

Сверлильный станок 2н125 схема электрическая
Универсальный вертикально-сверлильный станок 2Н125

Вертикально-сверлильный станок 2Н125 ипользуется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Установленное на станке электрическое устройство реверсирования двигателя главного движения, позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Технические характеристики вертикально-сверлильного станка 2Н125.
Паспорт вертикально-сверлильного станка 2Н125.
Данное руководство по эксплуатации “Вертикально-сверлильный станок 2Н125” содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации вертикально-сверлильного станка 2Н125.
Содержание данной документации:
- Общие сведения
- Основные технические данные и характеристики
- Комплект поставки
- Порядок транспортирования и установки станка
- Указания мер безопастности
- Состав станка
- Устройство и работа станка и его составных частей
- Пневмосистема
- Система смазки
- Порядок установки станка
- Порядок работы станка
- Возможные неисправности и методы их устранения
- Особенности разборки и сборки станка при ремонте
- Указания по эксплуатации
- Свидетельство о консервации
- Свидетельство об упаковке
Скачать бесплатно “Паспорт, Руководство, Инструкцию по эксплуатации вертикально-сверлильного станка 2Н125” в хорошем качестве можно по ссылке расположенной ниже:
 “Паспорт вертикально-сверлильного станка 2Н125”. Хорошее качество. Скачать бесплатно.
“Паспорт вертикально-сверлильного станка 2Н125”. Хорошее качество. Скачать бесплатно.
Скачать бесплатно второй вариант “Паспорт, Руководство, Инструкцию по эксплуатации вертикально-сверлильного станка 2Н125” в хорошем качестве можно по ссылке расположенной ниже:
“Паспорт вертикально-сверлильного станка 2Н125”. Хорошее качество. Второй вариант. Скачать бесплатно.
Руководство по эксплуатации электрооборудования сверлильного станка 2Н125.
Данное руководство по эксплуатации электрооборудования “Вертикально-сверлильный станок 2Н125” содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации электрооборудования вертикально-сверлильного станка 2Н125.
Сверлильный станок 2н125 схема электрическая
Описание работы
Включением вводного автомата В1 подается напряжение на главные и вспомогательные цепи, загорается сигнальная лампа. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение “ВКЛЮЧЕНО”. Нажатием кнопки Кн2 “ВПРАВО” катушка пускателя Р1 получает питание, главные контакты включают М1 на правое вращение шпинделя. Через блок-контакты Р1 включается пускатель Р5, включающий электронасос М2 и реле задержки Р12.
При нажатии кнопки КнЗ “ВЛЕВО” происходит отключение пускателя Р1, электродвигателя М1, реле Р12 после разряда конденсатора CЗ контакты реле Р12 (28-26) замыкаются и происходит включение пускателя Р2 и М1 на левое вращение. Реле Р12 включается снова.
При автоматическом реверсе эти переключения происходят при срабатывании микропереключателя В4 от кулачка, установленного на лимбе.
Останов осуществляется нажатием на кнопку Кн1 “СТОП”, при этом отключаются пускатели Р1 или Р2, Р5, отключающие М1, М2. Через контакты реле Р12 (7-9) включается реле Р11 с последующим включением пускателей Р3 и Р4. Обмотки электродвигателя М1 подключаются через выпрямители Д1, Д2 к трансформатору Тр2, происходит динамическое торможение. После разряда конденсатора C1, C2 — отключается реле Р11, отключающее пускатели Р3, Р4 и М1 от тормозной цепи.
При переключении скоростей, если шестерни не входят в зацепление, применяют шаговый проворот ротора электродвигателя. Нажатием кнопки Кн4 “ПРОВОРОТ” включается пускатель Р4, по фазам 1C2-1CЗ протекает пониженное выпрямленное напряжение. Через сопротивление Р2 с задержкой включается реле Р11, отключающее пускатель Р4 и включающее Р3 — напряжение протекает по фазам 1C1-1C2. Такие переключения обеспечивают качание ротора и кинематики, что облегчает переключение скоростей.
Для защиты от перегрузки служат тепловые реле. Для нулевой защиты — катушки и контакты магнитных пускателей.
Вертикально-сверлильный станок 2Н125 ипользуется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Установленное на станке электрическое устройство реверсирования двигателя главного движения, позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя. Технические характеристики станка 2Н125Л приведены в табл.3. Схема расположения узлов станка показана на рисунке 3.
Вертикально сверлильный станок 2Н125Л
Вы здесь
Оглавление

Вертикально сверлильный станок 2Н125Л предназначен для выполнения различных операций, связанных со сверлением, рассверливанием, зенкерованием и развертывание.
Станок оснащен круглым поворотным столом, что позволяет обрабатывать отверстия в деталях, не перемещая их по столу либо с небольшим перемещением, что облегчает обслуживание станка.
Класс точности станка – Н- нормальный.
Устройство вертикально сверлильного станка 2Н125Л
Устройство вертикально сверлильного станка 2Н125Л
I.Колона, стол, плита;
II.Механизм подъема стола;
V.Коробка подач станка;
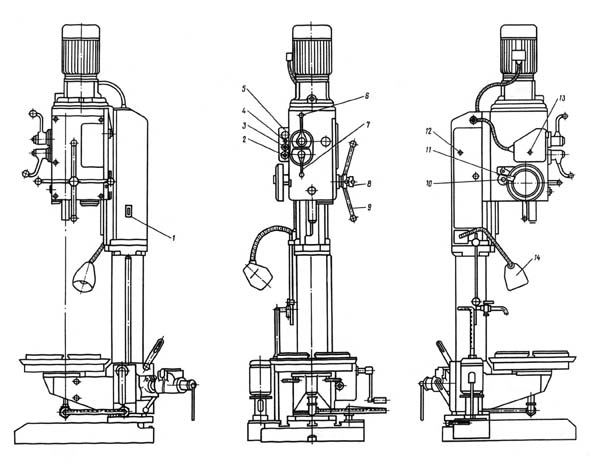
Органы управления вертикально-сверлильного станка 2Н125Л
- Вводный выключатель;
- Кнопка включения правого вращения шпиндельной бабки;
- Кнопка включения левого вращения шпиндельной бабки;
- Кнопка ”СТОП”;
- Выключатель освещения;
- Лампа контроля сети;
- Тумблер поворота шпиндельной бабки;
- Тумблер включения системы охлаждения;
- Ручка переключения скоростей;
- Ручка переключения подачи инструмента;
- Кнопка включения ручной подачи инструмента;
- Ручка механизма подач;
- Кулачок для настройки глубины сверления;
- Квадрат для ручного перемещения сверлильной головки;
- Ручка фиксации сверлильной головки;
- Регулировочные болты клина сверлильной головки;
- Лимб отчета глубины сверления;
- Ручка подъема кронштейна стола;
- Ручка зажима поворота стола;
- Ручка зажима кронштейна стола;
- Установочный клин тисков.
Кинематическая схема вертикально-сверлильного станка 2Н125Л
Коробка скоростей вертикально-сверлильного станка 2Н125Л
Коробка скоростей предназначена для сообщения шпинделю 9 различных скоростей, за счет перемещения двух подвижных блоков. Подшипники валов коробки скоростей станка размешены в верхней 1 и нижней 2 плитах, которые стягиваются между собой стяжками 3.
Механизм коробки скоростей приводится во вращательное движение от электродвигателя через эластичную предохранительную муфту и зубчатую передачу.
Вал 4 имеет форму гильзы, шлицевое отверстие передает вращательное движение шпиндельной бабки станка.
Переключение подвижных блоков шестерен осуществляется с помощью одной рукоятки, которая имеет три фиксированных положения по окружности и вдоль оси.
Ручка 6 размещена на лицевой поверхности сверлильной головки, через шестерню 7 и круговую рейку 8 осуществляет перемещение 2 штанг 9 и 10, на котором размещены вилки переключения подвижных блоков.
Коробка подач вертикально-сверлильного станка 2Н125Л
Коробка подач сверлильного станка расположена в отдельном литом корпусе 1 и состоит из трехвалового механизма.
Вращение коробки подач станка осуществляется через шестерни 5, расположенные на гильзе 4 коробки скоростей.
На первом валу коробки подач сидит подвижная тройчатка 3. С помощью нее подается 3 автоматические подачи на шпиндельную бабку.
Переключение подвижных блоков осуществляется ручкой 4, которая с помощью шестерен 5 перемещает вилку 6, которая в свою очередь переключает подвижные блоки.
Фиксация подвижного блока шестерен производится с помощью фиксации ручки 4 и шарикового фиксатора, расположенного в вилке 6. На выходном валу коробки подач станка установлена шестерня 7, передающая крутящий момент червяку механизма подач.
Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка сверлильного станка представляет собой чугунный корпус, в котором смонтированы все основные узла оборудования: коробка подач, скоростей, шпиндельная бабка и механизм подач.
Все узлы, кроме механизма подач собираются отдельно и крепятся к сверлильной головке.
Механизм подач состоит из:
- Червячной передачи;
- Вала с реечной шестерней;
- Лимба со связанными с ним деталями, рукоятки, кулачковые и храповые обгонные муфты.
Механизм подач предназначен для выполнения различных функций, а именно:
- Ручной подвод режущего инструмента к детали;
- Включения и выключение рабочей подачи;
- Ручное опережение подачи инструмента;
- Ручной отвод шпиндельной бабки вверх.
Сверлильный станок 2н125 схема электрическая

Станки универсальные вертикально-сверлильные 2H125, 2H135, 2H150 используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
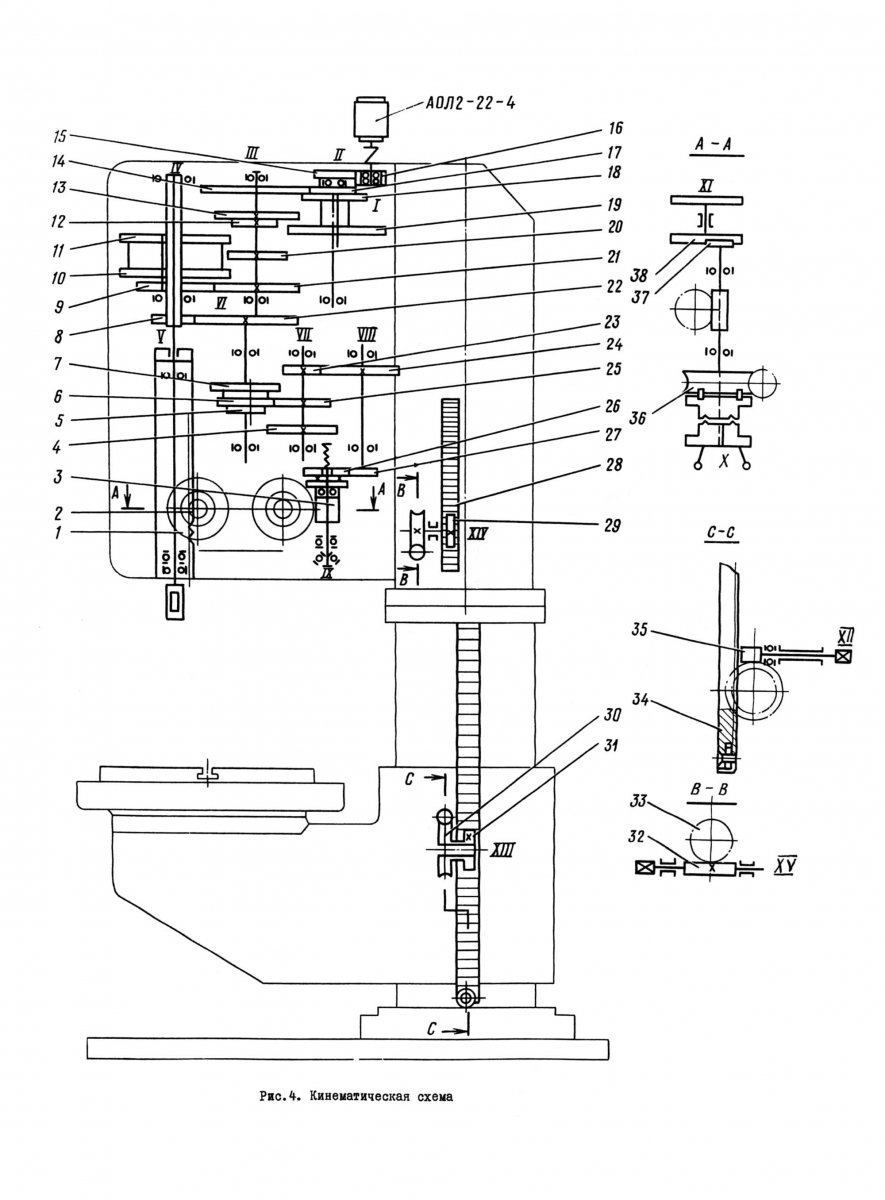
Кинематическая схема

Схема кинематическая станков 2H125, 2H135 представлена на рис.5.
Ввиду простоты кинематических схем описание их не приводится.
Примечание. Цепь движения стола одинакова для всех трех станков.
Цепь подач одна и та же для станков моделей 2125 и 2H135.
Колонна, стол, плита
Колонна станка представляет собой чугунную отливку. По направляющим колонны типа “ласточкин хвост” вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты – резервуар с отстойником для охлаждающей жидкости.
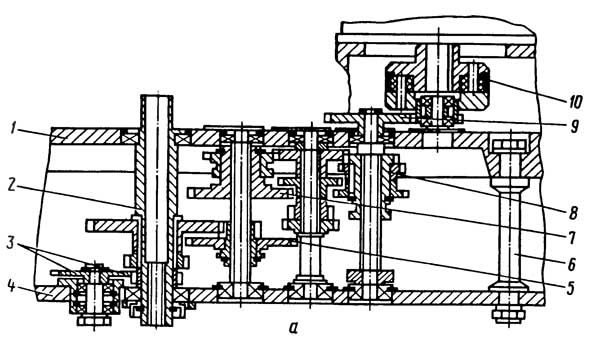
Коробка скоростей и привод

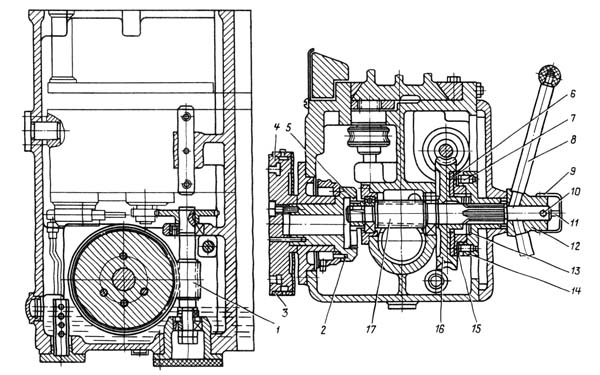
Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5 (рис.7), 7, 8. Опоры валов коробки размещены в двух плитах -верхней 1 и нижней 4,скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенная электродвигателем через эластическую муфту Ю и зубчатую передачу 9. Последний вал 2 коробки – гильза – имеет шлицевое отверстие, через которое вращение передается шпинделю. Через зубчатую пару 3 вращение передается на коробку подач.Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса,закрепленного на низшей плите 4. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
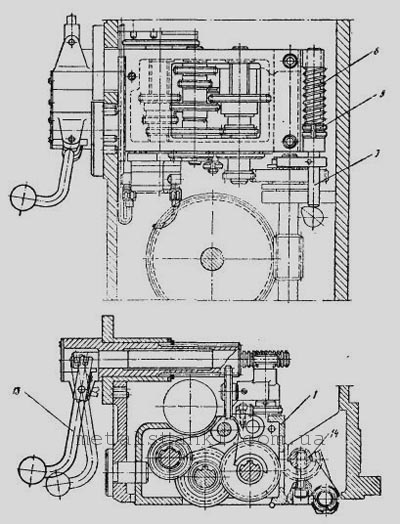
Механизм переключение скоростей и подач

Переключение скоростей производится рукояткой 2 (рис.8), которая имеет четыре положения по окружности и три вдоль оси» переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2H125, 2H135 и четыре для 2H150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по табличкам 1 и 4.
Коробка подач

Механизм смонтирован в отдельном корпусе в устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2H125, 2H135 и двенадцать подач на станке 2H150. На станках 2H125 и 2H135 коробки подач отличаются только приводом, который состоит на станке 2H125 из зубчатых колес I (рис.9), на станках 2H125, 2H135 – из зубчатых колес 2, 3 – соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Сверлильная головка

Сверлильная головка представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
ручного подвода инструмента к детали; включения рабочей подача;
ручного опережения подачи;
выключения рабочей подачи;
ручного отвода шпинделя вверх;
ручной подача, используемой при нарезания резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полу муфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, в обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме – полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой с собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска 6 выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полу муфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт 11 передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработки и настройки кулачков.
Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары 1. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Шпиндель

Шпиндель (рис.11) смонтирован на двух шарикоподшипниках. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилие по выбивке инструмента – верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. регулировка подшипников шпинделя осуществляется гайкой 1
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси выбивает инструмент.
Электрическая схема

Включением вводного автомата Q1 подается напряжение на главные и вспомогательные цепи, на пульте загорается сигнальная лампа Н2. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение ВКЛЮЧЕНО.
Нажатием кнопки S2 ВПРАВО катушка пускателя К1 получает питание, главные контакты включают электродвигатель M1 на правое вращение шпинделя. Через блок-контакты K1 включается пускатель К2, включающий электродвигатель М2 и реле задержки К7.
При нажатии кнопки S3 ВЛЕВО происходит отключение пускателя K1, электродвигателя M1, реле К7. После разряда конденсатора СЗ контакты реле К7 (28-26) замыкаются,и происходит включение пускателя КЗ в электродвигателя M1 на левое вращение шпинделя. Реле К7 включается снова.
При автоматическом реверсе эти переключения происходят при срабатывании микропереключателя S6 от кулачка,установленного на лимбе.
Останов осуществляется нажатием на кнопку S1 СТОП. При этом отключаются пускатели K1 или КЗ, К2,отключающие электродвигатели M1, М2. Через контакты реле К7 (7-9) включается реле К6 с последующим включением пускателей К4 и К5. Обмотки электродвигателя M1 подключаются через выпрямитель V1, V2 к трансформатору T1. Происходит электродинамическое торможение шпинделя.
После разряда конденсаторов C1, С2 отключается реле К6, отключающее пускатели K4, К5.
При переключении скоростей, если зубчатые колеса не входят в зацепление, применяют качательное движение ротора двигателя M1. Нажатием кнопки S4 КАЧАТЕЛЬНСЕ ДВИЖЕНИЕ включается пускатель К4, подающий по фазам IC2-IC3 пониженное выпрямленное напряжение.
Через сопротивление R2 с задержкой включается реле К6, отключающее пускатель К4 и включающее пускатель К5. При этом пониженное напряжение протекает по фазам ICI-IC2. Такие переключения обеспечивают качание ротора, что облегчает переключение скоростей.

