

Станок дип 300 схема
ДИП-300 станок токарно-винторезный универсальный
схемы, описание, характеристики, паспорт

Сведения о производителе токарно-винторезного станка ДИП-300 (1д63, 1д63а)
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
История токарно-винторезного станка ДИП-300
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году на Московском станкостроительном заводе “Красный пролетарий” осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
В 1944 году производство этих станков было передано на Рязанский станкостроительный завод РСЗ, основанный в 1944 году, Тбилисский станкостроительный завод им. Кирова и Ейский станкостроительный завод.
В 1956 Рязанский станкостроительный завод выпустил первую промышленную партию станков серии ДИП-300 – модель 163 – РМЦ 1400, 2800.
В 1968 году запущено в производство следующее поколение серии – модель 1м63, 1м63Б.
С 1973 года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 1М63Бф101, 16М30Ф3, 1П756ДФ3.
Тбилисский станкостроительный завод им. Кирова выпускал станки: 1Д63А, 1М63Д, 1М63ДФ101.
В 1992 году начало серийного выпуска станка 1М63Н – последней модели серии ДИП-300.
ДИП-300 станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок модели ДИП-300 (по классификации ЭНИМС 1д63) – первый советский станок с коробкой скоростей и диаметром обработки над станиной 615 мм, как и все другие ДИПы (ДИП-200, ДИП-300, ДИП-400, ДИП-500), разработан и производился на Московском станкостроительном заводе Красный Пролетарий с 1930 по 1950-е годы.
Токарный станок ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок ДИП-300 (1д63а) способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка ДИП-300 (1д63а) установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.
Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Коробка подач получает движение от коробки скоростей через гитару – сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,10 до 1,6 мм и поперечные от 0,04 до 0,59 мм за один оборот шпинделя.
Фартук суппорта токарного станка ДИП-300 (1д63а) снабжен механизмом падающего червяка, который дает возможность автоматического включения подачи от ходового винта при нарезании резьбы в обоих направлениях и одновременно предохраняет станок от поломок в случае перегрузки. Отключение осуществляется с точностью 0,02 мм от упора на станине.
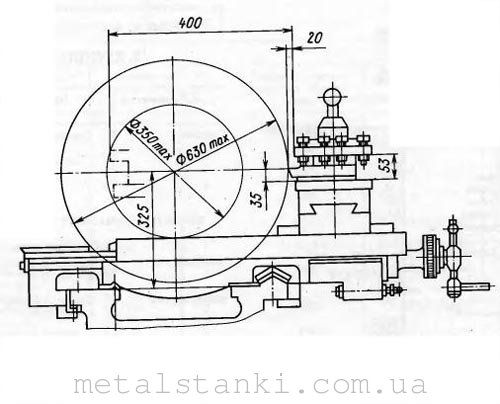
Габаритные размеры рабочего пространства станка ДИП-300 (1д63а)

Габариты рабочего пространства станка ДИП-300 (1д63а)
Посадочные и присоединительные базы токарного станка ДИП-300 (1д63а)

Эскиз конца шпинделя станка ДИП-300 (1д63а)

Станина токарно-винторезного станка ДИП-300 (1д63а)
Общий вид токарно-винторезного станка ДИП-300 (1д63а)
Фото токарно-винторезного станка ДИП-300 (1д63а)

Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)

Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)

Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
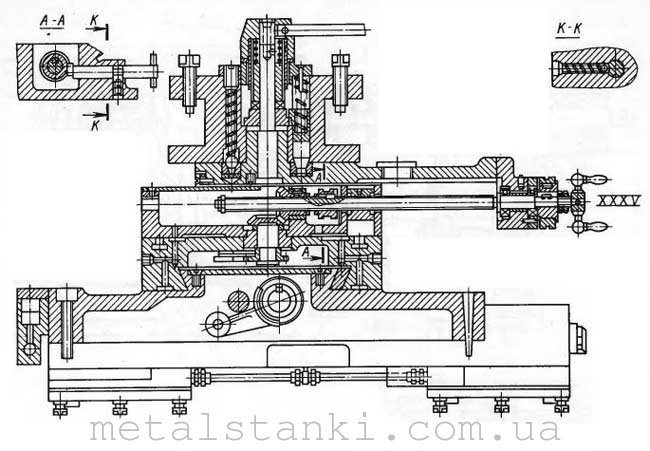
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а)

Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а)
Спецификация органов управления токарно-винторезным станком ДИП-300 (1д63а)
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для реверсирования хода суппорта
- Рукоятка для увеличения шага резьбы
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки резьб Витворта и метрических
- Рукоятка для установки шага резьбы
- Рукоятка переключения подач (конуса Нортона)
- Рукоятка для установки резьб метрических и модульных
- Рукоятка для включения ходового винта или валика
- Рукоятка для включения и реверсирования станка
- Рукоятка для реверсирования хода суппорта при обточке
- Маховик для ручного продольного перемещения суппорта
- Рукоятка для выключения подачи и включения после автоматической установки
- Рукоятка для переключения продольной и поперечной подачи и блокировки маточной гайки ходового винта
- Рукоятка для включения маточной гайки ходового винта
- Рукоятка для включения и реверсирования станка
- Рукоятка для поперечной подачи суппорта вручную
- Рукоятка для закрепления резцовой головки
- Рукоятка для подачи резцовых салазок
- Рукоятка для закрепления пиноли задней бабки
- Кнопочная станция
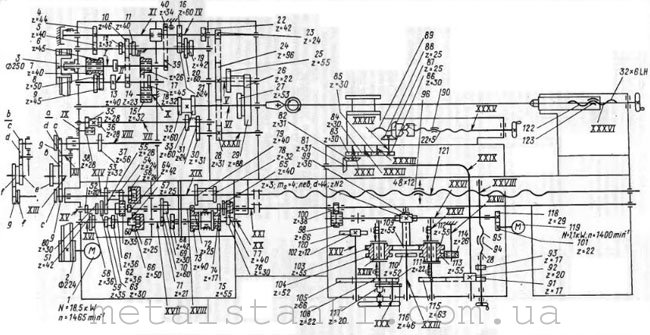
Схема кинематическая токарно-винторезного станка ДИП-300 (1д63а)

Кинематическая схема токарно-винторезного станка ДИП-300 (1д63а)
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а)

Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а)
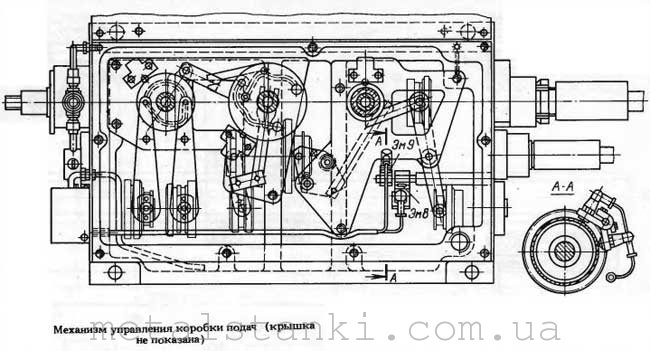
Управление токарно-винторезным станком ДИП-300 (1д63а)
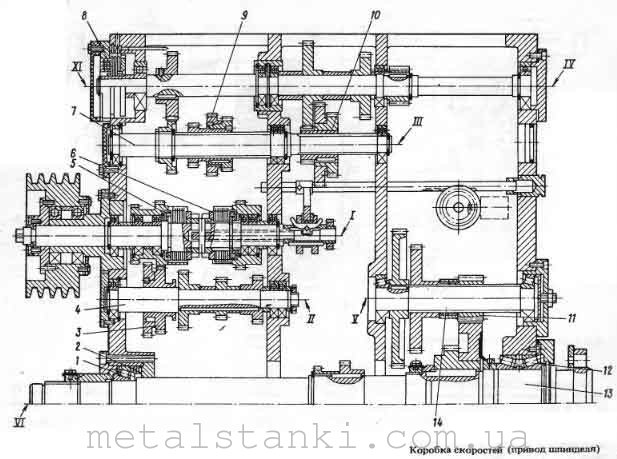
Коробка скоростей
В зависимости от положения работающего пуск, остановка и перемена направления вращения шпинделя про изводится рукояткой 11 у передней бабки или рукояткой 17 у фартука. Эти рукоятки управляют двухсторонней фрикционной пластинчатой муфтой и тормозом, находящимися внутри коробки скоростей. Тормоз действует автоматически в среднем выключенном положении муфты, обеспечивая быструю остановку механизма коробки скоростей и шпинделя. При перестановке указанных рукояток в одно из крайних положений нужно, не торопясь, переводить их до среднего положения, а затем энергично ставить в нужное крайнее положение.
Рукоятки 1, 2 и 5 для изменения скорости вращения шпинделя нужно переставлять только на тихом ходу или при остановленном станке.
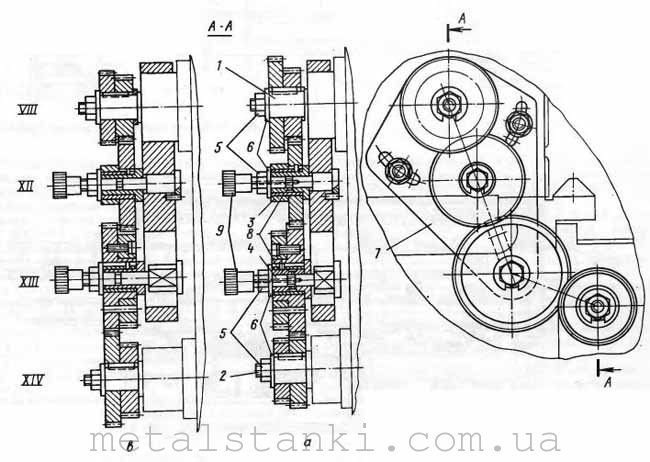
Коробка подач
Подачи и резьбы устанавливаются рукоятками 6(А), 7(В), 9(С) и переключателем конуса Нортон 8 согласно таблицы, находящейся на крышке коробки по дач. Включение ходового винта или ходового валика производится рукояткой 10(Д). Для непосредственной передачи вращения от гитары на ходовой винт, коробку подач выключают рукояткой 6(А), а рукоятку 7(В) ставят в среднее положение. Это бывает необходимо при нарезании резьб повышенной точности или со специальным шагом с помощью особого на бора сменных шестерен гитары. Переставлять рукоятки коробки подач можно только на тихом ходу.
Фартук и суппорт
Включение и выключение механизмов подачи суппорта производится рукояткой 14 падающего червяка, находящегося внутри фартука. Ручная подача суппорта осуществляется при помощи рукояток 18 и 20.
Автоматическое выключение продольной и поперечной подачи суппорта осуществляется при помощи механизма падающего червяка в момент перегрузки под действием большого усилия резания, или других сопротивлений (упор на станине) вдоль направления подачи. Этим механизмом станок предохраняется от поломки и создается возможность получения точных размеров изделия при работе по упору. Для этой цели предусмотрена передача вращения червяку и червячному колесу от валика червяка через сидящую на валике муфту, сцепляющуюся своими винтовыми выступами на горце с такими же выступами червяка под действием нажатия пружины. При увеличении сопротивления в системе передач суппорта и фартука, доходящего до величины, на которое не рассчитано отрегулированное нажатие пружины на муфту, валик червяка, продолжая вращаться, заставит муфту посредством винтовых выступов червяка отжиматься от него и сжимать пружину.
При этом движении муфты по валику она поворачивает рычаг с рукояткой 14, поддерживающий червяк в поднятом положении и зацепленным червячной шестерней; червяк па дает и выходит из зацепления с шестерней. Для включения подачи червяк вводится в зацепление с шестерней поднятием его с помощью рукоятки 14.
При закреплении резцедержательной головки суппорта рукояткой 19 необходимо следить, чтобы фиксирующий штифт входил в отверстие на нижней плоскости головки. Этот штифт вынимать не следует, так как при помощи его достигается правильная установка головки. Для закрепления суппорта на станине при поперечной обточке или обточке верхней части суппорта необходимо затянуть прижимную планку направляющих станины болтом с выступающей квадратной головкой на перед ней части каретки с правой стороны.
Задняя бабка
Поперечное перемещение корпуса задней бабки по мостику, необходимое при точении конусных изделий, осуществляется при помощи 2-х винтов 1 с передней и задней стороны в нижней части корпуса. После ослабления винта 2, прижимающего поперечную переднюю направляющую плоскость паза корпуса к выступу мостика, ослабляется винт с той стороны, куда нужно переместить бабку, и затягивается противоположный винт 1. Винт 2 после окончания установки снова затягивается. Установка центра бабки точно по центру шпинделя производится путем совмещения рисок на платиках «К», расположенных с задней стороны мостика и корпуса бабки. По отношению к мостику смещение бабки воз можно на 10 — 15 мм. Для перемещения пиноли задней бабки необходимо предварительно рукояткой 21 (см. схему управления) освобождать прижим, которым пиноль закрепляется при работе в центрах.
Упор, перестанавливаемый и закрепляемый на станине, предусмотрен для обточки изделия на определенную длину при продольном точении путем автоматического выключения подачи при соприкосновении с упором каретки. Упор устанавливается на направляющих станины в начале на – глаз и укрепляется винтом прихвата, а затем винтом регулировки производится точная установка.
Токарно-винторезный станок 1М63 (Дип 300)
Вы здесь
Оглавление

Общие сведения
Токарно винторезный станок 1М63 предназначен для обработки сравнительно небольших деталей из черных и цветных металлов быстрорежущим (Р18, Р6М5) и твердосплавным (ВК, ТК, ТТК) инструментами в индивидуальном и мелкосерийном производствах в цехах машиностроительных заводов и других отраслях промышленности. На токарном станке 1М63 осуществляется точение наружных цилиндрических и конических поверхностей, торцов, прорезания канавок и отрезку, обтачивание конических фасонных поверхностей, сверления, зенкерования и развертывание отверстий, нарезание различных резьб резцом, нарезание метрической, дюймовой резьбы метчиком и плашкой, накатывание сетчатых рифлений поверхности.
Устройство токарного станка 1М63 (Дип 300)
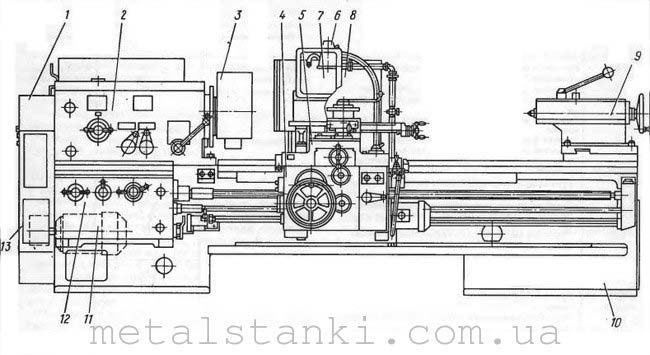
Устройство токарного станка 1М63
- Сменные шестерни
- Передняя бабка
- Ограждение патрона
- Фартук
- Суппорт
- Электрооборудование
- Ограждение
- Ограждение
- Задняя бабка
- Станина
- Электродвигатель
- Коробка подач
- Защитный кожух
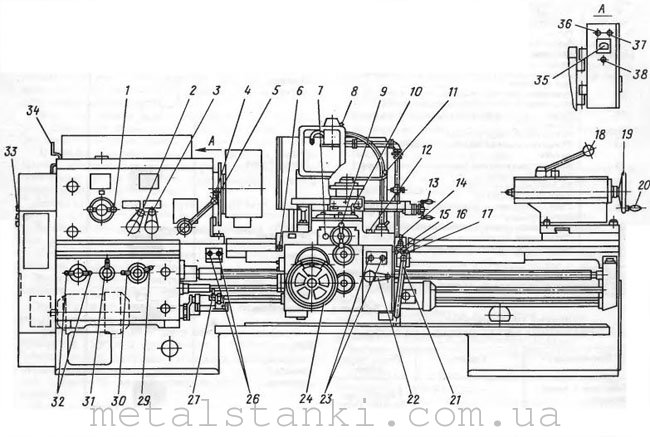
Органы управления токарного станка 1М63 (Дип 300)
1,5 Рукоятка регулировки частоты вращения об/мин шпинделя;
2. Ручка установки основного или увеличенного шага P и деления на многозаходные резьбы;
3. Ручка установки на нарезание правой и левой резьб и величины подачи;
4. Кнопка фиксации ограждения патрона;
6. Ручка включения насоса для ручной смазки направляющих суппорта;
7. Ручка включения поперечной подачи;
8. Тумблер включения освещения;
9. Рукоятка ручной поперечной подачи S суппорта;
10. Ручка включения механического поперечного перемещения верхнего суппорта;
11. Ручка включения поворота и закрепления резцедержателя;
12. Головка зажима и разжима сухаря крепления каретки;
13. Ручка ручного поперечного перемещения верхнего суппорта;
14. рукоятка включения и быстрых ходов суппорта;
15.Тумблер переключения на точении конусов и цилиндров;
16. Тумблер включения насоса подачи СОЖ;
17. Переключатель подач дистанционного управления;
18. Ручка крепления пиноли задней бабки станка;
19. Маховик осевого перемещения пиноли задней бабки;
20. Рукоятка маховика;
21, 27 Рукоятка управления фрикционом;
22. Ручка включения гайки ходового винта станка;
23, 26 Кнопочные станции включения и выключения главного привода станка;
24. Маховик продольного перемещения суппорта по направляющим станины;
29. Рукоятка настройки наладки шага резьбы и отключения ходового винта;
30.Ручка настройки величины шага P резьбы и подач;
31. Рукоятка выбора резьбы;
32. Рукоятка выбора подачи и шага нарезаемой резьбы;
33. Квадрат вала шкива для деления на многозаходные резьбы;
34. Выключатель вводной;
35. Указатель нагрузки;
36. Сигнальная лампа, показывающая включение и отключение электромагнитного тормоза;
37. Сигнальная лампа наличия напряжения;
38. Сигнальная лампа – аварийная.
Кинематическая схема токарно-винторезного станка 1М63 (Дип 300)
Передняя бабка токарно-винторезного станка 1М63 (Дип 300)
На левом конце станины закреплена передняя бабка, являющаяся одновременно коробкой скоростей главного движения. Привод коробки скоростей осуществляется асинхронным электродвигателем трехфазного тока через клиноременную передачу.
Шпиндель 13 выполнен со сквозным отверстием, конусами по концам и вращается в двух опорах. Передней опорой шпинделя является высокоточный двухрядный роликовый подшипник 12 с коническими роликами, а задний высокоточный однорядный роликоподшипник 1 с коническими роликами и пружинами 2 для предварительного натяга.
Реверс ходового винта и ходового вала осуществляется переключением шестерни 20 с помощью рукоятки 16, а настройка механизма подач на увеличенные шаги резьб и подач, переключение шестерни 18 с помощью рукоятки 17 .
Суппорт токарного станка 1М63 (Дип 300)
Суппорт имеет крестовую конструкцию и может перемещаться как в продольном направлении, по направляющим станины, так и в поперечном – по направляющим каретки станка. Перемещение по направляющим можно осуществлять вручную и механически. Так же имеется механизм для ускоренного перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцедержателем. Верхняя часть суппорта может также перемещаться вручную и с помощью механического привода.
Задняя бабка токарного станка 1М63 (Дип 300)
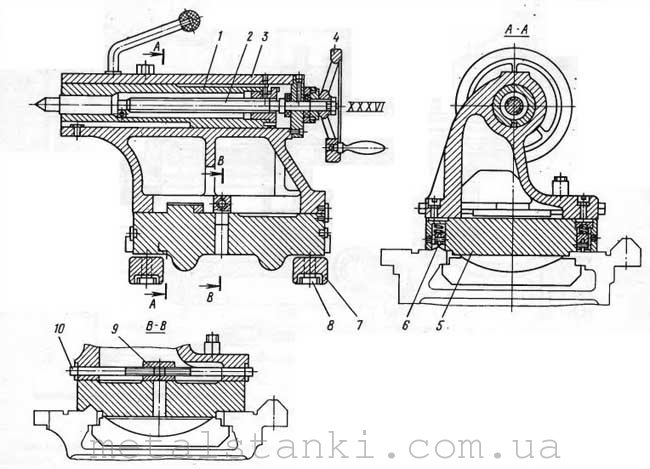
Задняя бабка токарного станка размещена на направляющих станины и перемещается по ним на четырех радиальных шариковых подшипниках 6, установленных в мостике 5. Задняя бабка станка крепиться к направляющим станины с помощью двух планок 7 четырьмя болтами 8. Поперечное смещение корпуса 3 задней бабки относительно мостика осуществляется при помощи двух винтов 10 и гайки 9, установленной в мостике.
Осевое перемещение пиноли 1 производится маховиком через винт 2.
Коробка подач токарного станка 1М63 (Дип 300)
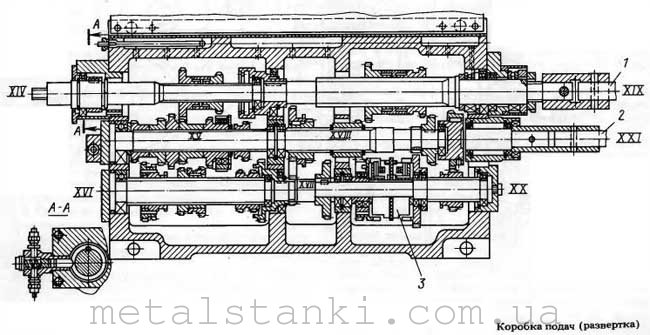
Коробка подач токарного станка предназначена для выполнения следующих видов работ: точение цилиндрических и конических заготовок, нарезание различных резьб (метрическая, дюймовая, модульная, питчевая), нарезание точных резьб.
На станке можно нарезать специальные резьбы и спирали с различными шагами с помощью включения ходового винта и настройки гитары сменных зубчатых колес специальными шестернями. Шестеренный механизм коробки подач токарного станка состоит из наборного механизма, механизмов привода ходового винта 1 и ходового вала 2,и механизма выбора вида работы – точение или нарезание резьбы.
Гитара токарного станка 1М63 (Дип 300)
Гитара токарного станка служит для передачи вращения и крутящего момента от выходного вала 1 коробки скоростей на входной вал 2 коробки подач станка. При помощи установки различных комбинаций сменных зубчатых колес, можно налаживать станок на нарезание различных резьб.
Технические характеристики токарного станка ДИП-300: схемы, конструкция
Токарно-винторезный станок ДИП300 производился в Советском Союзе до 80-х годов. Его название — это аббревиатура «Догнать и перегнать».
Он предназначен для проведения винтовых и токарных работ по черным и цветным металлам. Рассмотрим подробно основные характеристики устройства.

Описание
Этот агрегат имеет достаточно большой вес и крупные габариты. Предназначен для работы с деталями из металла больших и средних размеров. Токарный станок ДИП300 является одной из наиболее востребованных моделей, может выполнять такие функции:
- внутреннее и наружное точение, в том числе и обработка конусовидных деталей;
- растачивание;
- сверление;
- нарезание резьбы метрического, дюймового или модульного типа.
Обратите внимание! Во всех агрегатах этой серии есть возможность механическим способом перемещать верхнюю часть суппорта, благодаря чему можно точить и обрабатывать конусы значительной длины. А непосредственно суппорт перемещается в двух направлениях — поперечном и продольном.

Технические характеристики
К основным техническим характеристикам ДИП-300 относят такие показатели:
- диаметр обрабатываемой детали в максимальном значении: над выемкой — 90 сантиметров, над станиной — 70 сантиметров, над суппортом — 35 сантиметров;
- высота центров — 315 мм;
- максимальный вес детали, с которой возможно работать — 3500 килограмма;
- пределы шагов: дюймовые — 24-0.25 ниток, питчевые 96-7 питч, метрические 1–192 мм, модульные — 0.5–48 мм;
- главный рабочий вал агрегата: сечение внутреннего отверстия — 105 мм, количество прямых и обратных скоростей — 22 и 11, количество прямых и обратных вращений — 10–1250 в минуту, мощность — 13 кВт;
- число шагов: метрические — 56, модульные — 55, дюймовые — 33, питчевые — 52;
- максимальное перемещение резцовых салазок — 22 сантиметра;
- перемещение подач по максимуму: осевое — 126 сантиметров, перпендикулярное — 40 сантиметров;
- мощность электродвигателей: насос — 0.12 кВт, двигатель быстрых перемещений — 1.1 кВт, главный двигатель — 13 кВт;
- скорость передвижений: осевых — 4.5 м/мин, перпендикулярных — 1.6 м/мин;
- общий вес агрегата — 4300 килограмма;
- габариты — 295/178/ 155 сантиметров.


Устройство
Оборудование этой серии делает точение, создание резьбы, обработку конусов более доступно работой. Все это благодаря наличию имеющихся приспособлений.
Передняя бабка
Она крепится на левом конце станины. Эта деталь также выполняет функцию коробки скоростей. Есть еще шпиндель, к которому добавляется сквозное отверстие. По концам прикреплены конусы, в результате чего происходит вращение внутри двух опор.

Креплением для шпинделя выступает двухрядный подшипник с дополнением в виде роликовых конусов. Также есть однорядный подшипник высокой точности сзади. Конические ролики и пружины отвечают за предварительный натяг.
Переключение шестеренки при помощи рукоятки поддерживает ход за счет ходового винта. Другие рукоятки предназначены для управления механизмом передач, увеличение шагов во время выполнения основного процесса.
Суппорт
Предназначение этого элемента — фиксация режущих конструкций. Он имеет крестообразную форму. Допускается перемещение по таким схемам:
- у основной станины, вдоль направляющих оси;
- перпендикулярно.
Перемещение может быть ручным или механическим (при активизации специального механизма).

Задняя бабка
Две планки на четырех болтах — незаменимая часть при креплении задней бабки. Несущие станины имеют направляющие, которые являются местом монтажа. Четыре радиальных шариковых подшипника устанавливаются в мостик, благодаря чему движение по направляющим становится более легким для задней бабки.

Коробка подач
Имеет закрытый тип устройства. Процесс подач обеспечивается такими действиями:
- использование требуемых рычагов;
- замена шестеренчатых механизмов с зубцами.
При обработке на агрегате деталей облегчается получение подачи с правильными характеристиками.
Обратите внимание! Рекомендуется переход к прямому включению винта, если необходимо создать индивидуальную резьбу, для которой крайне важна высокая точность.
Гитара
Ее задача — передача крутящегося движения. Источником является вал выхода у скоростной коробки, адресат — вал входа коробки подач. Запасные зубчатые колеса монтируются в различных комбинациях. Если создается разная резьба, то становится легче регулировать станок.

Кинематическая схема
В левой тумбе агрегата помещен главный электрический двигатель. В устройстве есть несколько кинематических цепей. Шпиндели и зубчатые колеса принимают участие в процессе передачи двигательной энергии от одного элемента к другому.

Электрическая схема
У ДИП300 есть четыре двигателя:
- Насос. Подает жидкость для смазывания деталей. На него крепится специальный фильтр.
- Движок. Обеспечивает ускоренное движение каретки.
- Силовой агрегат. Является составляющей охлаждающей системы.
- Основной движок.

Комплектация
В комплект станка входят такие элементы:
- защитный кожух;
- коробка подач;
- электродвигатель;
- станина;
- передняя и задняя бабка;
- доп. ограждения;
- оборудование электрогруппы;
- фартук;
- суппорт;
- шестеренки.
Также есть паспорт вместе с инструкцией по эксплуатации.

Положительные и отрицательные стороны
К плюсам агрегата ДИП 300 можно отнести:
- возможность обработки округлых и сложных поверхностей из металла;
- безопасная работа;
- температурная устойчивость;
- виброустойчивость;
- надежность.
Отличия ДИП 300 и ДИП 200
300-ю модель, в отличие от 200-й, можно встретить на заводах и металлообрабатывающих цехах на сегодняшний день. Она отличается от предыдущей повышенной выносливостью и надежностью.
Инструкция по эксплуатации
Любой агрегат требует проверки перед началом эксплуатации, ДИП300 — не исключение. Работа основного привода начинается с нажатия кнопки запуска у блока подачи, на панели приборов каретки есть еще одна дополнительная кнопка. Главное — чтобы фрикцион находился чаще в выключенном состоянии.

Техника безопасности при работе с ним
Соблюдение техники безопасности — неотъемлемая часть при работе с любым винторезным станком:
- перед работой проверять технические составляющие безопасности: сменяемые шестеренки, ограждения основного привода, автомат включения и выключения, защита от стружки, отключающее устройство;
- надежно закреплять обрабатываемые детали;
- при работе с длинными деталями использовать люнеты;
- не прикасаться руками к вращающимся деталям и частям станка, работать в заправленной одежде.
Повышенный спрос на ДИП300 привел к тому, что начали производиться новые модифицированные аналоги. Ежедневно такими станками обрабатывается значительное количество деталей на различных предприятиях.
Токарный станок 1М63 (ДИП-300)
Сегодня можно приобрести токарный станок, олицетворяющий ушедшую эпоху. Разработанный еще в 1932 году, ДИП-300, сегодня известный как модель для работы по металлу 1 м 63, пользуется огромной популярностью в небольших компаниях, а также цехах предприятий, осуществляющих мелкосерийное производство. Понять, почему ДИП-300 олицетворяет самый яркий период развития СССР — несложно: аббревиатура его названия расшифровывается как “догоним и перегоним”.
Назначение и применение
Станок 1м63 хорошо известен профессионалам, которые заняты обработкой металлических заготовок. Параметры точения, а также другие характеристики устройства выглядят привлекательно, особенно если рассматривать их в узкой сфере применения.
Модель 1м63, ДИП-300 и их модификации предназначена для производства режущих операций, обработки заготовок из цветных, черных металлов, сплавов с широкой градацией твердости. Данное устройство распространено, его можно встретить практически на каждом машиностроительном предприятии. Сегодня варианты использования данного оборудования дополнились частными мастерскими и индивидуальными предпринимателями.
Станок 1м63 изначально ориентирован на мелкосерийное производство. Качество обработки, которое обеспечивают технические данные агрегата — позволяет с высокой точностью изготавливать на нем уникальные единичные изделия. Модель имеет надежный шпиндель, каретку, в конструкции применены классические подходы и компоновка для обеспечения общей прочности и вибрационной устойчивости.
При помощи 1м63 можно проводить следующие работы:
- обработку, точение конусов;
- расточку;
- нарезание резьб метрических, питчевых, дюймовых и модульных, как механическим способом (резцом), так и метчиком, плашкой;
- сверловку;
- накатку сетчатых рифлений;
- обработку как внутренних, так и наружных поверхностей заготовки.
В качестве обрабатывающего инструмента в 1м63 могут устанавливаться резцы из быстрорежущих сталей (Р18, Р6М5) и твердосплавных материалов (ВК, ТК, ТТК). Отдельно стоит отметить понятное управление: фартук на своей передней панели имеет переключатели, позволяющие выбирать группу операций (наружное конусное, внутреннее точение, общие токарные операции).
Технические характеристики
Модель 1м63 способна проводить токарные операции и обеспечивать показатели качества, полностью соответствующие требованиям класса Н. Устройство имеет следующие технические характеристики:
- главный привод — электродвигатель, мощность 15 кВт;
- ограничение по диаметру заготовки при ее обработке над станиной — 630 мм;
- максимальный диаметр детали при обработке над суппортом — 350 мм;
- ограничение габарита заготовки над станиной — 700 мм;
- размер конуса шпинделя — 100, метрический;
- обороты основного вала — от 12.5 до 1600 в минуту;
- величины подачи в продольном направлении до 1360 мм, в поперечном — 400 мм;
- шкала лимбов — продольного 1 мм на деление, 0,05 на диаметр;
- число двигателей на станке — 3.
ДИП 300 токарный станок, вес которого по минимальному показателю составляет 4200 кг — должен устанавливаться на жесткий фундамент, не допускающий вибраций. Масса и габариты оборудования — зависят от примененной РМЦ, а также комплектации электрооборудования. Так, ширина станка составляет 1690 мм, высота — 1420, длина варьируется от 2950 до 12470 мм. Аналогично вес в зависимости от модификации находится в диапазоне от 4200 до 13200 кг.
Особенности конструкции
Нельзя обойтись без описания особенности станка 1м63, которая позволяет увеличивать его функциональные возможности. В модели применены усовершенствования конструкции суппорта. Его салазки можно перемещать, что дает возможность обрабатывать длинные конусные детали. Блок суппорта через приводной винт перемещает отдельный двигатель. Благодаря такому подходу — достигается высокая максимальная скорость подачи.
Другие преимущества станка:
- установлены зубчатые колеса из закаленной легированной стали высокой прочности;
- материалы конструкции в целом гарантируют стабильность при изменении температуры;
- силовые элементы обеспечивают устойчивость к вибрации для повышения точности технологических процессов;
- станок оснащен системой торможения, защитными механизмами блокировки;
- обеспечено простое переключение режимов рукоятками;
- коробка передач станка, используя электромагнитную муфту — гарантирует высокую скорость переключения без остановки работы оборудования.
Фрикционный вал и система сцепления для передачи вращающего момента в целом — легко настраивается и регулируется, что удобно для мастерских без наличия квалифицированного персонала.
Коробка подач агрегата — двухосная, закрытого типа. Она надежна, удобно настраивается, в ней не используется гитара для уменьшения количества компонентов и снижения уровня сложности. Настройки параметров производятся соответствующими рукоятками, а также сменой зубчатых колес.
Конструкционная схема коробки подач позволяет нарезать практически все виды резьб, а также создавать специальные типы и высокоточную резьбу. Для осуществления последней операции — подача каретки на токарном станке 1м63 осуществляет ходовой винт, подключаемый напрямую к валу через специальный блок колес.
Отдельно стоит упомянуть особенности суппорта станка ДИП-300. В модели 1м63 и разработанных позднее — используется модифицированная конструкция узла. Она получила крестовое исполнение и отличается следующими преимуществами:
- одновременно в головке можно зафиксировать до четырех резцов;
- расстояние между осью центров и режущей кромкой оставляет 320 мм;
- за один оборот лимба производится перемещение в продольном направлении на 300 мм;
- цена деления лимбовой шкалы, соответствующая смещению суппорта на 1 диаметр — 0,05 мм;
- каретка может подаваться с максимальной скоростью 4,5 м в минуту в продольном направлении и 1,6 м в минуту — в поперечном.
Конструкция станка гарантирует высокую точность перемещения суппорта. Он движется по направляющим станины, изготовленных из прочного сплава. Разработчики предусмотрели поддержание стабильных параметров точности при многолетней эксплуатации оборудования.
Суппорт в поперечном и продольном направлении может подаваться при помощи ручного привода (привычное колесо), а также при передаче момента от привода для обеспечения высокой скорости. Аналогично двигается и верхняя часть блока с резцовой головкой.
Коробки скоростей и подач станка
Коробка скоростей станка 1м63 закреплена на главной прочностной конструкции, в левой части станины. Вся механика приводится в действие валом, получающим вращающий момент через шкив (клиноременную передачу) от силового привода агрегата. Ступенчатое изменение диапазонов оборотов шпинделя — достигается применением комплекта шестерней. Переключение между элементами разного размера осуществляется вращением центрального вала.
Коробка такого класса позволила обеспечить 24 позиции переключения. Общая схема управления достаточно проста: шестерни последовательно соединяются, образуя разные передаточные числа и соответствующие преобразования момента вращения. Особенность коробки передач: предусмотрен режим максимальных оборотов на шпинделе. В этом случае шестерни не работают и главный привод передает усилие напрямую.
Примененные в конструкции коробки передач материалы обеспечивают высокую износоустойчивость элементов узла и общую надежность. Шестерни изготовлены из термообработанной стали инструментального класса, их размещение производится на шлицевых валах. Последние установлены на роликовых и шариковых подшипниках, нейтрализующих осевые нагрузки. Также, конструкция коробки скоростей обеспечивает обратное вращение шпинделя.
Кратко преимущества узла можно описать следующим образом:
- в наличии режим прямой передачи крутящего момента от главного привода;
- предусмотрено 6 скоростей с высокими оборотами на шпинделе, с обеспечением высокого КПД;
- в наличии режим повышения шага резьбы, в конструкции коробки — два механизма для увеличения показателя в 16 и 4 раза.
Закрытая конструкция коробки увеличивает срок ее эксплуатации и обеспечивает удобную схему смазывания. Паспорт станка содержит подробные сведения о процедурах необходимого обслуживания данного узла станка.
Хорошим набором преимуществ отличается и коробка подачи. Она построена на двухосной механике, имеет компоновку закрытого типа. Управление подачей достаточно стандартно и привычно для квалифицированного токаря: переключением рукояток смещаются зубчатые колеса. Коробка подач станка 1м63 предлагает возможность тонкого регулирования, что позволяет выполнять токарные операции с высокой точностью.
Особенностью узла является возможность замены набора зубчатых колес. Это делается в том случае, когда требуется нарезать резьбы высокого класса точности с приводом ходового винта непосредственно от двигателя главного привода.
Электрическая схема
Электросистема станка 1м63 достаточно сложна. В нее входят:
- главный привод, электродвигатель мощностью 15 кВт, с номинальной частотой вращения 1460 об/мин;
- привод системы охлаждения, мощность 0,12 кВт, производительность 22 литра в минуту, номинальные обороты 2800 в минуту;
- отдельный двигатель для высокой скорости подачи каретки, мощность 1,1 кВт, номинальные обороты 1400 в минуту;
- насос смазочной системы, шиберного типа, производительностью 8,2 литров в минуту.
Особенностью смазочной системы является механика проточной фильтрации масла. Для этого применяется фильтр пластинчатого типа с показателем точности в 120 мкм.
Пуск главного привода возможен только при условии, что фрикционный вал агрегата включен. Рукоять фрикционной системы регулирует точный показатель частоты вращения шпинделя. Такая схема (коробка передач и блок сцепления) позволяет крайне тонко настраивать обороты для достижения высокого качества токарной обработки.
Главная задача главного привода — передавать крутящий момент на шпиндель, осущетсвлять подачи суппорта и каретки. Для движения последних — подключаются электромагнитные муфты, управляемые переключателем режимов электросистемы. Данный регулятор позволяет выбрать один из вариантов:
- отключения подачи;
- продольного, поперечного перемещения каретки;
- поперечного, продольного движения суппорта.
Электрическая схема, управляемая данным переключателем, включает активацию быстрой подачи. Включение режима осуществляется отдельной толчковой кнопкой, расположенной в верхней части поворотного элемента регулятора.
Отличия ДИП 300 и 1м63
Станки семейства 1м63 — это несколько модификаций одного усовершенствованного, в сравнении с ДИП-300, устройства. В частности, значительно улучшены следующие показатели:
- мощность двигателя главного привода (15 кВт против 13 у ДИП-300);
- увеличенная скорость нарезки резьб благодаря усовершенствованной механике коробки подач, скоростей;
- увеличенный посадочный диаметр отверстия шпинделя;
- предлагаются модификации станка, на которых можно обрабатывать детали массой до 3500 кг и длиной до 10 метров;
- использование инструментальных сталей и каленых материалов значительно увеличили срок службы оборудования;
- легированная сталь шестерней коробок обеспечила износоустойчивость и термостабильность.
В конструкции всех станков старше ДИП-300 реализованы дополнительные меры защиты, что значительно увеличило безопасность при работе с оборудованием, снизило число аварий, связанных с перегрузками и другими нештатными ситуациями.
Инструкция по эксплуатации
Паспорт оборудования содержит полный перечень правил работы со станком 1м63. Кратко можно упомянуть:
- к работе не допускается персонал, не имеющий достаточной квалификации, не ознакомленный с документацией к оборудованию, не прошедший инструктажи по технике безопасности;
- перед началом работы обязательно проводится проверка ограждений, сменных шестерен, автоматов включения, блокировки выброса стружки, выключателей подачи;
- делать в суппорте должна надежно фиксироваться;
- при работе с длинными заготовками — применение люнетов обязательно;
- непосредственно после пуска и в течение некоторого времени — не переключать коробку скоростей в режим максимальных оборотов шпинделя;
- переключать направление вращения шпинделя следует только в состоянии полного его останова;
- не допускается переключать режимы колес передней бабки, работы коробки подач на ходу.
Необходимо соблюдать общие правила безопасности. Спецодежда, кроме брюк, спецовки с длинным рукавом и плотно застегиваемыми манжетами — должна включать защитные очки и берет. Во время работы нельзя прикасаться к движущимся деталям, следить, чтобы одежда была тщательно заправлена, не рекомендуется близко наклоняться к рабочей зоне.
Все параметры обработки должны настраиваться до пуска станка согласно инструкциям к оборудованию. Активация главного привода должна производиться после установки резца в начальную позицию. По окончании работ – нужно очистить поверхности станка от остатков охлаждающей жидкости, грязи, удалить стружку.

