод вращения изделия М7.
При установке на гидропанели рукоятки и положение «Быстрый отвод шлифовальной бабки», под действием гидравлики шлифовальная бабка отойдет в исходное положение В6 разомкнется, промежуточное реле Р11 автоматически переключит двигатель М7 в режим динамического торможения до останова.
Включение и отключение электродвигателей М5 и Мб (приводы насоса охлаждения и магнитного сепаратора) осуществляется автоматически одновременно с включением и отключением электропривода вращения изделия. Кроме того, электродвигатели М5 и Мб могут быть включены и отключены вручную с помощью установленного на пульте переключателя В7 при неработающем электродвигателе М7.
Отключение всех электродвигателей осуществляется воздействием на кнопку Кн1.
Включение и отключение местного освешения осуществляется переключателем В8. установленным на пульте.
ПАСПОРТА (руководство, документация) НА ШЛИФОВАЛЬНЫЕ СТАНКИ




ПАСПОРТа на Шлифовальные станки.
- 3А10П (Ленинград)паспорт станка
- 3А110 (Тбилиси)паспорт станка
- 3А130; 3131 (Лубенск)паспорт станка
- 3А141; 3140 (Лубенск)паспорт станка
- 3А151; 3А161; 3Б151; 3Б161 (Харьков)паспорт станка
- 3А153У (Харьков) паспорт станка
- 3А164; 3А164А; 3А164В (Харьков)паспорт станка
- 3А172 (Харьков)паспорт станка
- 3А184(П)паспорт станка
- 3А227; 3А227В; 3А227П; 3А227ВП (Саратов)паспорт станка
- 3А228(П); 3А229 (Воронеж)паспорт станка
- 3А423 (Полтава)паспорт станка
- 3Б12паспорт станка
- 3Б70В паспорт станка
- 3Б153 (Вильнюс)паспорт станка
- 3Б153Упаспорт станка
- 3Б722паспорт станка
- 3Б724 (Воронеж)паспорт станка
- 3Б740 (Липецк)паспорт станка
- 3Б756 (Воронеж)паспорт станка
- 3Б890паспорт станка
- 3Б890Мпаспорт станка
- 3В10паспорт станка
- 3В18паспорт станка
- 3В423 паспорт станка
- 3Г71(Орша)паспорт станка
- 3Г71М (Орша)паспорт станка
- 3Г182; 3184 (Витебск)паспорт станка
- 3Г833-притирочно-хонинговальный (Краснореченское)паспорт станка
- 3Д4230 (А) (Лубенский завод)паспорт станка
- 3Д711ВФ11паспорт станка
- 3Д722 (Липецк)паспорт станка
- 3Д725 (Воронеж)паспорт станка
- 3Д740В; 3Д741В (Липецк)паспорт станка
- 3Д756 (Воронеж)паспорт станка
- 3Е12 (Вильнюс)паспорт станка
- 3Е153 (Вильнюс)паспорт станка
- 3Е183А; 3Е183В (Витебск)паспорт станка
- 3Е710В-1паспорт станка
- 3Е711В, 3У711В.паспорт станка
- 3Е711ВФ1 (АФ!); 3Е721ВФ1-1 (АФ1-1)паспорт станка
- 3Е756Л-1 (Воронеж)паспорт станка
- 3Е881 паспорт станка
- 3Е881М (Вильнюс)паспорт станка
- 3К12паспорт станка
- 3К225А; 3К227А; 3К228А; 3К229А (Воронеж) паспорт станка
- 3К225А; 3К227А (Саратов)паспорт станка
- 3К228В (Воронеж)паспорт станка
- 3К229В (Воронеж)паспорт станка
- 3К833 паспорт станка
- 3Л722А (Липецк)паспорт станка
- 3Л722В паспорт станка
- 3Л741АФ10 (Липецк)паспорт станка
- 3М131 (Харьков)
- 3М132В (Харьков)паспорт станка
- 3М151; 3М151В; 3М152; 3М152В; 3М162; 3М163; 3М163В; 3М164 (Харьков)паспорт станка
- 3М162МВФ2 (Харьков)паспорт станка
- 3М173; 3М174; 3М175 (Лубенск)паспорт станка
- 3М182 (Витебск)паспорт станка
- 3М182; 3М184 (Витебск)паспорт станка
- 3М193; 3М194; 3М195 3М196; 3М197 (Харьков)паспорт станка
- 3М227ВФ2; 3М227АФ2 (Саратов)паспорт станка
- 3У10А(Вильнюс) паспорт станка
- 3У10В (Вильнюс)паспорт станка
- 3У12А; 3У12УА; 3У12ОА; 3У12В (Вильнюс)паспорт станка
- 3У12УВФ10; 3У12ВФ11 паспорт станка
- 3У131ВМ; 3У133МВ (Лубенский завод Коммунар)паспорт станка
- 3У131М (Лубенский «Коммунар»)паспорт станка
- 3У133(Лубны)паспорт станка
- 3У143; 3У144.паспорт станка
- 3ШП-320паспорт станка
- 3SMO (Кординатно шлифовальный)(Швейцария)паспорт станка
- 310П (Ленинград)паспорт станка
- 371М-1 (Витебск))паспорт станка
- 372Б (МСЗ)паспорт станка
- 375С (Воронеж)паспорт станка
- 395М (Ленинград)паспорт станка
- 395МФ10 (Ленинград)паспорт станка
- 1071Е (Англия)паспорт станка
- 1400(Прецизионный плоскошлифовальный) (Англия)паспорт станка
- 3151 (Харьков)паспорт станка
- 3164 (Харьков)паспорт станка
- 3180 (Витебск)паспорт станка
- 3225(П) (Саратов)паспорт станка
- 3701 (А); 3711 (Орша)паспорт станка
- 3890паспорт станка
- 3951ВФ1паспорт станка
- ДШ-62М (Дербент)паспорт станка
- ДШ-102 (Дербент)паспорт станка
- Л3-98паспорт станка
- ЛЗ-269Ф2 (Ленинград)паспорт станка
- МВ 6020 (Саратов)паспорт станка
- МС 339; 3508; 3510паспорт станка
- ОШ 400 паспорт станка
- СА2М (Москва)паспорт станка
- СПШ-30Т (Тула) паспорт станка
- Ш-150К паспорт станка
- AL1-R-001 (WOLTERS) (Германия)паспорт станка
- BHP 20NA (Чехословакия)паспорт станка
- BHU-32A (Чехословакия)паспорт станка
- FF 35022 (ФРГ)паспорт станка
- HF 50 RD JUNG (Германия)паспорт станка
- HVR 90 SERDI (США)паспорт станка
- GCN 15-100 (Япония)паспорт станка
- J4GA (Кординатно шлифовальный)паспорт станка
- NOVA 10135;(50400)(100600) (Италия)паспорт станка
- PFS4U (PeTeWe) (ФРГ) 1976г.паспорт станка
- R4-1200V (Италия)паспорт станка
- RSM 500 (Германия) паспорт станка
- RT 50 (Италия)паспорт станка
- SASL 125×250 (Германия)паспорт станка
- SI 125×175 (Германия)паспорт станка
- SIW 3 (B; U; E) (ГДР)
- SU 315 (ГДР)паспорт станка
- SIXZB 160×1000 (ГДР)паспорт станка
- SW4/5 VA11 ELB (Германия) паспорт станка
- SWPO 80 (ГДР) паспорт станка

КЛАССИФИКАЦИЯ И НУМЕРАЦИЯ ШЛИФОВАЛЬНЫХ СТАНКОВ
Группа станков с абразивным инструментом обозначена цифрой 3 (первая цифра в обозначении модели). Вторая цифра указывает тип станка: 1 – круглошлифовальные, 2 – внутришлифовальные, 3 – обдирочно – шлифовальные, 4 – специализированные шлифовальные для коленвалов, 5 – не применяется, 6 – заточные, 7 – плоскошлифовальные, 8 – доводочные и полировальные, 9 – разные станки с применением абразивного инструмента.
По точности все станки делятся на пять классов: Н – нормальной точности, П – повышенной, В – высокой, А – особо высокой точности, С – особо точные станки
. СКАЧАТЬ ПАСПОРТ СТАНКА БЕСПЛАТНО:
Паспорт – это основной технический документ, содержащий данные, характеризующие станок, рекомендации по установке его и уходу за ним. В паспорте указывают основные размеры станка, скорости шпинделя и стола, величины подач, величину наибольшего допустимого крутящего момента на шпинделе и мощность. В нем содержатся сведения об основных принадлежностях и приспособлениях к станку, о приводе, гидравлических механизмах, схеме управления станком, об устранении дефектов при работе, приводятся электро- и гидросхемы, кинематическая схема, спецификация подшипников, зубчатых колес, электродвигателей, золотников, клапанов и других устройств.
Паспорт используется цеховым технологом как документ для назначения режимов обработки, подбора приспособлений, планировки размещения станка в цехе. Паспорт необходим также механику и энергетику как руководство по эксплуатации и ремонту станка; в него вносят данные о проведенных ремонтах и модернизации.
При работе станка могут возникнуть различные неисправности, которые может устранить сам рабочий или сообщить о них слесарю-ремонтнику. Указания о методах исправления дефектов приведены в паспорте.
ПАСПОРТ СТАНКА:
К каждому станку, заводом-производителем, прилагается “Руководство по эксплуатации станка”. “Руководство” содержит: краткое описание назначения и области применения станка; инструкцию по перемещению (перевозки), распаковке и установки станка (с чертежом фундамента); описание конструкции основных сборочных единиц (узлов) станка; инструкцию по пуску и обслуживанию станка; паспорт электрооборудования и электрическую схему станка.
Отдельной составной частью руководства является ПАСПОРТ станка, оформленный на специальных стандартных бланках. Паспорт содержит: основные данные станка (характеристику); спецификацию сборочных единиц (узлов) станка; таблицу основных параметров зубчатых колес, червяков, винтов и гаек; кинематическую схему станка; таблицу механики главного движения (положение рукояток и соответствующие им частоты вращения шпинделя, наибольшие допускаемые крутящие моменты, мощности, кпд, указания о слабых звеньях); таблицу механизма подачи (положение рукояток и соответствующие им величины подачи), схему расположения и спецификацию подшипников. К “Руководству” прилагаются чертежи наиболее часто заменяемых деталей станка.
Ознакомление с новым станком станочник начинает с изучения паспорта станка и “Руководства по эксплуатации станка” .
Этими документами руководствуются также при ремонтах и регулировках станка, смене смазки, модернизации станка или установке на него специальных приспособлений.
Станок круглошлифовальный универсальный 3А130
Назначение станка по металлу 3А130
Станок предназначен для наружного и внутреннего шлифования цилиндрических, конических поверхностей деталей при установке их в центрах, патронах в условиях единичного и мелкосерийного производства
Технические характеристики станка 3А130
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок круглошлифовальный универсальный 3А130 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 3А130 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию – Станок круглошлифовальный универсальный 3А130 составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок круглошлифовальный универсальный 3А130 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок круглошлифовальный универсальный 3А130 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.

