

Привязка детали на станке с чпу
Установление рабочей системы координат
Существуют несколько методов «привязки» координатной системы к детали. При классическом методе оператор станка использует плоскопараллельные концевые меры, калибры или индикатор (центроискатель). Метод контакта основан на касании режущим инструментом обрабатываемой детали (заготовки). Автоматический метод подразумевает использование специального щупа и инфракрасных датчиков, которые устанавливаются в качестве опции на современные обрабатывающие центры.
Классический метод является универсальным и может использоваться на любом станке с ЧПУ, поэтому именно его мы рассмотрим наиболее подробно. Так как «привязка» осуществляется в ручном режиме, то ее точность невысока – порядка 0.02 мм. Метод достаточно прост и заключается в касании шпинделем или калибром плоскопараллельной концевой меры, прижатой к поверхности детали. После несложных вычислений текущие машинные координаты вручную заносятся в регистры рабочих смещений (G54–G59). Нахождение нулевой точки состоит их двух этапов: первый – по оси Z, второй – по осям X и Y.
Алгоритм нахождения нулевой точки детали по оси Z
- Подготовить и держать поблизости плоскопараллельную концевую меру толщиной не более 25 мм.
- Подвести торец шпинделя в толчковом режиме к поверхности детали по оси Z на расстояние не более 50 мм.
- При помощи маховика или ручного генератора импульсов подвести торец шпинделя еще ближе к детали, так чтобы это расстояние стало меньше толщины плоскопараллельной концевой меры.
- Положить плоскопараллельную концевую меру на поверхность детали рядом со шпинделем.
- Постепенно перемещать шпиндель в положительном направлении по оси Z (вверх), непрерывно контролировать зазор между шпинделем и деталью.
- Как только плоскопараллельная концевая мера войдет между шпинделем и деталью, остановить движение шпинделя. Шпиндель установлен правильно, если при смещении плоскопараллельной концевой меры чувствуется небольшое сопротивление.
- Так как базовой позицией для шпинделя является точка пересечения его торца и оси вращения, то необходимо учесть толщину плоскопараллельной концевой меры.
Пример:
Машинная координата по Z = –400.
Толщина плоскопараллельной концевой меры = 25 мм.
В регистр рабочего смещения по Z заносим = –400 – 25 = –425 мм. - Ввести в регистр рабочего смещения по Z значение, рассчитанное в п. 7.

Рис. 15.4. Установка рабочей системы координат по Z
Алгоритм нахождения нулевой точки детали по осям X и Y
- Вставить в шпиндель цилиндрический калибр с известным диаметром, например 20 мм.
- В толчковом режиме подвести калибр к поверхности детали по оси X на расстояние не более 25 мм.
- Приложить к поверхности детали по оси X плоскопараллельную концевую меру.
- При помощи маховика постепенно перемещать шпиндель с калибром к детали вдоль оси X до касания с плоскопараллельной концевой мерой. Шпиндель установлен правильно, если при смещении плоскопараллельной концевой меры чувствуется небольшое сопротивление.
- Отметить машинную позицию шпинделя, учитывая радиус цилиндрического калибра и толщину плоскопараллельной концевой меры, вычислить значение для ввода в регистр рабочего смещения по оси X.
- Ввести в регистр рабочего смещения по X значение, рассчитанное в п. 7.
- В толчковом режиме подвести калибр к поверхности детали по оси Y на расстояние не более 25 мм.
- Приложить к поверхности детали по оси Y плоскопараллельную концевую меру.
- При помощи маховика постепенно перемещать шпиндель с калибром к детали вдоль оси Y до касания с плоскопараллельной концевой мерой. Шпиндель установлен правильно, если при смещении плоскопараллельной концевой меры чувствуется небольшое сопротивление.
- Отметить машинную позицию шпинделя, учитывая радиус цилиндрического калибра и толщину плоскопараллельной концевой меры, вычислить значение для ввода в регистр рабочего смещения по оси Y.
- Ввести в регистр рабочего смещения по Y значение, рассчитанное в п. 10.

Рис. 15.5. Установка рабочей системы координат по X и Y
Алгоритм нахождения нулевой точки в центре отверстия
- Установить в шпиндель стрелочный индикатор (центроискатель).
- В толчковом режиме подвести индикатор как можно ближе к центру отверстия над деталью.
- При помощи маховика осторожно вставить щуп индикатора в отверстие.
- Прислонить щуп к стенке отверстия.
- Используя вращательное движение, юстировать положение осей X и Y шпинделя до тех пор, пока показываемый индикатором дисбаланс не окажется в допустимых пределах.
- Записать машинные координаты по X и Y в соответствующие регистры рабочих смещений.

Рис. 15.6. Установка рабочей системы координат в центре отверстия
Привязка инструмента на станках с ЧПУ

Управляющая программа создана, инструмент выбран и установлен в револьверную головку. Однако система координат станка пока не понимает, в каких точках пространства находятся режущие кромки фрезы или резца. Чтобы программа отработала корректно, нужно выполнить следующий этап наладки — привязку инструмента. Последняя заключается в определении вылетов фрезы, сверла или резца по осям и занесении полученных значений в УП.
При выполнении операции необходимо учитывать следующие нюансы:
- какую поверхность будет обрабатывать инструмент — внутреннюю или наружную;
- направление вращения шпинделя;
- радиус режущей кромки.
Привязка инструмента на станках с ЧПУ выполняется со стойки, поэтому наладчик должен хорошо знать систему и команды, которые используются для установки каждого вида корректоров.

Зачем выполнять привязку?
Для понимания важности операции предлагаем рассмотреть один из наиболее простых частных случаев — установку корректора на длину сверла.
В токарном станке ось вращения заготовки (шпинделя) совпадает с осью любого инструмента, который зажимают в патрон задней бабки, и значение имеет только его длина. В результате неправильной или неточной привязки инструмента к ЧПУ глубина отверстия окажется больше или меньше, чем нужно.
Ошибки в установке корректоров приводят к тому, что инструмент врезается в шпиндель, стол, заготовку на рабочем или холостом ходу. В лучшем случае вы потеряете фрезу, а в худшем — станок придется остановить на длительный и дорогой ремонт.
Когда привязка необходима?
На любом станке ЧПУ привязку инструмента делают перед тем, как выставить ноль детали. Вылеты инструментов определяют в следующих случаях:
- Если у вас многошпиндельный станок или установлена револьверная головка, нужно сделать привязку для каждого инструмента перед началом обработки. Система станка запомнит все значения.
- Если у вас простой станок с одним шпинделем, привязываться нужно каждый раз после смены фрезы или резца.
- После переточки инструмента. Чтобы задать уменьшение длины сверла или изменение размера напайки резца, можно воспользоваться корректорами износа, которые есть в большинстве систем. Однако, если вы только начинаете осваивать станок, лучше определять вылет инструмента каждый раз после переточки, чтобы не ошибиться.
После замены твердосплавной пластины на резцах привязка к ЧПУ станка чаще всего не требуется. Достаточно сделать контрольный замер обработанной им поверхности.
Способы привязки
Способ привязки инструмента к детали и станку выбирают в зависимости от вида обработки и требований к точности. Принципы определения координат режущих кромок одинаковы для всех станков, но таблицы корректоров, команды и клавиатура на стойках могут различаться. Поэтому мы остановимся только на перемещениях инструмента и измерении.
Привязка инструмента на токарно-фрезерных станках, как и другие операции по отладке управляющих программ, выполняется в режиме ручного ввода данных (MDI). Наладчик должен точно знать, какой именно код он прописывает, поскольку его исполнение происходит сразу же после ввода.
Торцевание
Для определения координаты резца по оси Z его аккуратно подгоняют к заготовке и обрабатывают ее торец. Не нужно снимать много материала — достаточно только «забелить» поверхность и совместить текущее положение инструмента с нулем станка. Перед остановкой шпинделя резец нужно вывести по оси X без изменения его положения по Z.
Такой способ привязки к ЧПУ не подойдет, если торцевая поверхность детали должна остаться нетронутой.
Точение по наружному диаметру и расточка
Для определения координаты по оси X резец подводят к боковой поверхности детали и протачивают ее с минимальным съемом материала до получения чистой поверхности. Необходимо обработать участок, достаточный для измерения диаметра. Именно этот размер нужно внести в таблицу, чтобы система рассчитала и запомнила координату. В этом случае резец отводят от детали по оси Z.
Определение координаты расточного, резьбового или любого другого резца для внутренней обработки несколько отличается. Сначала необходимо привязать сверло и просверлить отверстие в заготовке, после чего выполнить его расточку. Обратите внимание, что напайка внутреннего резца «смотрит» в обратную сторону (т. е. находится с другой стороны от оси), поэтому в таблицу инструмента значение диаметра нужно вносить со знаком «минус», иначе координата будет определена неправильно.
Слабое место такого способа — точность измерительного инструмента. Для определения наружного диаметра можно использовать микрометр. Его погрешность составляет 0,01 мм. Для определения диаметров отверстий лучше использовать нутромер. Он имеет такую же погрешность измерений. Но если нутромер не войдет по размеру (слишком маленькое отверстие), придется брать штангенциркуль. Даже если это электронный инструмент, добиться точности будет сложнее.
Обкатка индикатором
Этот способ привязки инструмента на токарно-фрезерном ЧПУ с револьверной головкой напоминает центровку электродвигателя. К нему прибегают, когда необходимо совместить ось вращения шпинделя со сверлом или центровкой. Для работы понадобится механический индикатор часового типа и штатив с магнитным основанием. В патрон на револьверной головке устанавливают калиброванный цилиндрический пруток или сам инструмент, если гладкая часть его хвостовика выступает из зажимных кулачков.
На шпинделе закрепляют штатив с индикатором так, чтобы измерительный наконечник опирался на цилиндрическую поверхность хвостовика. Шпиндель проворачивают вручную и смотрят на показания индикатора. Передвижением револьверной головки по X и Y добиваются такого положения, в котором стрелка будет оставаться неподвижной в любом положении шпинделя, и его принимают за ноль.
Щупы или концевые меры
Если поверхность заготовки нельзя обрабатывать, для определения координат по Z и X можно использовать мерные плитки или щупы с известными размерами. Резец подводят к детали с зазором: так, чтобы концевая мера не проходила. На минимальной подаче отводят резец, пока она не войдет. Толщину плитки нужно добавить в корректоры.
Обратите внимание, что при определении координаты резца по оси X толщину мерной плитки умножают на два и прибавляют к диаметру.
Бумага
Этот способ подойдет, когда к обработке не предъявляют высоких требований по точности: раскрой листовых материалов, обработка фасадов. Вместо концевой меры используют бумагу, а фрезу приближают к заготовке до тех пор, пока лист не зажмет между ними.
Электронные датчики
Многие станки комплектуются электронными датчиками привязки инструмента, которые также называют tool setter. Работать с ними удобно и быстро, определение координат выполняется в автоматическом режиме, что исключает вероятность ошибки. Tool setter вызывается командой со стойки. Инструмент подводится вручную на расстояние около 3 мм от датчика, после чего подается команда на определение координаты. В автоматическом режиме резец касается поверхности, а система станка сама делает расчет и вносит корректор в таблицу инструментов.
Также существуют датчики и комплектные измерительные системы, которые можно приобрести отдельно. Один из наиболее известных производителей такого оборудования — Renishaw. Компания изготавливает контактные датчики для привязки инструмента, деталей, проведения высокоточных технических измерений.
Определение координат инструмента на станках Multicut
Компания Multicut — один из ведущих российских производителей фрезерно-гравировальных станков с ЧПУ. Мы предлагаем высоконадежное оборудование для обработки различных материалов, в том числе дерева, пластиков и композитов. В нашем ассортименте представлены одно-, двух- и трехшпиндельные серии агрегатов, а также станки с ЧПУ с автоматической сменой режущего инструмента.
Наше оборудование совместимо со стандартными фрезами и граверами. Их преимущество состоит в том, что данные для привязки уже определены производителем. Их можно копировать из технической документации (паспортов) и вносить в таблицу станка. Если вы собираетесь использовать другой режущий инструмент, мы подберем и включим в комплект поставки подходящие электронные датчики.
Чтобы посмотреть видео о нашем оборудовании, подпишитесь на YouTube канал компании Multicut.
Для получения технической помощи и консультаций свяжитесь с сервисной службой в Москве или Новосибирске по контактным телефонам.
Привязка детали на станке с чпу
При разработке технологического процесса обработки детали на станке с ЧПУ необходимо определить исходную точку перемещений, с которой начинается выполнение команд управляющей программы.
Немного теории из учебника.
Фактически, при работе на станке приходится иметь дело не с одной, а одновременно с несколькими системами координат, важнейшими из которых являются следующие три:
1. Координатная система станка. Система координат станка является главной расчетной системой, в рамках которой определяются предельные перемещения исполнительных органов станка, а также их исходные и текущие положения. У различных станков с чпу в зависимости от их типа и модели координатные системы располагаются по-разному. Начало отсчета этой системы координат находится в определенной производителем станка точке и не подлежит изменению пользователем. Точка, представляющая собой начало отсчета координатной системы станка, называется нулем станка или нулевой точкой станка.
2. Координатная система детали. Система координат детали является главной системой для программирования обработки и назначается чертежом или эскизом технологической документации. Она имеет свои оси координат и свое начало отсчета, относительно которого определены все размеры детали и задаются координаты всех опорных точек контуров детали. Опорными точками в этом случае считаются точки начала, конца и пересечения или касания геометрических элементов детали, которые образуют ее контур и влияют на траекторию инструмента на технологических переходах. Точка начала отсчета координатной системы детали называется нулем детали или нулевой точкой детали(заготовки).
3. Координатная система инструмента. Система координат инструмента предназначена для задания положения его режущей части относительно державки в момент обработки. Началом отсчета координатной системы инструмента является точка, от которой начинается запрограммированное перемещение рабочего инструмента. Эта точка называется нулем инструмента или нулем обработки. Как правило, координаты нуля обработки задаются в координатной системе детали, но при этом координаты нуля обработки могут не совпадать с нулем детали.
Нулевая точка станка является исходной точкой системы координат, относящейся к данному станку. Положение этой точки на станке устанавливается производителем и не подлежит изменению
Зачастую при разработке управляющих программ не учитывает положение ноля станка, т.к. это потребовало бы обеспечить точное положение детали относительно Координатной системы станка, что значительно затрудняет процесс подготовки обработки детали.
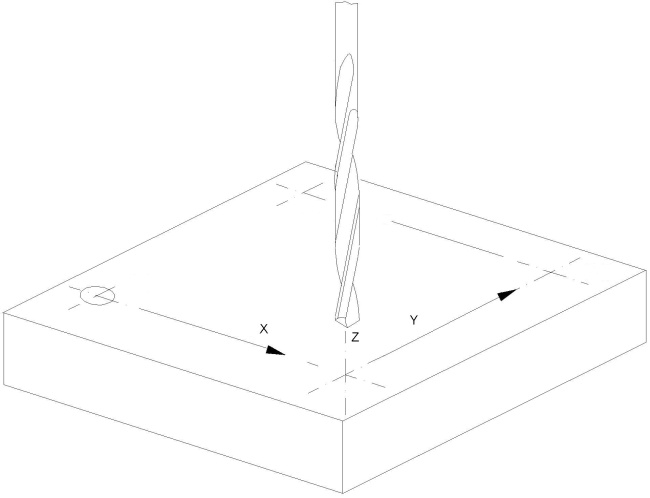
Наиболее простым способом является задание нулевой точки детали. Ее расположение в системе координат станка назначается свободно, исходя из особенностей процесса обработки данной заготовки. Из практических соображений обычно стремятся к совмещению точки с началом отсчета размеров на чертеже. Как правило, такой точкой в плоскости XY являются угол заготовки. По оси Z – это либо верхняя плоскость детали, либо её нижняя плоскость, она же плоскость основания стола.
Установка нулевой точки заготовки
Убедиться, что нижний торец рабочего инструмента гарантированно расположен выше верхней поверхности заготовки.
При помощи ручного управления или соответствующих клавиш на пульте станка переместить инструмент в плоскости XY над заготовкой в точку начала обработки.
Осторожно подвести рабочий инструмент к верхней плоскости заготовки, коснуться поверхности заготовки вершиной режущей части инструмента до появления заметного визуально следа и остановить перемещение инструмента.
нажать клавиши обнуления системы отсчета координат по осям Zero X, Zero Y и Zero Z.
Как сделать привязку инструмента на станке с ЧПУ
Как сделать привязку на фрезерном станке. Соединение систем координат фрезы, детали и станка. 9 способов выставления ноля детали и привязки инструмента.
Вам интересно как сделать привязку инструмента на станке с ЧПУ? Попробуем разобрать этот вопрос подробно и разложить все по полочкам.
На токарном станке и на фрезерном станке после закрепления обрабатываемой заготовки необходимо выставить ноль. И неважно, с числовым программным управлением он или нет.
Привязка — ответственная операция. При ошибочном, неаккуратном выполнении процесса возможны серьезные повреждения оборудования. Что уж говорить о поломанных фрезах и не соответствующих размерам деталях.
Когда это надо
Понятие о привязке содержит в себе две части. Первая связана с системой координат детали. Вторая с системой координат станка.
Если у вас простой ЧПУ, в котором смена оснастки происходит вручную, а оправка только одна, то выставлять ноль придется каждый раз при смене фрезы или сверла.
Но когда у вас несколько оправок или даже есть возможность автоматической смены инструмента, то удобнее будет перед обработкой ввести все данные о коррекции.
Так фрезерная обработка не будет прерываться. Информацию о размерах инструмента и его вылете надо установить один раз. После этого надо будет связывать положение новых заготовок только с одним из инструментов.

Различные варианты
1. Торцевание
Здесь все просто. Выставляем ноль заведомо глубже самой детали на небольшом расстоянии. И снимаем материал. Получившаяся плоскость соответствует нулевому положению.
Недостатки: не каждая деталь подходит, иногда необходимо торцевую грань оставить не тронутой.
2. Касание
Переводим подачу в ручной режим, для подведения инструментов близко к детали. Переключаем подачу на минимум и медленно приближаемся. Услышав шорканье или увидев, что фреза начинает снимать стружку — останавливаемся и обнуляемся. Инструмент на станке привязан.
Это из быстрых, но не идеальных способов. Подходит только для заготовок, в которых эту грань необходимо будет стачивать.
3. Контактный способ
Если обрабатываемый материал токопроводящий, то можно установить систему управления, которая при коротком замыкании, вызванным касанием фрезы детали, выставляет ноль.
Любые контактные способы не подойдут при обработке дерева, камня и пластика.
4. Концевые меры
Оставляем некоторое расстояние между фрезой и деталью. Такое, чтобы концевая мера не проходила между ними. Постепенно увеличивая расстояние, пробуем вставить меру. Когда это получилось — обнуляем, добавив в коррекцию величину концевой меры.
Так выставлять ноль удобно. Не портятся грани заготовки. Но тратится много времени.
5. Датчики типа Renishaw
Современные токарные и фрезерные станки поставляются с таким датчиком в комплекте. Он может работать как автоматически, так и в ручном режиме. В первом случае необходимо подвести фрезу поближе к датчику наладки и программные функции за вас все сделают. А затем можно будет выставить ноль заготовки специальным датчиком для установки детали. Самый быстрый и удобный способ.

6. Индикатор часового типа
Очень похоже на предыдущий способ, только никакой автоматики. Зажали индикатор, подвели инструмент. Потом проделали то же с заготовкой. Так привязывал еще мой дед.
7. Штангенрейсмус
Если стоит система автоматической смены инструментов, привязать все лучше заранее. Для этого используется штангенрейсмус. Вставляем фрезу в оправку и измеряем. Значения вводим в настройки коррекции на инструмент. Это не простой метод, но если осилить такую привязку, то дело пойдет быстрее.
8. Лист А4
Вы никогда не слышали о фануке (fanuc)? У вас простой фрезерный станок для обработки дерева? Тогда можно использовать неточный, но не требующий дополнительной возни и затрат способ. Постепенно опускаем фрезу к материалу, просунув между ними обычный лист бумаги. В процессе передвигаем листок из стороны в сторону. Как только его зажало — выставляем ноль. Это относится не только к фрезерному станку, в простых токарных — по той же системе.

9. На глаз
Для некоторых операций, таких как сверление или контурная обработка, высокая точность привязки инструмента вообще не нужна. Достаточно придвинуть инструмент к заготовке как можно ближе, оставив видимый глазу просвет.
Самым тревожным является первый запуск токарного станка. То же касается и фрезерных станков. Даже страшно нажимать кнопку Cycle Start. Оборудование, у которого числовое программное управление, стоит немалых денег. С опытом это проходит. Но не стоит забывать, что большинство аварий происходит именно из-за ошибок, связанных с привязкой. Берегите свои станки.

