

Правила эксплуатации сверлильных станков
Устройство и особенности эксплуатации сверлильных станков
Сверлильный станок – это устройство, служащее для формирования отверстий в деталях из различных материалов. Технические возможности современных станков данной категории позволяют использовать их не только для создания отверстий, диаметр которых доходит до 100 мм, но и для выполнения целого перечня других технологических операций.
Рассмотрим конструкцию на примере бытового сверлильного станка.
Бытовая модель – это, как правило, настольный сверлильный станок, который отличается компактными габаритами и устанавливается на поверхности верстака или на любом другом возвышении, которое обеспечивает удобство его использования. В подавляющем большинстве случаев это вертикально-сверлильный станок, устройство которого является наиболее типичным для оборудования подобного назначения.
Базовыми элементами сверлильного станка выступают:
· шпиндельная бабка, в которой монтируется рабочий патрон, служащий для фиксации режущего инструмента;
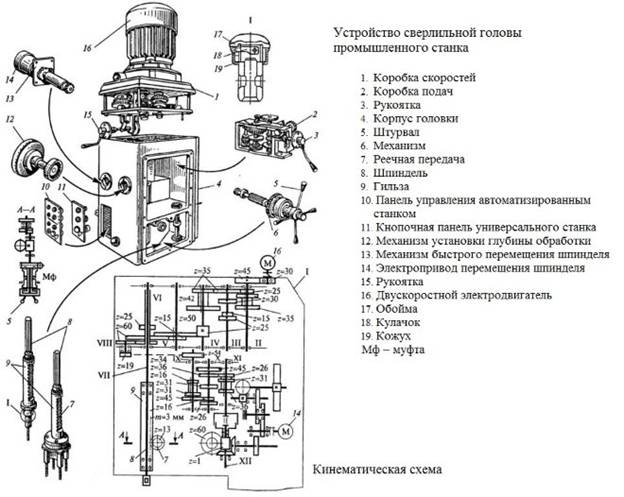
· сверлильная головка, конструкция которой включает в себя шпиндельную бабку, приводной электрический двигатель и ременную передачу;
· несущая стойка-колонна, на которой монтируется сверлильная головка оборудования;
·  массивная опорная плита, изготовленная методом литья из стали или чугуна (она выполняет две функции: служит надежным основанием для станка и используется для закрепления вертикальной стойки оборудования).
массивная опорная плита, изготовленная методом литья из стали или чугуна (она выполняет две функции: служит надежным основанием для станка и используется для закрепления вертикальной стойки оборудования).
Технологические операции, для которых предназначен вертикальный сверлильный станок, выполняются за счет двух движений шпинделя: основного и вспомогательного. Первое движение – это вращение шпиндельного узла, а второе – его перемещение в вертикальном направлении. Свое название вертикально-сверлильный станок как раз и получил за то, что его шпиндель совершает движение подачи в вертикальном направлении. За выполнение такого движения отвечает специальная ручка-штурвал, расположенная на боковой части корпуса аппарата.
Шпиндельный узел как производственного, так и бытового сверлильного станка приводится в действие посредством электродвигателя, сообщающего крутящий момент валу ременной передачи. Сверлильные станки, предназначенные для бытового использования, оснащаются электродвигателями, мощность которых составляет 250–1000 Вт.
На многих моделях бытовых станков сверлильной группы скорость вращения режущего инструмента можно регулировать, что обеспечивается за счет использования в их конструкции валов ременной передачи разного диаметра. Принцип регулирования скорости вращения шпинделя на таких станках достаточно прост: при выключенном приводном электродвигателе ремень просто перекидывается в канавку той части шкива, которая имеет другой диаметр. По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.
На станках для бытового использования обычно устанавливаются сверлильные патроны, идентичные зажимным устройствам ручных электродрелей. Такие патроны с 3 самоцентрирующимися кулачками рассчитаны на фиксацию сверл, диаметр которых доходит до 12 мм. Для работы с этим патроном необходим специальный ключ, при помощи которого осуществляется зажим или ослабление фиксирующих кулачков.
Технические возможности сверлильных станков бытового назначения позволяют обрабатывать детали, высота которых находится в интервале 200–900 мм. Данный параметр зависит от того, на какую высоту сверлильная головка может подниматься на стойке оборудования. Принцип перемещения сверлильной головки по колонне станка у различных моделей может варьироваться. На самых простых и легких устройствах рабочая головка перемещается на требуемую высоту вручную, а на более крупном и тяжелом оборудовании для этого предусмотрена специальная рукоятка-штурвал, которая соединена с приводным механизмом.
Для фиксации сверлильной головки в требуемом положении и для ее установки на необходимой высоте перед началом обработки используется специальная рукоятка. Регулировать и фиксировать положение рабочей головки перед началом сверления необходимо потому, что величина вылета патрона из шпиндельного узла достаточно невелика и составляет в зависимости от модели агрегата 50–400 мм.
Важным параметром, по которому оценивают любой сверлильный станок, является вылет сверла. Этот параметр, который у разных моделей бытовых станков может находиться в интервале 100–200 мм, характеризует расстояние от оси вращения режущего инструмента до оси стойки-колонны (от него зависит то, на каком расстоянии от края детали можно просверлить отверстие).
Основным требованием к плите-основанию сверлильного станка, которая должна обеспечивать его устойчивое положение на любой горизонтальной поверхности, является ее массивность и габариты, достаточные для того, чтобы уравновешивать массу остальных конструктивных элементов оборудования.
Назначение верхней части такой плиты – служить рабочим столом, поэтому ее делают максимально ровной с несколькими пазами. Центральный из этих пазов используется при сверлении сквозных отверстий и необходим для того, чтобы в процессе выполнения такой технологической операции избежать повреждений сверла и поверхности рабочего стола. Остальные пазы на поверхности рабочего стола нужны для закрепления различных зажимных приспособлений.
Вертикальное перемещение сверла, закрепленного в патроне, осуществляется за счет рычажного механизма, приводимого в действие специальной рукояткой. Такая рукоятка, расположенная на боковой поверхности корпуса станка, специально подпружинивается, что обеспечивает ее автоматический возврат в исходное состояние после того, как воздействие на нее прекращается.
Электродвигатель на бытовых моделях питается преимущественно от электрической сети с напряжением 220 В. Он запускается и останавливается при помощи кнопочной станции. На отдельных моделях бытовых сверлильных станков, технические возможности которых позволяют нарезать внутреннюю резьбу, предусмотрен реверсивный запуск электродвигателя.
Производственные сверлильные станки представляют собой значительно более сложные устройства, чем бытовые модели. Большая часть моделей таких станков – это универсальное оборудование, позволяющее выполнять не только сверление по металлу и прочим материалам, но и ряд других технологических операций.
К производственным сверлильным станкам относятся устройства следующих категорий:
Станки настольного типа. Такие станки отличаются небольшими размерами и незначительным весом. Их применяют для сверления отверстий, имеющих небольшой диаметр.
Вертикально-сверлильные (колонные) станки. Эти станки используют для оснащения мелкосерийных и единичных производств. С их помощью можно получать в заготовках из металла отверстия, диаметр которых находится в интервале 18–75 мм.
Радиально-сверлильные аппараты. Данное оборудование служит для обработки массивных деталей из металла или заготовок, в которых необходимо сформировать отверстия с центрами, расположенными по дуге окружности. Устройство сверлильного станка этой категории характеризует достаточно большой вылет шпиндельного узла, величина которого может доходить до 1300–2000 мм.
Координатно-сверлильные устройства.Использование таких станков актуально в тех случаях, когда предъявляются высокие требования к точности расположения нескольких отверстий в детали.
Горизонтально-сверлильные аппараты.На этих устройствах обрабатывают отверстия, отличающиеся значительной глубиной (валы, оси, штоки и др.).
Центровальные станки.Такое оборудование используется для формирования центровых отверстий, расположенных на торцах обрабатываемых деталей.
Многошпиндельные станки.На агрегатах, оснащенных несколькими шпиндельными головками, может одновременно выполняться обработка множества отверстий, расположенных в вертикальной, горизонтальной и наклонной плоскостях.
Комбинированные станки.На устройствах сверлильно-фрезерной, сверлильно-токарной, сверлильно-долбежной и ряда других категорий могут одновременно выполняться различные технологические операции.
Наиболее распространенными считаются станки вертикально- и горизонтально-сверлильной группы. Многие современные модели сверлильных станков оснащают системами числового программного управления, что позволяет серьезно повысить производительность такого оборудования и обеспечить высокую точность обработки. Станки с такой системой управления используют преимущественно для оснащения серийных и крупносерийных производственных предприятий.
Среди специального сверлильного оборудования следует упомянуть магнитные станки, которые применяются для получения отверстий в крупногабаритных деталях. Такие устройства, оснащенные специальным магнитным основанием, размещаются непосредственно на поверхности обрабатываемой детали и надежно удерживаются на ней за счет мощного магнитного поля. Большим преимуществом станков данной категории является то, что их можно располагать в любом пространственном положении.
Подача режущего инструмента напромышленном сверлильном оборудовании может выполняться не только вручную, но и в автоматическом режиме. Практически на любом из таких станков предусмотрена возможность регулирования скорости вращения шпиндельного узла и величины подачи, за что отвечают коробка скоростей и коробка подач соответственно.
Настольные сверлильные станки профессионального класса отличаются от бытовых моделей высокоточными комплектующими, начиная от опорных подшипников и заканчивая патроном
Поскольку такие станки используются более интенсивно и для решения ответственных задач, их кинематическая схема отличается более сложным и надежным исполнением. Во многих из современных моделей данных аппаратов предусмотрена опция автоматического реверсирования направления подачи и вращения режущего инструмента в тот момент, когда он достигает требуемой глубины обработки.
 Шпиндельный узел большинства моделей такого оборудования оснащен механизмом автоматического подвода к поверхности обрабатываемой детали. Практически обязательной опцией для данных станков является автоматическая подача охлаждающей жидкости в зону обработки в тот момент, когда такая обработка начинается.
Шпиндельный узел большинства моделей такого оборудования оснащен механизмом автоматического подвода к поверхности обрабатываемой детали. Практически обязательной опцией для данных станков является автоматическая подача охлаждающей жидкости в зону обработки в тот момент, когда такая обработка начинается.
В последнее время промышленные предприятия активно оснащаются сверлильными станками, работой которых управляет система ЧПУ. Преимуществом использования такого оборудования является то, что в них автоматизированы основные и вспомогательные технологические операции, что позволяет значительно повысить их производительность по сравнению с моделями, управляемыми вручную.
Промышленные станки сверлильной группы, как уже говорилось выше, способны выполнять различные технологические операции:
· обработку отверстий с использованием зенкера;
· снятие фасок в верхней части отверстий, формирование цилиндрических и конических углублений – зенкование;
· обработка отверстий при помощи цековки;
· нарезание внутренней резьбы;
· обработка отверстий при помощи резца – растачивание;
· финишная обработка отверстий при помощи шариковых или роликовых инструментов – выглаживание;
· обработка деталей при помощи фрезерного инструмента (формирование пазов и др.).
4. Список использованной литературы:
1. Н. И. Макиенко «Слесарное дело»
2. Марки стали и сплавов
3. Описание фланцев
4. Сверление отверстий по кондуктору http://tepka.ru/Praktikum_po_slesarnomu_delu/8.5.html
5. Кондуктор для сверления
6. Устройство и особенности эксплуатации сверлильных станковhttp://met-all.org/oborudovanie/stanki-sverlilnye/sverlilnyj-stanok-ustrojstvo-nastolnyj.html
Содержание
1. Содержание задания
2. Конструкция приспособления
2.1. Требования к приспособлению
2.2. Описание конструкции приспособления и его работа
2.3. Технологический процесс изготовления фланца
2.4. Обоснование выбора материала и типа заготовок
3. Обработка заготовок на сверлильных станках
3.1. Характеристика метода обработки сверлением
3.3.Устройство и особенности эксплуатации сверлильных станков
Правила эксплуатации сверлильных станков

При холодной обработке металлов основными опасными и вредными производственными факторами, воздействующими на работников, являются движущиеся машины и механизмы; подвижные части производственного оборудования; передвигающиеся изделия, заготовки и материалы; острые кромки, заусенцы и шероховатости на поверхностях заготовок, инструментов и оборудования; стружка обрабатываемых металлов.
Требования охраны труда при эксплуатации сверлильных и заточных станков устанавливаются Межотраслевыми правилами по охране труда при холодной обработке металлов, утвержденными постановлением Министерства промышленности Республики Беларусь и Министерства труда и социальной защиты Республики Беларусь от 28 июля 2004 г. № 7/92 https://otb.by/documents/download/13-pravila/285-2010-04-22-13-36-49 , а также Межотраслевыми общими правилами по охране труда https://otb.by/documents/download/19-rabochaya/279-2010-04-22-13-36-49 , утвержденными постановлением Министерства труда и социальной защиты Республики Беларусь от 3 июня 2003 г. № 70.
Производственное оборудование должно быть укомплектовано эксплуатационными документами (паспорт, руководство по эксплуатации и др.), содержащими требования безопасности, и соответствовать этим требованиям в течение всего срока эксплуатации.



К эксплуатации допущены самодельные заточные станки, не соответствующие требованиям безопасности
Станки сверлильной группы
Время остановки шпинделя у сверлильных станков с мощностью главного привода до 4 кВт и частотой вращения шпинделя до 3000 об/мин не должно превышать 3 с.
В станках с мощностью главного привода более 4 кВт и частотой вращения шпинделя до 2000 об/мин время остановки шпинделя не должно превышать 5 с.
Устройство (противовес или пружина) для возврата шпинделя станка в исходное положение должно обеспечивать его перемещение на всей длине хода.
В многошпиндельных сверлильных станках, установленных на общей станине, имеющих индивидуальные приводы шпинделей и общий вводной выключатель, предусматриваются устройства для пуска и выключения каждого шпинделя и аварийные выключатели для одновременного выключения всех станков с любого рабочего места.
На столах станков должна предусматриваться возможность надежного закрепления изделий и приспособлений.
При сверлении отверстий в деталях необходимо использовать стационарные или ручные зажимные приспособления (зажимные устройства, упоры, направляющие, кондукторы и др.). Не допускается удерживать деталь непосредственно в руках.
Приспособления для закрепления инструмента должны обеспечивать надежный зажим, точное центрирование инструмента и не иметь выступающих частей.


На станках отсутствуют стационарные или ручные зажимные приспособления, отсутствует местное освещение

На станке отсутствуют стационарные или ручные зажимные приспособления; неисправно устройство, предотвращающее самопроизвольное опускание шпинделя станка; отсутствует местное освещение
Вертикально-сверлильные и радиально-сверлильные станки должны быть оснащены устройствами, предупреждающими самопроизвольное опускание траверсы, хобота, кронштейна
Станки для абразивной обработки
Заточные, точильные и обдирочные шлифовальные станки, при работе на которых обрабатываемое изделие не закреплено жестко на станке, а удерживается вручную, должны иметь защитные экраны со смотровыми окнами из прозрачного небьющегося материала толщиной не менее 3 мм и передвижные подручники, обеспечивающие установку и закрепление их в требуемом положении. При невозможности использования стационарного защитного экрана необходимо применять защитные очки или защитные лицевые щитки с наголовным креплением.
Допускается не устанавливать защитные устройства на станках, в которых само изделие выполняет функции защитного устройства (например, на внутришлифовальных станках); на оптических профилешлифовальных станках и универсально-заточных станках при работе без смазочно-охлаждающей жидкости и при наличии пылеотсасывающего устройства.
В круглошлифовальных станках, работающих со скоростью круга 60 м/с и выше, зона обработки со стороны рабочего должна полностью закрываться ограждением.
Абразивные круги на заточных, обдирочных и шлифовальных станках (за исключением внутришлифовальных) должны ограждаться защитными ограждениями. Крепление защитных кожухов должно надежно удерживать их на месте в случае разрыва круга.
Защитный экран по отношению к шлифовальному кругу должен располагаться симметрично. Откидывание защитного экрана должно быть сблокировано с пуском шпинделя станка так, чтобы обеспечивалась возможность регулирования угла наклона экрана в пределах 20 градусов без нарушения блокировки.
Допускается не применять защитный кожух шлифовального круга на автоматах и полуавтоматах для обработки желобов колец упорных подшипников при наличии общего защитного устройства зоны обработки с автоматической блокировкой.
В станках, работающих без применения смазочно-охлаждающих жидкостей, конструкция защитных кожухов шлифовальных кругов должна предусматривать использование их также в качестве пылесборников.

На заточном станке отсутствуют защитное ограждения абразивного круга, подручник, защитный экран, круг изношен, пылеотсасывающее устройство не работает.
При изменяемой частоте вращения шлифовального круга в станках должно предусматриваться устройство, не допускающее работу станка со скоростью, превышающей допустимую для установленного круга. Рабочее направление вращения шпинделя абразивного станка следует указывать хорошо видимой стрелкой, помещенной на защитном кожухе абразивного круга или шпиндельной бабки вблизи абразивного круга.

На шлифовально-обдирочном станке не указано хорошо видимой стрелкой направление вращения шпинделя, откидывающийся защитный экран не сблокирован с пусковым устройством электродвигателя, не работает пылеотсасывающее устройство, станок не оснащен кнопкой «Стоп» красного цвета с грибовидным толкателем для экстренной остановки и др.
Перед установкой на станок абразивный инструмент должен быть подвергнут внешнему осмотру с целью обнаружения видимых дефектов (трещин, выбоин и других повреждений). Не допускается устанавливать на станки круги, не имеющие отметок об испытании на механическую прочность, с просроченным сроком хранения, издающие при простукивании дребезжащий звук, а также круги с обнаруженными на них трещинами, выбоинами.

Предельный износ абразивного круга; станок не оснащен кнопкой «Стоп» красного цвета с грибовидным толкателем для экстренной остановки, отсутствует подручник, неисправно местное освещение и др.
Чистка пылеприемников заточных и обдирочных станков и удаление из них случайно попавших мелких деталей производится только после полной остановки круга.
Предназначенные для обработки вручную и без подвода смазочно-охлаждающих жидкостей точильно-шлифовальные (стационарного исполнения, на тумбе и настольные) и обдирочно-шлифовальные станки должны иметь жесткие подручники (столики, поддержки) и экраны со смотровыми окнами из безосколочного стекла для защиты глаз.
Подручники должны иметь жесткую конструкцию и площадку, обеспечивающую устойчивое положение обрабатываемой детали, а также возможность регулирования их положения. При установке подручников следует учитывать, что верхняя точка соприкосновения изделия со шлифовальным кругом находится выше горизонтальной плоскости, проходящей через центр круга, не более чем на 10 мм.
Зазор между подручником и кругом должен устанавливаться не более половины толщины обрабатываемого изделия, но не более 3 мм. Края подручников со стороны шлифовального круга не должны иметь выбоин, сколов и иных дефектов.


На станке отсутствуют защитный кожух, защитный экран, сблокированный с пусковым устройством электродвигателя, подручник; станок не оснащен кнопкой «Стоп» красного цвета с грибовидным толкателем для экстренной остановки станка и др.
Помимо требований безопасности к металлообрабатывающему оборудованию, необходимо правильно организовывать сами рабочие места.
На рабочих местах должны быть предусмотрены площадки, на которых располагают стеллажи, тару, столы и другие устройства для размещения оснастки, материалов, заготовок, полуфабрикатов, готовых деталей и отходов производства.

На каждом рабочем месте около станка на полу должны быть уложены деревянные трапы на всю длину рабочей зоны, а по ширине не менее 0,6 м от наиболее выступающих частей станка.
На рабочем месте около станка отсутствуют деревянные трапы; легкосъемные защитные ограждения (откидывающийся защитный экран) не сблокированы с пусковым устройством электродвигателя; части станка, представляющие опасность, и внутренние поверхности ограждений, открывающиеся без применения инструмента, не окрашены в сигнальные цвета и не обозначены знаком безопасности и др.
Помимо требований безопасности к металлообрабатывающему оборудованию, необходимо правильно организовывать сами рабочие места.
На рабочих местах должны быть предусмотрены площадки, на которых располагают стеллажи, тару, столы и другие устройства для размещения оснастки, материалов, заготовок, полуфабрикатов, готовых деталей и отходов производства.
На каждом рабочем месте около станка на полу должны быть уложены деревянные трапы на всю длину рабочей зоны, а по ширине не менее 0,6 м от наиболее выступающих частей станка.
У Вас недостаточно прав для добавления комментариев. Вам необходимо войти на сайт или зарегистрироваться.
Инструкция по охране труда при работе на сверлильном станке
Настоящая инструкция по охране труда разработана специально для персонала, выполняющего работы на сверлильном станке.
1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К самостоятельной работе на сверлильном станке, допускаются лица не моложе 18-летнего возраста, годные по состоянию здоровья и прошедшие:
— вводный инструктаж;
— вводный инструктаж по пожарной безопасности;
— первичный инструктаж по охране труда на рабочем месте;
— обучение безопасным методам и приемам труда;
— проверку знаний требований охраны труда;
— обучение и проверку знаний по электробезопасности на соответствующую группу, в качестве оперативно–ремонтного персонала при выполнении работ, связанных с эксплуатацией электрооборудования;
— обучение по пожарно–техническому минимуму.
1.2. Работники вправе выполнять только ту работу, которая им поручена и которая соответствует их специальности. В необходимых случаях (незнакомая работа, незнание безопасных приемов труда и т.п.) работники должны получить у руководителя работ объяснения и показ безопасных приемов и методов труда.
1.3. При работе совместно с другими работниками следует согласовывать свои действия, следить, чтобы они не привели к чьей-нибудь травме.
1.4. Во время работы работники не должны отвлекаться сами и отвлекать от работы других работников.
1.5. Работники не должны включать или останавливать (кроме аварийных случаев) машины, станки и механизмы, работа на которых им не поручена.
1.6. Работники обязаны соблюдать требования Правил внутреннего трудового распорядка дня. Употребление алкогольных напитков на предприятии и появление на работе в нетрезвом виде запрещено. Курить следует только в специально отведенных местах.
1.7. Не разрешается загромождать подходы к щитам с противопожарным инвентарем и к пожарным кранам. Использование противопожарного инвентаря не по назначению не допускается.
1.8. Основными опасными и вредными производственными факторами могут быть:
— электрический ток;
— движущиеся и вращающиеся детали станка;
— мелкая стружка, отлетающие куски металла и аэрозоли смазочно-охлаждающей жидкости;
— высокая температура поверхности обрабатываемых деталей и изделий;
— промышленная пыль;
— производственный шум;
— острые кромки и шероховатости материалов и инструмента;
— повышенная вибрация;
— недостаточная освещенность рабочей зоны, наличие прямой и отраженной блескости, повышенная пульсация светового потока.
1.9. На основании действующего на предприятии, утвержденного перечня выдачи средств индивидуальной защиты (далее – СИЗ) работникам бесплатно выдаются установленные СИЗ.
1.10. О каждом несчастном случае или аварии работники обязаны немедленно известить своего непосредственного руководителя.
1.11. Требования настоящей инструкции являются обязательными. Невыполнение этих требований работниками рассматривается как нарушение трудовой и производственной дисциплины.
1.12. Контроль за выполнением мероприятий, изложенных в настоящей инструкции, а также соблюдением требований охраны труда, промышленной безопасности, электробезопасности, пожарной безопасности и производственной санитарии, работниками осуществляет непосредственный руководитель.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Надеть спецодежду, спецобувь и другие средства индивидуальной защиты. Застегнуть спецодежду на все пуговицы, не допуская свисающих концов одежды, убрать волосы под головной убор. Проверить отсутствие в одежде острых, колющих и режущих предметов.
2.2. После получения задания у руководителя работники обязаны проверить исправность и наличие инструмента и приспособлений, средств пожаротушения, систем общеобменной вентиляции, освещение рабочего места.
2.3. Персонал, работающий на сверлильном станке должен убедиться в исправности станка, всего инструмента и оборудования, надеть положенную по нормам спецодежду и спецобувь. Одежду следует заправить так, чтобы не было свободно свисающих концов, застегнуть манжеты.
2.4. Проверить работу станка на холостом ходу:
— исправность органов управления (механизмов главного движения подачи, пуска, остановку движения);
— исправность системы смазки и охлаждения.
2.5. Отрегулировать местное освещение так, чтобы рабочая зона была достаточно освещена, и свет не слепил глаза.
2.6. Персоналу, выполняющему работу на сверлильном станке запрещается:
— работать при отсутствии на полу под ногами деревянной решетки по длине станка, исключающей попадание обуви между рейками и обеспечивающей свободное прохождение стружки;
— работать на станке с оборванным заземляющим проводом, а также при отсутствии или неисправности блокировочных устройств;
— стоять и проходить под поднятым грузом;
— проходить в местах, не предназначенных для прохода людей;
— заходить без разрешения за ограждения технологического оборудования;
— снимать ограждения опасных зон работающего оборудования;
— мыть руки в эмульсии, масле, керосине и вытирать их обтирочными концами, загрязненными стружкой.
— работать в тапочках, сандалиях, босоножках и т.п.;
— применять неисправный и неправильно заточенный инструмент и приспособления;
— прикасаться к токоведущим частям электрооборудования, открывать дверцы электрошкафов.
2.7. Обо всех обнаруженных неисправностях работники извещают непосредственного руководителя. Начало работы в этом случае допускается после устранения неисправностей и только после получения разрешения от непосредственного руководителя.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Во время работы персонал, выполняющий работу на сверлильном станке, обязан:
— надежно и правильно закрепить обрабатываемую деталь, чтобы была исключена возможность ее вылета;
— обрабатываемые детали, тиски и приспособления прочно и надежно закреплять на столе или фундаментной плите;
— установку и снятие тяжелых деталей и приспособлений производить только с помощью грузоподъемных средств;
— правильно отцентрировать и надежно закрепить режущий инструмент;
— режущий инструмент подводить к обрабатываемой детали плавно, без удара;
— при ручной подаче сверла и при сверлении на проход или мелкими сверлами не нажимать сильно на рычаг;
— при смене сверла или патрона пользоваться деревянной выколоткой;
— при сверлении отверстий в вязких металлах применять спиральные сверла со стружкодробящими канавками;
— удалять стружку с обрабатываемой детали и стола только тогда, когда инструмент остановлен;
— не допускать уборщицу к уборке станка во время его работы;
— при сверлении хрупких металлов, если нет на станке защитных устройств от стружки, надеть защитные очки или предохранительный щиток из прозрачного материала;
— в случае заедания инструмента, поломки хвостовика сверла, метчика или другого инструмента выключить станок;
— для удаления стружки от станка использовать специальные крючки и щетки-сметки.
— запрещается удалять стружку непосредственно руками и инструментами;
— при возникновении вибрации остановить станок. Проверить крепление сверла, принять меры к устранению вибрации;
— перед остановом станка обязательно отвести инструмент от обрабатываемой детали;
— остановить станок и выключить электрооборудование в следующих случаях:
— уходя от станка даже на короткое время;
— при временном прекращении работы;
— при перерыве в подаче электроэнергии;
— при уборке, смазке, чистке станка;
— при обнаружении какой-либо неисправности;
— при подтягивании болтов, гаек и других крепежных деталей.
3.2. Во время работы на станке сверловщику запрещается:
— применять патроны и приспособления с выступающими стопорными винтами и болтами;
— удерживать и поправлять просверливаемую деталь руками;
— крепить деталь, приспособление или инструмент на ходу станка;
— тормозить вращение шпинделя руками;
— пользоваться местным освещением напряжением выше 42 В;
— подтягивать гайки, болты и другие, соединительные предметы при работающем станке;
— охлаждать инструмент с помощью тряпок и концов;
— использовать станину станка для укладки каких-либо предметов и инструмента;
— производить керновку детали на столе станка;
— брать и подавать через станок какие-либо предметы во время работы станка;
— применять прокладки между зевом ключа и гранями гаек;
— пользоваться инструментом с изношенными конусными хвостовиками;
— работать на станке в рукавицах или перчатках, а также с забинтованными пальцами без резиновых напальчников;
— обдувать сжатым воздухом из шланга обрабатываемую деталь;
— при установке детали на станок грузоподъемным краном находиться между деталью и станком;
— опираться на станок во время его работы и позволять это делать другим;
— во время работы наклонять голову близко к шпинделю и режущему инструменту;
— оставлять ключи, приспособления и другой инструмент на работающем станке.
3.3. Во время работы не наклоняться близко к режущему инструменту.
3.4. Устанавливать обрабатываемый предмет правильно и надежно, чтобы исключить возможность нарушения его крепления или других нарушений технологического процесса во время сверления.
3.5. Сверлильный, зенкерующий и развертывающий инструмент необходимо точно отцентрировать в станке по оси шпинделя и плотно установить в патроне.
3.6. Сверла следует применять только с правильной заточкой. При сверлении отверстий в деталях из вязкого металла (например: медь, алюминий и пр.) необходимо применять сверла со стружколомающими канавками.
3.7. Установку инструмента следует производить при полной остановке станка.
3.8. При установке в шпиндель сверла или развертки с конусным хвостовиком следует остерегаться пореза рук о режущую кромку инструмента.
3.9. Не допускается пользоваться инструментом с изношенным конусным хвостовиком.
3.10. Удерживать просверливаемую деталь руками запрещается.
3.11. Запрещается производить сверление тонких пластин, полос без их крепления в специальных приспособлениях. При проворачивании изделия на столе вместе со сверлом, не допускается придерживать его рукой, а следует остановить вращение инструмента, сделать нужное исправление или взять соответствующее приспособление.
3.12. При смене патрона или сверла (хвостовик – конус Морзе) необходимо пользоваться деревянной выколоткой.
3.13. В случае заедания инструмента, поломки хвостовика сверла, метчика или другого инструмента, следует выключить станок.
3.14. При ослаблении крепления патрона сверла и детали следует остановить вращение инструмента.
3.15. При сверлении глубоких отверстий следует периодически выводить сверло из отверстия для удаления стружки.
3.16. Не допускается работать в перчатках, рукавицах и при забинтованных пальцах (кистей рук).
3.17. При ручной подаче сверла и при сверлении на проход или легкими сверлами не допускается сильно нажимать на режущий инструмент.
3.18. Режущий инструмент необходимо подводить к обрабатываемой детали плавно, постепенно без ударов.
3.19. Перед остановкой вращения инструмента следует отвести инструмент от обрабатываемой детали.
3.20. При возникновении вибрации остановить вращение инструмента. Принять меры к устранению вибрации: проверить крепление сверла и детали.
3.21. Остановить процесс сверления при:
— временном прекращении работы;
— перерыве в подаче электроэнергии;
— уборке, смазке и чистке рабочего места и оборудования;
— установке, измерении и съеме детали;
— проверке или зачистке режущей кромки сверла;
— технологическом обслуживании оборудования и приспособлений.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. В случае появления задымления или возгорания немедленно прекратить работу, отключить электрооборудование, вызвать пожарную охрану, сообщить непосредственному руководителю и администрации организации, принять меры к эвакуации из помещения. При ликвидации загорания необходимо использовать первичные средства пожаротушения, принять участие в эвакуации людей. При загорании электрооборудования применять только углекислотные огнетушители или порошковые.
4.2. В случае получения травмы работник обязан прекратить работу, поставить в известность непосредственного руководителя и вызвать скорую медицинскую помощь или обратиться в медицинское учреждение.
4.3. Если на металлических частях оборудования обнаружено напряжение (ощущение тока), оборудование гудит, в случае появления вибраций или повышенного уровня шума, при резком нагревании и плавлении корпуса, искрении электрооборудования, обрыве питающего кабеля, необходимо остановить работу оборудования, доложить о случившемся непосредственному руководителю. Без указаний руководителя к работе приступать запрещено.
4.4. При поражении электрическим током необходимо освободить пострадавшего от действия тока путем немедленного отключения электроустановки рубильником или выключателем. Если отключить электроустановку достаточно быстро нельзя, необходимо пострадавшего освободить с помощью диэлектрических перчаток или сухого деревянного предмета, при этом необходимо следить и за тем, чтобы самому не оказаться под напряжением. После освобождения пострадавшего от действия тока необходимо оценить его состояние, вызвать скорую медицинскую помощь и до прибытия врача оказывать первую доврачебную помощь.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
5.1. По окончании работы на сверлильных станках персонал обязан:
— отключить питание оборудование, привести в порядок рабочее место, очистить проходы, эвакуационные выходы;
— привести в порядок рабочее место, собрать инструмент и убрать его в отведенные для хранения места;
— убедиться в отсутствии очагов загорания, при их наличии засыпать песком;
— обо всех нарушениях требований безопасности, имевших место в процессе выполнения работы, сообщить непосредственному руководителю
— покинуть территорию.
Техника безопасности при работе на сверлильных станках
Техника безопасности при работе на сверлильном станке должна строго соблюдаться работником в обязательном порядке. От этих общих правил зависит вопрос безопасности и здоровья человека, работающего за станком. Несоблюдение и игнорирование инструкции влечет за собой неизбежные производственные травмы, так как станок – это объект эксплуатации, повышенной опасности.
Свод этих правил необходимо неукоснительно соблюдать как на заводах, так и в учебных заведениях: школах, профтехучилищах, техникумах, ВУЗах.

Вводный инструктаж
Работа начинается обычно с вводного инструктажа. Эти правила имеют идентичные требования (типовая инструкция) ко многим видам оборудования. Основные правила и меры безопасности:
- К работе допускаются специально обученные лица, которые пройдут вводный инструктаж безопасности и получат допуск к эксплуатации станка.
- Лицо, допущенное к работе, должно иметь базовые знания электротехники и правила слесарного дела.
- Работник должен быть обучен основным методам безопасной работы.
- Обязательна проверка знаний, меры безопасности само собой, перед допуском к станку.
Примечание: При игнорировании правил, лица нарушившие требования эксплуатации и безопасной работы, будут привлечены к дисциплинарной ответственности и соответствующему взысканию, согласно штатному трудовому распорядку на производстве. (Правила едины для всех).
Необходимые правила перед началом работы
Вначале, прежде чем приступить к работе, работник обязан удостовериться в исправности станка, должно присутствовать защитное ограждение ремней привода, станок должен быть обязательно заземлен, а рабочий инструмент в исправном, надлежащем состоянии. Работнику запрещается работать без спецодежды или в случае, если она в ненадлежащем виде, т. е:
- застегивается на все пуговицы (если это халат, то обязательны нарукавники);
- имеется головной убор (берет или косынка), защитные очки и специальная обувь.

Рабочее место сверловщика и опасные зоны станка
Запрещено начинать работать, не убедившись в исправной работе станка, для этого необходимо запустить его на холостом ходу, без нагрузки и при явной неисправности сразу доложить мастеру или ремонтному персоналу.
Требования во время работы, и возникающие опасности
Требования имеют обязательный характер. Можно получить различные травмы рук, при неправильно эксплуатации оборудования или не надежном креплении заготовки. Также нередки ранения органов зрения от вылетающей стружки. При непосредственной работе (сверлении) невозможно полностью оградить вращающийся шпиндель и сверло, поэтому так важна спецодежда и очки. Никогда не приближайте открытые участки лица и рук на опасное расстояние к шпинделю во время его вращения.
Примечание: Не используйте рукавицы в работе, во-первых, это опасно затягиванием последней в рабочий инструмент, а во-вторых, не удобно.
Чтобы избежать травм, обязательно выполняйте данные требования:
- проверьте, надежно ли закреплена заготовка и сверло;
- опускайте сверло к заготовке плавно и без рывков;
- не допускается смазка и охлаждение сверла влажной тряпкой, воспользуйтесь специальной кисточкой;
- ни в коем случае не тормозите патрон руками во время эксплуатации станка;
- не покидайте рабочее место до полной остановки работы станка;
- выключайте электродвигатель, если внезапно отключили электричество;
- убирайте все ненужное со станины;
- не пользоваться неисправным или изношенным инструментом;
- не удалять отходы (стружку) воздухом;
- запрещено поправлять деталь заготовки, подтягивать сверло или гайки на работающем станке;
- перед тем как сверлить накерните деталь.

Техника безопасности при работе на сверлильных станках
Действия при аварийных ситуациях
При возникновении аварийного случая требования сводятся к следующему:
- незамедлительная остановка оборудования и извещение вышестоящего по должности лица о возникшей неисправности;
- при отсутствии ремонтного персонала и если станочник имеет специальное обучение предпринять меры по ликвидации неисправности и предотвращению угрозы безопасности.
При возгорании оборудования незамедлительно:
- позаботьтесь уведомить окружающих и мастера;
- сообщить службе безопасности или за неимением собственной пожарной охраны позвонить по номеру «112» в МЧС;
- если нет угрозы жизни, приступайте к первоначальному тушению пожара;
- встретьте команду пожарников и обеспечьте не допущение посторонних к очагу, техника должна быть в свободном доступе;
- при явной угрозе здоровью и жизни покиньте помещение.
Если вы стали свидетелем несчастного случая
При возникновении несчастных случаев (даже по вине работников, не исполнившего меры безопасности) выполните следующие правила:
- окажите первую помощь и вызовите скорую помощь при необходимости;
- примите меры по предотвращению аварийной ситуации;
- до начала проверки постарайтесь сохранить место работы в первоначальном аварийном виде, как это было до начала происшествия.
Когда закончите работу, не покидайте сразу свое рабочее место, обязательно помните:
- отключайте питание станка от электропитания;
- убирайте инструмент в служащее для него место;
- уберите мусор (стружку) только щеткой с меткой;
- снимите и уберите спецодежду, не раскидывайте везде;
- смажьте детали станка при необходимости;
- проведите осмотр станка и при выявлении недостатков или неисправностей сообщите ремонтному персоналу или ответственному лицу.
Выполняя эти требования (техника безопасной работы) на станке, по сути, свод правил при эксплуатации сверлильного станка, вы убережете себя и окружающих от производственных травм.
Помните: нельзя приступать к работе, не убедившись в безопасности и не зная основные принципы и технику безопасности. Не будьте неисполнительным и недобросовестным работником, знайте — инструкция написана для того чтобы избежать травм и форс-мажорных обстоятельств.
Готовая инструкция
Скачать инструкцию по технике безопасности при работе на сверлильных станках

