

Станок 3б151 технические характеристики
Станок 3б151 технические характеристики

Станки предназначены для наружного шлифования цилиндрических изделий и пологих конусов.
На станках моделей ЗА151 и ЗА161 можно выполнять следующие виды обработки:
1) продольное и врезное шлифование при ручном управлении;
2) продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
3) врезное шлифование до упора при полуавтоматическом цикле работы.
На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату.
Станки моделей ЗА151 и ЗА161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Станки моделей ЗБ151 и ЗБ161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче.
Станки моделей ЗБ151 и ЗБ161 рассчитаны на работу в условиях серийного и единичного производства.
Гидрокинематическая схема

Посредством ряда кинематических цепей и гидравлической системы в станке осуществляются следующие движения:
1. Вращение шпинделя шлифовальной бабки.
2. Вращение изделия.
3. Ручная и автоматическая поперечные подачи (станки моделей ЗА151 и ЗА161 имеют два вида автоматической поперечной Подачи — непрерывную врезную подачу и периодическую подачу, Осуществляющуюся при реверсе стола;
 станки моделей ЗБ151 и ЗБ 161 не имеют автоматической врезной подачи).
станки моделей ЗБ151 и ЗБ 161 не имеют автоматической врезной подачи).
4. Ручное и гидравлическое перемещение стола.
5. Быстрый гидравлический подвод и отвод шлифовальной бабки.
6. Гидравлический отвод пиноли задней бабки. Кинематические цепи главного движения, вращения изделия, ручной поперечной подачи и ручного перемещения стола ясны из прилагаемых схем (см. рис. 21 и 22) и поэтому описание их не приводится.
В настоящем разделе описаны конструктивные особенности и принцип действия отдельных узлов станков.
Устройство и работа гидросистемы описаны в разделе «Гидропривод станков».
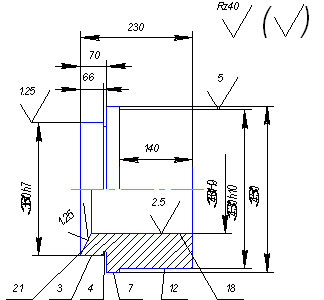
Станина и столы

На продольных направляющих передней части станины (рис. 10) установлен (нижний стол 2, который несет на себе поворотный верхний стол 4. При шлифовании конусов верхний стол может быть повернут на требуемый угол с помощью винта.
Верхний стол закрепляется в нужном положении прижимами 3 и 13. Правый прижим снабжен шкалой и индикаторным устройством 12 для отсчета угла поворота верхнего стола и конусности изделия.
Ручное перемещение нижнего стола по направляющим станины производится вращением маховика специального механизма, шестерня которого зацепляется с рейкой 16, закрепленной на нижнем столе.
Для гидравлического перемещения стола предусмотрен цилиндр 8, башмаки 7 и 9которого закреплены на станине станка. Штоки 5 и 11 поршня этого цилиндра связаны с нижним столомприливами 1 и 14. Подтяжка уплотнений штоков производится винтами фланцев 6 и 10.
В Т-образном пазу нижнего стола закреплены упоры 17, положение которых определяет длину хода стола при автоматическом реверсе.
На задней части станины смонтирована подкладная плита 15 с поперечными направляющими для шлифовальной бабки и механизмом врезания (станки моделей ЗА151 и ЗА161) или механизмом быстрого подвода шлифовальной бабки (станки моделей ЗБ151 и ЗБ161). На направляющих подкладной плиты установлены роликовые шины.
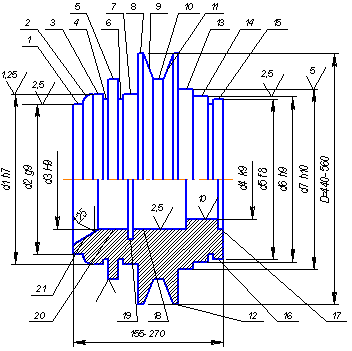
Шлифовальная бабка

Вращение шпинделя шлифовальной бабки осуществляется отдельным электродвигателем через клиноременную передачу (рис. ll)- Сменой шкивов на шпинделе шлифовальной бабки достигается две скорости вращения шлифовального круга. Большая скорость применяется при шлифовании кругом, диаметр которого значительно уменьшился .вследствие износа.
Корпус шлифовальной бабки установлен на роликовых направляющих подкладной плиты 15.
Шпиндель 1 (рис. 11) шлифовальной бабки установлен в двух многовкладышных гидродинамических подшипниках скольжения. Подшипники имеют по три одинаковых сегментных вкладыша охватывающих шейки шпинделя. Вкладыши опираются на винты 19 шаровые концы которых входят о притертые сферические лунки, выполненные в наружной поверхности вкладышей (каждый вкладыш поддерживается одним винтом). Такая конструкция позволяет вкладышам самоустанавливаться во время вращения шпинделя для образования масляных клиньев и обеспечивает жидкостное трение.
Шпиндель фиксируется в осевом .направлении устройством, состоящим из обоймы 7 с бронзовыми кольцами и прижимаемыми с двух сторон к торцам бурта шпинделя корончатой гайкой 11 и хомута 6 шарнирно связанного с обоймой 7, на котором жестко закреплены рычаги 14 и 5. Шаровая головка верхнего рычага 14 входит в гнездо подпружиненного ползуна 16, а цилиндрический хвостовик нижнего рычага 5 установлен ав шарнирном подшипнике, смонтированном в гнезде корпуса шлифовальной бабки. Корончатая гайка 11 предохранена от самоотвинчивания фиксатором 12.
Для повышения чистоты поверхностей обрабатываемых изделий при врезном шлифовании шпинделю шлифовальной бабки может быть сообщено осевое колебательное движение. Оно осуществляется при помощи червяка 2, .насаженного на шпиндель 1, и косозубой шестерни 15, находящейся в зацеплении с червяком. В течение одной воловины оборота косозубой шестерни 15, шарнирный хомут 6 вместе со шпинделем перемещается влево через эксцентрик 18, вилку 10 и рычаг 14, преодолевая усилие пружины. В течение второй половины оборота косозубой шестерни шпиндель под действием пружины перемещается вправо.
Шпиндель совершает 40 двойных ходов в минуту. Длина хода шпинделя регулируется в пределах от 0 до 3,4 Включение и выключение осевого колебательного движения шпинделя осуществляется рукояткой 17. Станки моделей 3Б151 и 3Б161 выпускаются без механизма осевого колебательного движения шпинделя.
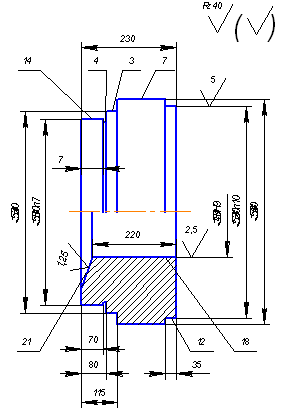
Механизм ручного перемещения стола

Ручное перемещение стола осуществляется вращением маха вика 1 (рис. 12) шестеренного механизма, связанного с рейкой стола.
Переключением шестеренных передач механизма достигаются две скорости перемещения стола.
Для получения большей скорости необходимо маховик передвинуть в осевом направлении от себя, введя в зацепление шестерни 2 и 8. Чтобы получить меньшую скорость, необходимо передвину 1 маховик на себя, введя в зацепление шестерни 3 и 4.
Механизм ручного перемещения стола сблокирован с гидросистемой станка. При включении гидравлического перемещена стола масло под давлением поступает через отверстие 9 к торцу плунжера 10 и, перемещая его вправо, выводит шестерню 5 из зацепления со втулкой 6, заклиненной шпонкой на валике реечной шестерни (на торцах втулки и шестерни выполнены зацепляющиеся между собой выступы). Вследствие этого вращение реечной шестерни 7 .при гидравлическом перемещении стола не передается маховику.
При выключении гидравлического перемещения стола торцовые выступы шестерни 5 и втулки 6 снова вводятся в зацепление пружиной 11, после чего возможно перемещение стола вращением маховика 1.
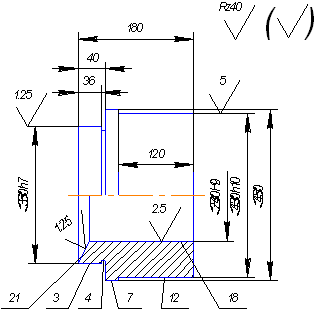
Передняя бабка

Шпиндель 4 передней бабки (рис. 14) неподвижный. В коническом отверстии шпинделя установлен нормальный центр с конусом Морзе № 4. Изделие получает вращательное движение от поводка 2, закрепленного на планшайбе 3
Планшайба приводится вo вращение электродвигателем 1 через две клиноременные передачи.
Скорость вращения изделия бесступенчато регулируется в пределах от 63 до 400 об/мин. Число оборотов изделия устанавливается по .шкале регулятора скорости, расположенного в корпусе передней бабки.
Задняя бабка

Задняя бабка (рис. 15) имеет ручной и гидравлический отвод пиноли. В коническом отверстии пиноли 2 установлен, нормальный центр 1 с конусом Морзе № 4. Изделие зажимается в центрах под действием пружины 3. Отвод пиноли производится рукояткой 5. Рукоятка 4 служит для зажима пиноли при шлифовании.
Управление гидравлическим отводом пиноли осуществляется педалью, расположенной впереди станка. Отвод пиноли производится плунжером 6, к которому через гибкий шланг подведено масло из гидросистемы станка. Действие системы гидравлического отвода пиноли задней бабки описано в разделе «Гидропривод станков».
Люнет

В люнете (рис. 16) может быть установлено изделие диаметром от 8 до 60 мм.
Установка губок 1 и 2люнета на диаметр шлифуемого изделия производится винтами 3 и 4. Регулировка положения верхней и, нижней губок независимая.
Электрическая схема

Для пуска станка необходимо включить автоматический выключатель АВ (рис. 1) и воздействовать на кнопку КПГ. При этом произойдет включение электродвигателей насосов: гидравлики Г, смазки подшипников шпинделя шлифовальной бабки С, смазки направляющих станины 1C. Убедившись в наличии циркуляции масла в двух прозрачных колпачках, расположенных на крышке корпуса шлифовальной бабки, воздействием на кнопку КПШ включаем электродвигатель шлифовального круга Ш.
Включение и выключение электродвигателя изделия Я может быть осуществлено либо вручную при воздействии соответственно на кнопки КПИ ( 1КПИ), КСИ (1КСИ), либо автоматически при быстром подводе (включение) и отводе (отключение) шлифовальной бабки.
В первом случае выключатель ВИ должен быть установлен в положение, при котором замкнуты контакты —47, во втором случае — в положение, при котором замкнуты контакты 45—55.
Включение и отключение электродвигателя изделия при подводе и отводе шлифовальной бабки происходит в результате того, что микропереключатель ДЯ соответственно нажимается и освобождается.
Остановка электродвигателя изделия И происходит в режиме динамического торможения.
Включение и отключение электрод вигателя насоса охлаждения Н при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш. Это достигается с помощью переключателя который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41.
вигателя насоса охлаждения Н при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш. Это достигается с помощью переключателя который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41.
Отключение всех электродвигателей производится воздействием на кнопку КС.
Включение и отключение местного освещения производится выключателем ВО.
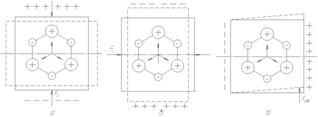
Монтажная схема представлена на рис. 2, схема размещения электрооборудования на станке — на рис. 3, символические изображения на пультах управления — на рис. 4, а схема трассы зануления на рис. 5.
Круглошлифовальный станок 3М151
Большое распространение в сфере металлообработки получили круглошлифовальные станки, которые используются для проведения шлифования торцевых, цилиндрических, конических поверхностей. Условно можно разделить рассматриваемое оборудование на две основные категории: универсальные и простые станки. Простые станки могут использоваться для шлифования конусные поверхности с малым уклоном, которые составляет не более 6°, универсальные варианты исполнения применяются для обработки деталей с большой конусностью за счет поворота шлифовальной и передней бабки. Круглошлифовальный станок можно охарактеризовать наибольшим диаметром обрабатываемой заготовки, а также ее длиной. В паспорте, как правило, указываются все важные моменты, схема позволяет определить особенности конструкции. Станки этой группы могут работать в автоматическом и полуавтоматическом режиме.

Ключевые особенности
Существует довольно много различных вариантов исполнения круглошлифовальных станков, которые позволяют проводить обработку цилиндрических и конических поверхностей. Вариант исполнения с шлифовальной бабкой 3м151 используется довольно часто, в паспорте указаны все важные технические характеристики, а также в схеме указываются важные моменты расположения элементов конструкции.
Скачать паспорт шлифовального станка 3М151
Круглошлифовальный станок модели 3м151 используются для обработки наружной цилиндрической поверхности. Зачастую обработке на станке 3м151 подвергают изделия типа вал. При этом также могут подвергать обработке конические заготовки при смещении шлифовальной бабки. Паспорт станка содержит информацию о том, какой конусности может быть поверхность. Стоит отметить, что круглошлифовальный станок модели 3м151 имеет повышенную точность. При его использовании можно осуществлять следующие типы работ:
- схема конструкции обуславливает возможность проведения продольного и поперечного шлифования при использовании ручной подачи. в паспорте указывается максимальная продольная и поперечная ручная подача;
- модель 3м151 может использоваться для врезного и продольного шлифования при полуавтоматическом цикле работы;
- некоторые варианты исполнения имеют систему ввода программы обработки заготовки, работа проводится в автоматическом режиме.
Производство модели 3м151 началось в прошлом тысячелетии. Информация с паспорта и схемы определяет возможность использования модели 3м151 в мелкосерийном, серийном и крупносерийном производстве. За многие годы использования оборудования было отмечено то, что установленная шлифовальная бабка позволяет проводить снятие металла с конической поверхности с большой точностью.
Применение
При рассмотрении шлифовального оборудования следует отметить то, какие работы можно проводить при его использовании. Особенности бабки, крепежных и других элементов определяют следующие возможности:
- шлифовальное оборудование может использоваться для снятия небольшого количества металла для достижения определенной шероховатости поверхности. стоит отметить, что 3м151 предназначена именно для выполнения подобной работы. электрическая схема управления позволяет проводить работу с высокой точностью. документы, связанные с технологическим процессом, содержат информацию о том, какой класс шероховатости должна иметь поверхность. этот момент определяет возможность использования 3м151 для получения необходимой детали;
- для образования канавок и выемок. при сильной поперечной подаче и при правильном подборе абразивного материала можно провести врезание на большую глубину. В паспорте указана возможная максимальная поперечная подача. однако стоит не забывать о том, что абразивный материал может нагреваться при значительной поперечной подаче;
- модель 3м151 может использоваться также для изменения формы поверхности. при большом усилии и продольном перемещении абразивного круга можно провести снятие большого слоя металла, что приведет к появлению волнистости , а также изменению формы тела вращения.
При правильной установке бабки можно провести грубую и чистовую обработку. Тип установленного абразивного материала также определяет возможность проведения той или иной обработки.
Технические характеристики
При рассмотрении данных в паспорте следует учесть, что существует несколько главных технических характеристик, которые определяют возможность использования оборудования. К ним можно отнести:
- наибольший показатель диаметра устанавливаемого изделия для обработки.
- в схеме и в паспорте указывается расстояние между центрами. этот момент определяет то, какой длины заготовка может использоваться;
- число оборотов, которое может совершать заготовка за одну минуту;
- число оборотов абразивного круга.

Технические характеристики 3М151
Вышеприведенные моменты следует учитывать при рассмотрении круглошлифовальных станков. К техническим характеристикам рассматриваемой модели можно отнести:
- класс точности согласно установленным нормам гост – П;
- наибольший показатель диаметра цилиндрических изделий составляет 200 миллиметров;
- наибольшая длина устанавливаемого изделия составляет 700 миллиметров;
- наименьший диаметр шлифования составляет 10 миллиметров;
- высота изделия над столом составляет 125 миллиметров;
- наибольший вес заготовки составляет 55 килограмм;
- наибольшее расстояние перемещения стола 705 миллиметров;
- максимальное значение высоты устанавливаемого круга 100 миллиметров;
- частота вращения задней бабки 1590 об/мин.
Скачать руководство шлифовального станка 3М151
Кроме этого следует учитывать габаритные размеры конструкции, а также максимальный вес. Эти показатели определяют возможность использования модели в той или иной ситуации. Вес конструкции составляет 5 600 килограмм, что усложняет ее размещение. Только при наличии специального основания можно обеспечить наилучшие условия для размещение, крепления конструкции.
Скачать руководство приемки 3М151
Применение системы числового программного управления — ЧПУ
На базе рассматриваемой модели проводится создание станка 3м151Ф2, который имеет программное управление. Бабки в этом случае перемещается под управлением заданной программы. Наличие программного управления не принесло больших изменений в конструкцию. Она состоит из следующих элементов:
- переднюю, заднюю, шлифовальную бабку;
- устройство, которое связано с перемещением стола;
- прибор правки;
- устройство, которое используется для управления элементами конструкции при работе в ручном режиме или при наладке системы.
Единственным отличием можно назвать наличие устройства, которое отвечает за ввод программы и ее корректировки. Также отличие заключается в типе механизмов поперечной и продольной подачи.
В заключение отметим, что 3м151 встречается довольно редко в продаже из-за появления современных вариантов исполнения. Старые технологии производства, которые использовались для создания оборудования, определяют малую надежность. При этом ремонтопригодность конструкции велика, но найти необходимые детали довольно сложно.
Станок круглошлифовальный 3Б151П
Назначение станка по металлу 3Б151П
Полуавтомат предназначен для наружного шлифования цилиндрических и пологих конических поверхностей в условиях серийного производства. Шлифование производится в неподвижных центрах
Технические характеристики станка 3Б151П
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок круглошлифовальный 3Б151П по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 3Б151П производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию – Станок круглошлифовальный 3Б151П составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок круглошлифовальный 3Б151П звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок круглошлифовальный 3Б151П звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Круглошлифовальный станок модели 3Б151
9.7 Круглошлифовальный станок модели 3Б151
Наибольшие размеры устанавливаемого изделия, мм:
Наибольшие размеры шлифования, мм
Конус Морзе центра бабки:
Размер шлифовального круга (наружный диаметр × высота × диаметр отверстия), мм:
Мощность электродвигателей, кВт:
привода шлифовального круга
Габариты станка, мм:
9.8 Универсально – заточной станок модели 3Д642Е
Наибольшие размеры обрабатываемой заготовки, устанавливаемой в центрах:
Угол поворота стола в горизонтальной плоскости стола, 0
Перемещение шлифовальной бабки:
Похожие работы

. требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия .

. В СФЕРЕ ПОДГОТОВКИ ПРОИЗВОДСТВА. Экономия от снижения себестоимости проектирования определяется по формуле: Э’ = (C1 – C2) * А2, где C1 – себестоимость проектирования элемента конструкции или разработки одного технологического процесса при существующем способе проектирования, руб.; С2 – себестоимость проектирования элемента конструкции или разработки одного технологического процесса при .
. расчеты показали, что существенные различия длительности сборочно-сварочных операций на отдельных РТК делают нецелесообразным создание автоматической линии сварки барабана с единой системой управления. Поэтому решено было организовать роботизированный технологический участок, объединив отдельные РТК общей механизированной транспортной системой с накопителями между ними. Для левого и правого .

. автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию .

