

Работа на торцовочном станке
Особенности применения торцовочных станков
Торцовочные станки были и остаются неотъемлемой частью большинства типовых технологических процессов деревообработки, будь то производство обрезной доски, столярных изделий или мебели. Развитие специальных направлений, таких как изготовление срощенного бруса, мебельного щита, только ускорило процесс модернизации этого класса оборудования. Благодаря чему появились шедевры технической мысли — системы оптимизации раскроя древесины, в основе которых лежит «классика жанра» — торцовочная пила.
Принцип действия торцовочного станка
Принцип действия торцовочного станка заключается в делении заготовки плоскостью, перпендикулярной ее волокнам. В качестве инструмента в основном используется дисковая пила (рис. 1). Так формируется торец деталей из древесины. Строго говоря, плоскость резания может располагаться и не под прямым углом к волокнам. И некоторые модели станков поддерживают такой смешанный продольно-поперечный режим резания.
Существуют и системы, использующие ленточные пилы для раскроя пиломатериала, а также ножи для резки рейки, штапика или шпона.
Торцовочные станки используют в двух случаях: для формообразования торца детали и при вырезке дефектных мест. Заготовка последовательно проходит несколько этапов. Первоначально ее перемещают до достижения требуемого положения относительно инструмента. Затем происходит фиксация и собственно пиление. И только после отвода прижимов полученные детали извлекают из зоны обработки. На рис. 2 представлена компоновка, в котором положение определяется устанавливаемым упором-флажком.
Предлагается анализ наиболее типичных элементов конструкции торцовочных станков.
Элементы конструкции торцовочного станка
Основным элементом торцовочного станка без преувеличения является пильный узел. Дело в том, что качество получаемой поверхности в основном зависит от работы именно этого конструктивного блока. В нем используются, например, дисковые пилы со специальной формой зубьев, с дополнительными строгальными ножами, «зачищающими» торец детали. Из-за того, что древесина обладает выраженной анизотропией — физико‑механическими свойствами, зависящими от выбранного сечения — процесс резания протекает по-разному в продольном и поперечном условных направлениях. В частности, волокна при поперечном раскрое практически не деформируются, что исключает «зажим» инструмента. Поэтому нет необходимости в использовании расклинивающих ножей. С другой стороны, поперечный распил часто сопровождается сколами и отрывом волокон по периферии торца. Применение антискольных устройств по аналогии с фрезерными станками малоэффективно — прорезь в подложке из древесины при многократных проходах пилы быстро расширяется. Основным методом борьбы с такого рода дефектами остается высокая скорость резания качественным, заточенным инструментом.
За разгон и соответствующую частоту вращения пилы отвечает главный привод. В торцовочных станках используются и высокомоментные асинхронные двигатели с роторами-шпинделями, и ременные многоступенчатые передачи, а также высокоскоростные приводы постоянного тока, способные развивать скорость, например в настольных станках, до 5−6 тыс. об/мин. В среднем, для торцовки заготовки сечением 400×100 мм достаточна мощность двигателя 3−4 кВт.
Помимо вращения, пильный узел должен перемещаться относительно заготовки во время резания. Конструкции механизма его подачи — самые разнообразные.
Качающийся маятниковый рычаг (рис. 3). Шарниры делают его износостойким и долговечным. Малый ход перемещения предопределяет высокое быстродействие станка в целом.
Маятник приводится в движение гидравлическим или пневматическим цилиндром. Диаметр пилы D пилы (рис. 3) накладывает ограничение на ширину распиливаемой заготовки, которая зависит еще и от ее высоты: при высоте заготовки h2 ширина b1, а при h1 — b2 соответственно. При диаметре пилы 400 мм среднее сечение заготовки будет в пределах 200 х 100 мм (станок СТБ-002). При нижнем расположении пильного узла (пила находится под заготовкой) требуется обязательный принудительный прижим торцуемой детали. Конструкция качающегося маятникового рычага широко используется в большинстве известных системах оптимизированного раскроя древесины.
Рычажной механизм, условная схема которого представлена на рис. 4. Пила двигается как от пневмоцилиндра, так и от усилия оператора. Причем в ручном исполнении при подаче используется потенциальная энергия массивного рычага, а при возвратном ходе — ресурс сжатой пружины. Кроме того, принципиальная схема механизма исключает самопроизвольный подъем пилы, а сила резания дополнительно прижимает и фиксирует заготовку к базовой плоскости. Таким рычажным механизмом оснащались популярные в прошлом столетии станки серии ЦМЭ. При диаметре пилы 500 мм максимальный размер сечения составляет 400×100 мм.
Линейная направляющая пильного узла (рис. 5, 6) ограничивает ширину заготовки только собственной длиной. Так, в модели СТ 400 ход пильного суппорта достигает 530 мм. Чтобы устройство двигалось в одном направлении — направлении подачи пилы, суппорт имеет несколько типов роликов. Да и форма самой направляющей достаточно сложная. Она подвержена интенсивному износу, воздействию контактных и изгибных нагрузок, так как имеет консольную форму.
Поэтому качественные станки с таким видом направляющей должны состоять из деталей, прошедших соответствующую термическую обработку, с высокоточной механикой. Привод подачи в основном пневматический или гидравлический. Нижнее расположение пилы (рис. 6) более безопасное, так как инструмент полностью закрыт в корпусе станка. У схемы на рис. 5 — свои преимущества. Особая конструкция суппорта позволяет производить распил под углом в двух плоскостях, что существенно расширяет диапазон возможностей оборудования, но инструмент при этом должен быть закрыт раздвижным ограждением.
При длине распила свыше 500 мм используется цепной привод подачи. Спрос на такие торцовочные станки связан с их использованием в линиях по производству мебельного щита, на участках подрезки торца. Здесь же необходимо отметить, что в низкотемпературных условиях эксплуатации, при работе с заготовками высотой свыше 100 мм, гидравлический привод более предпочтителен.
Как правило, прижим заготовки конструктивно совмещен с еще одним важным элементом станка — защитным кожухом. Вопросы безопасности эксплуатации торцовочных станков настолько важны, что требуют к себе особого внимания. Учитывая, что время выхода пилы из стола (рис. 3) менее 1 сек., а количество циклов за смену исчисляется десятками тысяч, необходимо четко представлять, какая должна быть степень защиты действующих систем безопасности, особенно при ручном режиме работы. Торцовочные станки должны иметь исправную электроавтоматику, блокирующую вращение пилы в случае возникновения нештатной ситуации.
Существуют торцовочные станки, в которых положение пилы фиксировано во время торцевания заготовки. Заготовка в этом случае устанавливается на подвижную каретку (рис. 7). Это удобно при мелкосерийном производстве, скажем, мебельной заготовки, когда возникает необходимость последовательной обработки торца, кромки, а также косоугольных деталей. Поворотная линейка на каретке в таком случая — нужное дополнение. А эксцентриковый прижим заготовки повысит быстродействие и безопасность работы станка. Ярким примером реализации такой схемы служат станки серии Ц, комплектуемые каретками для указанных целей. Такие универсальные «циркулярки» нашли свое место практически в каждом деревообрабатывающем цехе.
Другая область применения торцовочных станков такого типа (рис. 7) — линии сращивания бруса по длине. Как известно, в них на специальную каретку укладываются сразу 5−10 заготовок, они фиксируются с помощью пневмоприжимов и торцуются. Это необходимо для эффективной работы следующего по ходу каретки фрезерного блока. Срезаемый пилой припуск 5−10 мм может стать губительным для фрезы и снизить качество получаемого микрошипа. Для лучшей утилизации отходов отпиливаемая часть заготовки дробится специальным инструментом — дробилкой, установленной за пилой на одном с ней шпинделе так, что система в целом хорошо адаптируется в массовое поточное производство.
В условиях непрерывности подачи заготовки, станки подразделяются на позиционные и системы проходного типа.
Одна из них показана на рис. 8. Заготовка укладывается на непрерывно работающий конвейер и безостановочно подается к пильным узлам. Наличие второй или даже третьей пилы позволяет получать детали определенной длины, зависящей только от устанавливаемого расстояния между пильными блоками. Такие системы более производительные так как не имеют фазы остановки или выставления детали в циклограмме работы. Синхронное вращение нескольких транспортеров и расположенных на них упорах гарантируют перпендикулярность получаемого торца и кромки доски. Специальный механизм позволяет перемещать подвижный пильный узел на требуемое расстояние с помощью пульта и электропривода. Примером удачной конструкции можно считать турецкие станки проходного типа GBK-600, использующиеся в линиях по производству обрезной доски.
Остаются за рамками исследования такие аспекты, как виды околостаночного оборудования, являющегося неотъемлемой частью систем поперечного раскроя. Особенности его отдельных элементов рассматриваются в контексте вопросов целевого применения тех или иных торцовочных станков.
Область применения торцовочных станков
Теория формообразования торца детали требует дополнительного внимания к начальной фазе цикла работы станка: перемещению заготовки до достижения требуемого положения относительно инструмента. Как перемещать и как отслеживать момент этого достижения? Решение зависит от двух важнейших условий: производительности и точности детали. В рядовом случае, когда нет особых требований ни по одному из пунктов, достаточно вручную установить заготовку, визуально определив величину отрезаемого припуска, зафиксировать ее и произвести распил.
Более сложной представляется ситуация, когда отклонение от заданной длины получаемой детали ограниченно допуском. В ход идут различные упоры-флажки (рис. 2). Устанавливаемый заранее, такой флажок выполняет функцию ограничителя. А чтобы не затруднять извлечение деталей после обработки, он может иметь привод вертикального подъема-опускания. Тогда обработка ведется в два этапа.
Первый — подготовка базы — осуществляется по «грубой» системе контроля. Оператор подрезает неровный торец доски и перемещает заготовку до касания упора с только что полученной поверхностью торца. И так далее до тех пор, пока длина остающейся части доски не станет меньше заданной упором длины L. Такой метод позволяет достигать точности в пределах 1−5 мм в зависимости от конструкции станка. Стремление к повышению точности длины заготовки мало оправдано, поскольку в подавляющем большинстве речь идет о получении полуфабриката: точные детали после торцевания отправляются на дополнительную обработку. Например для составляющих компонентов столярных изделий предусмотрено фрезерование торца в угловых центрах, и там уже идет речь о десятых и сотых долях миллиметра отклонения от размера. А если брать во внимание строительную доску, то после торцевания и штабелирования пакеты подвергаются повторному торцеванию, с использованием специальных цепных установок типа Piccolo. Длина пильной части такой торцовочной машины достигает 1600 мм. Уместной будет также цитата соответствующего раздела ГОСТА, регламентирующего нормы точности на длину доски.
Слабым местом простых торцовочных станков позиционного типа является низкая производительность. Повысить ее можно, применяя приводные рольганги, позволяющие с высокой скоростью перемещать заготовку до упора. А в случае с крупногабаритной доской, это еще и способ облегчить труд обслуживающего персонала, так как перемещение связано с большими физическими нагрузками.
Применение специальных упоров (рис. 2), перемещаемых вдоль приемного стола станка с помощью троса или линейного электропривода, также повышает производительность за счет сокращения периода подготовки станка. Такая установка значительно более быстрая и может осуществляться с пульта оператора или при помощи штурвала, что делает управление еще более удобным.
Но все эти приемы покажутся не такими уж значительными в сравнении с устройством систем оптимизированного поперечного раскроя заготовки. Если сравнивать возможности торцовочного станка (рис. 2) с механизированным приводом подачи и автоматизированного комплекса (рис. 9), то соотношение по производительности будет 1:10 или свыше 1:100, а по величине отклонения — более чем 10:1.
Такой диспаритет особенно отчетливо проявляется при решении второй типовой задачи для торцовок — вырезка дефектных мест из низкосортной древесины. В чем тут дело?
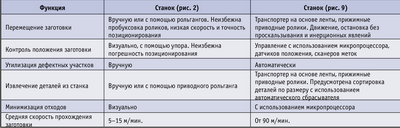
Ответ кроется в принципиальном различии применяемых устройств позиционирования и контроля прохождения заготовки. Сравнительная таблица наглядно иллюстрирует эти различия с соответствующими комментариями.
Выдающихся успехов в создании торцовочных пил с системой оптимизации достигла компания GreCon Dimter. Линейка OPTICUT включает в себя несколько станков, отличающихся между собой по степени автоматизации, производительности и, естественно, стоимости. Даже самый «легкий» комплекс этой серии способен пропускать до 5 тысяч погонных метров в смену. Удобство управления связано прежде всего с объединением всех управляющих функций в единый пульт, имеющий дисплей и устройства программирования рабочего цикла.
То, как сегодня идет процесс разработки и внедрения в производство торцовочных станков на отдельных предприятиях в России, дает оптимистические прогнозы на скорейшую реанимацию отечественного станкостроительного комплекса. По крайней мере, уверенно можно говорить о возможности приобретения торцовочного станка как полноценного технологического модуля российского происхождения стоимостью от 60 000 рублей. Отрадно то, что это происходит при удачном соотношении возможностей, спроса на ресурсосберегающие технологии и качественную продукцию отечественного лесопромышленного комплекса.
Как работать на торцовочной пиле эффективнее – 5 хитростей
Торцовочные пилы идеальны, когда необходимо обработать торцевой срез детали. С их помощью производят чистые, аккуратные и, главное, точные спилы под углом 45 градусов. Именно эти параметры сделали из оборудования главный инструмент для нарезания абсолютно любых изделий: картинных рам, труб и частей интерьерного освещения.
В этом материале мы раскроем пять хитростей, которые помогут вам работать на торцовочной пиле эффективнее и получать великолепные срезы.
Хитрость первая – качественное лезвие
В комплекте большинства пил идет лезвие для глубокого распила. Его можно заменить на нож, который сможет работать по дереву и производить гладкий распил без «заусенцев». Чем больше у него зубьев, тем операция чище, правда медленнее по времени. На торцовках с протяжкой применяйте пильные круги с отрицательным углом заточки зубьев.
Хитрость вторая – дождитесь полной остановки лезвия
Часто изделие повреждается из-за того, что рабочее лезвие поднимается сразу после распила. Нож может зацепить деталь и сделать скол на поверхности. Чтобы этого не случилось, стоит немного подождать, пока лезвие полностью остановится и станет неподвижным и только потом вынимать его из материала.
Хитрость третья – сделайте опорную поверхность работ больше
Чтобы работа на станке была безопасной и при этом достигалась высокая точность обработки, концы длинных заготовок, выходящие за пределы рабочего стола, необходимо поддерживать. Если комплектацией установки предусмотрены раздвижные опоры – то с этим проблем не будет. В остальных случаях можно использовать роликовые стойки или что-то подобное самодельное. Переносные столы торцовочных пил обычно тоже оборудованы встроенными выдвижными опорами.
Хитрость четвертая – чтобы увеличить режущую способность пилы, поднимите материал
Если обрабатываемый материал больше, чем предусмотрено функционалом установки – режущую способность пилы увеличивают приподнятием детали. При диске пилы в 250 миллиметров, режущую способность можно поднять до 1-1,5 сантиметров, подложив под обрабатываемую заготовку лист фанеры или ДСП. Ширина подкладки должна быть 2 сантиметра. При этом обязательно нужно использовать закрепление заготовки!
Хитрость пятая – применяйте ограничитель хода для распилов одной длины
Если вам нужно отпилить от материала несколько одинаковых по длине частей, используйте ненужный кусок (например, оставшийся от предыдущей обработки) в качестве ограничителя на необходимом расстоянии от пильного ножа, предварительно прочно его закрепив. Одним концом изделия упритесь в самодельный ограничитель и произведите распил. Снова упритесь концом заготовки в ограничитель и отрежьте. Снова прижимайте – отрезайте, и так далее.
Любой профессиональный деревообработчик вам скажет, что владеть приемами и уловками – недостаточно. Нужно знать, как выбирать оборудование «под себя» и свое производство.
Чтобы хитрости работали на практике, предлагаем ознакомиться с некоторыми важными при выборе оборудования параметрами:
· Размер . Здесь все индивидуально и зависит от характера предстоящих работ и бюджета. Но с точностью можно сказать, что пилы с диаметром 250-400 миллиметров кажутся наиболее адекватно-практичным вариантом, подходящим для большинства операций.
· Вес . Все просто – будете перемещать пилу по цеху – берите ту, что полегче. Если вы совершенно точно намерены поставить инструмент на «стоянку» – можно рассмотреть габаритные варианты.
· Мощность . Пилы с небольшим диаметром пильного круга обычно довольно скромны по мощности. Но для дисков с диаметром 250-400 мм нельзя ограничиваться мощностью в 1500Вт. Лучше, чтобы она была не меньше 2000Вт.
Хотим предупредить, что наличие пылесборника, системы отведения пыли , стопора лезвия и устройства крепления заготовки при работе – хоть и не всегда обязательные, но очень полезные функции, которые улучшат работу оборудования и помогут обрабатывать материал гораздо точнее.
За торцовочной пилой обращайтесь в КАМИ – у нас большой выбор оборудования!
Pereosnastka.ru
Обработка дерева и металла
На станках для поперечного раскроя нельзя получить точную и чистую оторцовку вследствие применения пил значительного диаметра с большим разводом и большим шагом зуба. При поперечном раскрое досок всегда дают припуск по длине для точного отор-цовывания деталей после строгания. Чистое опиливание торцов точно под прямым углом к боковым строганым сторонам и по заданной длине деталей делают на торцовочных станках.
Торцовочные станки подразделяются на однопильные с ручной подачей при помощи каретки, двухпильные и многопильные с ручной или механической подачей. Двухпильные и многопильные торцовочные станки называются концеравнителями.
Однопильный торцовочный станок имеет такое же устройство, как станок для продольного раскроя досок, но материал подается на пилу при помощи каретки. Каретка представляет собой платформу на специальной подставке или на кронштейне, передвигаемую на роликах по направляющим. Каретку для оторцовывания небольших деталей часто располагают на столе станка и перемещают ее по столу при помощи шипов, скользящих в пазах стола.
На каретке имеется неподвижная направляющая линейка, расположенная перпендикулярно к пильному диску, и передвижной упор — откидной или съемный, расположенный параллельно диску. Упор служит для ограничения длины оторцовки. Кроме того, каретка снабжена приспособлением для зажима деталей. Применяются зажимы рычажные, эксцентриковые, винтовые, а в станках последнего выпуска — пневматические.
На однопильном торцовочном станке работают пилами диаметром от 200 до 400 мм. Число оборотов пилы от 2 до 4 тыс. в минуту, скорость резания до 60 м/сек, мощность двигателя 1,5 — 3,2 кет.
Детали для оторцовывания подают по нескольку штук, в зависимости от их ширины и толщины. Ширина закладки может быть до 350 мм. Тонкие детали обычно подают пачками в несколько рядов по высоте и ширине. В целях экономии рабочего времени довольно часто торцуемые детали прижимают к каретке и линейке рукой. В этом случае величина закладки зависит от рабочих навыков станочника.
Оторцовывание можно вести в разной последовательности. Можно, например, торцевать всю партию деталей с одного конца без упора, потом всю партию с другого конца по упору. Существует и другой способ: детали в закладке торцуют сначала с одного конца без упора, затем тут же накидывают упор, перевертывают закладку и производят оторцовывание другого конца по упору. . Второй способ более производительный, так как на закидывание упора и перевертывание пачек деталей, обрабатываемых последовательно, расходуется меньше времени, чем на двухкратную укладку деталей в штабель и прием деталей из штабеля для оторцовывания с другого конца.
При оторцовывания деталей кратной длины применяют откидные упорные линейки, параллельные основному упору. Оторцевав детали с обоих концов, передвигают всю закладку в сторону пилы и производят расторцовку на заданные длины, сначала упирая закладку в первую дополнительную откидную линейку, потом во вторую и т. д., пока детали не будут полностью растор-цованы.
На торцовочных станках с ручной подачей можно производить опиливание по периметру щитов и рамок, раскрой листов клееной фанеры, поперечный раскрой пачек строганой фанеры. Работа получается более чистой и точной, чем при опиливании и раскрое на других круглопильных станках.
Концеравнители. Так называются двухпильные торцовочные станки, торцующие детали соответственно заданной длине одновременно с обоих концов. В концеравнителе одна пила насажена на вал наглухо, вторую пилу можно передвигать по валу и таким образом изменять расстояние между пилами в зависимости от длины деталей. Каретка проходит между пилами.
Производительность двухпильных концеравнителей с ручной подачей материала, как и однопильных торцовок, очень низкая. Много времени отнимают закладка деталей, снятие их со станка и укладка в штабель, время теряется и на холостой ход каретки.
Станкостроительная промышленность выпускает концеравни-тели с различными видами механической подачи. На рис. 49 показан механизм подачи конвейерного типа. Конвейерные цепи снабжены захватывающими кулачками, расположенными обычно через каждые 150 мм. Эти кулачки — отъемные, в зависимости от ширины торцуемых деталей их можно устанавливать с промежутками в 300, 600 мм и больше. Расстояние между пилами в больших станках можно увеличить до 3000 мм, ветвь конвейера перед пилами может быть длиной до 900 мм. Такие размеры позволяют опиливать щиты, рамки и другие изделия, имеющие значительные габариты.
Торцуемый материал подается на конвейерные цепи из так называемого магазина (коробки), стенки которого можно раздвигать по размеру деталей. Во время движения цепей очередной кулачок каждой цепи упирается в кромку нижней детали в магазине, и кулачки уводят деталь под пилы. Вся вышележащая пачка деталей под действием собственного веса оседает вниз. Подаваемые под пилы детали сверху прижимаются пружинящими зажимами.
Загрузка магазина производится сверху. Обязанности станочника заключаются в своевременной загрузке магазина деталями и наблюдении за работой станка.
Производительность концеравнителя с механической подачей превышает производительность концеравнителя с ручной подачей до 10 раз.
При работе на торцовочных станках брак может быть в виде косины торца по ширине и толщине доски или бруска и рваных торцов.
Косина торца по ширине материала получается от неперпендикулярности направляющей линейки плоскости пилы.
Косина торца по толщине материала образуется от непараллельности пильного вала плоскости стола или от перекоса пилы.
Рваные торцы получаются при работе тупыми пилами.
О торцовочных станках в целом

Однопильные торцовочные станки.
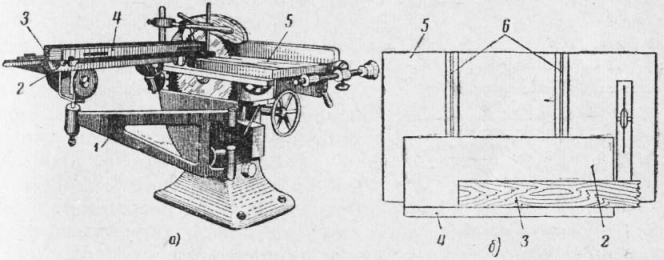
На однопильных торцовочных станках с прямолинейной подачей пильного суппорта выполняют поперечную распиловку (торцовку). Например, станок ЦПА-40 (рис. 1) предназначен для точного поперечного распиливания досок, брусьев и щитов. На станке обрабатывают детали шириной до 400 мм при высоте пропила не более 100 мм. Поворот суппорта в горизонтальной плоскости позволяет распиливать доски и брусья под углом к кромке. Станок встраивается в автоматические и поточные линии.

Рис. 1. Торцовочный станок ЦПА-40: 1 — педаль включения гидропривода; 2— маховичок подъема пилы; 3 — стойка; 4— тяга для крепления стола; 5 — колонка; 6 — пила с электродвигателем; 7— манометр; 8—направляющая обойма; 9— суппорт пилы; 10 — гидропривод; 11 — электродвигатель гидронасоса
Торцовочный станок ЦКБ-40 отличается от станка ЦПА-40 нижним расположением пилы и гидравлическим прижимом обрабатываемых деталей. На нем можно распиливать детали шириной до 250 мм при высоте пропила не более 100 мм.
Круглопильные станки.
Круглопильные станки для продольной распиловки бывают с ручной и механизированной подачей материала на пилу. Станки с ручной подачей позволяют раскраивать материал по всем направлениям и поэтому называются универсальными. Например, станок Ц-6 (рис. 2) состоит из чугунной станины с вмонтированным в нее пильным валом, который может менять свое положение по высоте. Величина выступа пильного диска над рабочим столом регулируется маховичком. Установленная на столе линейка обеспечивает направление подачи материала при продольном распиливании, а для поперечного распиливания имеется другая направляющая линейка, устанавливаемая под любым углом к плоскости в пределах 45…135°. На станке обрабатывают детали шириной до 400 мм при высоте пропила не более 100 мм.
На станках для поперечного раскроя нельзя получить точную и чистую оторцовку вследствие применения пил значительного диаметра с большим разводом и большим шагом зуба. При поперечном раскрое досок всегда дают припуск по длине для точного отор-цовывания деталей после строгания. Чистое опиливание торцов точно под прямым углом к боковым строганым сторонам и по заданной длине деталей делают на торцовочных станках.
- однопильные с ручной подачей при помощи каретки
- двухпильные
- многопильные с ручной или механической подачей.
Двухпильные и многопильные торцовочные станки называются концеравнителями.

Рис. 1. Торцовочный станок:
а — с кареткой на поворачиваемом кронштейне (общий вид); б — каретка, расположенная на столе станка (схема); 1 — кронштейн; 2 — каретка; 3 — торцуемая деталь; 4 — направляющая линейка; 5 — стол станка; 6 — пазы в столе станка
Однопильный торцовочный станок имеет такое же устройство, как станок для продольного раскроя досок, но материал подается на пилу при помощи каретки. Каретка представляет собой платформу на специальной подставке или на кронштейне, передвигаемую на роликах по направляющим. Каретку для оторцовывания небольших деталей часто располагают на столе станка и перемещают ее по столу при помощи шипов, скользящих в пазах стола.
На каретке имеется неподвижная направляющая линейка, расположенная перпендикулярно к пильному диску, и передвижной упор — откидной или съемный, расположенный параллельно диску. Упор служит для ограничения длины оторцовки. Кроме того, каретка снабжена приспособлением для зажима деталей. Применяются зажимы рычажные, эксцентриковые, винтовые, а в станках последнего выпуска — пневматические.
На однопильном торцовочном станке работают пилами диаметром от 200 до 400 мм. Число оборотов пилы от 2 до 4 тыс. в минуту, скорость резания до 60 м/сек, мощность двигателя 1,5 — 3,2 кет.
Детали для оторцовывания подают по нескольку штук, в зависимости от их ширины и толщины. Ширина закладки может быть до 350 мм. Тонкие детали обычно подают пачками в несколько рядов по высоте и ширине. В целях экономии рабочего времени довольно часто торцуемые детали прижимают к каретке и линейке рукой. В этом случае величина закладки зависит от рабочих навыков станочника.
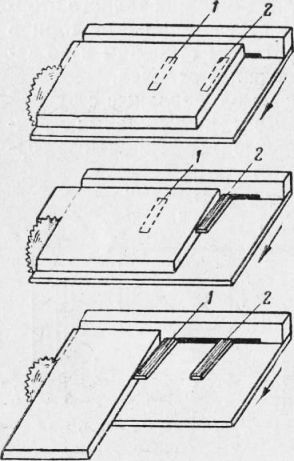
Оторцовывание можно вести в разной последовательности. Можно, например, торцевать всю партию деталей с одного конца без упора, потом всю партию с другого конца по упору. Существует и другой способ: детали в закладке торцуют сначала с одного конца без упора, затем тут же накидывают упор, перевертывают закладку и производят оторцовывание другого конца по упору. . Второй способ более производительный, так как на закидывание упора и перевертывание пачек деталей, обрабатываемых последовательно, расходуется меньше времени, чем на двухкратную укладку деталей в штабель и прием деталей из штабеля для оторцовывания с другого конца.
При оторцовывания деталей кратной длины применяют откидные упорные линейки, параллельные основному упору. Оторцевав детали с обоих концов, передвигают всю закладку в сторону пилы и производят расторцовку на заданные длины, сначала упирая закладку в первую дополнительную откидную линейку, потом во вторую и т. д., пока детали не будут полностью растор-цованы.
На торцовочных станках с ручной подачей можно производить опиливание по периметру щитов и рамок, раскрой листов клееной фанеры, поперечный раскрой пачек строганой фанеры. Работа получается более чистой и точной, чем при опиливании и раскрое на других круглопильных станках.
Концеравнители. Так называются двухпильные торцовочные станки, торцующие детали соответственно заданной длине одновременно с обоих концов. В концеравнителе одна пила насажена на вал наглухо, вторую пилу можно передвигать по валу и таким образом изменять расстояние между пилами в зависимости от длины деталей. Каретка проходит между пилами.

Рис. 2. Откидные упоры на каретке торцовочного станка и пользование ими
Производительность двухпильных концеравнителей с ручной подачей материала, как и однопильных торцовок, очень низкая. Много времени отнимают закладка деталей, снятие их со станка и укладка в штабель, время теряется и на холостой ход каретки.

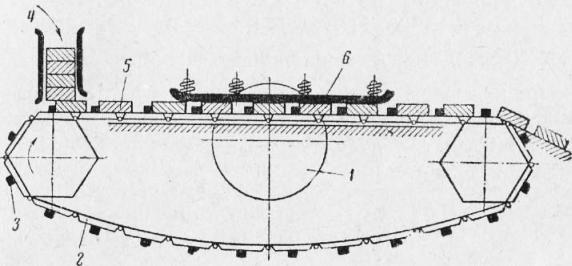
Рис. 3. Механизм подачи материалов в концеравнитель: 1 — пильный диск; 2 — конвейерная цепь подачи; 3 — упоры (кулачки); 4 — магазин с заготовками; .5 — обрабатываемые детали; 6 — пружинящий прижим
Станкостроительная промышленность выпускает концеравнители с различными видами механической подачи. На рис. 49 показан механизм подачи конвейерного типа. Конвейерные цепи снабжены захватывающими кулачками, расположенными обычно через каждые 150 мм. Эти кулачки — отъемные, в зависимости от ширины торцуемых деталей их можно устанавливать с промежутками в 300, 600 мм и больше. Расстояние между пилами в больших станках можно увеличить до 3000 мм, ветвь конвейера перед пилами может быть длиной до 900 мм. Такие размеры позволяют опиливать щиты, рамки и другие изделия, имеющие значительные габариты.
Торцуемый материал подается на конвейерные цепи из так называемого магазина (коробки), стенки которого можно раздвигать по размеру деталей. Во время движения цепей очередной кулачок каждой цепи упирается в кромку нижней детали в магазине, и кулачки уводят деталь под пилы. Вся вышележащая пачка деталей под действием собственного веса оседает вниз. Подаваемые под пилы детали сверху прижимаются пружинящими зажимами.
Загрузка магазина производится сверху. Обязанности станочника заключаются в своевременной загрузке магазина деталями и наблюдении за работой станка.
Производительность концеравнителя с механической подачей превышает производительность концеравнителя с ручной подачей до 10 раз.
При работе на торцовочных станках брак может быть в виде косины торца по ширине и толщине доски или бруска и рваных торцов.
Косина торца по ширине материала получается от неперпендикулярности направляющей линейки плоскости пилы.
Косина торца по толщине материала образуется от непараллельности пильного вала плоскости стола или от перекоса пилы.
Рваные торцы получаются при работе тупыми пилами.
Видео работы торцовочного станка STROMAB TR-350 б/у после ремонта в ООО “НЕВАСТАНКОМАШ”
Видео работы торцовочного станка ЦКБ-40 б/у после ремонта в ООО “НЕВАСТАНКОМАШ”

