

Расточные головки для координатно расточных станков
Устройство, виды и принцип работы расточных головок
Расточные головки: конструктивные особенности и применяемое оборудование. Принцип работы инструмента. Виды головок по способу подачи: ручные и автоматические. Виды режущих элементов и роль держателя. Подбор подходящей расточной головки.

Расточная головка – это основной инструмент для выполнения работ по обработке существующих отверстий до заданных параметров. Подобные работы: будь то расширение сквозного отверстия до нужного диаметра или смещение его относительно изначально заданной оси – производятся только по окончании сверлильных работ.
Расточные головки могут устанавливаться на различные типы станков. Существуют специализированные координатно-расточные агрегаты, конструкция которых оптимально подходит для расточных работ. Кроме того, аналогичную обработку можно выполнять на токарных или фрезерных станках.
Конструктивные особенности расточных головок
Конструкция инструмента позволяет разместить одновременно несколько резцов. Практика показала, что оптимальное число режущих элементов – 2 при условии их радиально расположения. Такая конфигурация обладает следующими преимуществами:
- Благодаря сбалансированному расположению точность обработки повышается.
- Снижается уровень вибрации.
- Динамические показатели станка улучшаются.
Увеличение количества резцов негативно влияет на баланс головки. Вследствие этого расточные работы не будут обладать высокой точностью, особенно на высоких оборотах, что снижает производительность станка.
Монтаж расточной головки на металлообрабатывающий агрегат осуществляется на шпиндельный вал, который передает момент вращения от привода станка. Во избежание вылета головки в процессе эксплуатации инструмент фиксируется винтами или гайками.
Основными узлами расточной головки являются: 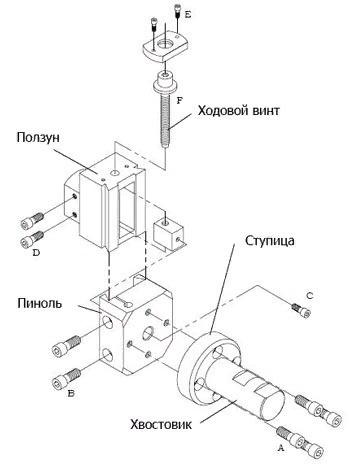
- Ступица. Следуя из названия, ступица устанавливается на шпиндель станка с помощью хвостовика. Для надежного крепления имеются четыре винта, из которых два параллельно фиксируют пиноль.
- Пиноль. Место монтажа рабочего резца расточной головки.
- Ползун. Подвижный элемент пиноли. Движение осуществляется путем вращения приводного винта. Служит регулировочным механизмом для выставления резцов по центрам.
- Хвостовик. Узел для передачи вращательного момента от шпиндельной части к режущим элементам.
Принцип работы инструмента
Согласно требованиям технологии обработки заготовку необходимо тщательно зафиксировать в неподвижном положении во избежание смещения во время расточных работ. Такое положение позволяет головке точно выполнять свои функции с минимальным риском получения брака.
При обработке небольших отверстий, диаметр которых не превышает 40 мм, положение резцов регулируется только перемещением ползуна.
При работе с отверстиями большего диаметра после регулировки ползуна его возвращают в начальное положение и после ослабления крепежных элементов пиноль передвигают в ступицу до упора. Таким образом, расточка выполняется за два этапа.
Виды расточных головок

Рассматриваемый металлообрабатывающий инструмент делится на два типа, которые отличаются видом подачи:
Рассмотрим их подробнее.
Головки с ручной подачей
В качестве материала изготовления используется высококачественная инструментальная сталь, которая подвергается высокотемпературной закалке и финишной обработке на шлифовальных станках.
Головки с автоматической подачей

Устройства с автоматической подачей отличаются универсальностью использования. Их применяют для последовательного выполнения следующих видов обработки:
И прочих работ, необходимость в которых может возникнуть в процессе обработки металлических изделий. Универсальная конструкция позволяет устанавливать их не только на фрезерные станки, но на горизонтально-расточное и координатно-расточное оборудование с числовым программным управлением.
Конструкция современных станков, например производства компании SORALUCE, предусматривает установку на одну единицу оборудования сразу нескольких головок. Многошпиндельная модульная система позволяет производить работы различного диаметра и глубины, что увеличивает производительность, исключая затраты времени на замену съемных режущих элементов.
По глубине воздействия выделяют две основные группы:
- Малоглубинные. Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.
- Большеглубинные. Данный тип предназначен для расточки отверстий в металле на большой глубине. По сравнению с малоглубинным инструментом конструкция более сложная за счет наличия механизма по удалению металлической стружки, образовывающейся в процессе эксплуатации. Побочные продукты обработки могут выводиться как внешним, так и внутренним способом. Имеется возможность установки съемных резцов.
Резцы для расточных головок
Строение режущего элемента, который называют головкой, имеет свои особенности:
- Цельные головки изготавливают из высококачественной инструментальной или быстрорежущей стали. Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
- Рабочая часть представляет собой припаянную пластину из высокопрочного сплава, в состав которого входят различные добавки, улучшающие качество материала. Наиболее распространенный тип.
- Встречаются конструкции, в которых режущая пластина крепится к держателю механическим способом. Данный метод применяется для режущих частей из металлокерамических материалов.
Расточные головки различаются по способу применения:
- Для глухих отверстий.
- Для сквозных отверстий.
На приспособлениях для несквозных отверстий пластина имеет треугольную форму. Это очень удобно при выполнении расточных работ, которые начинают с центра отверстия. Чем длиннее держатель, тем больше диапазон действия инструмента.
Существуют и универсальные расточные резцы, на которых предусмотрена установка сменных пластин различных форм, что позволяет выполнять разнообразные работы одним и тем же держателем.
Правила выбора расточной головки
Важнейшими характеристиками рассматриваемого инструмента являются:
- Рабочий ход ползуна.
- Максимальное количество оборотов.
- Скорость подачи.
Для начинающих токарей рекомендуем использовать продукцию фирмы Sandvik Coromant. Их головки просты в эксплуатации, что позволяет быстро освоить необходимые навыки.
Расточные головки – не самый популярный инструмент, хотя роль данных приспособлений в области металлообработки сложно переоценить. А вы сталкивались с расточными работами? Операции выполнялись на станках с ЧПУ или нет? Опишите ваши впечатления в комментариях.
Расточная головка

Расточные работы, основная цель которых заключается в придании уже существующим отверстиям требуемых параметров, могут выполняться с помощью расточного, фрезерного и токарного станков. Подобные работы (например, первичная обработка созданного ранее отверстия или смещение его положения относительно оси) выполняются только после окончательного завершения сверления (или рассверливания).
Растачиваемые работы, выполняемые на фрезерном станке, требуют особых инструментов. Так, ими могут выступать либо многолезвийные (многорезцовые), либо фрезы, которые представляют собой постоянно вращающиеся в процессе работы тела, покрытые одновременно износостойкими и прочными зубцами. Фрезы являются одними из самых главных инструментов, что позволяют производить обработку металлических поверхностей и отличаются большим разнообразием.
Фактически расточная головка представляет собой деталь спецоборудования, основное предназначение которой – удерживание описанных выше зубцов (или резцов, зависит от выбора основного инструмента работы) при осуществлении с их помощью сверления, расточки или других операций (фрезеровки).
Конструкция детали и принцип работы
Вообще, расточная головка позволяет разместить как один, так и сразу несколько режущих элементов, однако советуют прибегать к оптимальной конструкции с двумя радиально расположенными зубьями, так как это:
- Способствует уравновешиванию радиальной составляющей силы нарезки, что положительно сказывается на точности;
- Значительно сокращает поток идущей от инструмента вибрации;
- В принципе положительно сказывается на динамике процесса расточки.
Крепление расточной головки осуществляется в шпинделе станка(на основном исполнительном органе фрезерного станка, то есть, по сути, вращающем валу, который передаёт усилие от двигателя станка), при этом корпус детали накрепко фиксируется при помощи гайки (или группы гаек, или с помощью микрометрических винтов).
Основными же компонентами конструкции такого оборудования являются следующие детали:
- Ступица – центральная часть оборудования с небольшим отверстием, которое необходимо для насадки на крутящий элемент. Место крепления данной детали – это хвостовик, описанный ниже, крепёж осуществляется через четыре винта, два из которых дополнительно соединяют пиноль;
- Пиноль, который закрепляет уже режущий элемент;
- Ползун, который представляет собой перемещающуюся деталь внутри пиноли по двум направляющим с помощью ходового винта. С его помощью можно осуществлять регулировку положения режущего компонента относительно центра имеющегося отверстия;
- Конусовидный хвостовик, точно соответствующий по размерам переднему отверстию шпинделя. Через данную деталь передаётся вращение инструменту.

Процесс работы с расточной головкой заключается в следующем:
- Хвостовик вставляется в шпиндель (в конусовидное отверстие), после чего затягивается винтом для обеспечения герметичности;
- После этого деталь накрепко должна быть установлена в тисках или каком-либо другом подобном оборудовании;
- Если необходимо расточить отверстие менее 40 мм, то регулировка положения режущего компонента осуществляется только с помощью ползуна;
- В случае расточки отверстия большего диаметра (до 85 мм) следует сначала повторить описанное в пункте выше, после чего ползун переместить в его начальное положение, ослабить крепящие винты и перевести пиноль в ступицу до упора.
Ниже представленно видео подготовки расточной головки к работе и непосредственное ее использование.
Виды расточных головок
Классификация существующих ныне расточных головок может производиться по двум критериям: по способу подачи механизма и по глубине обработки полостей.
Так, в настоящее время выделяется два основных типа подачи механизма: ручная и автоматическая. Расточные головки, снабжённые каким-либо из указанных механизмов, предназначены для разных комплексов работ, потому у каждого вида есть свои достоинства и недостатки, и имеет смысл остановиться на каждом из них.
К несомненным плюсам расточных головок с ручной регулировкой (универсальная расточная головка) подающего механизма относят возможность создавать отверстия с очень высокой точностью (0,04 мм на диаметр). Вдобавок к этому можно отметить то, что основным материалом является прошедшая процедуру термической обработки высококачественная сталь, что обеспечивает возможность выполнения гладких резьбовых изделий и исключает возможность брака. Диаметр поверхностей, которые могут быть обработаны подобными головками, варьируется от 10 до 450 (иногда до 470) мм.
 Расточные головки с автоматической радиальной подачей (автоматическая расточная головка) позволяет осуществлять последовательную обработку поверхности заготовки, что значительно расширяет потенциальную область работы над металлом. Именно такой вид головок позволяет не только осуществить растачивание, но и торцевание, точение и так далее. Подобные головки находят своё применение не только на фрезерных станках, но и на агрегатных и станках с ЧПУ (числовым программным управлением), что объясняется их общей компактностью, универсальностью и отсутствием необходимости применения в больших масштабах режущего инструмента.
Расточные головки с автоматической радиальной подачей (автоматическая расточная головка) позволяет осуществлять последовательную обработку поверхности заготовки, что значительно расширяет потенциальную область работы над металлом. Именно такой вид головок позволяет не только осуществить растачивание, но и торцевание, точение и так далее. Подобные головки находят своё применение не только на фрезерных станках, но и на агрегатных и станках с ЧПУ (числовым программным управлением), что объясняется их общей компактностью, универсальностью и отсутствием необходимости применения в больших масштабах режущего инструмента.
По глубине обработки полостей среди расточных головок выделяют:
- Малоглубинные расточные головки, предназначенные для предварительного этапа обработки металлических поверхностей. Обычно такие головки отличаются тем, что обладают очень простой конструкцией, имеют несколько режимов работы, которые отличаются между собой глубиной прорезки и скоростями подачи. Плюс, такие головки имеют сразу несколько резов, которые жёстко закрепляются винтами в оправке;
- Большеглубинные головки, которые применяются для создания очень глубоких полостей и зачастую имеют сложную систему, включающую в себя несколько режущих сменных кассет и внешним (или внутренним) выводом стружки из полости. Подвод также может быть внешним или внутренним.
Выбор расточной головки
Основные различия между продаваемыми сегодня расточными головками заключается в разности диаметров и диапазонов расточки обрабатываемой поверхности. При выборе подобного спец. оборудования необходимо опираться на:
- Диапазон перемещения ползуна;
- Частоту допустимых оборотов
- Скорость подачи (как ручной, так и автоматической).
В настоящее время популярно несколько компаний-производителей, которые предлагают достаточно широкий ассортимент товара. Особой популярностью же пользуются расточные головки компании «Wohlhaupter», поскольку данные модели одновременно и просты в эксплуатации, и позволяют проводить достаточно сложные операции (например, проработку сразу нескольких канавок, различающихся меж собой по параметрам).
Обратить внимание следует и на продукцию компании «Sandvik Coromant», которые предлагают похожие по параметрам инструменты; при этом некоторые модели подойдут даже для новичков в токарном деле (например, «CoroBore 820», который является одним из самых простых для освоения инструментов, способен работать в 4 режимах и может быть настроен на работу как в режиме использования нескольких лезвий одновременно, так и с только одним).
Отлично зарекомендовала себя на рынке и испанская компания «Pinzbohr», которая, в основном, ориентирована на модели среднего и бюджетного класса и предлагает едва ли не самое большое количество различных моделей расточных головок в этих сегментах рынка.
Заключение
Поскольку расточные головки находят в настоящее время своё применение не только на фрезерных станках, но и на расточных разных типов (горизонтальных и координатных), сверлильных, разнообразие их видов на сегодняшний день достигло своего максимума, что частично объясняется необходимостью выполнения многоэтапных задач. Однако при этом конструктивное устройство, рассмотренное в данной статье, осталось тем же, как и принцип работы.
От выбора вида расточной головки напрямую зависит качество работы над имеющейся поверхностью, потому к приобретению данного элемента следует подходить максимально ответственно, дабы в будущем было возможно провести многоступенчатую обработку детали.
Координатно-расточной станок – качественное растачивание отверстий
Координатно-расточной станок – это универсальное оборудование для выполнения серийных и одиночных работ. В нем шпиндель размещается вертикально либо горизонтально.
1 Расточные агрегаты – разные варианты обработки металлических изделий
Координатно-расточной станок может выполнять различные операции. На нем допускается производить:
- нарезание резьбы;
- растачивание отверстий (как чистовое, так и черновое);
- фрезерование плоскостей;
- зенкерование отверстий (используется зенкер по металлу), а также их развертывание.
Кроме того, станки сверлильно-расточной группы дают возможность обрабатывать торцы и цилиндрические наружные поверхности всевозможных отверстий.

Расточные агрегаты могут иметь определенные конструктивные особенности. В зависимости от этих особенностей, а также от того, какая именно обработка на станках обычно выполняется, описываемое оборудование делят на специализированное и универсальное. А установки универсальной группы подразделяют на вертикально-, координатно-, горизонтально- и алмазно-расточные станки.
Главным признаком расточных агрегатов считается наличие в их конструкции шпинделя (располагается горизонтально или вертикально), осуществляющего движение осевой подачи. Так как подобное станочное оборудование способно выполнять множество разных по характеру работ, заготовка в них нередко обрабатывается по полному циклу. При этом, что очень важно, изделие не нужно переставлять на другие металлообрабатывающие агрегаты.

По этой причине вертикально-расточные и иные установки, на которых происходит растачивание отверстий и прочие операции, так востребованы крупными предприятиями машиностроительной отрасли, где производится сложная обработка деталей. Основной характеристикой, описывающей технический потенциал оборудования для растачивания, считается сечение шпинделя.
Данная величина также определяет главные геометрические размеры агрегатов, будь то токарно-расточные станки либо стандартные вертикально-координатные установки. В шпинделе выполняется фиксация рабочего инструмента. Координатно-расточной станок использует машинные метчики, сверла, разнообразные режущие приспособления – фрезы, зенкера, резцы и так далее. О нем речь пойдет далее.
2 Конструкция и особенности координатно-расточных агрегатов
Существует четыре типа установок, на которых выполняется растачивание отверстий и прочая обработка изделий – токарно-расточные, алмазно-расточные, координатно-расточные и горизонтально-расточные. Координатно-расточной станок признается наиболее универсальным и многофункциональным, что позволяет применять его практически для всех известных операций обработки отверстий.
На таком агрегате можно даже осуществлять на высоком уровне точности разметочные процедуры за счет того, что он обычно оснащается множеством электронных, механических, индуктивных и оптических механизмов отсчета, которые гарантируют безупречные измерения передвижений подвижных узлов. Другое достоинство координатных станков – наличие поворотного универсального рабочего стола, благодаря которому становится доступной обработка наклонных отверстий.

Вращение шпинделя в рассматриваемых агрегатах считается основным (рабочим) движением, а его перемещение по вертикали является движением подачи. Конструктивно координатно-расточной станок может иметь одну или две стойки. На оборудовании с двумя стойками установочным движением признаются следующие передвижения:
- рабочей поверхности (продольное);
- шпиндельной бабки с траверсой (перемещается вертикально);
- бабки по траверсе (поперечное).

В одностоечных станках различают два вида установочного движения:
- вертикальное – шпиндельной бабки;
- в продольном и поперечном направлениях – шпинделя.
3 Расточные головки и спецприспособления для станков
Обработка деталей на координатно-расточных установках осуществляется при помощи специального инвентаря. Чаще всего используются расточные головки, которые монтируются в различные приспособления. Хорошо известен, например, универсальный механизм, дающий возможность выполнять одновременное растачивание в матрицах конуса и отверстий.
Головки для него обязательно имеют державку (выполнена цельнометаллической) хвостовика, на которой располагается паз, необходимый для перемещения резца на ползуне. Кроме того, головки оснащаются интегрированным в распределительную планку автоматическим элементом. Во время работы он периодически отсылает сигналы ползуну, который и передвигает резец.

Устанавливают и используют рассматриваемый механизм далее указанным способом:
- хвостовик рабочей автоматической головки монтируют при помощи кольца-зажима на шпиндель;
- к цилиндру (снизу) подсоединяют ролик на роликодержателе, который крепится к небольшому хомутику.
Также активно используется и приспособление, позволяющее выполнять высокоэффективное и быстрое растачивание пресс-формы (ее матрицы). Эту заготовку ставят на стол и фиксируют с двух сторон посредством болтов прижимами. Обработка полости матрицы (ее растачивание) выполняется при помощи головки регулирующего типа. Форма корпуса такой головки – квадратная. Она снабжена кольцом-регулятором со шкалой, в нижней части устройства располагается паз (“ласточкин хвост”).

По нему двигается ползун с резцом на держателе. Настройка головки осуществляется двумя микровинтами (один предназначен для предварительной регулировки, второй – для точной). Применяются на координатных станках и иные специальные приспособления для растачивания отверстий, зенкерования и так далее. Их конструкция зависит от того, какие конкретно операции выполняются на агрегате. Заметим, что не во всех подобных механизмах используются головки.
4 Особенности алмазно-, токарно- и горизонтально-расточных установок
Алмазно-расточные станки характеризуются повышенными скоростями выполнения режущих процедур и малыми подачами. Они могут быть двух- и односторонними, много- и одношпиндельными, горизонтальными и вертикальными. Чаще всего, такое оборудование эксплуатируется на комбинатах, которые выпускают крупными партиями авиационные, сельскохозяйственные и автомобильные изделия.
Алмазно-расточные станки гарантируют уникальную четкость обработки отверстий, класс их шероховатости не ниже восьмого, минимальные отклонения по сечению. Данные установки имеют глубину резания не более 0,55 мм (минимум – 0,05). Обработка деталей на них выполняется со скоростью до 1000 метров в минуту. Алмазно-расточные станки работают исключительно с твердосплавными и высокоточными алмазными режущими инструментами, которые обеспечивают превосходное растачивание следующих изделий:
- блоков цилиндров;
- гильз двигателей транспортных средств;
- вкладышей и втулок;
- головок блоков автотехники;
- шатунов.

Кроме того, алмазно-расточные станки применяются для черновых операций. К ним относят – растачивание канавок и конусов, наружное и внутреннее обтачивание конусных заготовок, подрезание торцов и многие другие. Обработка изделий на “алмазных” агрегатах выполняется при помощи комплектов инструментов и наборов съемных шпинделей, которые поставляются производителем вместе со станком.
Горизонтально- и токарно-расточные станки представляют собой разновидности координатных агрегатов. Горизонтально-расточное оборудование отличается от вертикально-расточного, как понятно из названия, расположением шпинделя, вращательно-поступательное перемещение коего считается главным. Подача в нем передается обрабатываемому на столе изделию, используемому рабочему инструменту или применяемому приспособлению.

К перемещениям вспомогательного характера таких станков относят следующие установочные движения:
- рабочей поверхности по двум координатам;
- шпиндельной бабки (вертикально);
- люнета на задней стойке и самой стойки.
Токарно-расточные агрегаты используются реже, чем все остальные станки расточной группы. Они востребованы крупными предприятиями, на которых производится комплексная обработка тех или иных промышленных изделий.
5 Дополнительная информация о расточном оборудовании
В наши дни нередко встречается расточной станок с ЧПУ, который отличается от обычных установок рядом достоинств. Среди них можно выделить несколько самых важных преимуществ:
- универсальность и простота технологической оснастки;
- повышенная производительность (до 2,5 раз более высокая по сравнению со стандартным расточным агрегатом любой конструкции);
- уменьшенная длительность производственного цикла;
- малое время на подготовку оборудования к переориентированию на выпуск новых изделий.
В целом, расточной станок с ЧПУ выполняет те же операции, что и обычный, но при этом его применение в любом случае является экономически более целесообразным. Обработка металлических деталей на таких установках, кроме того, характеризуется большей точностью и отсутствием брака, обусловленного ошибками оператора агрегата.

Расточной станок с ЧПУ с двумя либо одной стойкой по уровню точности может быть причислен к классу С либо А. А по степени автоматизации описываемые установки делят на оборудование со сменой изделий и инструментов в автоматическом режиме, с предварительным набором координат и цифровой индикацией, а также на простые станки с программным управлением. Заметим, что на всех них, как правило, допускается осуществлять не только расточные, но и фрезерные работы.
Далее приводится список популярных станков расточной группы с числовым программным управлением:
- ДД450АФ10 и 2А450АФ10: характеризуются наличием режима электронного маховика и наличием измерительно-отсчетного электронного комплекса;
- 2Е450АФ30: в этих агрегатах имеется цифровая индикация и возможность постановки задачи в режиме диалога с оборудованием;
- 2Л450АФ4: особенности – графический монитор и контурная обработка по трем осям.

Отдельно скажем и о мобильных расточных станках, которые имеют малые размеры. Их обычно используют для хонингования и расточки мест посадки под седла разнообразных клапанов (регулирующих и стопорных) и выполнения иных расточных мероприятий не в заводских условиях. Благодаря мобильному расточному станку, многие работы по обработке изделий можно выполнять практически на любом объекте.
Поиск на Барахолке
По всей Беларуси
Расточной резец и пластины
Цена договарная, +375336608147 Евгений
Солигорск ЕвгенийГамэр
оснастка к фрезерным станкам б.у.,иеструмент (фрезы концевые.
оснастка к фрезерным станкам: оправки-60,0; расточные головки-80,0; фрезы цилиндрические-1,0 за1,0кг; дисковые-по запросу. +375296202788
Минск 1590979
JWS-34KX Фрезерный станок JET. ГАРАНТИЯ 2 года
+375 33 319 14 04 Дмитрий Цены смотреть ТУТ Потребляемая мощность, кВт 2,9 Напряжение, В 400 Диаметр шпинделя 30 мм Потребляемая (выходная) мощность основного двигателя 2,9 (2,3) кВт Максимальный диаметр фрезы, мм 180 Частота вращения шпинделя на холо
”Станок для заточки дисковых пил CUPRUM WS128″
”Станок для заточки дисковых пил CUPRUM WS128″ +375 33 319 14 04 Дмитрий ДЖЕТ ЦЕНТР МИНСК “Точильный станок для заточки дисковых пил CUPRUM WS128” Диаметр точильного круга (мм) 125*10*32*8 Угол шлифования лезвия ±20° Угол поворота
Иструмент металлорежущий-плашки,метчики, сверла,резцы и др.
Остатки инструмента металлорежущего. Производство РФ и РБ
Токарные, фрезерны, сверлильные, расточные работы, услуги
Принимаю заказы по выполнению токарных, фрезерных, сверлильных услуг УНП EB2665161. Доставка бесплатная почтой по РБ. Сбрасывайте чертежи, задавайте вопросы. Качественно, быстро, постоянным клиентам скидки!
Жлобин 1691354
Инструменты для металлообработки
Резцы токарные, метчики, плашки, развертки, фрезы, СОЖ,
Минск luz
Инструмент металлообрабатывающий.
Резцы токарные, метчики, плашки, развертки, фрезы, СОЖ,
Минск luz
Заготовки резцов расточных
Заготовки резцов твердосплавные. Втулки твёрдосплавные.
Молодечно swl
Токарные,фрезерные,шлифовальные и др. работы, услуги токаря.
Токарные,фрезерные,шлифовальные, координатно расточные и др. работы, термообработка, гальваника, услуги токаря, фрезеровщика. Оказываю услуги по металлообработке различной сложности.Минимальная стоимость заказа от 100р.! т. 80447283681
Токарные,фрезерные, координатно-расточные работы.проставки н.
Токарные,фрезерные, координатно-расточные работы. Исключительно по вашим, технически грамотным чертежам и эскизам. Минимальная стоимость заказа от 100р. т.80447283681
Изготовлю шестерни,звёздочки,зуб.
Изготовлю шестерни,звездочки,зубчатые колёса,шлицевые валы и втулки. Т 80447283681.Токарные,фрезерные, координатно-расточные работы.
Резцы механические
Резец механический расточной, Резец механический проходной, Резец механический отрезной, 15 треугольных пластин и 7 отрезных пластин, накатка.
Минск bavaria27
Фрезерная обработка металла
A1/viber + 375-29-651-37-85 life/whatsapp + 375-25-934-64-94 Мы– молодое, промышленное предприятие, располагающее современным оборудованием для точной металлообработки, позволяющим производить продукцию с высоким качеством исполнения и за короткие сроки
Минск Miha7
Токарные,фрезерные работы,координатно-расточные
Выполняем токарные работы, фрезерные работы
Фрезерно-расточной инструмент
Фрезы диаметром 12, 14, 16, 28, 30 и т.д.
Оснастку расточного станка.
Патрон цанговый, втулки переходные КМ 3-2, КМ 3-1, центр.
Минск kulinkow
Резцы
Резцы токарные, резцы для расточных патронов, резцы (вставки ) эльборовые.
Минск kulinkow
Державка sandvik A16R-SCLCR 06
A16R-SCLCR 06 Расточная оправка CoroTurnⓇ 107 для точения . Min диаметр отверстия (DMIN1) 20 mm.
Минск wrawor
расточная головка исо 40
расточная головка исо 40 новая
Минск mokhan
Трёх кулачковый патрон 315 мм
Патрон трёх кулачковый 315мм, без накладных кулачков, без ключа, состояние рабочих деталей видно на фото. В металлообработке применяется на долбёжных и вертикально расточных станках. Продам или обменяю на 125-150 токарный патрон, в рабочем состоянии.
Гомель nomano
Штангенциркуль импортный, микрометр, нутромер
Куплю импортный меритель разный: штангенциркуль, микрометр, нутромер, КМД, приборы разные. Также интересен импортный инструмент для металлообработки: пластина сменная, резец на ЧПУ, фреза, державка токарная и фрезерная, расточная головка, центроискатель
Минск 16А20Ф3 1 2
Резец Sandvik 570 Silent Tools дорого
Куплю резец расточной антивибрационный Sandvik Silent Tools 570 разных диаметров, а также головки к ним. Также куплю резец расточной со сменными пластинами больших диаметров: 32, 40, 50, 60 мм. Куплю импортный токарный и фрезерный инструмент, пластины с

