

Станок универсально фрезерный 6р82ш
Обзор станка 6Р82Ш: описание, особенности, характеристики, схемы
Универсальный фрезерный станок 6Р82Ш предназначен для выполнения различных операций. Благодаря продуманной конструкции и дополнительным компонентам он может использоваться как в серийном, так и в штучном производстве. Главным отличием от аналогичных моделей является увеличенная площадь стола и мощный электродвигатель главного привода.
Конструктивные особенности

Фрезерно-обрабатывающее оборудование марки 6Р82Ш было разработано и выпускалось на Горьковском заводе фрезерных станков. Это предприятие является старейшим и благодаря накопленному опыту станки, изготавливаемые на нем, характеризуются хорошими эксплуатационными и техническими параметрами.
Особенностью широкоуниверсального фрезерного оборудования является возможность одновременной обработки заготовки с двух сторон. Это позволяет увеличить производительность, так как не требуется изменять положение заготовки на рабочем столе для выполнения другой операции.
Дополнительно можно выделить следующие характеристики:
- наличие горизонтального шпинделя. С его помощью можно выполнять обработку цилиндрическими и торцевыми фрезами;
- дополнительные переходники-серьги. После их установки появляется возможность выполнять горизонтально-фрезерные операции;
- поворотная накладная головка. С ее помощью делается обработка крупных деталей, выполняются расточные работы;
- возможность установки накладного стола и делительной головки.
Для автоматизации процесса производства можно выбрать ручной, полуавтоматический или автоматический режим работы. Быстрая замена фрезы выполняется с помощью быстросменного механизма. Также станок 6Р82Ш обладает широким диапазоном смещений рабочего стола.
Быстрая остановка рабочей головки происходит за счет торможения постоянным током. Это увеличивает производительность, так как на смену режущего инструмента требуется меньше времени.
Основные характеристики
Станок разрабатывался для выполнения тонких фрезерных операций. Поэтому ему присвоили класс точности «П» согласно ГОСТ 8-82. Общая масса оборудования составляет 3300 кг, габариты – 247*185*195 см.
Для обработки массивных заготовок производитель предусмотрел большую площадь стола 125-32 см. Расстояние от шпинделя до поверхности детали может варьироваться от 3 до 45 см. Этот параметр изменяется при установке круглого поворотного стола и дополнительного оборудования — накладной и делительной головки.
- удаление оси шпинделя от хобота – 15,5 см;
- расстояние от поворотного шпинделя до рабочего стола может составлять от 3,5 до 53,5 см;
- удаление от поворотного шпинделя до станины – от 26 до 82 см.
Для работы станка в конструкции предусмотрено четыре электродвигателя. Функционирование главного привода происходит с помощью силовой установки мощностью 7,5 кВт. Для шпинделя поворотной головки установлен отдельный двигатель 2,2 кВт. Такой же мощностью обладает устройство для работы привода подач. Дополнительно присутствует электронасос для подкачки охлаждающей жидкости.
В период одновременной работы всех электродвигателей суммарный номинальный ток составляет 20 А. Это необходимо учитывать при подключении оборудования и обеспечения его работоспособности.
Параметры рабочего стола
Рабочий стол предназначен для фиксации заготовки и ее дальнейшей подаче к поверхности режущего инструмента – фрезы. Основными характеристиками этого компонента универсально-фрезерного станка 6Р82Ш является степень смещения детали.
Изменение положения рабочего стола может осуществляться в двух режимах – механическом и ручном. При этом максимальные и минимальные параметры будут одинаковыми. Максимальная нагрузка на стол составляет 250 кг. Это относится только к центру. При смещении центра тяжести заготовки этот параметр будет меньше.
Основные характеристики рабочего стола станка 6Р82Ш:
- максимальное перемещение. Продольное — 80 см, поперечное — 24 см. Максимально возможное вертикальное перемещение составляет 41 см;
- количество пазов Т-образной формы — 3;
- смещение стола на один лимб. На один продольный или поперечный оборот составляет 6 мм. Для вертикального перемещения значение равно 2 мм;
- количество рабочих подач — 18;
- пределы подачи (продольных и поперечных) — от 25 до 1250 мм/мин.
При механическом смещении положения рабочего стола с помощью рукояти направление ее поворота совпадает с направлением движения всей конструкции. Это уменьшает трудоемкость работы, минимизирует вероятность появление ошибок.
Для оперативного изменения скорости подачи предусмотрены однорукояточные механизмы. Благодаря их конструкции можно установить любой режим работы без активации промежуточных ступеней.
Описание шпинделя

Преимуществом станка 6Р82Ш является наличие двух шпинделей. Для анализа возможностей работы оборудования следует узнать характеристики поворотной и накладной головок. Практически все параметры одинаковы. Разница заключается в направлении движения режущей части – горизонтальное или вертикальное.
Технические характеристики шпиндельных головок:
- частота вращения головок, об/мин – от 50 до 1600;
- количество скоростей – 11;
- максимальный поворот шпинделя — 45°;
- крутящий момент – 1070 Н.м;
- перемещение на один оборот лимба – 6.
В накладной головке максимальный поворот режущей части инструмента равен 360°. Это дает возможность обрабатывать сложные детали без их демонтажа. При этом допустимый диаметр фрезы может составлять 16 см для горизонтального и 10 см вертикального шпинделя. Согласно ГОСТ 836-72 эскиз этой части станка соответствует цифре «3».
Во время работы на универсально-фрезерном станке 6Р82Ш обязательно необходимо активировать систему смазки заготовки. В противном случае ее отсутствие может привести к недопустимому нагреву поверхностей детали и фрезы.
В видеоматериале наглядно показаны основные узлы оборудования:
Универсальный фрезерный станок 6Р82Ш: технические характеристики
Консольно-фрезерный станок 6Р82Ш с незначительными изменениями конструкции производится уже больше 50 лет и до сих пор пользуется популярностью у мастеров своего дела.
Подходит для мелкосерийного и единичного производства, но может использоваться и на крупных предприятиях, и в ремонтно-машиностроительном производстве.

Коротко о производителе
Выпуском станка занимается Горьковский завод фрезерных станков. Сам завод основан в 1931 году и выпускает широкий ассортимент фрезерных станков. В каталоге продукции данного предприятия есть как и стандартные ручные станки, так и агрегаты с ЧПУ.
Описание, паспорт
Это агрегат, в котором рабочий стол имеет увеличенные размеры, а само оборудование снабжено более мощным главным двигателем, чем его предшественники и аналоги. Отличается значительным запасом прочности, надежности и функциональностью узлов, которые имеют свои конструктивные особенности в данном оборудовании.
Станок является автоматизированным и настроен на разные автоматические циклы. Это значительно улучшает показатели производительности, тем более что к такому оборудованию необязательно искать рабочего с повышенной квалификацией.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт консольно-фрезерного станка 6Р82Ш.
Назначение и область применения универсально-фрезерного станка
Станок приспособлен для обработки заготовок из различных марок стали и чугуна, а также меди и алюминия. Используется для самых разных фрезерных работ: изготовление металлических моделей штампов, пресс-форм в условиях небольшого и мелкосерийного производства.

Технические характеристики
Наибольшее перемещение стола в см:
- поперек оси – 32;
- вдоль – 80;
- вертикально – 42.
Ускоренное перемещение стола см/мин:
- вдоль– 400;
- поперек – 400;
- вертикально – 133.
Максимальный вес заготовки для обработки – 1 тонна. 18 ступеней рабочих подач стола. расстояние от торца шпинделя до стола от 3 см до 45. Расстояние между хоботом и осью шпинделя – 15.5 см.
Шпиндель имеет 11 скоростей, а вращается шпиндель с частотой от 31,5 об/мин до 1600 об/мин. Масса станка в – 3,3 тонны.

Достоинства и недостатки
Преимущества данного станка:
- Помимо, фрезеровочных операций на станке можно заниматься строганием, шлифованием, а также размерной отрезкой.
- Технологическая оснастка и переналадка оборудования не представляются сложными.
- Станок для своих возможностей компактный и отличается низким энергопотреблением.
- Высокие параметры точности при изготовлении конечной продукции.
- Агрегат изготовлен с повышенными параметрами универсальности, что позволяет использовать разные виды фрез.
Недостатком можно считать неполное охлаждение отдельных участков шпинделя.
Конструктивные особенности
Передняя головка со шпинделем сконструирована на подвижном хоботе и способна разворачиваться под углом в разных плоскостях, расположенных перпендикулярно друг другу. Можно работать двумя шпинделями порознь и одновременно.
Чтобы расширить возможности оборудования, помимо серег к нему установили дополнительную накладную головку. Она помогает обрабатывать крупногабаритные детали, а также проводить простейшие расточные работы.
Имеется механизм выборки люфта, который позволяет производить встречное и полуторное фрезерование в стандартном режиме и в режиме с автоматическими циклами.
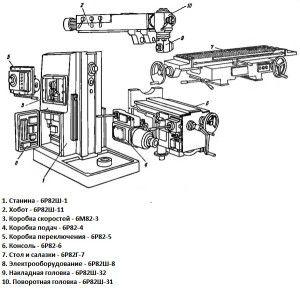
Перечень и расположение составных частей
Станок 6Р82Ш состоит из следующих основных частей:
- вертикальная основа (станина) с направляющими;
- фундаментная плита;
- инструментальная консоль с наличием подвижных салазок;
- поворотная плита (хобот);
- рабочий стол;
- скоростная коробка, которая спрятана внутри станины;
- механизм коробки передач;
- поворотная или дополнительная головка;
- органы управления станком;
- емкости, содержащие смазочно-охлаждающую жидкость.

В итоге рабочий стол может передвигаться по всем трем координатам. Чтобы исключить вибрации центр тяжести расположен ниже поверхности рабочего подвижного стола.
Перечень органов управления
У рассматриваемого агрегата есть два режима управления: ручной и автоматический. В основу управления входят:
- рукоятки, чтобы переключать действие механизмов коробки передач и скоростей;
- кнопки, позволяющие включать и выключать различные узлы;
- небольшие маховики чтобы в стандартном режиме перемещать стол;
- рукоятки для смещения подвижной панели;
- органы, которые управляют вращением непосредственно шпинделя;
- кнопка, отвечающая за экстренную остановку агрегата.
Разные рукоятки расположены с обеих сторон агрегата.

Основные узлы и механизмы
Стандартные узлы и механизмы фрезеровального станка имеют свои конструктивные особенности.
При включении основного двигателя запускается электромагнитная муфта. Через систему зубчатых передач движение передается инструментальной головке со шпинделями. При помощи маховика перемещают хобот, в котором имеется коробка скоростей.
Для установки необходимой скорости следует переключать отдельные ступени специальным механизмом ременной передачи. Все основные узлы станка объединяет консоль. Она производит управление изменяемыми координатами.
Смазка агрегата переключения непосредственно от смазки механизма скоростей путем разбрызгивания масла с трубки, расположенной в верхней части станины.
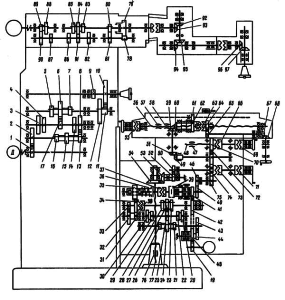
Кинематическая схема

Схема электрическая

Соблюдение техники безопасности
Техника безопасности при работе на фрезерном станке включает правила поведения не только во время работы, но и при подготовке оборудования:
- застегнуть рукава, одеть головной убор;
- проверить наличие защитного экрана и исправность заземления;
- проконтролировать исправность станка на холостом ходу;
- нельзя пользоваться неисправным инструментом или затупленной фрезой;
- запрещено отходить от работающего станка или отвлекаться от работы;
- запрещено при вращающейся фрезе производить замеры;
- также нельзя убирать стружки руками или ветошью;
- по окончании работ необходимо выключить станок от общей силовой сети;
- все направляющие станка смазать.
Если не соблюдать правила техники безопасности, то работа на фрезерном станке может привести к травматизму.
Аналоги
К основным аналогам станка 6Р82Ш относятся следующие агрегаты:
- 6Р83Ш – широкоуниверсальный консольно-фрезерный станок 400х1600;
- 6Р83 – консольно-фрезерный станок 400х1600;
- 6Р82Г – станок консольно-фрезерный горизонтальный 320х1250.
Вся серия 6Р запущена в производство горьковским заводом в 1972 году и до сих пор станки данной серии выпускаются и пользуются популярностью, поскольку отличаются надежностью.
Станок консольно-фрезерный 6Р82 Ш успешно используется для самого широкого спектра фрезерных работ. Фрезеровать заготовку массой до 1 тонны можно с обеих сторон станка, что является еще одним преимуществом и полезной конструктивной особенностью. Также есть возможность на данном оборудовании проводить простейшие расточные работы.
По габаритам и производительности агрегат успешно применяется не только на мелкосерийном и единичном производстве, но и на некоторых крупных ремонтных предприятиях, тем более что сам станок очень надежен и без перебоев работает не один год. При сильном износе главных узлов проводится их замена и станок снова на долгое время в строю.
6Р82Ш – востребованный широкоуниверсальный фрезерный станок
Широкоуниверсальный фрезерный станок 6Р82Ш – это одна из разновидностей универсально-фрезерных установок, которые широко используются на современных производствах.
1 Общая информация о станке – коротко о главном
Достоинством широкоуниверсальных агрегатов признается то, что они позволяют осуществлять обработку детали с разных сторон за одну установку.
Такая возможность имеет большое значение для ремонтного, инструментального и опытного производства, когда монтаж, закрепление заготовки и предшествующая ей выверка требуют немалого времени и высокого профессионализма оператора станка.
Консольные горизонтальные агрегаты 6Р82Ш начали выпускаться в начале 1970-х годов на Горьковском станкостроительном комбинате. Их модификацией являются станки 6Р83Ш, которые отличаются от своих старших братьев более мощным основным двигателем и увеличенными параметрами рабочего стола. При этом и в первом, и во втором случае данный элемент станка выполнен в качестве неповоротной конструкции.

Класс точности описываемой нами установки по стандарту 8–77 – П, она является автоматизированной, что позволяет выполнять ее настройку на разные циклы автоматического выполнения тех или иных операций. Кроме того, появляется возможность эффективной организации обслуживания множества станков и отпадает потребность в длительной подготовке специалистов для работы на них.
Выделим некоторые нюансы конструкции агрегата, которые гарантируют удобство работы на нем:
- смазка узлов производится в автоматическом режиме;
- подачи стола имеют большие диапазоны величин;
- стол станка допускается перемещать по трем и двум координатам одновременно;
- обработка заготовки по рамке, как и другие операции, выполняется в автоматическом цикле;
- имеются эффективные узлы замедления подачи детали, когда ее фрезеруют в автоматическом режиме;
- возможность использования в приводе подач двигателя постоянного тока;
- высокая точность оборудования, обеспечиваемая тем, что винт подачи (поперечной) монтируется на оси фрезы;
- удобное для оператора крепление инструмента, который при необходимости меняется очень и очень быстро;
- использование в приводе подач электромагнитных быстродействующих бесконтактных муфт.

Возможна и последующая автоматизация агрегата. Для этих целей можно использовать механизмы оперативного управления и цифровой индикации.
2 Области применения и назначение фрезерного широкоуниверсального агрегата
Чаще всего данный станок используется при подготовке металлических пресс-форм и стальных моделей штампов для применения их в условиях единичного и серийного производства. На установке можно обрабатывать модели с большими геометрическими размерами, которые по своим параметрам превышают габариты рабочего стола. Достигается это за счет того, что шпиндельная головка станка способна разворачиваться под углом в перпендикулярных друг другу плоскостях. Устанавливается головка на специальном хоботе выдвижного вида.
Также агрегат располагает горизонтальным шпинделем. С его помощью обрабатываются плоскости цилиндрическими и торцовыми фрезами. Возможно одновременное использование обоих шпинделей и раздельное их функционирование. Стоит добавить, что применяется данная модель широкоуниверсальных станков и в качестве горизонтально-фрезерных. Для этого достаточно смонтировать на агрегат серьги, входящие в его комплектацию.

Расширить функциональность станка можно и при помощи поворотной накладной добавочной головки. Она предназначена для выполнения элементарных расточных операций и обработки деталей с крупными габаритами. Попутное и встречное фрезерование осуществляется в автоматических и простых режимах за счет наличия в винтовой паре подачи (продольной) рабочей поверхности устройства выборки люфта.
Описываемый станок позволяет фрезеровать любые заготовки из чугуна, стали, алюминиевых листов, других цветных металлов угловыми, дисковыми, концевыми, фасонными, цилиндрическими, торцовыми и иными фрезеровочными инструментами. Агрегат используется для осуществления операционных мероприятий в автоматических и поточных комплексах производства крупных серий продукции за счет разнообразных легко настраиваемых автоматических и полуавтоматических циклов.

Обработка контура кулачков, разверток, центровочных сверл, колес зубчатого типа и иных деталей, нуждающихся в непрерывном либо периодическом развороте вокруг собственной оси, выполняется на станке посредством круглого накладного стола или специальной делительной головки. Допускается, кроме всего прочего, фрезерование широкоуниверсальных и вертикальных плоскостей, рамок, пазов и так далее.
3 Станки 6Р82Ш – их составные части и технические характеристики
К основным составным узлам фрезерной установки относят следующие элементы:
- поворотная и накладная головки;
- станина;
- стол и салазки;
- коробка переключения, подач, скоростей;
- консоль;
- хобот;
- электрическое оборудование.

Далее мы приводим ключевые технические параметры станка:
- параметры стола – 320х1250 мм;
- вылет (расстояние между направляющими станины и поворотной головкой) – от 260 до 820 мм;
- дистанция до стола от торца шпинделя – от 35 до 535 мм;
- расстояние между хоботом и осью шпинделя – 155 мм;
- пределы вертикальных рабочих подач – 8,3–416,6 мм, поперечных и продольных – 25–1250 мм;
- максимальное передвижение стола (ручное/механическое): вертикальное – 420/410 мм, поперечное – 250/240 мм, продольное – 800/800 мм;
- усилие резки поперечной подачи – 12 Н, продольной – 15 Н, вертикальной – 5 Н;
- количество ступеней подач – 18;
- наибольшая нагрузка на центр стола – 250 кг;
- быстрый поперечный и продольный ход стола – 3 мм/мин, вертикальный – 1 мм/мин;
- вертикальное передвижение стола на оборот лимба – 2 мм, поперечное и продольное – 6 мм;
- шпиндель: число скоростей – 18, частота вращения – от 50 до 1600 об/мин, передвижение пиноли – 80 мм (на один оборот лимба – 6, на одно деление – 0,1), возможное сечение фрез (обработка чернового характера) – 100 и 160 мм (соответственно, вертикальный и горизонтальный шпиндель), максимальный крутящий момент 1070 Нм, поворот головки (накладной) в продольной плоскости – 360 градусов;
- мощность электродвигателей: 2,2 кВт (привод подач и поворотной подачи), 7,5 кВт (привод главного движения), 0,125 кВт (насос жидкости для охлаждения);
- масса – 3300 кг;
- размеры станка: ширина – 1850 мм, длина – 2470 мм, высота – 1950 мм.
Фрезерный агрегат оснащен муфтой предохранения от чрезмерных нагрузок, тремя прерывистыми автоматическими подачами, блокировкой механической и ручной подачи, раздельного ее включения, упорами (выключающими) подачи.

Удобство управления оборудованием обеспечивается:
- использованием постоянного тока для торможения станка;
- кнопочно-рукояточными дублированными (с левой стороны и спереди установки) органами контроля;
- изменениями подач и скоростей посредством выборочных узлов с одной рукояткой, которые дают возможность назначать любой допустимый их показатель без выполнения промежуточных стадий (простым поворотом лимба);
- включением шпинделя и быстрых ходов, а также их остановкой кнопками.
Горизонтально-фрезерный станок 6Р82
Горизонтальный консольно-фрезерный станок 6Р82 начал выпускаться Горьковским заводом фрезерных станков с 1970 года. С тех пор, когда начали выпускаться такие станки, прошло больше 40 лет, но горизонтально-фрезерный станок 6Р82 продолжает работать на многих предприятиях. На нем с высокой точностью выполняются работы по обработке металлов различной сложности. Эта модель фрезеровочных станков причисляется к патриархам отечественного станкостроения, и она до сих пор числится одной из самых распространенных и общедоступных моделей.

Завод и сегодня выпускает горизонтальные универсальные станки, но уже спроектированные по новым технологиям. Массово начали развиваться системы числовых программных управлений (ЧПУ). Современный фрезерный станок с ЧПУ по металлу 6Р82 получил широкое применение в малом бизнесе.
Расшифровка названия станка означает:
- 6 — фрезерные станки;
- Р – модификация станка;
- 8 – этой цифрой принято обозначать горизонтально-фрезерные станки;
- 2 – указывается на типоразмер (габариты) рабочего стола.
Консольные фрезерные станки 6Р82 относятся к самым популярным агрегатам, используемым для фрезерования. Им дали определение как «консольно-фрезерные» благодаря своим конструктивным решениям.
Роль консоли выполняют специальные кронштейны, которые являются опорами стола. Габариты размеры станка составляют 320х1250 мм.
Горизонтально-фрезерный станок 6Р82 входит в группу горизонтальных агрегатов. Это связано с тем, что шпиндель на таком станке во время его работы, всегда остается в неизменном положении. Он всегда расположен в горизонтальном положении. На станках рабочие столы можно устанавливать в перпендикулярном положении по отношению к шпинделю.
Предназначение станка 6Р82
Назначение фрезерного станка 6Р82 прописано в его паспорте. Эти станки разрабатывались с целью выполнения на них различных видов фрезеровальных работ. На них можно фрезеровать, используя различные типы фрез.
Технические характеристики станков предусматривают расширение их потенциальных возможностей. Для этого следует использовать дополнительное оборудование и приспособления, которые могут поставляться в комплекте со станком.
Станки применяются на предприятиях различных отраслей промышленности, начиная от мелких мастерских и заканчивая крупными машиностроительными гигантами. Они очень высокотехнологичны, и способны производить обработку деталей с высоким качеством, а главное с высокой точностью.
Техническая компоновка разработана с условием создания оператору максимальных удобств в обслуживании станка.
Фрезерный станок 6Р82, технические характеристики которого дают возможность пользователю легко настраивать его для работы в автоматическом или полуавтоматическом режиме, а, следовательно, это дает возможность применять такой агрегат для комплектации единой автоматизированной линии.
Устройство станка – основные узлы и механизмы
Паспорт и схема станка 6Р82 предусматривает следующие важные конструктивные детали, узлы и механизмы:
Станина
Станина относится к фундаменту станка, на котором устанавливаются все его рабочие детали, узлы и механизмы. Станина крепится на опорную плиту фрезерного станка. Чтобы придать ей жесткости она фиксируется штифтами.
Хобот и серьги
Эти детали размещаются на станине. Хобот закрепляется и скользит по направляющим. Серьги монтируются на других направляющих, которые располагаются на хоботе. Внутри хобота расположена коробка скоростей, посредством которой передается вращение шпинделю.

Хобот с серьгами станка 6Р82
Серьги устанавливаются в специально предусмотренных для этих целей отверстиях. Размер отверстий выбирается по индивидуальному принципу, на каждом станке отверстия разные. Следовательно, серьги не могут быть взаимозаменяемые.
Для регулировки зазоров в подшипниках серьги, предусмотрена специальная гайка. Регулировка проводится с контролем по результатам температуры нагрева серьги. Измерение температуры нагрева должна производиться после обкатки станка. Время обкатки должно быть не менее одного часа, а число оборотов шпинделя устанавливается максимальным. Перед обкаткой следует убедиться в том, что поверхностная часть опорной втулки в хорошем состоянии и в ней находится достаточное количество смазки. Если температура подшипников находится в пределах 50 — 60 °C, то можно начинать регулировку.
Масло, которым смазываются подшипники, находится в специальных углублениях (нишах), расположенных на серьге. Масло поступает в подшипник через втулочные оконные проемы.
Коробка подач
Коробка подач 6Р82 предназначена для обеспечения перемещения всех движущихся частей и агрегатов станка.

Коробка подач станка 6Р82
Главное движение обеспечивается приводом, в состав которого входит фланцевый электрический двигатель и соединительная муфта. Электродвигатель привода подач устанавливается внутри консоли станка. Консольно-фрезерные станки 6Р82, паспорт которых предусматривает изменение скорости шпиндельного узла, могут работать на 18 фиксированных скоростях. Регулировка осуществляется посредством зубчатых колесных блоков. Порядок переключения скоростей устанавливает инструкция по эксплуатации и паспорт станка.
В коробке подач предусмотрен режим быстрого перемещения. Такой режим перемещения возможен только после приведения в действие фрикциона форсированного хода. Фрикционная передача позволяет передавать вращающий момент от электродвигателя главного хода на консоль, а уже потом к винтам перемещений.
Консоль
Описание консоли дает паспорт. Конструкция консоли изготовлена в виде металлической коробчатой отливки. Она передвигается по вертикальным направляющим, которые соединены со станиной.
Внутри консоли расположены основные механизмы коробки подач. Эти механизмы предназначены для передачи движения от коробки подач к винтовым валам.
Коробка переключения скоростей
Коробка скоростей на фрезерном станке 6Р82 расположена непосредственно на станине (в хоботе) и предназначена для установки необходимого скоростного режима обработки детали. Конечным узлом коробки скоростей является ее шпиндель, который представляет собой вал, удерживающийся на трех опорах. Роль опор выполняют подшипники.

Разрез по шпинделю станка 6Р82
Шпиндель предназначен для передачи вращательного момента от силовой коробки передач, к закрепленному в нем инструменту. Вращательный момент коробка передач получает от вала электродвигателя главного хода станка, соединенных между собой соединительной муфтой.
Для перехода от одной оптимальной величины вращения шпинделя к другой нет необходимости последовательного перехода по скоростным промежуточным ступеням. Основными деталями коробки скоростей являются: рейка, рукоятка переключателя, зубчатые колеса и шестерни.
Для осмотра внутренних деталей коробки, на ней установлено смотровое окно. Переключение скоростей осуществляется рукояткой. Необходимая скорость выбирается по указателю оборотов шпинделя. С помощью коробки скоростей можно устанавливать 19 различных скоростей вращения шпинделя.
Стол и салазки
Эти конструктивные узлы предназначены для передвижения стола в продольных и поперечных плоскостях. Стол фиксируется на направляющих салазок и в рабочем цикле скользит по ним. Его площадка является основанием для крепления на ней подвергающихся обработке деталей, зажимных устройств и технологических приспособлений. Чтобы все это оборудование было надежно закреплено и при работе удерживалось на столе, он снабжен продольными пазами, выполненными в виде Т-образного профиля. Стол приводится в движение от ходового винта, через механизм передачи вращательного движения винта в поступательное движение стола.

Внешний вид фрезерного станка 6Р82
Стол и ходовой винт соединяются по торцам стола с помощью кронштейнов. Кронштейны, после установки фиксируются штифтами. Места для крепления кронштейнов определяются по реальному размещению винта. Для предотвращения продольного изгиба, винт размещают на опорных подшипниках. Необходимое натяжение ходового винта регулируется специальной гайкой.
Механизм разворота стола обеспечивает установку его на угол в 45° от его первоначального положения. Механизм разворота размещается в промежутке между рабочим столом и салазками. Чтобы развернуть стол на оптимальный угол, необходимо выполнить следующее: переместить салазки в крайнее переднее местоположение; снять хвостовой кулачок, ограничивающий поперечный ход, и уже только затем разворачивать стол.
Салазки выполняют функцию буферной части между консолью и столом. Они передвигаются по горизонтальным направляющим, которые расположены на консоли.
Электрооборудование станка
Электроснабжение горизонтально-фрезерного станка 6Р82 определяет его паспорт. В станке предусмотрены два основных привода: привод главного хода и привод механизма подач. Приводы главного хода и механизма подач приводятся в действие электрическими асинхронными двигателями.

Электрическая схема станка 6Р82
Кроме этого электрическая схема предусматривает работу других технологических систем, таких как система охлаждения.
Консольно-фрезерные станки 6Р82, руководство по эксплуатации которых предусматривает электроснабжение на переменном напряжении, поставляются заказчику с различными классами напряжения.
Фрезерный станок 6Р82, электрическая схема которого может работать от источника 3-фазного напряжения следует размещать на участках, где есть классы напряжения от 220 В до 440 В.
Все электрические двигатели, в зависимости от индивидуального исполнения, могут работать на напряжениях от 220 В до 440 В.
Электрическая схема разработана на применение следующих классов напряжения: для рабочего освещения — 24, 36 или 110 В, в зависимости от индивидуального исполнения; для цепей управления — 110-220 В; для цепей электродинамического торможения – 56 В. Местное освещение осуществляется от светильников, которые распложены на станине.
Эксплуатация станка 6Р82
Эксплуатация горизонтально-фрезерных станков определяется руководством по эксплуатации, которое поставляется заказчику в комплекте со станком. В руководстве приводится основная характеристика каждого станка, а также подробная инструкция по его эксплуатации. Кроме этого в руководстве по эксплуатации прописываются основные правила безопасности, которые необходимо выполнять при работе со станком.
Скачать паспорт (инструкцию по эксплуатации) горизонтально-фрезерного станка 6Р82
В руководстве прописаны также правила управления станком и порядок поддержания его в рабочем состоянии.
Управление станком осуществляется от аппаратов управления, которые расположены сбоку и на передней части станка. Для управления используются специальные рукоятки, кнопочные станции и переключатели.
Уход за станком может осуществлять только его оператор, который закреплен за данным станком и хорошо знает его устройство.
Перед каждым пуском станка необходимо убедиться в том, что на направляющих отсутствует пыль, грязь или стружка. Проверить работу системы смазки и охлаждения, обратив особое внимание на наличие масла и охлаждающей жидкости.
Для выколачивания оправки или фрезы из шпинделя следует применять молоток, изготовленный из латуни или меди.
Особое внимание следует уделять столу. Загружать на стол инструмент, приспособления или заготовки можно только тогда, когда его поверхность очищена от посторонних предметов, а также от сгустков промасленной грязи и стружки.
Для того чтобы детали станка проработали как можно дольше, следует вовремя проводить смазку трущихся и вращающихся деталей. Порядок и сроки смазки прописаны в специальном разделе руководства по эксплуатации. Наличие смазки в агрегатных узлах станка контролируется по маслоуказателям.
Следует помнить, что станок будет надежно работать только тогда, когда будут в установленные сроки проводиться текущие регламентные работы, а также капитальные ремонты его отдельных агрегатов.

