

Резцедержатели для токарных станков с чпу
Токарные резцедержатели
 Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Поэтому было разработано несколько вариантов конструкции этого устройства, подходящие для разных условий. Помимо токарных станков, резцедержатели используются в строгальных и некоторых других металлорежущих станках, но там они имеют другую конструкцию.
Условное деление
По исполнению:
– с осью вращения
– со сменными блоками
Деление резцедержателей с осью вращения:
– с горизонтальной осью вращения (параллельно оси шпинделя)
-с вертикальной осью вращения (перпендикулярно оси шпинделя)
по источнику смены позиций:
– механические (вручную) – электромеханические
– гидравлические
– серво
По креплению инструмента
– клиновым блоком – резцы 16х16, 20х20, 25х25 и 32х25 мм
– VDI – крепление в круглом отверстии позиции торцевой поверхности диска резцедержателя одним болтом с клином. направление оси Чаще всего используются VDI30, VDI40. Размеры VDI20, VDI50 и VDI60 используются относительно редко. Может использоваться для статичного и приводного инструмента
– BMT – крепление в круглом отверстии на периферийном диаметре диска резцедержателя. Крепление четырьмя болтами. Наиболее распространены BMT-45, BMT-55, реже используются BMT-65, BMT-75. Может использоваться для статичного и приводного инструмента
На универсальном токарном станке резцедержатель располагается на верхних салазках суппорта. На суппорте также размещаются поперечные и поворотные салазки, а сам суппорт находится на продольных салазках станины. Комбинация этих узлов позволяет перемещать резец по всем трем координатам и поворачивать относительно продольной оси, что и обеспечивает большое количество доступных операций универсальному токарному станку.
У тяжелых обдирочных станков конструкция суппорта несколько отличается, поскольку на него приходится значительная нагрузка. В таких станках резцедержатель располагается на дополнительных салазках. Это требуется по той причине, что у станков этого типа поперечные салазки имеют слишком массивную конструкцию и их перемещение вручную затруднительно.
Использование резцедержателя
Резцедержатель является отдельным узлом станка, закрепленным болтами. Он существенно облегчает обработку деталей. Особенно важно применение резцедержателя при точной расточке отверстий. Конструкции резцедержателей отличаются высокой прочностью и надежностью, поскольку даже от небольшого люфта точность обработки может значительно снизиться.
Токарный резцедержатель предназначается для размещения резца по высоте и в горизонтальной плоскости. Установка резцедержателя по высоте имеет большое значение для процесса обработки. Если выполняется обточка, то резец устанавливается так, чтобы режущая кромка инструмента была выше, чем линия центров станка. Для расточки резец размещается ниже линии центров.
Простой резцедержатель
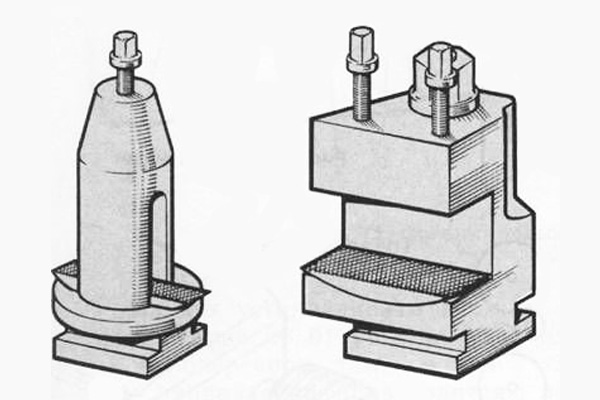 Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
С одной стороны, это устройство резцедержателя токарного станка дает возможность установить резец за минимальное время, а с другой — вся нагрузка приходится на один болт, поэтому он должен быть плотно затянут. Однако, пытаясь обеспечить достаточный прижим, этот болт часто затягивается с избыточным усилием, отчего резьба быстро приходит в негодность. В результате происходит обрыв болта или срезание внутренней резьбы. Ремонт такого резцедержателя заключается в замене болтов и расточке отверстия на больший размер. Также возможна установка втулки с резьбой в отверстие. Для повышения стойкости болтов их изготавливают из прочных сталей, таких как 12ХН3А, подвергают цементации на глубину 0,6-0,8 мм и закалке, что позволяет добиться твердости поверхности 50-60 HRС. Благодаря этому стойкость болтов возрастает в 10-15 раз относительно сырых, изготовленных из стали 45, однако, повышается и их цена. Для большей части деталей резцедержателя используется сталь 45, у которой твердость находится в интервале 220—260 НВ.
Резцедержатель этой конструкции широко использовался на советских станках. Сейчас такая конструкция резцедержателя токарного станка считается устаревшей и используется только для некоторых легких станков. В этом резцедержателе можно закрепить только один инструмент, что требует частой замены резца. В промышленной металлообработке это приводит к большим потерям времени.
Поворотные резцедержатели
 Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Резцедержатель имеет строение, сходное с револьвером. Главным элементом является крупный диск, в котором просверлены сквозные отверстия на равном расстоянии друг от друга. В отверстия вставляются разрезные втулки, в которые и крепятся резцы. Использование втулок позволяет установить резцы по высоте без использования прокладок, поэтому такая операция выполняется весьма быстро. Также устройство для фиксации резцов имеет жесткие пружинные державки, что дает возможность вести растачивание глубоких отверстий, нарезание внутренней резьбы и другие точные работы.
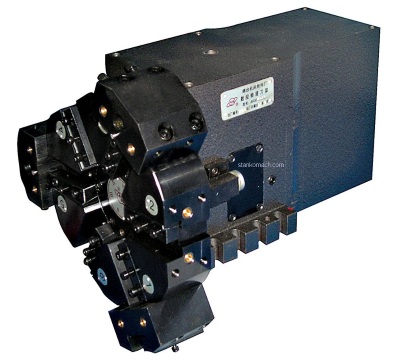
В современных станках используются еще более эффективные резцедержатели, в которых одновременно можно закрепить до 12 инструментов. Особенно эффективны такие резцедержатели для токарных станков с ЧПУ, их применение позволяет значительно повысить производительность. Электромеханический привод резцедержателя обеспечивает быстрое и надежное крепление инструмента.
В токарных станках, например станки серии ТС16К20, конструкция поворотных резцедержателей имеет свои особенности. Зажим резца производится закаленными планками при помощи рычажно-клинового механизма, что значительно повышает усилие.
Гидравлические револьверные головки
 Одним из перспективных направлений развития резцов и резцедержателей выступает разработка гидравлических устройств для закрепления резцов. Такие резцедержатели амортизируют вибрацию, возникающую при обработке заготовки. Благодаря этому снижается вероятность выхода из строя инструмента. При черновой обработке, когда резец испытывает значительную нагрузку, использование гидравлических резцедержателей снижает затраты на инструменты на величину до 40%.
Одним из перспективных направлений развития резцов и резцедержателей выступает разработка гидравлических устройств для закрепления резцов. Такие резцедержатели амортизируют вибрацию, возникающую при обработке заготовки. Благодаря этому снижается вероятность выхода из строя инструмента. При черновой обработке, когда резец испытывает значительную нагрузку, использование гидравлических резцедержателей снижает затраты на инструменты на величину до 40%.
Такими резцедержками оснащены например токарные станки серии ТС17.
Гидравлические резцедержатели имеют точность, сравнимую с этим показателем у электромеханических устройств, а в некоторых режимах и более высокую. Имеют большее количество позиций, меньшее время смены инструмента, направление поиска инструмента по кратчайшему направлению. Требуют наличия гидростанции на станке.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Быстросменный резцедержатель. Делаем дополнительную кассету.

- Цена: 134.95 USD (без учета доставки)
- Перейти в магазин
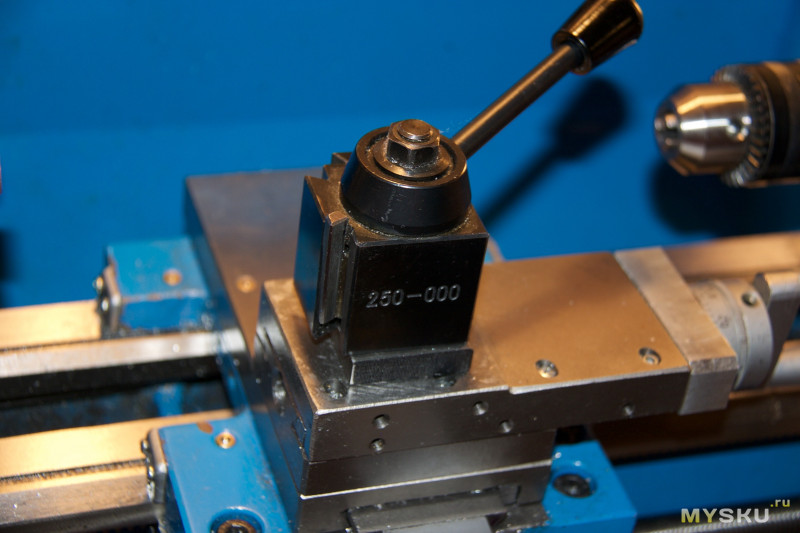
В одном из предыдущих обзоров зоркие читатели увидели на моем токарном станке быстросменный резцедержатель. Попросили его обозреть. Выполняю заявки трудящихся ☺
Для чего нужен быстросменный резцедержатель? Из названия очевидно, что для быстрой смены резцов. Зачем нужна быстрая смена резцов? В токарном деле используется несколько десятков различных резцов: проходные, расточные, подрезные, резьбовые внутренние и наружние, канавочные, отрезные и т.д. и т.п. Какие-то чаще, какие-то реже, но используются все.
Обычный резцедержатель может удерживать одновременно до четырех резцов, что бывает достаточно для производственного процесса. Как правило, детали однотипные и точатся на потоке. Установив утром один набор резцов, до вечера можно работать только им.

При штучной работе или в условиях домашнего применения резцы постоянно нужно менять. Откручивать- закручивать винты, вынимать резец и подбирать подкладки для выставления высоты резца довольно муторно. Для этих целей и существует быстросменный резцедержатель со сменными картриджами (кассетами).
Купил я данный резцедержатель уже достаточно давно, лет 5 назад точно. Так что он прошел огонь, воду и медные трубы. Зарекомендовал себя с наилучшей стороны.
Крепится резцедержатель следующим образом: в верхний суппорт ввинчивается ось, на которую насаживается резцедержатель. Сверху он фиксируется гайкой. В комплекте шла пластина, позволяющая подкладывать ее по резцедержатель, если необходимо приподнять его повыше.
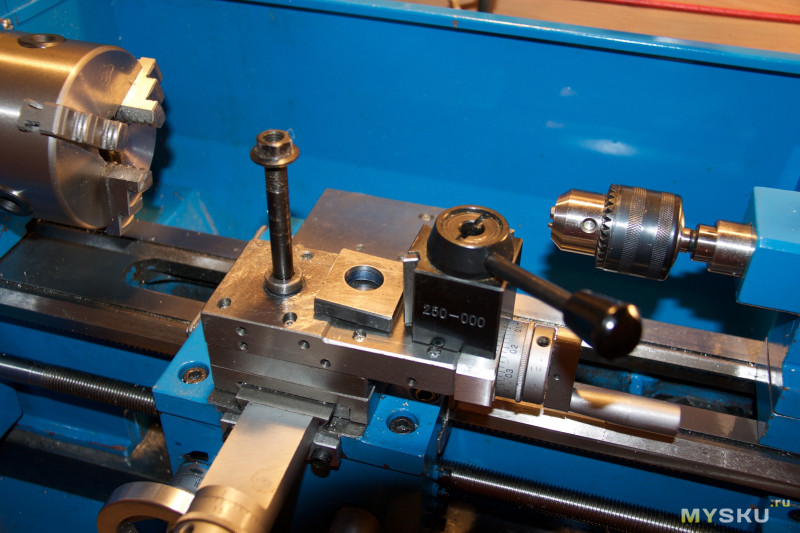
У меня на суппорте было цилиндрическое утолщение, и я расточил в пластине отверстие в диаметр утолщения.
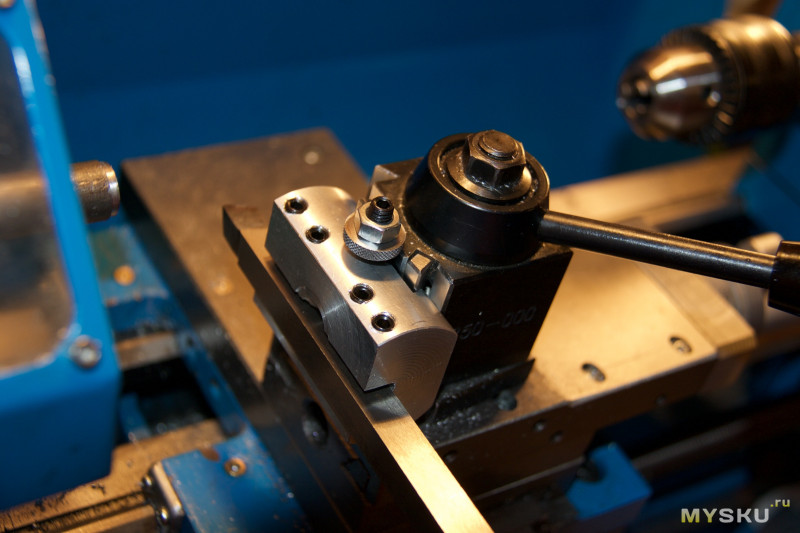
Фиксация картриджа происходит за счет подвижной клинообразной планки, которая распирает паз «ласточкиного хвоста». Фиксация просто намертво.
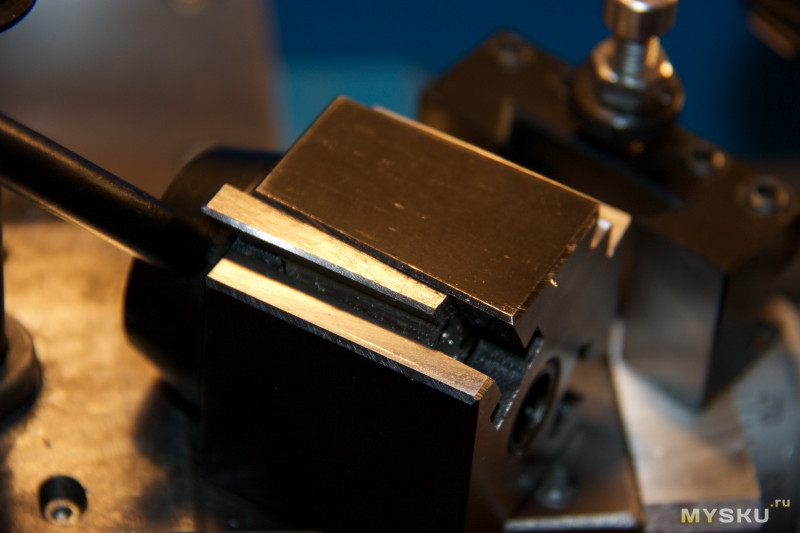
В комплекте идут 5 картриджей
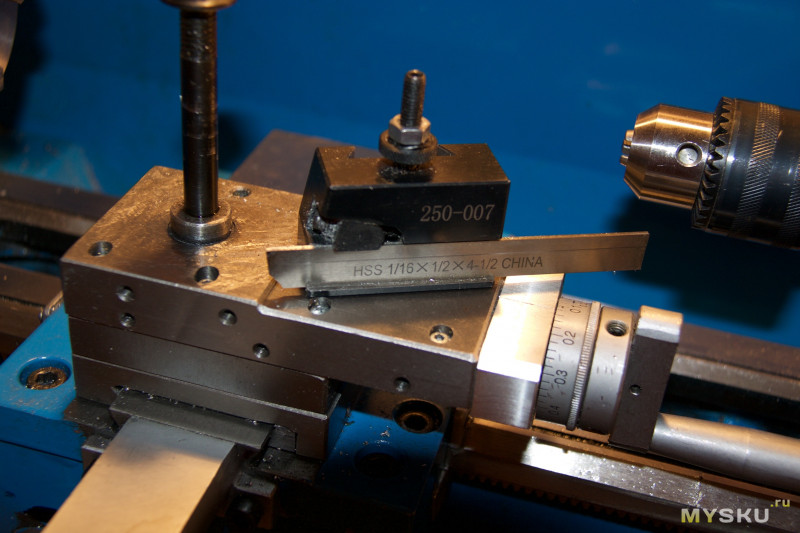
Первый под обычные прямоугольные державки. Высота паза 13 мм, глубина 8 мм. Четыре винта М6 фиксируют державку, один болт с широкой шайбой и контровой гайкой позволяет контролировать высоту картриджа и резца соответственно. Кончик резца должен быть на высоте оси шпинделя токарного станка.
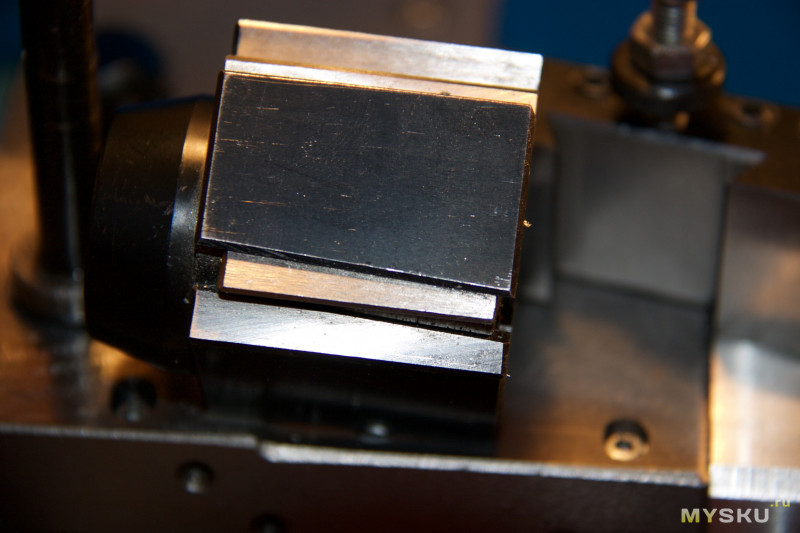
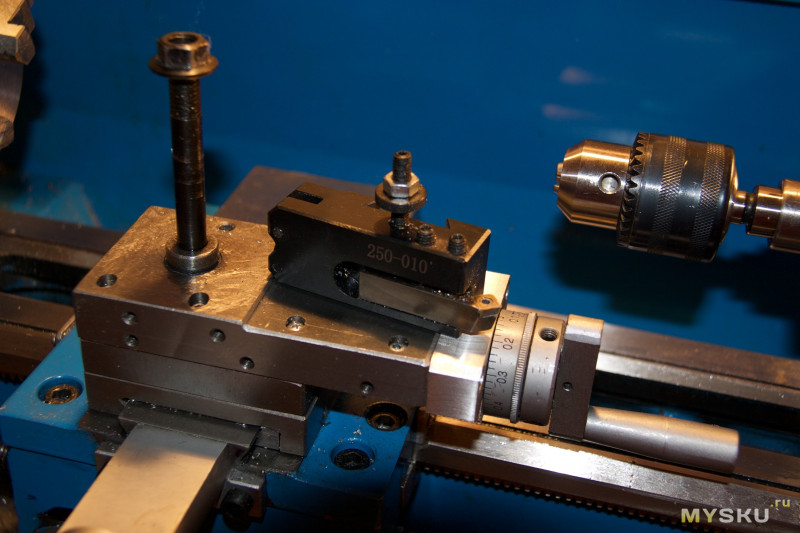
Второй картридж полностью копирует первый с одним дополнением, на нижней полке крепления державки профрезерована V-образная канавка, позволяющая крепить закругленные державки резцов.
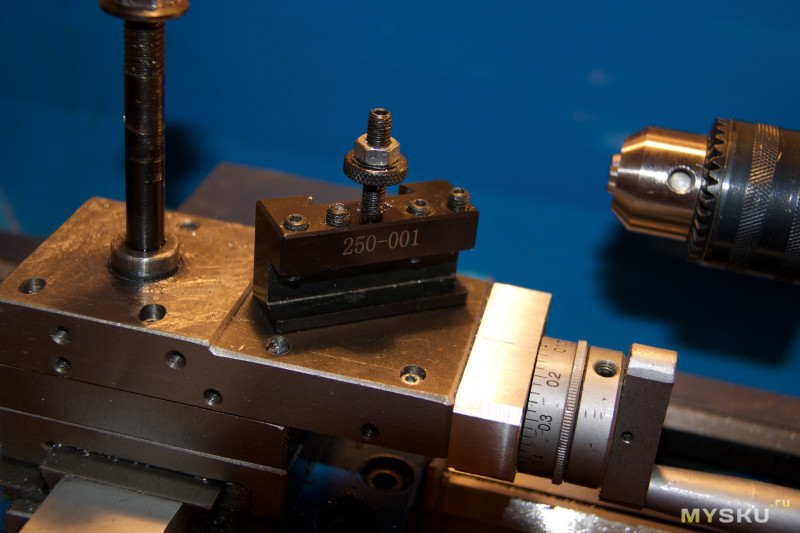
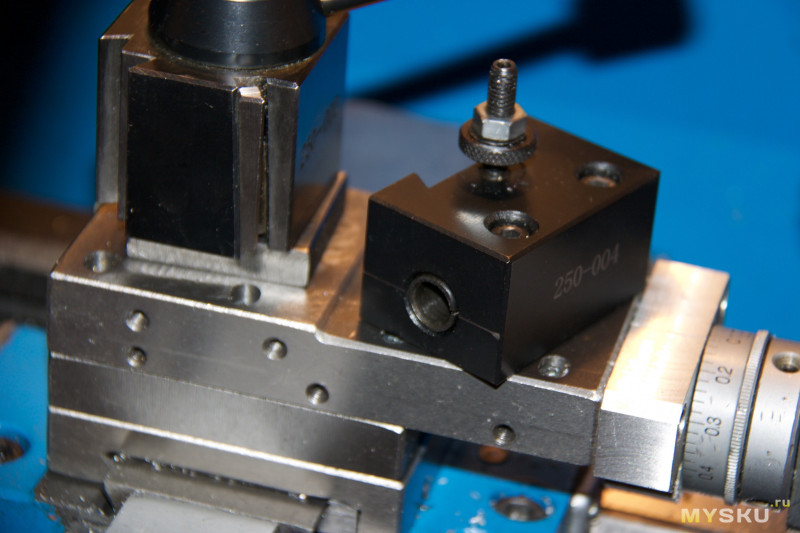
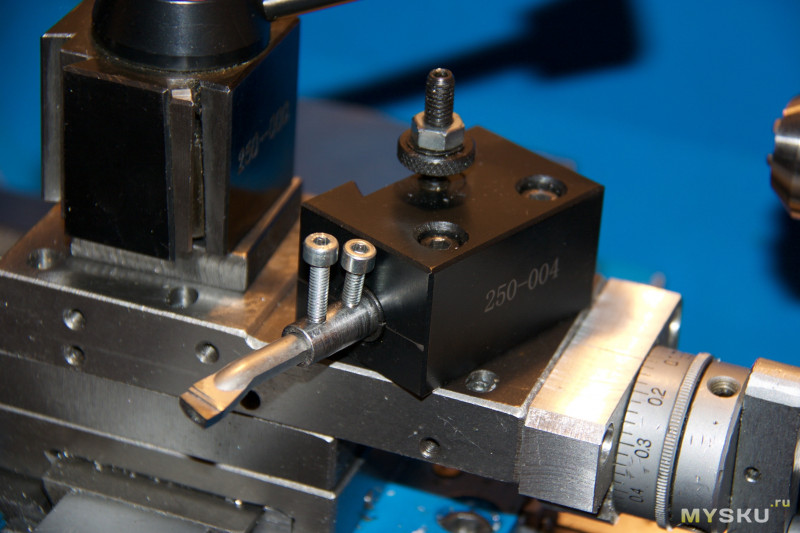
Третий картридж предназначен для крепления отрезного резца. И хотя резцы из быстрорежущей стали отживают свой век, такое решение очень удачное и востребованное. Резец можно затачивать не вынимая из картриджа. Толщина режущей пластины 1.5мм (в комплект не входит)
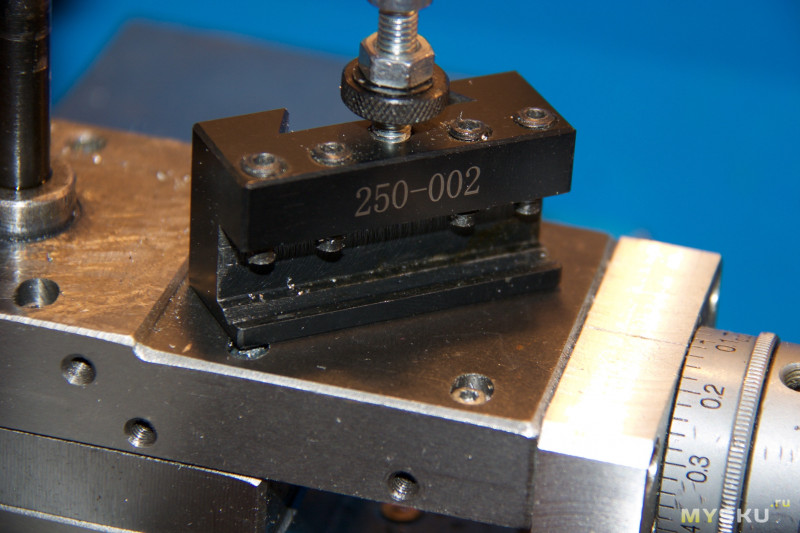
Четвертый и самый многофункциональный картридж совмещает в себе ролики для накатывания насечки на заготовку и место под резец. Я креплю в картридже небольшой резец для торцевания заготовок.

Пятый картридж предназначен для крепления расточных резцов с круглой державкой.
Основная печаль данного резцедержателя – стоимость дополнительных картриджей. Их цена варьируется от 14 до 26 долларов за штуку. Так как используемых в работе резцов у меня под два десятка, то удовольствие покупки двадцати картриджей выливается в круглую сумму. Вот и приходилось менять резцы также как и в обычном резцедержателе. Единственное, что по высоте их выставлять элементарно и быстро.
Мысль сделать свой картридж зрела давно. Останавливало два обстоятельства: отсутствие металла под рукой и банальная лень. Со временем у меня появился запас алюминия марки В95, который должен по прочности подойти для домашнего применения и запрос от вас, мои дорогие читатели, на обзор, который помог превозмочь лень)))
Для пробы взял кусочек дюраля В95, оставшегося от какой-то поделки.

Ну что ж… поехали! В заготовке мы фрезеруем паз
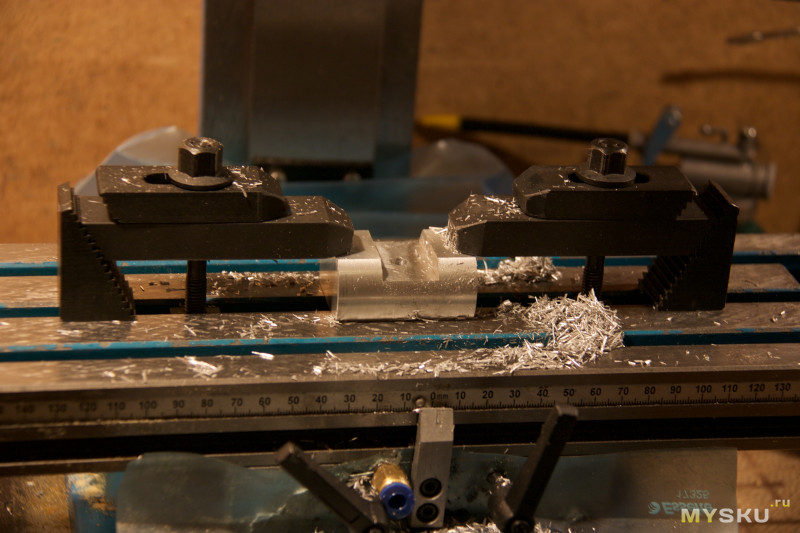
Далее фрезой для «ласточкиного хвоста» под углом 60 град. выбираем боковые наклонные плоскости.

Тщательно измеряем ширину «ласточкиного хвоста», точность должна быть в пределах двух – трех десятых миллиметра, иначе ничего не будет держаться, и заготовка направится в брак. Ширину «ласточкиного хвоста» измеряют при помощи двух цилиндров и штангенциркуля
Примеряем – все великолепно. В размер попали.

Переворачиваем заготовку и делаем паз под резец.

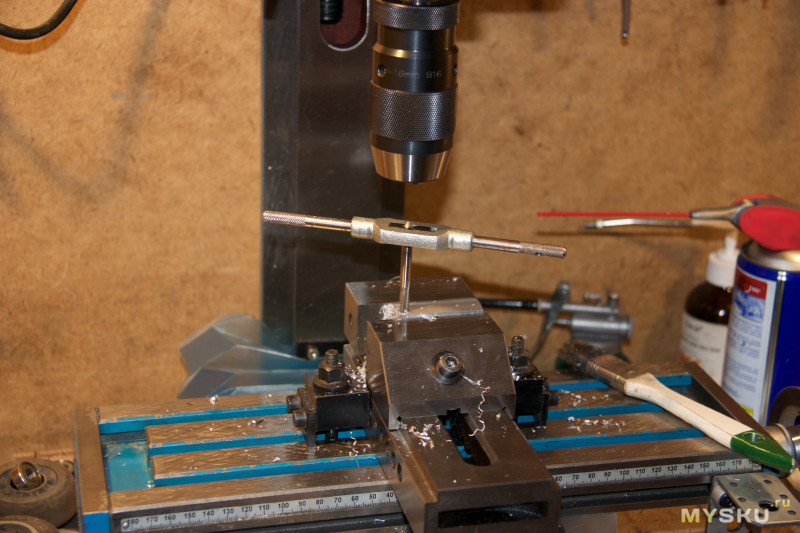
Сверлим отверстия под винты и нарезаем резьбу
Стружка отлично вычищается ершиками (см. предыдущий обзор про чистку аэрографа)

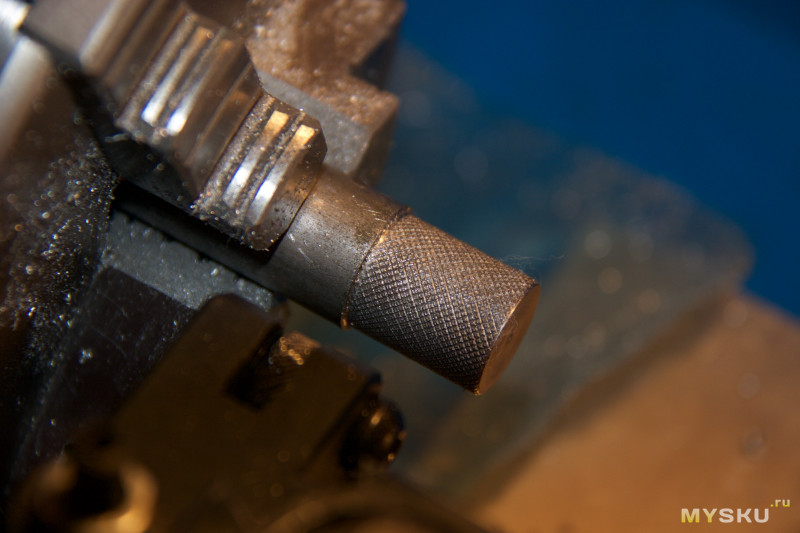
Теперь делаем шайбу винта, которая будет регулировать высоту картриджа. Для этого берем заготовку и накатываем на нее насечку нашим картриджем номер 4.
Сверлим отверстие и нарезаем резьбу

Отрезаем шайбу 

Тестовое точение было пройдено на ура.
И в заключение видео о резцедержателе и о том как делался картридж. Я люблю смотреть такие видео. Есть пара каналов в сети, где на все такие процессы изготовления поделок на станках можно смотреть вечно))) Кстати, если не сложно, напишите в комментариях пожалуйста, все ли понравилось, и что можно улучшить. Спасибо!
Резюме. Вещь замечательная, полезная, и как все профессиональные вещи дорогая, а стоимость сменных картриджей – просто грабеж. Но если вы имеете доступ к фрезеру и можете сделать себе картриджи сами, то покупать имеет полный смысл.
Виды и варианты конструкций токарных резцедержателей
Резцедержатель для токарного станка: назначение и устройство. Разновидности, их конструктивные особенности. Преимущества быстросъемных конструкций. Изготовление резцедержателя в домашних условиях – видео.

Резцедержатель – один из важнейших блоков токарных станков, используемый для закрепления режущего инструмента. Существует множество модификаций конструкции такого узла, предназначенных для применения в различных условиях. Кроме того, выпускаются универсальные резцедержатели для токарных станков, которые возможно использовать и для другого металлорежущего оборудования. Качество металлообработки заготовки во многом зависит от точности исполнения державки для резца.

Устройство и назначение резцедержателя
Резцедержатель представляет собой зафиксированный с помощью болтового соединения отдельный узел, используемый для крепления металлообрабатывающего инструмента. Значительно упрощает работу с заготовками, позволяет максимально расточить отверстия. Резцедержателями комплектуются блоки станков, перемещающие резец.

В верху суппорта 1 на центрующем бурте расположена четырехгранная головка. С одной ее стороны установлен конусообразный фиксатор 5 с пружинкой 4, с обратной – фиксатор шариковый 17 с пробкой на резьбе 12 и пружинкой 15.
К верхней части головки 13 с помощью болтов прикреплен фланец 5. На среднем пальце 16 внутри головки размещается кулак 11, имеющий торцовые зубцы, а также храповая муфта 10, прижимающаяся к торцу кулака пружинкой 8. Муфта легко перемещается по прорезям втулки 9, впрессованной в рукоять 7.
Рукоять 7 служит для высвобождения, поворота, установки и крепления головки. Высвобождение осуществляется при развороте рукояти по резьбе против часовой стрелки. Совместно с рукоятью также перемещается и кулак 11, соединенный с ней через зубцы храповика 10. При освобождении головки при воздействии скоса кулака 11 на лапку фиксатора 3 приподнимается сам фиксатор, кулак 11 поворачивает головку, упираясь стенкой выреза в штифт 14. Шарик 17 при этом приподнимается. В заключительной стадии разворота шарик фиксатора попадает в следующее гнездо, предварительно закрепляя головку.
При развороте рукояти 7 в обратную сторону кулак 11 открепляет фиксатор 3, при этом он впадает в гнездо 2 и окончательно закрепляет головку. Стенка выреза упирается в штифт и останавливает кулак 11. Последующий поворот рукояти 7 приводит к отжатию храповика 10 вверх скошенными торцовыми зубцами. По окончании поворота рукояти происходит окончательное закрепление головки с режущим инструментом.
Условное деление державок для резцов
По типу исполнения держатели бывают:
- со сменными блоками;
- с осью вращения.
По расположению оси последние модели разделяются на:
- горизонтальные (вдоль шпинделя);
- вертикальные (под углом 90° к шпинделю).
По способу изменения позиции:
- механические;
- электромеханические;
- гидравлические;
- с сервоприводом.
- двухпозиционные, позволяющие одновременно зафиксировать пару резцов;
- четырехпозиционные, допускающие одновременную установку четырех единиц режущих приспособлений на станке.
Крепление инструмента в резцедержателе может осуществляться несколькими способами:
- посредством клинового блока;
- VDI – крепление одним клиновым болтом с края диска держателя;
- ВМТ – фиксация в отверстии на удаленном диаметре диска.
Кроме того, по типу конструкции резцедержатели разделяются на:
- простые («солдатиком»);
- поворотные;
- быстросменные кассетные резцедержатели;
- универсальные переходники.
Простой резцедержатель
Достоинством такой конструкции является возможность быстрой постановки резца. Недостаток – всю нагрузку воспринимает единственный болт, потому его необходимо плотно затягивать и постоянно проверять степень закрепления до включения станка.
При работе со станком с резцедержателем такого типа следует избегать чрезмерного зажатия болта, так как велика вероятность срыва резьбы. Для ремонта державки достаточно заменить болт, расточить отверстия под другой размер либо установить в образовавшийся зазор втулки с внутренней резьбой.
Для увеличения прочности болты изготавливаются из высокопрочной стали, цементируются на глубину 0,6–0,8 и закаливаются. В итоге болт соответствует марке твердости 50–60 HRС, устойчив к разрыву.
Резцедержатели конструкции «солдатиком» часто ставились на станки советского производства. Сейчас они перенесены в разряд устаревших и устанавливаются на модели легких станков. В таких резцедержателях крепится единственный инструмент, требующий периодической смены.

Поворотные
Резцедержатели подобной конструкции внешним видом походят на револьвер. Основная деталь – диск с проделанными насквозь отверстиями, находящимися друг от друга на одинаковом удалении. В отверстиях размещены втулки с разрезом, в которых фиксируются резцы станка. Благодаря применению втулок резцы устанавливаются без прокладок – замена режущего инструмента производится быстро. Резцедержатели обладают пружинными устройствами, позволяющими растачивать отверстия на большую глубину, нарезать внутреннюю резьбу и применять станок для иных работ, требующих высокой точности.

В выпускающихся сейчас станках также устанавливаются поворотные резцедержатели, несущие до 12 резцов. Они особенно эффективны на станках с ЧПУ, производительность которых значительно увеличивается. Быстрая фиксация инструмента и повышенная надежность обеспечивается электромеханическим приводом.
В некоторых токарных станках, к примеру, серии ТС, поворотные резцедержатели отличаются конструктивными особенностями. Зажимание инструмента осуществляется посредством закаленных планок либо рычажно-клиновым устройством.
Быстросменный резцедержатель
Держатели закрепляются таким образом: в верхнюю часть суппорта вкручивается ось, служащая в качестве фиксатора резцедержателя. Сверху держатель прижимается гайкой. В комплекте к таким устройствам идет пластина, позволяющая при необходимости поднять резец повыше.
Крепление кассеты осуществляется посредством клиновой планки.

Универсальный переходник
При использовании малогабаритных станков иногда возникает необходимость в работе с крупными резцами. Имеющийся на станке держатель не позволяет разместить инструмент с иными размерами, из-за чего крупные резцы приходится стачивать. Чтобы избежать расточки, на станок устанавливается специальный резцедержатель-переходник, позволяющий работать с инструментом различных размеров.

Рекомендации по использованию
Резцедержатель на токарный станок используется для крепления резца по вертикали и горизонтали. Неточность фиксации по высоте считается главной причиной недостатков и брака обработки. При обтачивании резец должен размещаться так, чтобы его рабочая часть находилась поверх центров станка. При растачивании резец следует устанавливать по низу плоскости центровки.
Резцедержатель на универсальный станок ставится на верхних салазках суппорта. Там же расположены устройства поворотные и поперечные, а непосредственно сам суппорт размещен на продольных салазках станины. Все эти узлы в совокупности позволяют передвинуть резец по всем направлениям, разворачивать его вдоль оси, что предоставляет возможность применения максимального числа металлообрабатывающих операций.
Держатель на обдирочный станок тяжелого типа размещен на вспомогательных салазках. Это объясняется слишком большими размерами поперечных салазок: ручное их передвижение крайне затруднительно.
Варианты конструкций державок своими руками
А какой резцедержатель установлен на вашем станке? Пытались ли вы самостоятельно его изготовить в домашних условиях? Поделитесь, пожалуйста, своим мнением и опытом в комментариях.
Ремонт токарных станков в Минске , в Беларуси
Осуществляем ремонт металлорежущих токарных станков с последующим обслуживанием. Чиним и ремонтируем станки в том числе и старые модели, производства СССР. Ниже краткий список распространенных моделей:
- Токарный станок 1е61м, 1д601, 16у04п, 1и611п
- Токарно-винторезный станок 1а62, 1п611, 1а616
- Токарные станки с ЧПУ DEG
- Токарный станок по металлу 1к62, 16к20
- Токарный станок ДИП 300, ДИП 500
- Токарный станок 1м61, 1м63
- Токарный станок по металлу ТВ 6, ТВ 4
- Токарный станок Jet BD 3, 7, 8
- Деревообрабатывающие токарные станки
Дополнительно отремонтируем элементы станка и оснастку, такие как: суппорт, станина, направляющие, задняя бабка, люнет, резцедержатель, и другое. Модернизация и изготовление запчастей и деталей для элементов станка. Замена электро оборудования. Изготовим шестерни под вашу модель, на некоторые модели — есть готовые. Возьмём на капитальный ремонт.
Ремонт токарно-винторезных металлорежущих станков в Минске

Капитальный ремонт станков токарных
Оставить заявку на ремонт вы можете на нашем сайте. Либо позвонить по контактным телефонам.
Наше производственно ремонтное предприятие находиться по улице Бехтерева в Минске. Смотрите карту проезда.
Сроки и стоимость ремонта , уточняются только после осмотра нерабочего токарного оборудования.


9 Ответов “ Ремонт токарных станков в Минске , в Беларуси ”
Здравствуйте, есть проблема по станку 1К62. При включении обратных оборотов шпинделя, шпиндель медленно разгоняется либо вообще стоит на месте. В чем может быть проблема, либо можно починить самостоятельно. Ели проблема серьёзная, сможете ли вы подъехать ко мне в Колодищи.
Ответил на почту
Резцедержатель к тв 16?ЦЕНА?
Добрый день. Сколько будет стоить шлифовка станины ТВ 4! Спасибо
Здравствуйте, оставьте пожалуйста номер телефона, мы перезвоним вам.
+375445505757
Если не сложно ответьте в Вайбер или на почту . Не всегда есть возможность ответить на звонок спасибо .
добрый день .
вы занимаетесь ремонтом токарного станка ТВ-16
интересует стоимость шлифовки станины , супорта продольной подачи ,поперечной подачи малой продольной , сопрягаемой поверхности резце-держателя .
также занимаетесь шабрением и какова стоимость для данных узлов.
admin: да занимаемся.
Доброго времени суток, нужен ремонт станка тв-6. +375257206867
Здравствуйте ! Такие станки берёте на ремонт? Красный пролетарий 1937 года выпуска

Добавить комментарий Отменить ответ
Наши услуги
- ФРЕЗЕРНЫЕ РАБОТЫ
- ШЛИФОВКА МЕТАЛЛА
- НАРЕЗАНИЕ РЕЗЬБЫ
- ОБРАБОТКА ПЛАСТМАССЫ
- ИЗГОТОВЛЕНИЕ ШЕСТЕРЁН
- СВАРОЧНЫЕ РАБОТЫ
- ПРАВКА АВТО ДЕТАЛЕЙ
- — Проточка тормозных барабанов
- — Расточка ступицы
- — Расточка клапанов блока ГБЦ
- — Шлифовка ГБЦ
- — Проточка тормозных дисков
- — Ремонт рулевых реек
- РЕМОНТ СТАНКОВ
- — Ремонт токарного оборудования
- — Ремонт фрезерного оборудования
- — Ремонт сверлильного оборудования
- — Ремонт деревообрабатывающих станков
- — Ремонт гильотины и заточка ножей по металлу
- МЕТАЛЛОКОНСТРУКЦИИ НА ЗАКАЗ
- ФУРНИТУРА ДЛЯ СТЕКЛОКОНСТРУКЦИЙ
- ЗАМКИ БУРОВЫХ ТРУБ
- ИЗГОТОВЛЕНИЕ ПРУЖИН
- Продажа токарного б/у станка ДИП 500
Контакты в Минске

Детали из металла на заказ

Для автомобилей

Обработка пластмасс

Обработка и изготовление из пластмассовых материалов

