

Станок лазерной резки металла видео
Технология лазерной резки металла – оборудование, особенности, видео
Лазерная резка, или LBC (Laser Beam Cutting), как она обозначается во всем мире, – это процесс, при котором материал в зоне реза нагревается, а затем разрушается при помощи лазера.

Промышленная резка металла с помощью лазера
Сущность лазерной резки металла
Лазерная резка металла, как понятно из ее названия, выполняется при помощи луча лазера, получаемого при помощи специальной установки. Свойства такого луча позволяют фокусировать его на поверхности небольшой площади, создавая при этом энергию, характеризующуюся высокой плотностью. Это приводит к тому, что любой материал начинает активно разрушаться (плавиться, сгорать, испаряться и т.д.).
Станок лазерной резки металла, к примеру, позволяет концентрировать на поверхности обрабатываемого изделия энергию, плотность которой составляет 10 8 Ватт на один квадратный сантиметр. Для того чтобы понять, как удается добиться такого эффекта, необходимо разобраться, какими свойствами обладает лазерный луч:
- Лазерный луч, в отличие от световых волн, характеризуется постоянством длины и частоты волны (монохроматичность), что и позволяет легко фокусировать его на любой поверхности при помощи обычных оптических линз.
- Исключительно высокая направленность лазерного луча и небольшой угол его расходимости. Благодаря такому свойству на оборудовании для лазерной резки можно получить луч, отличающийся высокой фокусировкой.
- Лазерный луч обладает еще одним очень важным свойством – когерентностью. Это значит, что множество волновых процессов, протекающих в таком луче, полностью согласованы и находятся в резонансе друг с другом, что в разы увеличивает суммарную мощность излучения.
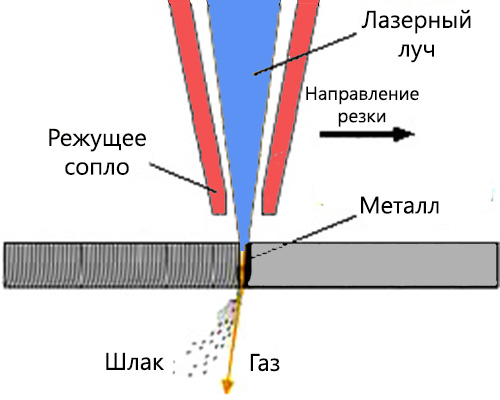
Процессы, происходящие при резке металла с использованием лазера, хорошо заметны на приведенных в статье видео. При воздействии луча на поверхность металла происходит быстрое нагревание и последующее расплавление подвергаемой обработке площади.
Быстрому распространению зоны плавления вглубь обрабатываемого изделия способствуют несколько факторов, в том числе и теплопроводность самого материала. Дальнейшее воздействие лазерного луча на поверхность изделия приводит к тому, что температура в зоне контакта доходит до точки кипения и обрабатываемый материал начинает испаряться.
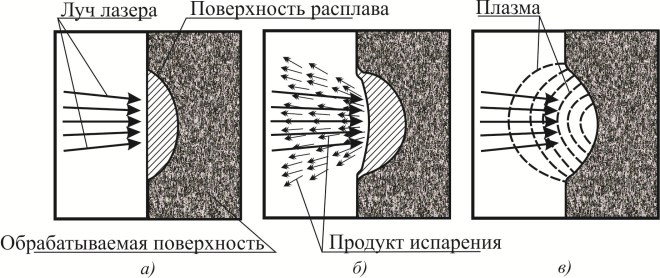
Процесс лазерной резки в схематичной форме
Лазерную резку металла может выполняться двумя способами:
- плавлением металла;
- испарением обрабатываемого металла.
Для того чтобы выполнить резку металла методом испарения, требуется большая мощность оборудования и, как следствие, значительные энергозатраты, что не всегда целесообразно с экономической точки зрения. Ограничивают использование такого метода и строгие требования к толщине обрабатываемых изделий. Именно поэтому данный метод используют только для резки тонкостенных деталей.
Такая технология позволяет снизить энергозатраты, повысить скорость работы, использовать оборудование небольшой мощности для резки металла большой толщины. Конечно, это нельзя считать лазерной резкой в чистом виде, правильнее будет называть его газолазерной технологией.

Лазерная резка стали 10мм
Использование кислорода в качестве вспомогательного газа при выполнении лазерной резки позволяет одновременно решить такие важные задачи, как:
- активизация процесса окисления металла (это позволяет снизить его отражающую способность);
- повышение тепловой мощности в зоне реза (поскольку металл в среде кислорода горит более активно);
- выдувание из зоны реза мелких частиц металла и продуктов сгорания кислородом, подаваемым под определенным давлением (это облегчает приток газа в зону обработки).
Преимущества и недостатки лазерной резки
Лазерная резка металлических изделий имеет целый ряд весомых преимуществ по сравнению с другими способами резки. Из многочисленных достоинств данной технологии стоит обязательно отметить следующие.
- Диапазон толщины изделий, которые можно успешно подвергать резке, достаточно широк: сталь – от 0,2 до 20 мм, медь и латунь – от 0,2 до 15 мм, сплавы на основе алюминия – от 0,2 до 20 мм, нержавеющая сталь – до 50 мм.
- При использовании лазерных аппаратов исключается необходимость механического контакта с обрабатываемой деталью. Это позволяет обрабатывать таким методом резки легко деформирующиеся и хрупкие детали, не переживая за то, что они будут повреждены.
- Получить при помощи лазерной резки изделие требуемой конфигурации просто, для этого достаточно загрузить в блок управления лазерного аппарата чертеж, выполненный в специальной программе. Все остальное с минимальной степенью погрешности (точность до 0,1 мм) выполнит оборудование, оснащенное компьютерной системой управления.
- Аппараты для выполнения лазерной резки способны с большой скоростью обрабатывать тонкие листы из стали, а также изделия из твердых сплавов.
- Лазерная резка металла способна полностью заменить дорогостоящие технологические операции литья и штамповки, что целесообразно в тех случаях, когда необходимо изготовить небольшие партии продукции.
- Можно значительно снизить себестоимость продукции, что обеспечивается за счет более высокой скорости и производительности процесса резки, снижения объема отходов, отсутствия необходимости в дальнейшей механической обработке.

Резка фанеры лазером
Наряду с высокой мощностью устройства для лазерной резки обладают исключительной универсальностью, что дает возможность решать с их помощью задачи любой степени сложности. В то же время для лазерной резки металла характерны и некоторые недостатки.
- Из-за высокой мощности и значительного энергопотребления оборудования для лазерной резки себестоимость изделий, изготовленных с его применением, выше, чем при их производстве методом штамповки. Однако это можно отнести лишь к тем ситуациям, когда в себестоимость штампованной детали не включена стоимость изготовления технологической оснастки.
- Существуют определенные ограничения по толщине детали, подвергаемой резке.
Виды оборудования для лазерной резки
Оборудование для лазерной резки металла делится на три основных типа.
Газовые установки для лазерной резки
Газы в таких установках, использующиеся в качестве рабочего тела, могут прокачиваться по продольной или поперечной схеме. Принцип работы таких лазеров заключается в возбуждении атомов газа под действием электрического разряда, вследствие чего частицы начинают излучать монохроматический свет. Большое распространение в современной промышленности нашли щелевидные установки, работающие на углекислом газе. Они достаточно компактные, при этом мощные и отличаются простотой в эксплуатации (в Интернете достаточно много видео, на которых показана работа таких установок).
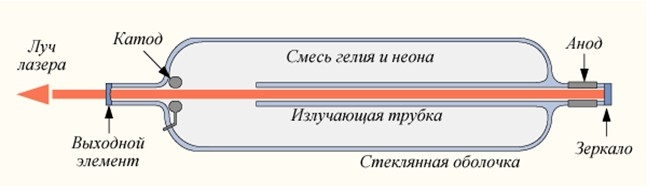
Принцип действия газового лазера
Конструкция такого оборудования состоит из двух основных элементов: лампы накачки и рабочего тела, в качестве которого чаще всего используется стержень из искусственного рубина. В состав последнего также включен неодим иттриевого граната. Лампа накачки в таких аппаратах необходима для того, чтобы передать на рабочее тело требуемое излучение. Чаще всего такие установки для лазерной резки работают в импульсном режиме, но есть и модели, функционирующие непрерывно.
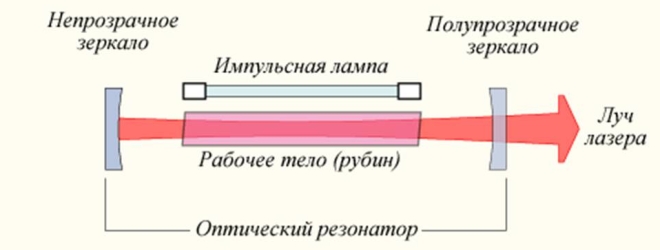
Принцип действия рубинового лазера
В газодинамических установках рабочий газ предварительно нагревается до 2–3 тысяч градусов, затем на высокой скорости (выше скорости звука) пропускается через специальное сопло, а после этого охлаждается. Такое оборудование является очень дорогостоящим, как и сам процесс формирования лазерного луча, поэтому его использование очень ограничено.
Если посмотреть видео работы лазерной установки, то очень сложно определить, к какой группе она относится. Для этого необходимо получить представление об устройстве такого оборудования.
Любое оборудование для выполнения лазерной резки, к какой бы группе оно ни принадлежало, содержит следующие элементы:
- систему, отвечающую за передачу и образование газа и излучения (в состав такой системы входят сопло, устройство для подачи газа, юстировочный лазер, поворотные зеркала, оптические элементы и др.);
- излучатель, оснащенный зеркалами резонатора, содержащий активную среду, устройства для накачки и обеспечения модуляции, если она необходима;
- систему управления всеми параметрами работы оборудования и осуществления контроля за их соблюдением;
- узел, обеспечивающий перемещение обрабатываемого изделия и лазерного луча.
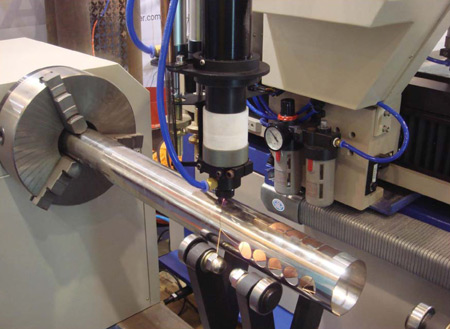
Станки лазерной резки металла
[Станок лазерной резки] всевозможных металлических заготовок и деталей среди всего существующего подобного типа оборудования считается наиболее технологичным и совершенным.
Благодаря этому устройству рез получается максимально точным и качественным, не требующим дополнительной обработки.
В настоящее время оборудование для лазерной резки, цена на которое достаточно высокая, используется на крупных промышленных объектах, которые занимаются точной обработкой металлических поверхностей самого разного вида.
Купить такой аппарат для домашнего использования домашний мастер, скорее всего, не сможет, кроме этого, устройство не предназначено для работы своими руками в частном порядке.
Следует отметить, что в некоторых отдельных случаях такие аппараты используются, в том числе, и для гравировки, помимо того, что позволяют выполнить обработку металлических поверхностей по предварительно заданным критериям.
Оборудование для лазерной резки металла достаточно просто настраивается оператором и впоследствии весь рабочий процесс производится исключительно в автоматическом режиме.
Аппараты, предназначенные для резки металлических поверхностей любой сложности, могут, в том числе, выполнять фрезеровку и вырезку впадин по указанным параметрам. Также такой аппарат можно приобрести и для выполнения гравировки по разным поверхностям. Цена на инструмент зависит от марки производителя и мощности самого аппарата.
Купить такие аппараты можно только в специализированных магазинах, притом, что цена на них достаточно высокая и полностью соответствует сложности выполняемых задач.
Сущность процесса
В станках, предназначенных для лазерной резки металлов, основным режущим инструментом является луч лазера, который очень просто своими руками сфокусировать на практически любой поверхности.
Разрушение металла под воздействием лазерного луча происходит из-за высокой плотности энергии, поступающей от него на саму поверхность.
Этого удается добиться за счет некоторых уникальных свойств такого луча.
В первую очередь, он обладает монохроматичностью, а это значит, что показатели частоты и длины волны всегда имеют постоянные показатели.
Кроме этого, луч от лазера можно сконцентрировать даже на небольшом участке обрабатываемой поверхности.
Также лазерный луч обладает когерентностью, а это означает, что его мощностные показатели увеличиваются в десятки раз благодаря резонансу, вызванному некоторыми типами колебаний.
В рабочей зоне луча данного типа осуществляется нагрев поверхности до той температуры, при которой металл начинает плавиться.
В течение короткого промежутка времени плавление металла возрастает и начинается перемещение фазы непосредственно самого плавления в толщу металла.
При увеличении температуры плавления металл может достигнуть своей точки кипения, в результате чего начнется процесс испарения.
Резка металла на лазерном оборудовании может осуществляться по двум раздельным схемам, а именно, путем испарения и за счет плавления.
Процесс испарения обуславливается достаточно высокими затратами энергии, а это напрямую влияет на увеличение затрат и не всегда целесообразно.
Также при помощи испарения разрезать толстый лист металла достаточно проблематично, а поэтому данный метод чаще всего применяется для обработки тонкой стали.
Наибольшей популярностью пользуется методика резки металлических поверхностей путем плавления.
В этом случае, чтобы снизить затраты на эксплуатацию станка, увеличить его производительность и работать с толстыми металлами, в рабочий процесс дополнительно вводят специальный газовый состав, а это уже несколько другая технология.
За счет введения в процесс резки на станках лазерного типа газовой смеси, удается улучшить показатель окисляемости металла, увеличить добавочную теплоту, а также избежать появления на кромках налета.
В некоторых случаях станки для лазерной резки используют, в том числе, и для гравировки металлической поверхности по заданным параметрам.
Купить такое оборудование — это значит перейти на совершенно новый уровень в обработке металлических поверхностей своими руками.
Достоинства и недостатки
На различных промышленных производствах используют самые разные методы резки металлических поверхностей, однако, наиболее совершенным считается именно лазерный метод.
В настоящее время купить станок, предназначенный для резки и гравировки металлических заготовок своими руками, можно в специализированных магазинах.
Данное оборудование имеет ряд неоспоримых преимуществ по сравнению с другими аналогичными агрегатами.
При помощи устройств для лазерной резки можно производить работы с металлами практически любой толщины. Станок подходит для резки алюминиевых сплавов, а также нержавейки.
Следует отметить то, что такие устройства не имеют прямого механического контакта с обрабатываемой поверхностью, а это значит, что деформация и повреждения исключены.
За счет того, что станки для лазерной резки оснащены управляющими устройствами, их управление осуществляется посредством программы.
В этом случае раскройка изделия для начала создается в чертежном варианте, после чего в виде файлов загружается в аппарат и далее установка проводит все необходимые действия самостоятельно.
Следует отметить и то, что на станках данного класса существует возможность осуществлять резку металлических изделий своими руками на большой скорости, в том числе, и изделий из твердых сплавов.
Для производства небольших партий продукции на станках для лазерной резки нет необходимости использовать различные формы или пресс-формы, что снижает финансовые затраты.
Следует отметить и то, что процесс резки и гравировки металлических заготовок на лазерном оборудовании осуществляется с большой скоростью, что многократно увеличивает производительность, а кроме этого, грамотно расходуется разделочный материал.
На устройствах данного класса достаточно просто все необходимые операции осуществлять своими руками, кроме этого, такие агрегаты обладают высокой универсальностью и функциональностью.
К недостаткам работы на лазерных станках можно отнести то, что обработка заготовок обходится несколько дороже, чем на штамповочном оборудовании, но только тогда, когда в расчет не берется стоимость самого штампа.
Кроме этого, устройства лазерного типа имеют некоторые ограничения по толщине обрабатываемых металлических поверхностей.
Устройство оборудования
Если купить на производство станок для лазерной обработки поверхностей из металла, то можно перейти на совершенно иной уровень возможностей.
Данные станки обладают не только высокой универсальностью, но и огромной функциональностью, что позволяет решать задачи практически любой сложности.
Управление устройством данного типа своими руками осуществляется на основе специальной компьютерной программы, которая практически полностью исключает участие человека в рабочем процессе.
В настоящее время используется несколько различных типов лазерных станков, которые используются для обработки металлических заготовок.
Так, существуют газовые лазерные агрегаты, в которых газ выполняет функцию рабочего тела.
В этом случае во время рабочего процесса газовая смесь прокачивается через специальную трубку непосредственно в рабочее пространство луча, где атомы газа переходят в энергетически активное состояние.
Такие функциональные устройства легко управляются своими руками и обладают высокой эффективностью.
На производствах также можно встретить твердотопливные лазерные станки, в состав которых в обязательном порядке входит такой элемент, как лампа накачки, при помощи которой на рабочую поверхность передается необходимое излучение.
Такие устройства могут функционировать как в импульсном, так и в постоянном рабочем режиме.
Еще одним видом лазерных станков являются газодинамические устройства.
По своему составу они чем-то схожи с газовыми агрегатами, однако отличаются от последних тем, что в них необходимо нагревать идущий газ до определенной температуры.
Устройства данного типа считаются достаточно дорогими, а их использование не всегда целесообразно в экономическом плане.
Каждый из вышеперечисленных станков в обязательном порядке состоит из системы преобразования и излучения, специального мощного излучателя, оснащенного зеркалами резонатора, а также функциональной управляющей системой.
Последняя обеспечивает выполнение всех необходимых рабочих операций в автоматическом режиме.
Купить лазерные станки в настоящее время можно в специализированных магазинах, при этом следует учитывать то, что цена такого оборудования достаточно высокая.
Между тем, именно лазерная резка считается наиболее качественной обработкой металлических поверхностей самого разного вида и обеспечивает высокую точность конечного результата.
Москва: налажен выпуск тяжелых станков лазерной резки металла




Из этого обзора вы узнаете как мы собираем станки лазерной резки тяжелой серии, на расположенном в Москве собственном производстве. Наш экспертный обзор посвящен особенностям и нюансам конструкции, источнику лазера и конструктивным особенностям, влияющим на точностные характеристики и стабильность работы станка.
Лазерная резка — технология резки и раскроя материалов, при которой используется лазер высокой мощности. Сфокусированный лазерный луч, обычно управляемый компьютером, обеспечивает высокую концентрацию энергии и позволяет разрезать практически любые сплавы металла. В результате можно получить узкие резы с минимальной зоной термического влияния.
Волоконные лазеры компактны и прочны, точно наводятся и легко рассеивают тепловую энергию. Устройства этого типа представляют собой вариацию стандартного твердотельного источника когерентного излучения с рабочим телом из оптоволокна.
Промышленность в настоящее время является крупнейшим потребителем волоконных лазеров. Наибольшим спросом при этом пользуются лазеры мощностью порядка киловатта и выше.
Производство станков лазерной резки
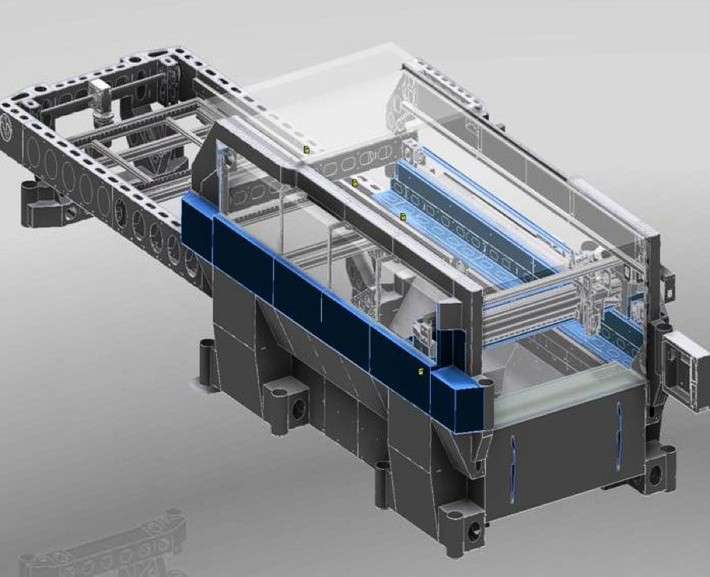
Начальный этап производственного процесса заключается в разработке концепта, схемы компоновки узлов и агрегатов с учетом оптимального сопряжения и расчетов по жёсткости конструкции. Основную работу на этой проводят в один этап. В дальнейшем, при необходимости, в готовый проект могут вноситься изменения.
Большая часть деталей для нового лазерного станка изготавливается также на лазерном станке.

Например, части будущей станины вырезаются из 5-миллемитровой стали, гнутся согласно технологическому заданию, собираются «в пазы» и скрепляются методом сварки. После этого станине необходимо придать вес для стабильной работы станка с ускорением 1,2-2g. Готовая конструкция заливается бетоном, с нее снимается остаточное напряжение, возникшее в процессе термообработки, и она отправляется на фрезеровку.

Фрезеровка станины по всей длине — важный этап, напрямую влияющий на точностные характеристики всего станка. Направляющие, по которым передвигается портал с режущей головой, устанавливаются в технологические пазы в самой станине, без проставок, подпружинивания и прочих хитростей, которые позволяют показать хорошие характеристики точности станка только на этапе запуска, но не в процессе реальной эксплуатации.

При сборке станка процесс фрезеровки станины занимает несколько дней и состоит из четырех этапов: производство замеров, черновая фрезеровка, снятие напряжения, чистовая фрезеровка. После наносится двухкомпонентное защитное покрытие повышенной прочности на полиуретановой основе. Так заканчивается последний этап сборки основы станка — восьми тонной станины, которая обеспечивает высокие динамических показатели, выдерживает многолетнюю эксплуатацию в самых жестких условиях без потери точностей позиционирования и повторяемости.

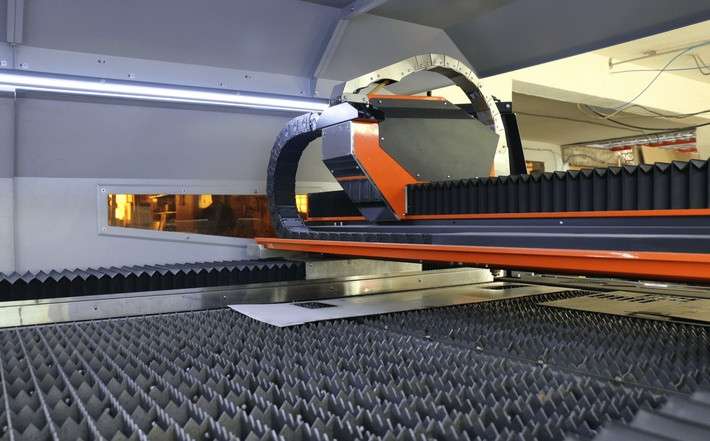
Портал станка, по которому будет перемещаться лазерная голова, также проходит этап фрезеровки и шлифуется по небольшой, не видной глазу, дуге, что в итоге позволяет получить его параллельное положение относительно стола раскроя с точностью до десятых долей миллиметра. Тщательные расчеты позволили оптимально понять естественный прогиб портала под тяжестью собственного веса и режущей головы.

Режущая голова собственной разработки надежно защищена 4-миллиметровой стальной крышкой, способной выдержать удар листа металла при загрузке. Функция автофокуса в базовой комплектации станка позволяет сократить время на фокусировку луча при раскрое металла разных толщин. Смена линз и защитных стекол может производиться как по «классической» технологии с фронта, рассчитанной для чистых производств, так и снизу головы, с подачей сжатого воздуха, для предотвращения попадания пыли внутрь головы.
Детали внешнего обвеса станка — защитный кабинет, электрошкафы, кожухи, двери, корпус стойки ЧПУ и т. д. , — также изготавливаются в несколько этапов: раскрой на лазерном станке, гибка, сверление отверстий и механическая обработка, грунтовка и покраска в камере.
Сменные столы тоже проходят этап фрезеровки. В конструкции станка и первый и второй стол расположены на одном уровне относительно режущей головы. Это очень важно, т.к. схема расположения столов на разном уровне имеет существенные недостатки. Во-первых, в этом случае уменьшается скорость раскроя на более высоком столе, а во-вторых производители вынуждены помещать, а значит утяжелять, режущую голову на выносную консоль, чтобы обеспечить больший ход по оси Z. В купе с одним двигателем перемещения портала такая машина не способна быстро остановить портал с тяжелой режущей головой во время работы, что пагубно сказывается на точности раскроя. Особенно это заметно при перфорировании отверстий: ровный круг на чертеже превращается в эллипс на практике. Мы давно отказались от подобной схемы.

После подготовки станины и внешних деталей станка производится его сборка. Устанавливаются электро- и пневмо-компоненты. Интегрируется источник лазерного излучения российской разработки — IPG Photonics.
Программное обеспечение ЧПУ станка выполнено на операционной системе Linux, что исключает «зависания», «вирусы» и нестабильную работу, присущие системам на OS Windows. Программное обеспечение полностью русифицировано, обладает возможностью удаленного доступа и имеет понятный и простой интерфейс.

В стандартной комплектации на станок устанавливаются закаленные косозубые рейки шестерни немецкой компании WITTENSTEIN. Это позволяет добиться скорости холостого хода в 140 000 мм/мин при ускорении 1,2g. Опционально возможно установить магнитные направляющие, и таким образом получить скорость в 200 000 мм/мин при ускорении в 2g.

Японские серводвигатели Yaskawa Sigma VII с одноименными драйверами управления являются шедевром надежности и прецизионных характеристик. Мы устанавливаем их на все выпускаемые станки. Важно отметить, что наш станок имеет два двигателя с каждой стороны портала.

В результате сборки получаем двенадцатитонный станок лазерной резки, способный работать в круглосуточном режиме не менее 7 лет, без потери точностных характеристик и преждевременного износа узлов и агрегатов.

После сборки станка на собственном производстве, заказчик приглашается на предварительную приемку, в рамках которой наши специалисты демонстрируют работу станка и проводят экспертную консультацию.
Готовая машина монтируется на территории заказчика. При этом проводится обучение персонала, а в дальнейшем обеспечивается онлайн-поддержка на всем сроке эксплуатации.
Возможна ли лазерная резка металла своими руками: этапы обработки и характеристики оборудования
Традиционно для резки металла в домашних условиях используют механические инструменты – пилы, диски. Они относительно доступны по стоимости и просты в эксплуатации. Но такой способ имеет ряд недостатков. Альтернатива ему – лазерная резка металла, которая возможна своими руками. С ее помощью можно делать прямые или фигурные заготовки с большой точностью.
Технология лазерной резки
Для анализа целесообразности применения лазера в качестве режущего инструмента необходимо разобраться в сути процессов, происходящих в структуре металла во время его обработки. В отличие от механического воздействия, локальный термический нагрев сопровождается другими типами изменения материала.

Этапы лазерной обработки:
- Воздействие когерентного излучения на определенный участок заготовки.
- Нагрев поверхности до температуры плавления.
- Формирование первичного реза.
- Испарение металла на заданную глубину.
В процессе этого на границе воздействия происходит изменение структуры материала. По краям формируются небольшие зоны наплыва расправленного металла, в этой области он становится более хрупким. Но так как зона этих изменений измеряется в микронах – ими, в большинстве случаев, пренебрегают.
Преимущества и недостатки резки металла лазером
Главной проблемой использования лазерных станков по резке металла в бытовых условиях является их высокая стоимость. Для обеспечения работы они комплектуются устройствами высокой мощности (СО2), обязательно наличие системы удаления паров металла и водяного охлаждения рабочего тела лазера.

Преимущества лазерной обработки металлов:
- высокая точность реза и его минимальная ширина;
- оперативность раскроя листового материала;
- нет эффекта деформации краев, свойственных для механической обработки;
- возможность создавать различные формы;
- работа в автоматическом или полуавтоматическом режиме.

Определяющим критерием выбора оборудования считается его стоимость и функциональность. Лазерные станки трудоемки в обслуживании, характеризуются высокой стоимостью. Цена модели со средними показателями производительности составляет около 200 тыс. рублей.
Характеристики станков
Оборудование для лазерной резки делается рамочного типа. Это означает, что максимально допустимый размер заготовки ограничен габаритами рабочего стола. Изменение положения режущей головки относительно листа металла происходит во время движения каретки. Заранее составляется программа по обработке.

Эти компоненты определяют основные характеристики станка:
- размер рабочего стола;
- максимальная глубина реза;
- скорость обработки – мм/с;
- точность позиционирования;
- степень автоматизации работы.
В последнем случае используется ЧПУ с возможностью внесения алгоритмов движения луча по заготовке. Они составляются с помощью специального программного обеспечения. Нужно учитывать, что номинальная мощность лазера не изменяется. Контролировать глубину реза можно только временем воздействия луча на определенный участок листа.
Можно ли сделать станок для резки металла лазером
Фактически оборудование для лазерной резки металла применяется только в комплектации больших производственных линий. В кустарном производстве большую популярность приобрели станки для гравировки. Они отличаются от вышеописанных меньшей мощностью, небольшими габаритами и относительно доступной ценой.

Сложность самостоятельного изготовления режущего оборудования подобного типа обусловлена следующими факторами:
- высокая стоимость лазерной установки;
- сложность сборки и настройки станка;
- дорогостоящее обслуживание.
В отличие от лазерного режущего оборудования гравировальный станок можно сделать своими руками. Для этого достаточно приобрести станину с подвижной кареткой, шаговые двигатели, ЧПУ и лазер. Не стоит доверяться рекомендациям некоторых источников и пытаться применить светодиодный элемент, аналогичный используемому в CD -приводах. Он не обладает необходимым показателем мощности.
Из вышеизложенного можно сделать вывод, что актуальная технология лазерной резки металла не позволяет применять ее в бытовом или полупрофессиональном уровне. Лучше всего остановиться на классических методах резки металла – плазменном, газовом, или пиле и диске.
Однако некоторые умельцы собирают установки для лазерной резки металла — смотрите видео:

