

Самолет для проверки станины токарного станка
Проверка токарных станков на геометрическую и технологическую точность
Говоря о точности токарного станка имеется ввиду соответствие данных паспорта оборудования следующим параметрам:
- перемещение тех элементов, на которых располагается заготовка;
- расположение тех поверхностей, с помощью которых базируется инструмент или заготовка;
- форма базовых поверхностей.
После окончательной сборки и проверки на заводе, а также после ремонтов станки получают акт о приемке, и только после этого, вводятся в эксплуатацию.
Требования к точности указываются в паспорте станков.
Выполнение измерения для выявления погрешностей следует производить регулярно в соответствии с нормативами ГОСТ.
Скачать ГОСТ 8-82 «Станки металлорежущие. Общие требования к испытаниям на точность»
Скачать ГОСТ 18097-93 «Станки токарно-винторезные и токарные. Основные размеры. Нормы точности».
В процессе использования токарного оборудования происходит износ его деталей, т.к. при обработке изделий появляются силы, которые производят различные деформации. При работе станок нагревается и под воздействием температуры образуются тепловые деформации. Все эти дефекты оказывают отрицательное влияние на качество обрабатываемых деталей. И для того чтобы восстановить паспортные показатели станка периодически следует ремонтировать изношенные детали.
Качественное испытание токарных станков в соответствии с государственным стандартом во многом зависит от того, насколько правильно он установлен на испытательном стенде. Установка на стенд должна происходить строго, соблюдая установочный чертеж. Самым распространенным методом, является установка на количество опор более 3-х. Отметим, что все двигающиеся части проверяемого станка должны находится в средних положениях.
Геометрическая точность токарного станка характеризует качество изготовления деталей, поэтому установка заготовки должна осуществляться на геометрическую правильную поверхность.
Для определения степени износа нужно установить линейку поочередно на каждую из направляющих станины. После этого, щупом определяется расстояние между направляющими и контрольной линейкой. Допустимое значение такого износа согласно государственного стандарта не должно превышать 0,02 мм.
Не мало важным фактором является соответствие горизонтальности направляющих станины. Определить ее можно с помощью перемещения специального уровня вдоль поверхности направляющих, который покажет значение имеющегося отклонения. Предельно допустимое отклонение по ГОСТ не может превышать значение 0,05 мм. А параллельность между направляющими станины для упорной (задней бабки) и каретки можно проверить с помощью специального измерительного индикатора. Его необходимо закрепить на каретке с суппортом и с помощью перемещения каретки выявить величину отклонения.
Также точность токарного станка поможет определить биение вращающегося шпинделя, в который крепится заготовка. Обязательно при этом соблюдать параллельность между осью шпинделя и направляющими станины. Во время проверки в отверстие вала устанавливают специальную контрольную оправку и на протяжении всей ее длины проверяют ее на биение.

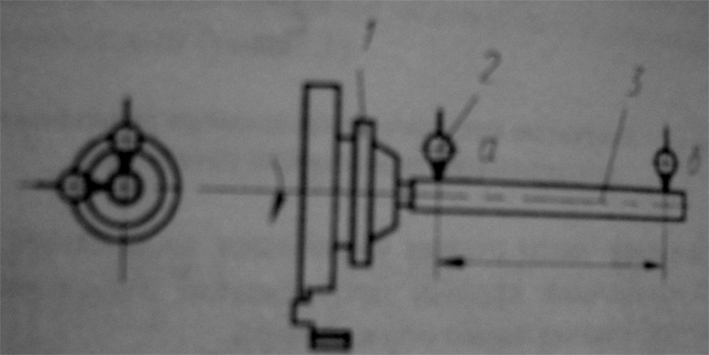
Осуществляя технологическую проверку на точность стоит обратить внимание также и на вращение шеек вращающегося вала. Биение при их вращении — не допустимо. В резцовой головке необходимо закрепить индикатор, затем уперев его штифт в шейке шпинделя произвести измерения. По ГОСТ значение не должно превышать 0,01 мм. Не допустимым будет при вращении шпинделя, чтобы он отклонялся от оси.

Проверка биения шпинделя: а — проверка биения шейки шпинделя; б — проверка осевого перемещения шпинделя; в — проверка биения переднего центра
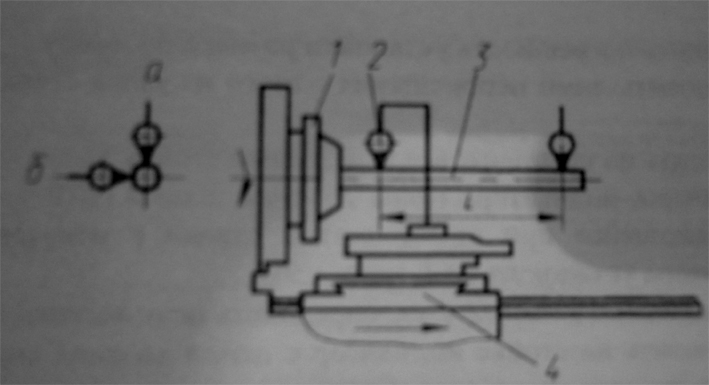
Также одним из важных измерений при проверке токарного станка на точность является определение точности шага ходового винта. Величина отклонения в соответствии с ГОСТ определяется с помощью следующей методики:
- в центры передней и задней бабки устанавливают резьбовую оправку;
- на эту оправку накручивают гайку в форме цилиндра и имеющую паз;
- в паз этой цилиндрической гайки устанавливается шарик державки;
- индикатор, закрепленный в державке, упирается в торцевую часть цилиндрической гайки;
- токарный станок настраивается на шаг резьбы;
- индикатор определяет отклонения.

Проверка точности шага ходового винта
Основные погрешности формы обрабатываемых заготовок:
- непрямолинейность;
- конуснообразность;
- отсутствие параллельности;
- некруглость;
- неконцентричность.
Инструмент, применяемые при испытаниях:
- контрольная линейка;
- уровень;
- щуп;
- угольник;
- измерительный индикатор;
- резьбовая оправка;
- контрольная оправка;
- цилиндрическая гайка;
- державка.
При выполнении измерений следует использовать только те инструменты, которые прошли метрологическую поверку с учтенной погрешностью.
Приборы, инструменты для проверок
Для проверки геометрической точности токарных, фрезерных и других станков общего назначения применяются различные средства и методы.
При испытании станков применяются поверочные линейки (рис. 2.1,а б,в), контрольные оправки (рис. 2.1, г), уровни (рис. 2.1, д), индикаторы со стойкой (рис. 2.1, е), щупы, универсальные мостики и другие средства. Индикаторы применяются для измерений с точностью до 0,01 мм. Для более точных измерений используют миниметры. Измерительное усилие индикатора при измерениях не превышает 1 Н.
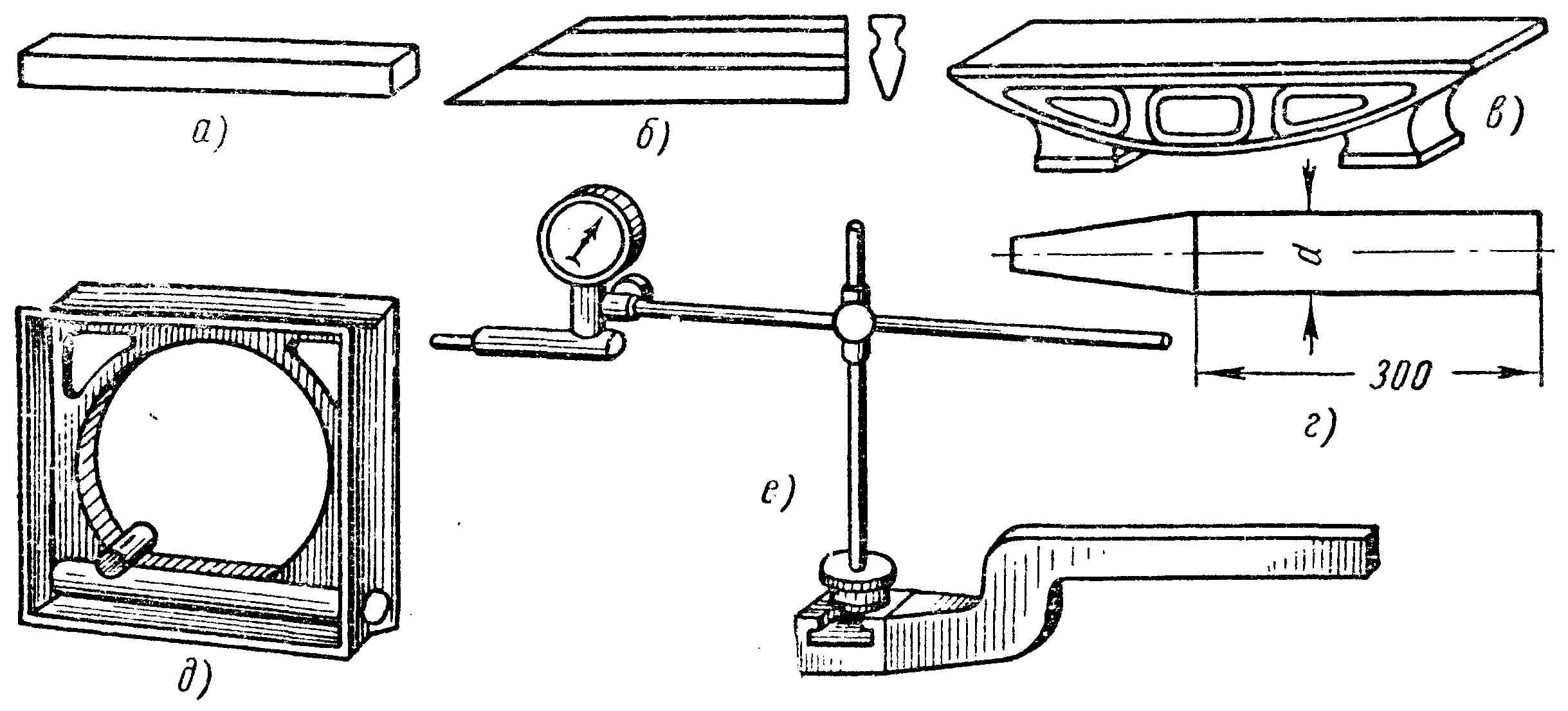
Рис. 2.1. Инструменты для проверки геометрической точности станков
Стойка индикатора надежно закрепляется на массивной подставке с широкой опорной поверхностью или в Т-образном пазу (рис. 2.1, е). Наиболее надежны электромагнитные подставки.
Поверочные линейки применяют главным образом для проверки отклонений от плоскостности и прямолинейности направляющих поверхностей станков (рис. 2.1, а, б, в). Поверочные линейки выпускаются прямоугольного или двутаврового сечения с параллельными сторонами, либо в виде линеек-мостиков более жесткой конструкции или линеек треугольного сечения (линеек-клиньев).
Поверочные уровни используют для проверки горизонтальности, плоскостности, перпендикулярности или параллельности нескольких плоскостей (рис. 2.1, д).
Щупы применяют для измерения величины зазоров между прилегающими друг к другу поверхностями и определения отклонений от прямолинейности плоскостей направляющих станков и плит при наложении на них поверочных линеек.
Щупы изготавливаются в виде наборов пластин в количестве 8–10 штук. Пластины отличаются друг от друга по толщине на 0,01–0,25 мм. Толщина самой тонкой пластины 0,03 мм, а самой толстой – 1 мм. Длина пластин бывает 50, 100 и 200 мм.
Для измерения точности станков наиболее удобен набор щупов.
Универсальный мостик – приспособление для проверки горизонтальности и параллельности направляющих станин станков. В плане мостик имеет форму прямоугольного треугольника. На нижней части короткой стороны мостика укреплены две пары роликов с параллельными осями, которыми охватывается с двух сторон призматическая направляющая станины (рис. 2.2).

Рис. 2.2. Универсальный мостик
На нижней части длинной стороны мостика имеется Т-образный паз, по которому перемещается регулируемый по высоте опорный стержень, закрепляемый в нужном месте в зависимости от ширины станины станка.
Помимо геометрических проверок производятся испытания станков на жесткость с применением динамометра.
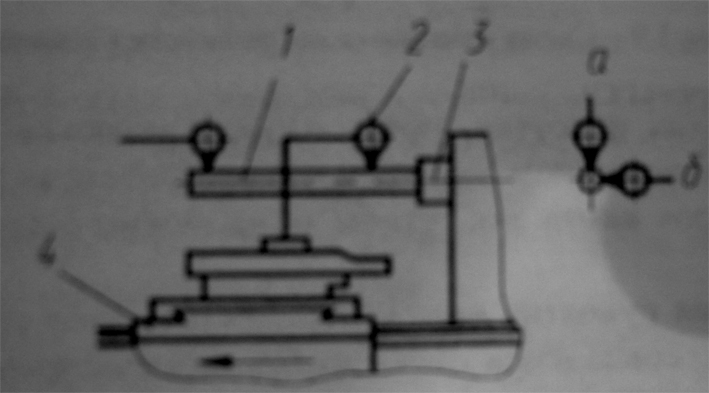
На рис. 2.3 показан динамометр конструкции для испытания на жесткость токарных станков. Прибор закрепляется в резцедержателе суппорта. Направления нагружающего усилия и измеряемых отжатий не совпадают.
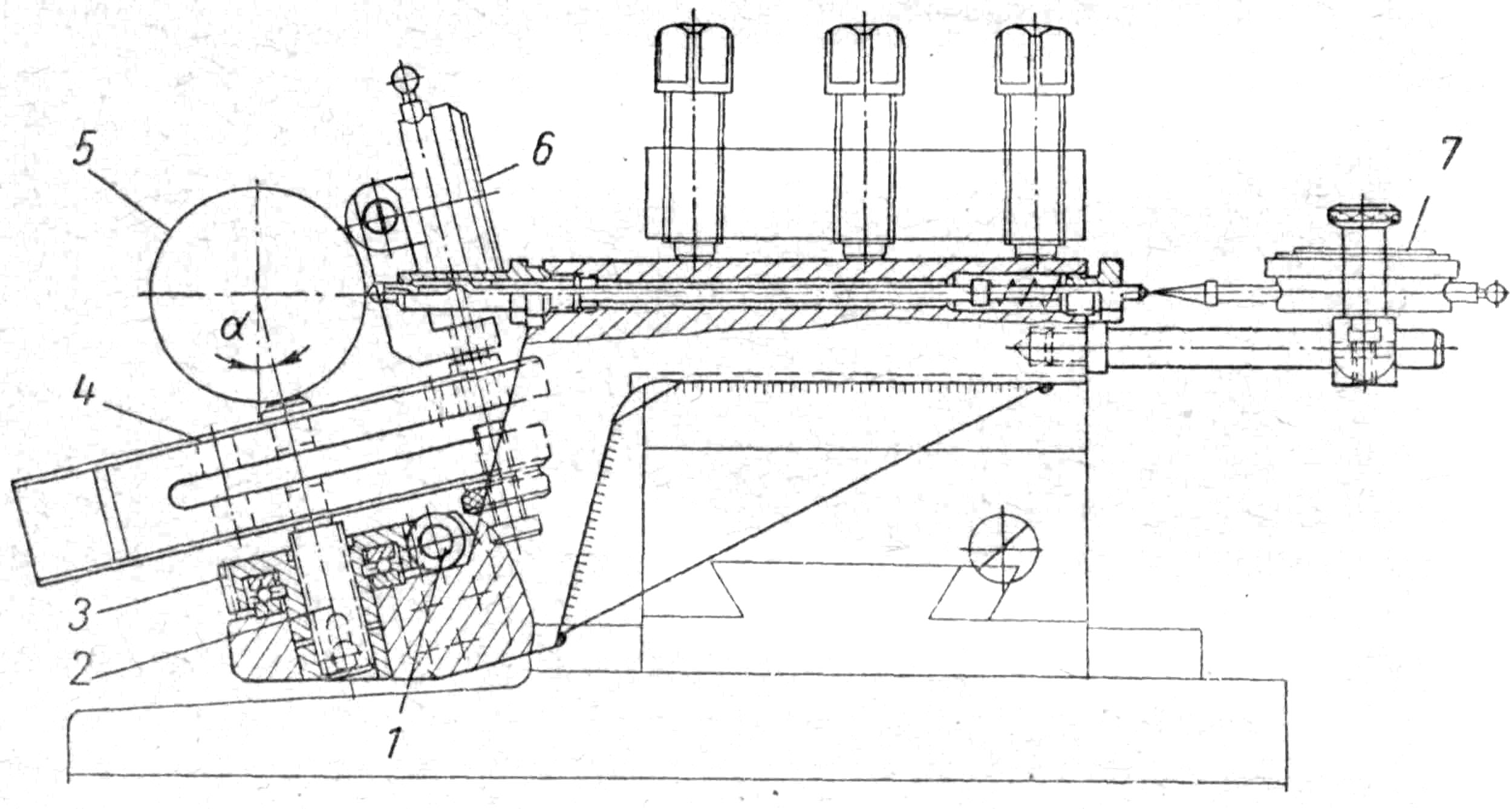
Рис. 2.3. Динамометр конструкции ЭНИМСа
Вращением червяка 1 через зубчатое колесо-гайку 3 перемещается винт 2. Через тарированную пружину 4 динамометра создается усилие, измеряемое индикатором 6 в направлении суммарной силы резания на шпиндель 5. Индикатором 7 производится измерение величин деформации.
Ход работы:
Проверка №3. Радиальное биение центрирующей поверхности шпинделя передней бабки под патрон.
На неподвижной части станка укрепляют индикаторы 1 так чтобы его измерительный наконечник касался проверяемой поверхности 2 и был направлен к его оси перпендикулярно образующей. Шпиндель приводят во вращение (в рабочем направлении). Шпиндель при измерении должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора.
Проверка №7. Параллельность продольного перемещения салазок суппорта оси вращения шпинделя передней бабки в вертикальной плоскости; допускаемое отклонение 25-150 мкм.
В отверстие шпинделя 1 вставляют контрольную оправку с цилиндрической измерительной поверхностью. На суппорте 4 укрепляют индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к его оси перпендикулярно образующей. Суппорт перемещают в продольном направлении на длину L. Измерения производим по двум диаметрально противоположным образующим оправки. Отклонение определяем как среднюю арифметическую результатов не менее чем двух измерений в каждой плоскости, каждое из которых определяем как наибольшую алгебраическую разность показаний индикатора при перемещении суппорта.
Проверка: отклонение равно 110 мкм., что входит в интервал допуска на отклонение.
Вывод: В ходе проделанной работы изучили методику составления технического паспорта и геометрической проверки станка на точность.
Проверка токарного станка и заготовок на точность
При наладке и эксплуатации металлорежущих станков необходимо регулярно производить проверки их точности.
Под точностью станка подразумевается соответствие следующих параметров указанным в паспорте и стандарте:
- Перемещение основных узлов, на которых размещается рабочий инструмент и заготовка.
- Расположение поверхностей, при помощи которых выполняется базирование инструмента и заготовки. Расположение проверяется относительно друг друга и осей станка.
- Форма базовых поверхностей.
Выделяют такие погрешности формы обрабатываемых заготовок:
- Непрямолинейность. Образуется из-за неточности изготовления направляющих, их износа, ошибок при установке или нагреве. Другая причина образования — повышенная податливость заготовки, что приводит к ее деформации под усилием резки.
- Некруглость. Получается по причине биения шпинделя, неправильной работы подшипников шпинделя, ошибок при копировании заготовки.
- Конусообразность. Возникает, когда ось шпинделя не параллельна направляющим, что происходит под действием температурных деформаций, при смещении оси, недостаточной жесткости центров. Обработке без центров с вылетом заготовки превышающий соотношение длины и диаметра 3:1
- Неконцентричность. Образуется при ошибках в копируемой заготовке либо при биении шпинделя.
- Непараллельность. Возникает, когда направляющие станка имеют непрямолинейную форму или отклонения оси шпинделя от осей направляющих.
Инструменты для проверки точности станков
Для проверки оборудования используются следующие инструменты:
- линейки;
- угольники;
- набор оправок;
- измерительные головки;
- уровни;
- щупы;
- индикаторы.
- интерферометр
Линейками проверяют прямолинейность и плоскостность поверхностей. Оправки используются для определения биения вращающихся элементов, таких как шпиндель. Отверстие шпинделя проверяется оправкой, вставляемой в шпиндель. Оправка проворачивается несколько раз на половину круга, биение является разностью между максимальным и минимальным показателем.
Перпендикулярность проверяется при помощи угольника. Вспомогательным инструментом выступает щуп, которым определяют наличие и величину зазора между плоскостью и угольником. также возможно использование индикатора с магнитной стойкой
Уровни предназначаются для проверки точности установки оборудования на фундаменте в двух плоскостях. Точные замеры производят поверенные уровни с микрометрической шкалой.
Станки также могут проверяться приборами специального назначения — теодолитами, профилометрами и профилографами, интерферометрами.
Проверка элементов станка на точность
Проверка на точность токарного станка производится согласно требований ГОСТ:
Часть проверок приведена ниже:
- Радиальное биение шейки шпинделя. Измерительный штифт индикатора размещается так, чтобы он касался поверхности шейки и был перпендикулярен относительно образующей.
- Радиальное биение отверстия шпинделя. Для этого в шпинделе плотно размещается цилиндрическая оправка. Шпиндель вращается, и индикатором замеряется биение. Величина биения замеряется у шпинделя и в нескольких точках оправки.
- Параллельность оси шпинделя относительно продольного перемещения суппорта. Для проверки в шпинделе также закрепляют цилиндрическую оправку. Измерительный штифт индикатора должен касаться верхней поверхности оправки и быть перпендикулярным к ее образующей. Суппорт двигают вдоль направляющих станины на 300 мм. Измерения повторяют, установив штифт горизонтально, так, чтобы он касался боковой части оправки.
- Осевое биение шпинделя. Измерение предполагает закрепление короткой оправки в шпинделе. Измерительный штифт индикатора размещается вдоль оси шпинделя, так, чтобы его конец касался центра торца оправки. Шпиндель вращается, и замеряется биение.
- Торцевое биение буртика шпинделя. Измерительный штифт индикатора размещается так, чтобы он прикасался к торцу буртика у самого края. Шпиндель вращается, и снимаются результаты. Для получения точных данных необходимо провести измерения как минимум в двух точках. Итоговой погрешностью считается максимальное показание индикатора.
- Параллельность перемещения пиноли относительно продольного движения суппорта. Сначала производится проверка с пинолью, задвинутой в заднюю бабку и закрепленной в ней. Индикатор размещается на суппорте, а его измерительный штифт касается верхней поверхности пиноли. Суппорт перемещается, и замеряются данные. По аналогии с прошлой проверкой, измерения повторяются со штифтом, касающимся пиноли сбоку. Затем проводят такие же измерения, только пиноль вытягивается на половину из задней бабки.
- Параллельность отверстия пиноли относительно продольного движения суппорта. Эта проверка осуществляется так же, как и для отверстия шпинделя. В отверстии пиноли закрепляется оправка, и измерительный штифт касается ее сверху. Суппорт двигается вдоль станины. Окончательное значение погрешности является средним арифметическим трех замеров.
- Совпадение высоты осей вращения шпинделя и пиноли над продольными направляющими станины. Для измерения в центрах зажимают цилиндрическую оправку (скалку), а индикатор перемещают суппортом, определяя максимальное отклонение.
- Параллельность движения верхних салазок суппорта относительно оси шпинделя. В шпинделе закрепляется оправка, индикатор перемещается по верхним салазкам.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Токарное дело
Точность токарного станка
Цель работы заключается в определении технического состояния и точности токарного станка по параметрам точности, которые оказывают влияние на возникновение погрешностей обработки.

Информация для начинающих токарей
Для оценки параметров точности токарного станка мы должны освоить методы контроля технического состояния токарного станка по параметрам точности в соответствии с ГОСТ 18097-85 и практические измерения отдельных параметров точности токарного станка 1М61П.
Необходимо приобрести навыки работы с контрольными оправками и индикатором часового типа на штативе или магнитной стойке при выполнении измерений параметров точности.
Определить техническое состояние токарного станка по параметрам точности и подготовить заключение о возможности его использования для обработки деталей.
Оборудование, приборы и инструменты, которые будем использовать.
- Токарно-винторезный станок модели 1М61П.
- Индикатор часового типа ИЧ-05 с ценой давления 0,01 мм на штативе.
- Индикатор часового типа 1МИГЦ с ценой деления 0,001 мм на стойке индикаторной магнитной.
- Оправки контрольные цилиндрические с конусом МОРЗЕ для установки в шпинделе и задней бабке.
- Оправка контрольная с центровым отверстием под шарик.
- Центра ГОСТ 13214-79.
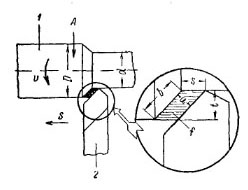
Резец является наиболее
употребительным режущим инструментом
при обработке деталей на токарных станках.
Для контроля геометрической точности токарно-винторезных станков общего назначения необходимо использовать ГОСТ 18097-85, который устанавливает параметры точности и методы их проверки. Проверка станков по нормам точности заключается в установлении точности изготовления, взаимного расположения, перемещения и соотношения движений рабочих органов станка, несущих заготовку и инструмент, путем измерений с помощью контрольных приспособлений и приборов. Также контроль может выполняться путем измерения обработанных на станках образцов деталей.
Геометрическую точность неработающего станка нельзя отождествлять с точностью обработки, отклонение геометрической точности станка от норм оказывает существенное влияние на точность обработки.
При проверка станков по нормам точности (без резания) движения отдельных узлов и элементов станка должны осуществляться от руки, а при отсутствии ручного привода – механически на наименьшей скорости.
На практике проверяются те параметры точности станка, погрешности которых могут оказать существенное влияние на возникновение погрешностей обработки, а именно: прямолинейность поверхности направляющих станины, биение вращающихся центров, положение оси вращения относительно оси шпинделя и т.д.
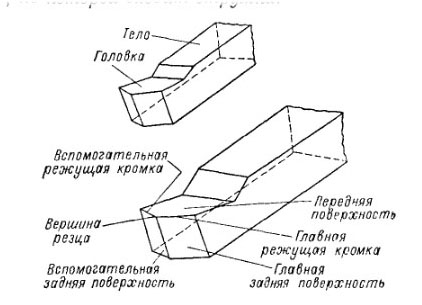
Резец сконструирован из головки, т. е. рабочей части, и тела, служащего для закрепления резца.
При изготовлении деталей на металлорежущих станках часто приходится пользоваться лимбами, дающими возможность отсчитывать необходимые перемещения узлов станка. При пользовании лимбами, даже при перемещении на целое число делений лимба, необходимое перемещение нельзя осуществить точно. Возникает погрешность установки, проявляющаяся в том, что при многократной установке узла в требуемое положение он не занимает каждый раз строго одинаковое положение.
Погрешность установки размера по лимбу станка является случайной погрешностью и зависит от многих переменных факторов: неточности шага винта, неточности нанесений делений на лимбе, износа винтовой пары, жесткости цепи перемещения, величины силы трения в направляющих, ширины штрихов на шкале лимба, освещенности рабочего места, состояния зрения рабочего и т.д.
Величина погрешности установки определяется разностью предельных значений смещений узла относительно требуемого положения.
При данной методике проведения работы не учитываются такие составляющие погрешности, как неточность шага винта, износ винтовой пары, неточность нанесения делений лимба и др., но значительно упрощается техника проведения эксперимента.
Порядок выполнения работы определения точности токарного станка:
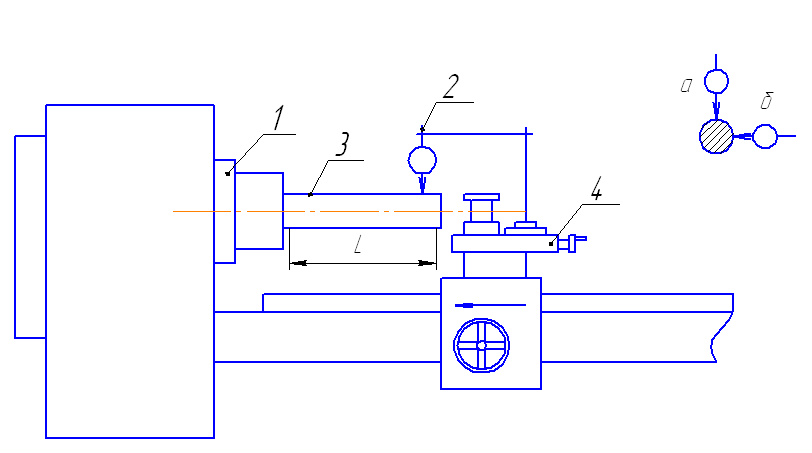
- 1.Проверить прямолинейность продольного перемещения суппорта в горизонтальной плоскости (рис 1.1.)
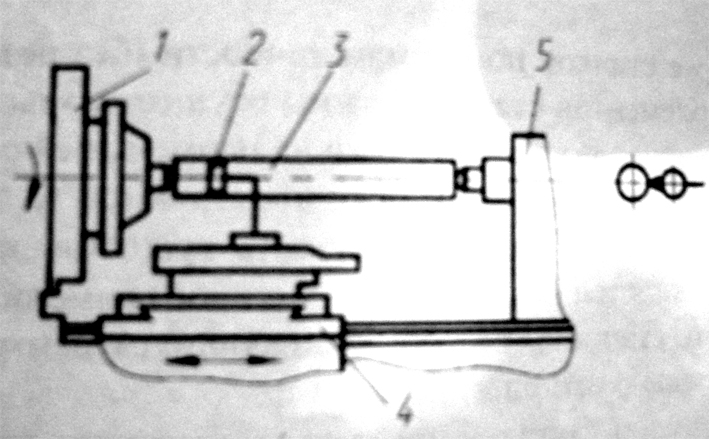
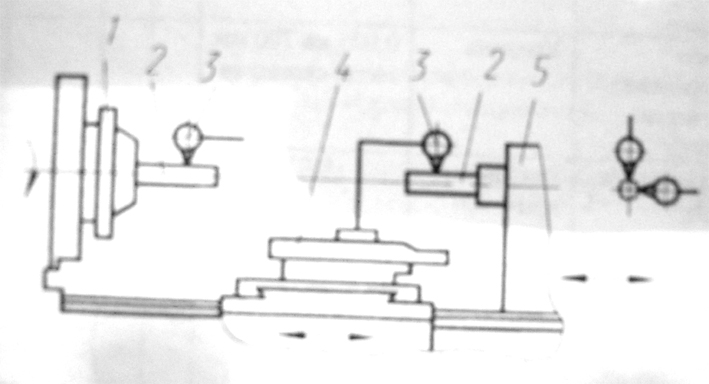
Рис. 1.1 Контроль прямолинейности продольного перемещения суппорта при помощи оправки и индикатора.
В центрах передней 1 и задней 5 бабок устанавливают оправку 3 с цилиндрической измерительной поверхностью.
Резцедержатель должен быть расположен возможно ближе к оси центров станка.
На суппорте 4 (в резцедержателе) укрепляют индикатор 2 так, чтобы его измерительный наконечник касался боковой образующей оправки и был направлен к ее оси перпендикулярно образующей. Показания индикатора на концах оправки должны быть одинаковыми.
Суппорт перемещают в продольном направлении на всю длину хода. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора и заносят в отчет.
- 2.Проверить прямолинейность продольного перемещения суппорта в вертикальной плоскости.
В центрах передней 3 и задней 5 бабок устанавливают оправку 2 с цилиндрической измерительной поверхностью. Суппорт 1 должен быть расположен ближе к оси центров станка рис. 1.2..
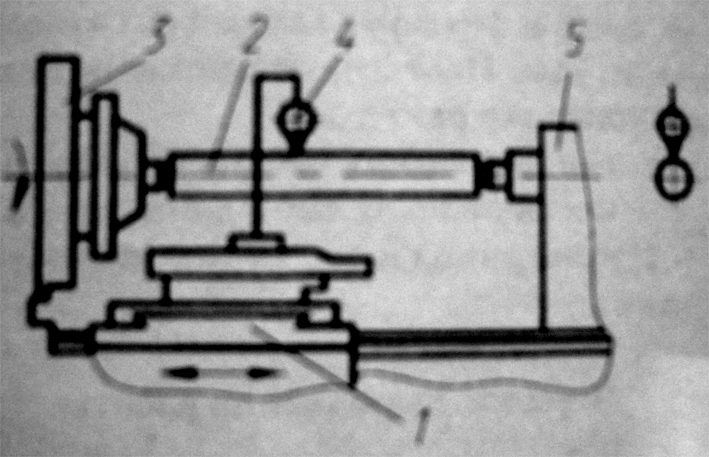
Рис. 1.2 Проверка при помощи оправки и индикатора прямолинейности в вертикальной плоскости.
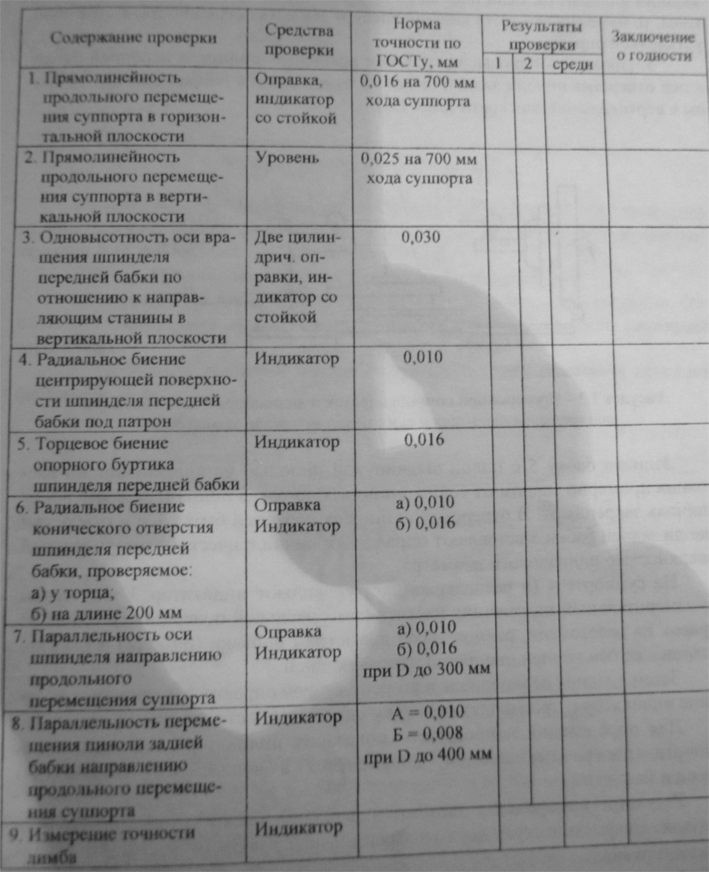
Табл. 1. – Результаты измерения параметров точности токарного станка 1М61П.
На суппорте в резцедержателе укрепляют индикатор 4 так, чтобы его измерительный наконечник касался верхней (нижней) образующей оправки и был направлен к ее оси перпендикулярно образующей оправки и был направлен к ее оси перпендикулярно образующей. Суппорт перемещают в продольном направлении на всю длину хода.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора. Если показания индикатора. Если показания индикатора на концах оправки не одинаковы, то из результатов отклонений следует вычесть погрешность, вызванную установкой оправки.
- Проверить одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости рис. 1.3..
Проверка при помощи оправок и индикатора одновысотности оси вращения шпинделя и оси отверстия пиноли задней бабки.
Заднюю бабку 5 с полой выдвинутой пинолью устанавливают на расстоянии примерно равном от торца шпинделя до торца пиноли. Заднюю бабку и пиноль закрепляют. В отверстии шпинделя передней бабки 1 и в отверстии пиноли задней бабки 5 вставляют оправки 2 с цилиндрической измерительной поверхностью одинакового диаметра.
На суппорте 4 (в резцедержателе) укрепляют индикатор 3 так, чтобы его измерительный наконечник касался измерительной поверхности одной из оправок на расстоянии, равном двум диаметрам оправки и был направлен к ее оси перпендикулярно направляющей.
Затем суппорт перемещают в сторону второй оправки и не изменяя положение индикатора, производят проверку одновысотности с первой оправкой. Для определения наибольшего показания индикатора верхнюю часть суппорта перемешают в поперечном направлении вперед и назад.
Результат измерения у шпинделя передней бабки устанавливают как среднюю арифметическую двух измерений, после первого измерения шпиндель поворачивают на 180°.
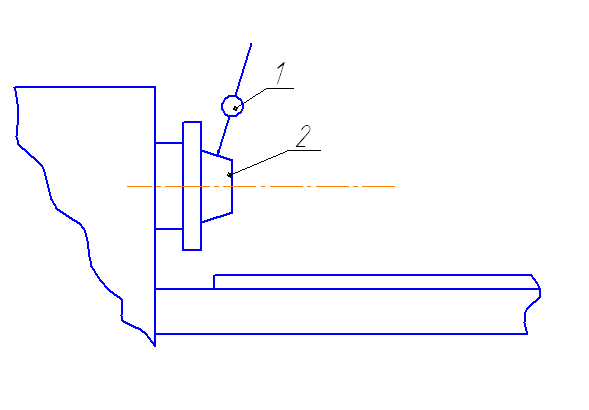
Отклонение определяют как наибольшую алгебраическую разницу. Проверить радиальное биение центрирующей поверхности бабки под патрон.
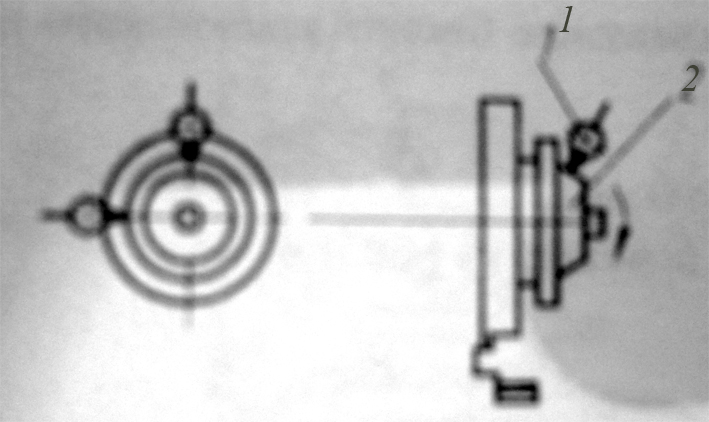
Рис. 1.4. – Измерение при помощи индикатора радиального биения центрирующей поверхности шпинделя
На неподвижной части станка укрепляют индикатор 1 так, чтобы его наконечник касался проверяемой поверхности 2 и был направлен к ее оси перпендикулярно образующей. Шпиндель при измерении должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора.
- Проверить торцовое биение опорного буртика шпинделя передней бабки
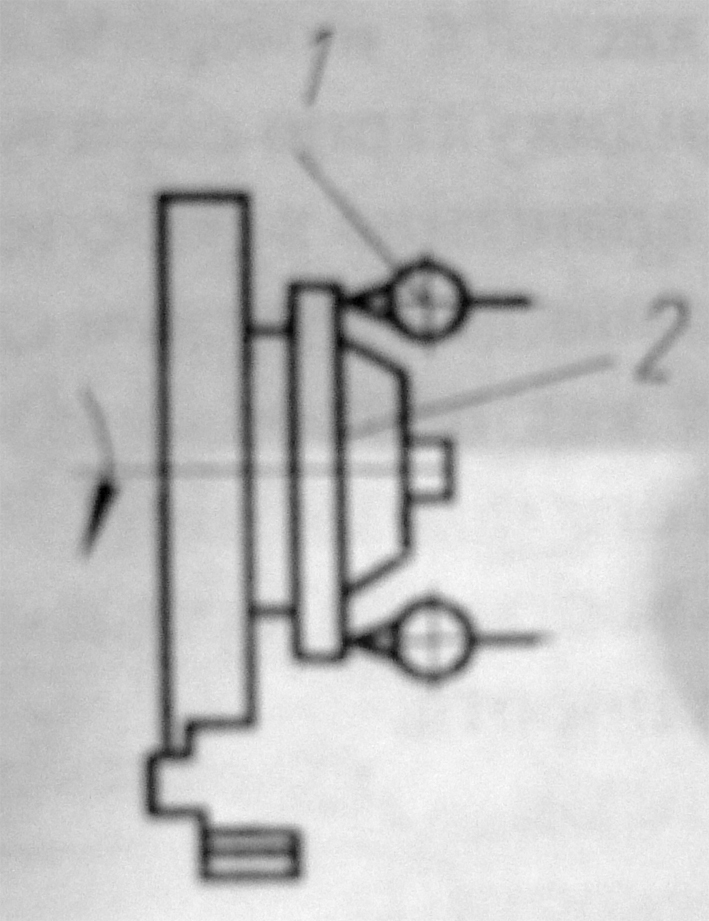
Рис. 1.5. – Измерение при помощи индикатора торцового биения опорного буртика шпинделя.
На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный наконечник касался опорного буртика шпинделя 2 на возможно большем расстоянии от центра и был перпендикулярен ему.
Шпиндель приводят во вращение в рабочем направлении. Измерения производят в двух взаимно перпендикулярных плоскостях в диаметрально противоположных точках поочередно.
При каждом измерении шпиндель должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разницу показаний индикатора в каждом его положении.
- Проверить радиальное биение конического отверстия шпинделя передней бабки:
б) на длине L=200 мм.
Схема проверки показана на рис.1.6.
Измерение при помощи индикатора радиального биения конического отверстия шпинделя.
В отверстие шпинделя 1 вставляют контрольную оправку 3 с цилиндрической измерительной поверхностью.
На неподвижной части станка укрепляют індикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей.
Шпиндель приводять во вращение в рабочем направлении.
При каждом измерении шпиндель должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разницу показаний индикатора в каждом его положении.
- Проверить параллельность оси вращения шпинделя передней бабки продольному перемещению суппорта:
а) в вертикальной плоскости
б) в горизонтальной плоскости.
В отверстие шпинделя 1 вставляют контрольную оправку 3 с цилиндрической измерительной поверхностью. На суппорте 4 в резцедержателе укрепляют индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно направляющей.
Схема проверки показана на рис. 1.7.
Суппорт перемещают в продольном направлении на всю длину хода L. Измерения производят по двум диаметрально противоположным образующим оправки при повороте шпинделя на 180 градусов.
Отклонения определяют как среднюю арифметическую результатов не менее чем двух измерений в каждой плоскости, каждый из которых определяют как наибольшую алгебраическую разность показаний индикатора при перемещении суппорта.
Измерение при помощи индикатора и оправок параллельности оси вращения шпинделя продольному перемещению суппорта.
В случае опор скольжения проверку можно производить при медленном вращении шпинделя. Результат определяется при каждом положении суппорта наибольшей алгебраической разностью показаний индикатора.
- Проверить параллельность оси конического отверстия пиноли задней бабки перемещению суппорта:
а) в вертикальной плоскости
б) в горизонтальной плоскости
Схема проверки показана на рис. 1.8.
Измерение параллельности оси конического отверстия пиноли задней бабки перемещению суппорта.
Заднюю бабку устанавливают в положение, предусмотренное в проверке и закрепляют.
В отверстие пиноли 3 вставляют контрольную оправку 1 с цилиндрической измерительной поверхностью. На суппорте 4 устанавливают индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей. Суппорт перемещают в продольном направлении на всю длину хода.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора в указанных положеннях суппорта.
- Определить погрешность установки раз мера по лимбу.
9.1.Установить лимб перемещения одного из узлов станка на выбранное деление.
9.2.Закрепить на неподвижном узле станка стойку индикатора. Измерительный наконечник индикатора (цена деления шкалы 0,01 мм) должен касаться перемещающейся при опыте детали станка с некоторым натягом. Стрелку індикатора установить на 0 (Рис. 1.9.).
9.3. Перемещая подвижный узел, определить цену деления шкалы лимба.
9.4. Установить на стойке индикатор с ценоз деления шкалы 0,001 мм или 0,002 мм, уперев его измерительный наконечник в перемещающуюся при опыте деталь станка с некоторым натягом. Стрелку индикатора установить на ноль.
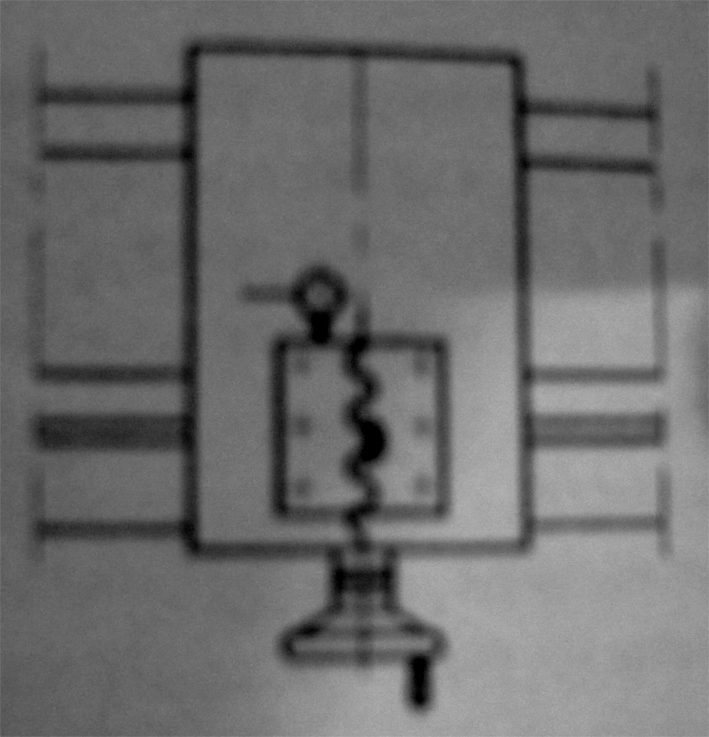
Схема измерения погрешности установки
9.5. Проворачивая рукоятку винта, отвести подвижный узел станка в направлении, противоположном выбранному направлению рабочего перемещения, на 0,5-1 оборот винта так, чтобы обязательно был выбран зазор на винтовой паре.
9.6. Проворачивая рукоятку винта, переместить узел станка в направлении рабочего хода до совпадения риски выбранного деления лимба с неподвижной отметкой. Окончательную доводку совпадения рисок можно призводить легким постукиванием руки по рукоятке винта. Записать показания индикатора.
9.7.Повторить п. 9.5. и 9.6 не менее 10 раз.
9.8. Определеить значения погрешности и посчитать по формуле. Результаты сравнить с показаниями в табл.. 1.2.

